
Materialentwicklung für die additive Fertigung
Fused Filament Fabrication (FFF), auch bekannt als Fused Deposition Modeling (FDM), ist eine Methode der generativen Fertigung zur Herstellung von Bauteilen, Modellen und Prototypen, welche Schichtweise aus schmelzfähigem Kunststoff aufgebaut werden. Die gebräuchlichsten Materialien sind auf der Seite für kommerzielle Materialien zusammengestellt.
Am IAM-WK wurde dieser Ansatz auf die Replikation von keramischen und metallischen Bauteilen adaptiert. Die dafür erforderliche Prozesskette umfasst die Entwicklung keramischer und metallischer Formmassen zur Herstellung von Filamenten, den 3D Druck von Grünteilen und die anschließende Wärmebehandlung (Entbindern und Sintern). Die Skalierbarkeit und Fertigung von komplexen Bauteilen mit individuellen Abmessungen lassen sich dabei in Abhängigkeit der Formmassenzusammensetzung (Verhältnis Pulver-Bindersystem) und des verwendeten Düsendurchmessers einstellen.
Neben Formmassen zur Herstellung reiner Keramiken und Metalle, werden auch Pulver-Kunststoffgemische entwickelt, die nicht thermisch nachbehandelt werden.
Materialentwicklung
 Die Formgebung der Pulver erfolgt, wie bei dem Pulverspritzguss auch, mit Hilfe thermoplastischer Polymere. Diese Thermoplaste dienen als Binder, die bei erhöhten Temperaturen (150 - 250 °C) verformbar und bei Raumtemperatur formstabil sind. Diese mit Pulver hochgefüllten Polymere werden im Allgemeinen "Feedstock" genannt.
Die Formgebung der Pulver erfolgt, wie bei dem Pulverspritzguss auch, mit Hilfe thermoplastischer Polymere. Diese Thermoplaste dienen als Binder, die bei erhöhten Temperaturen (150 - 250 °C) verformbar und bei Raumtemperatur formstabil sind. Diese mit Pulver hochgefüllten Polymere werden im Allgemeinen "Feedstock" genannt.
Diese Feedstocks bestehen bei keramikhaltigen Formmassen zu mindestens 50 vol% und bei metallhaltigen Formmassen zu mindestens 60 vol% aus Feststoff. Dadurch wird das Verdichten des Gefüges während des Sinterns vereinfacht und die Schwindung und den Verzug der Bauteile minimiert. Das restliche Volumen besteht aus (meist) mindestens drei verschiedenen Polymeren:
- Dispergator (D): Unterstützt das Aufbrechen der Pulver-Agglomerate und senkt dadurch die Viskosität des Feedstocks.
- Gerüstpolymer (GP): Stellt die Stabilität des Bauteils nach der Formgebung und dem ersten Entbinderungsschritt sicher.
Besteht im Allgemeinen aus langen Polymerketten (hochmolekular), erweicht dadurch erst bei hohen Temperaturen und ist dann hochviskos.
-
Basispolymer (BP):Ist in der Regel niedrigmolekular, erweicht bei niedrigeren Temperaturen und ist niedrigviskoser als das GP.Durch die kurzen Molekülketten ist das Bauteil mechanisch nicht sehr formstabil, weshalb GP und BP üblicherweise gemischt werden. Dadurch werden die Vorteile beider Polymere genutzt
Prozesskette
Die Prozesskette ist an die des Pulverspritzgusses angelehnt und wurde durch die Filamentextrusion erweitert.

Die Mischung der Feedstocks erfolgt in einem unserer Messkneter. Der Prozess ist diskontinuierlich und es können äußerst homogene Mischungen in kleinen Mengen hergestellt werden, was für ein Materialscreening und eine Materialentwicklung optimal ist. Zudem wird während des Prozesses der Drehmoment aufgezeichnet, der ein erstes Indiz für die Qualität und Verarbeitbarkeit des Feedstocks ist. Sehr große Mengen können im Doppelschneckenextruder hergestellt werden. Die rheologische Charakterisierung erfolgt anschließend im Hochdruckkapillarrheometer.
Zur Herstellung der Filamente wird der Extruder Noztek pro (Noztek, Shoreham, Großbritannien) verwendet. Damit können Filamente sowohl mit einem Durchmesser von 1,75 mm als auch mit 3,0 mm extrudiert werden.
Der 3D-Druck erfolgt in einem unserer modifizierten Drucker. Sie sind ausschließlich offene Systeme, in denen die Druckparameter speziell auf die Materialien angepasst und auf die Bauteilgeometrien optimiert werden können.
Die Nachprozessierung enthält das zweistufige Entbindern (solvent und thermisch), während dessen zunächst das Basispolymer gelöst wird und Porenkanäle für die anschließende thermische Zersetzung des Gerüstpolymers frei gibt. Der finale Prozess, das Sintern, erfolgt mit Oxidkeramiken in einem Kammerofen unter normaler Atmosphäre. Bei Metallen findet er in speziellen Sinteröfen unter Vakuum oder Schutzgas statt. Der Sinterprozess ist immer mit einem Schrumpf verbunden, der vorab während der Druckvorbereitung einkalkuliert wird.

Aluminiumoxid
Der am häufigsten eingesetzte keramische Hochleistungswerkstoff ist Aluminiumoxid (Al2O3), auch unter dem Begriff "Tonerde" oder als Einkristall unter "Korund" bekannt. Mit steigender Reinheit ist es elektrisch isolierend, hart und verschleißbeständig mit gleichzeitig guten Gleiteigenschaften in korrosiven Medien und unter hohen Temperaturen. Es ist chemisch und thermisch stabil, biologisch inert und transluzent herstellbar.
Wir bedanken uns herzlichst bei der DFG, die uns die Arbeiten ermöglicht!
![]()
Zirkonoxid
Ebenfalls breit einsetzbar ist Zirkonoxid (Zirconium(IV)-Oxid, ZrO2). Um große Volumensprünge der Kristallite durch eine Phasenumwandlung während des Sinterns zu verhindern, wird das Gitter durch Dotierung in den Hochtemperaturmodifikationen teil- oder vollstabilisiert. Dadurch zeigt die Keramik eine hohe Festigkeit und einen sehr hohen Widerstand gegen die Ausbreitung von Rissen. Durch die gute Biokompatibilität und mittels Dotierung einstellbare Transluzenz wird Zirkonoxid bereits als Zahnersatz verwendet. Außerdem leitet Y-dotiertes ZrO2 Sauerstoffionen, was sich in Lambdasonden und in Brennstoffzellen zunutze gemacht wird.
Wir bedanken uns herzlichst bei HEiKA, welches die Arbeiten ermöglicht!

Publikationen gesinterte Keramiken
Zürn, M.; Antusch, S.; Nötzel, D.; Schrage, A.; Walter, H.; Hanemann, T.
2026. Materials, 19 (5), Art.-Nr.: 854. doi:10.3390/ma19050854
Roser, C. J.; Erber, R.; Zenthöfer, A.; Rues, S.; Lux, C. J.; Nötzel, D.; Eickhoff, R.; Hanemann, T.
2025. Journal of Functional Biomaterials, 16 (11), Article no: 397. doi:10.3390/jfb16110397
Eickhoff, R.; Nötzel, D.; Oral, G.; Scholz, M.; Hanemann, T.
2025. Materials & Design, 254, 114148. doi:10.1016/j.matdes.2025.114148
Nötzel, D.
2023. Albert-Ludwigs-Universität Freiburg im Breisgau. doi:10.6094/UNIFR/233835
Nötzel, D.; Eickhoff, R.; Pfeifer, C.; Hanemann, T.
2021. Materials, 14 (19), Art.-Nr.: 5467. doi:10.3390/ma14195467
Eickenscheidt, M.; Langenmair, M.; Dbouk, A.; Nötzel, D.; Hanemann, T.; Stieglitz, T.
2021. Materials, 14 (1), Art. Nr.: 200. doi:10.3390/ma14010200
Nötzel, D.; Hanemann, T.
2020. Materials, 13 (19), Art.-Nr.: 4461. doi:10.3390/ma13194461
Nötzel, D.; Hanemann, T.; Eickhoff, R.
2019. Keramische Zeitschrift, 71 (6), 56–61. doi:10.1007/s42410-019-0074-7
Nötzel, D.; Eickhoff, R.; Hanemann, T.
2018. Materials, 11 (8), 1463–1473. doi:10.3390/ma11081463

Titanlegierung Ti6Al4V
Diese Legierung mit 6 wt% Aluminium und 4 wt% Vanadium ist die am häufigsten verwendete Titanlegierung. Sie zeichent sich durch eine geringe Dichte (ca. 4,4 g·cm-3) bei gleichzeitig hoher Festigkeit aus. Die Legierung wurde ursprünglich für den Einsatz in der Luft- und Raumfahrt entwickelt, ist aber auch in der Medizin beispielsweise für Implantate zugelassen. Der Gründe dafür sind die hohe Biokompatibilität, Korrosionsbeständigkeit und der fehlende Magnetismus.
Mit unseren Feedstocks sind sowohl sehr große Bauteile, wie Hüftimplantate, sehr kleine Körper, wie Zahnimplantate oder sehr filigrane Komponenten druckbar.

Legierung CoCrMo F75
Aufgrund der guten Biokompatibilität und des hohen Korrosionswiderstandes wird diese kobaltbasierende Legierung für Implantate verwendet. Dabei kommt es durch die hohe Verschleiß- und Dauerfestigkeit sowie die Möglichkeit, die Bauteile hochglanzpolieren zu können als Gelenkersatz zum Einsatz. Aber auch in der Dentalindustrie ist es weit verbreitet, denn es lässt sich unter ohne Schutzatmosphäre vergießen und sehr gut mit keramischen Massen verblenden.
Wolfram
Dieses sehr hochschmelzende Metall ist bzw. war in jedem Haushalt in Form der Glühwendel in Glühlampen vorhanden. Es ist sehr korrosionsbeständig und kann aufgrund seiner hohen Dichte (ca. 19,3 g·cm-3) Strahlen besser als Blei abschirmen. Allerdings wird es aufgrund seines hohen Preises und der schwierigen Verarbeitbarkeit nicht so so häufig für diesen Zweck eingesetzt. Die aufwändige Verarbeitbarkeit von Wolfram begründet sich aus seinem Schmelzpunkt von 3422 °C und der hohen Sprödheit schon bei geringen Verunreinigungen. Daher findet die Formgebung als Pulver mit anschließendem Sinterprozess statt.
Neben dem 3D-Druck des Materials entwickeln wir auch die Prozessführung von Wolframpulver in einer EBM-Anlage (Electron Beam Melting), welche auch zu den Methoden des 3D-Druckes gehört.

S. Antusch: Need a tricky tungsten piece? Print it! (Fusion in Europe 1/2018 (2018))
Kupfer
Was wäre die heutige Zeit ohne Kupfer? Hauptsächlich aufgrund seiner hervorragenden elektrischen Leitfähigkeit, aber auch durch die gute Wärmeleitfähigkeit findet das Metall in nahezu jeder elektronischen Schaltung, Stromleitungen, elektrischen Motoren und Wärmetauschern bzw. Kühlkörpern Verwendung.
Publikationen Metall
Eickhoff, R.; Antusch, S.; Nötzel, D.; Hanemann, T.
2025. Materials & Design, 254, 114088. doi:10.1016/j.matdes.2025.114088
Eickhoff, R.; Hanemann, T.; Nötzel, D.; Antusch, S.
2025. doi:10.17632/bkzgpb64y6.1
Eickhoff, R.; Antusch, S.; Nötzel, D.; Probst, M.; Hanemann, T.
2024. Polymers, 16 (17), Art.-Nr.: 2548. doi:10.3390/polym16172548
Eickhoff, R.; Antusch, S.; Nötzel, D.; Hanemann, T.
2023. Materials, 16 (8), Art.-Nr.: 3162. doi:10.3390/ma16083162
Eickhoff, R.; Antusch, S.; Baumgärtner, S.; Nötzel, D.; Hanemann, T.
2022. Materials, 15 (18), Art.-Nr.: 6442. doi:10.3390/ma15186442
Gedruckte Batteriematerialien

Im Rahmen des Exzellenzclusters POLiS (Post Lithium Storage) werden 3D-Druckmaterialen für Feststoffbatterien basierend auf dem Transport von Na2+-Ionen entwickelt. Bei diesem Thema werden unsere Expertisen auf dem Gebiet der Entwicklung von Elektrolytsystemen und der Materialentwicklung im 3D-Druck gebündelt.
Die Ziele dabei sind die Erhöhung der Sicherheit durch schwer entflammbare Elektrolyte und neue Möglichkeiten des Aufbaus der Batterie und Optimierung des Volumens durch die Designfreiheiten des 3D-Druckes.
Publikationen 3D-gedruckte Batteriematerialien
Kutlu, A. C.; Nötzel, D.; Hofmann, A.; Ziebert, C.; Seifert, H. J.; Mohsin, I. U.
2024. Electrochimica Acta, 503, Art.-Nr.: 144881. doi:10.1016/j.electacta.2024.144881
Kutlu, A. C.; Nötzel, D.; Ziebert, C.; Seifert, H. J.; Ul Mohsin, I.
2024. Batteries & Supercaps, 7 (1), Art.-Nr.: e202300577. doi:10.1002/batt.202300577
Kutlu, A. C.; Nötzel, D.; Ziebert, C.; Seifert, H. J.; Mohsin, I. U.
2024. Batteries & Supercaps, 7 (1), e202300357. doi:10.1002/batt.202300357
Polymer-Matrix-Komposite

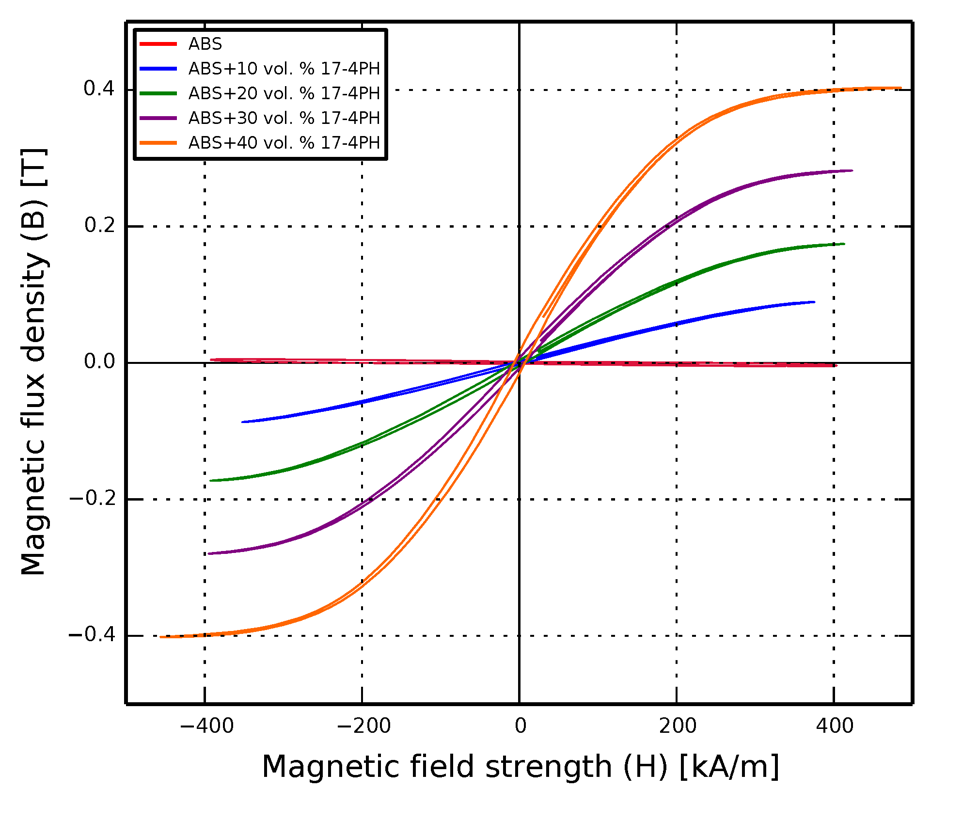
Nicht immer ist es notwendig, reine Keramiken oder Metalle herzustellen, um Materialien mit gewünschten Eigenschaften zu erhalten. Bereits eine mittlere Füllung (20 - 40 vol%) mit Partikeln kann ausreichen, um thermische Leitfähigkeiten zu erhöhen, um elektrische Leitfähigkeiten oder Magnetismus zu erhalten oder die dielektrischen Eigenschaften eines Polymers zu verbessern. Dabei hängt die Stärke der Eigenschaften vom Gehalt des Füllmaterials ab.
Bariumferrit
BaFe12O19 (Bariumferrit) ist ein Vertreter der ferrimagnetischen Wertstoffe und gehört zur Gruppe der Ferrite.

Bariumtitanat
Bariumtitanat besitzt ausgeprägte ferro- und piezoelektrische Eigenschaften. Im letzten Fall hängen diese stark von der elektrischen Polungsfeldstärke ab.

Edelstahl 17-4PH
Der Edelstahl mit der Werkstoffnummer 1.4548.4 enthält ca. 17 % Chrom, 4 % Nickel und etwas Kupfer. Er ist magnetisch und in den meisten Medien korrosionsbeständig.
Publikationsliste Polymer-Matrix-Komposite
Inckmann, M.; Raquet, C.; Pfeil, A.; Jejkal, T.
2026, Mai 13. doi:10.5281/zenodo.20171569
Flößer, D.; DerPunkt; Banuti, D.; Niedermeier, K.
2026. doi:10.5445/IR/1000193261
Wagemann, E. L.; Barth, M.
2026. EKA 2026 - Entwurf Komplexer Automatisierungssysteme, 19. Fachtagung. Hrsg.: L. Underberg. doi:10.25673/123339
Theodoridou, E.; Dong, R.; King, C. C.; Poludniowski, G.; Häring, P.; Hain, E.; Litou, C.; Voutou, E.; Foka, P.; Sammut, N.; Seco, J.; Spadea, M. F.
2026. Physica Medica, 141, 105708. doi:10.1016/j.ejmp.2025.105708
Schwarz, H.; Kotthoff, L.; Hoos, H.; Fichtner, W.; Bertsch, V.
2025. Annals of Operations Research, 354, 1285–1306. doi:10.1007/s10479-018-3122-6
Bragaggia, G.; Rosato, F.; Nikitin, T.; Fausto, R.; Prato, M.; Primavera, A.; Giacomini, G.; Soldà, L.; Tapparo, A.; Sandon, A.; Lavagnolo, M. C.; Gross, S.
2026. ChemSusChem, 19 (6), 15 S. doi:10.1002/cssc.202502013
Altmann, R.; Dörich, B.; Zimmer, C.
2026. Mathematics of Computation. doi:10.1090/mcom/4194
He, Q.; Xing, J.; Chen, X.; Wang, F.; Zhao, Y.
2026. ACS Energy Letters, 11 (2), 1397–1422. doi:10.1021/acsenergylett.5c03494
Malik, Y. T.; Yang, J.; Choi, J.; Dalla Corte, D. A.; Tobis, M.; Strauss, F.; Fleischmann, S.
2026. ACS Energy Letters, 11 (2), 1651–1658. doi:10.1021/acsenergylett.5c02943
Liu, X.; Zhou, X.; Du, S.; Duan, W.; Feng, G.; Xu, C.; Jian, Z.-C.; Xu, H.; Zhang, B.; Liu, H.; Xiao, Y.; Xiang, W.
2026. ACS Energy Letters, 11 (2), 2083–2092. doi:10.1021/acsenergylett.5c03896
Alonso, M. A.; Rockstuhl, C.
2026. Optics Letters, 51 (2), ED1. doi:10.1364/OL.589579
Li, N.; Pratap, S.; Guo, R.; He, Z.; Liang, S.; Jia, X.; Gholipoor, M.; Babbe, F.; Barchi, N. S.; Slack, J. L.; Tamura, N.; Qiao, L.; Sutter-Fella, C. M.; Müller-Buschbaum, P.
2025. Energy & Environmental Science, 18 (24), 10460–10472. doi:10.1039/d5ee05540g
Teetz, N.; Schönrock, S.; Holtmann, D.
2026. Molecular Catalysis, 589, Art.-Nr. 115593. doi:10.1016/j.mcat.2025.115593
van Panhuys, M.; Jadreškić, D.
2026. European Journal for Philosophy of Science, 16 (1), 19. doi:10.1007/s13194-026-00730-3
Schmidt, L.; Hankins, K.; Valenzuela, J.; Windiks, R.; Lindner, A.; Witzel, R.; Qiu, Y.; Knobbe, E.; Krewer, U.
2026. Chemical Science, 17 (18), 9049–9060. doi:10.1039/d6sc00426a
Krajewska, M.; Nguyen, M. N.; Schäfer, A. I.
2026. Environmental Science & Technology, 60 (10), 8193–8204. doi:10.1021/acs.est.5c14077
Guo, H.; Sotoudeh, M.; Rezeki, S.; Hu, Y.; Leiter, R.; Wellmann, J.; Fichtner, M.; Oschatz, M.; Groß, A.; Fleischmann, S.
2026. Angewandte Chemie International Edition, 65 (4), 12 S. doi:10.1002/anie.202520990
Münzer, P.; de Oliveira Campos, B. L.; Arnold, U.; Sauer, J.
2026. Energy Conversion and Management, 353, 121216. doi:10.1016/j.enconman.2026.121216
Nakade, R. K.; Singh, S.; Dhadphale, J. M.; Sujith, R. I.
2026. Physical Review E, 113 (1), Art.Nr: 014208. doi:10.1103/kf5z-xy15
Bineli Betsi, T.; Kelepile, T.; Shindo, K.; Mapeo, R. B.; Camacho, A.
2026. Journal of African Earth Sciences, 234, 4 S. doi:10.1016/j.jafrearsci.2025.105928
Thuy, V. T. T.; Hao, L. T.; Kim, H. J.; Voll, D.; Theato, P.
2026. ACS Applied Materials & Interfaces, 18 (7), 11008–11021. doi:10.1021/acsami.5c24574
Simon, A.; Pauly, N.; Daher, K.; Jouanneaud, R.; Bideux, L.; Monier, G.; Robert-Goumet, C.; Benayad, A.
2026. Surface and Interface Analysis, 58 (2), 118–124. doi:10.1002/sia.70041
Popplow, M.; Hürlimann, G. (Hrsg.)
2021. Technikgeschichte über Mittag (2021), Online, 23. April–2. Juli 2021
Jia, X.; Zhu, J.; Knapp, M.; Wang, X.; Yu, C.; Xu, W.; Wu, H.; Ehrenberg, H.; Wei, X.; Dai, H.
2026. Renewable and Sustainable Energy Reviews, 225, Art.Nr: 116126. doi:10.1016/j.rser.2025.116126
Bekris, N.; Sirch, M.; Größle, R.
2026. Fusion Engineering and Design, 228, 115739. doi:10.1016/j.fusengdes.2026.115739
Popplow, M.; Hürlimann, G.; Fraunholz, U. (Hrsg.)
2021. Technikgeschichte über Mittag (2021), Online, 22. Oktober 2021–11. Februar 2022
Li, Q.; Li, Q.; Chen, S.; Zhang, X.; Pauleit, S.; Rahman, M. A.
2026. Building and Environment, 290, 114121. doi:10.1016/j.buildenv.2025.114121
Wu, P.; Luo, Z.; Wen, H.; Liu, C.; Ji, X.; Liu, L.
2026. Fire Safety Journal, 161, Art.Nr: 104654. doi:10.1016/j.firesaf.2026.104654
Popplow, M.; Hürlimann, G. (Hrsg.)
2022. Technikgeschichte über Mittag (2022), Online, 22. April–15. Juli 2022
Piana, K.; Ziomber-Lisiak, A.; Surowka, A. D.; Czyzycki, M.; Wrobel, P.; Ruszczycki, B.; Talaga-Ćwiertnia, K.; Szczerbowska-Boruchowska, M.
2025. Neuroscience, 591, 129–139. doi:10.1016/j.neuroscience.2025.11.016
Zenati, M.; Bensaid, D.; Chellali, M. R.
2026. Journal of Alloys and Compounds, 1060, Art.Nr: 187245. doi:10.1016/j.jallcom.2026.187245
Popplow, M.; Hürlimann, G. (Hrsg.)
2022. Technikgeschichte über Mittag (2022), Online, 28. Oktober 2022–10. Februar 2023
da Silva, R. N. P.; Tonin, A. P. P.; Braga, Í. de O.; Ramos, G. S. M.; de Oliveira, T. A.; Leal, D.; Tissen, E.; Cardoso, F. de S. N.; Dias, J. F.; Meurer, E. C.; Scherf, K. A.; Koblitz, M. G. B.
2026. Food Research International, 225, 118056. doi:10.1016/j.foodres.2025.118056
Sha’rani, S. S.; Isa, E. D. M.; Fadzil, N. F. E. N.; Nasef, M. M.; Abouzari-Lotf, E.; Jusoh, N. W. C.
2026. Arabian Journal of Chemistry, 19, Art.Nr: 6052025. doi:10.25259/AJC_605_2025
Slad, S.; Luy, B.
2026. Journal of Biomolecular NMR, 80 (1), 6. doi:10.1007/s10858-025-00486-7
Lehmann, B.; Huang, G.
2026. Solar Energy, 306, Art.-Nr. 114288. doi:10.1016/j.solener.2025.114288
Popplow, M.; Hürlimann, G. (Hrsg.)
2025. Technikgeschichte über Mittag (2025), Online, 7. November 2025–23. Januar 2026
Beck, A.; Gordon, M. J.; Christopher, P.
2026. Journal of the American Chemical Society, 148 (7), 7024–7034. doi:10.1021/jacs.5c17718
Sen, K.; Schäfer, A.; Rosowski, F.; Sharapa, D. I.; Studt, F.
2026. ACS Omega, 11543–11554. doi:10.1021/acsomega.5c09399
Wilhelm, Y.; Reimann, P.; Gauchel, W.; Mitschang, B.
2026. The International Journal of Advanced Manufacturing Technology, 143 (5-6), 2521–2544. doi:10.1007/s00170-025-17136-9
Ogunniyi, E. O.; Richards, B. S.
2026. Desalination, 625, 119942. doi:10.1016/j.desal.2026.119942
Sadhu, S.; Dash, A.; Esakkiraja, N.; Bansal, U.; Ravi, R.; Bhattacharyya, S.; Divinski, S.; Paul, A.
2026. Scripta Materialia, 273, 117090. doi:10.1016/j.scriptamat.2025.117090
Popplow, M.; Hürlimann, G. (Hrsg.)
2026. Technikgeschichte über Mittag (2026), Online, 22. Mai–17. Juli 2026
Konobeyev, A. Y.; Fischer, U.; Simakov, S. P.
2025. Nuclear Instruments and Methods in Physics Research Section B: Beam Interactions with Materials and Atoms, 569, Art.-Nr. 165889. doi:10.1016/j.nimb.2025.165889
Walter, B. F.; Egesi, N.; Raza, M.; Agbebia, M.; Adamu, F.; Giebel, R. J.; Marks, M. A. W.; Ugbaja, E. C.; Markl, G.
2026. Journal of African Earth Sciences, 235, 105964. doi:10.1016/j.jafrearsci.2025.105964
Beck, M.; Boll, J.; Luntzel, V.; Sax, E.
2026. 2026 IEEE International Systems Conference (SysCon), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SysCon66367.2026.11503556
Barón Díaz, D.; Drommershausen, A.-L.; Grünberger, A.; Holtmann, D.
2026. Biotechnology and Bioengineering. doi:10.1002/bit.70186
Pan, X.; Liu, Y.; Zhou, K.; Chen, Y.; Wu, Z.; Wang, Z.; Xiao, J.; Jiang, J.
2025. International Journal of Hydrogen Energy, 190, 152244. doi:10.1016/j.ijhydene.2025.152244
Gutiérrez, M. S.; Peral, J.; Buyens, D.; György, E.; del Pino, Á. P.
2026. Materials Research Bulletin, 196, 113899. doi:10.1016/j.materresbull.2025.113899
Diercks, A. S.
2026, Mai 13. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193210
Popplow, M.
2017. Wer das Gras wachsen hört: Wissensgeschichte(n) der pflanzlichen Ressourcen vom Mittelalter bis ins 20. Jahrhundert. Hrsg.: M. Stuber, S. B. Leoni HerausgeberInnen: Simona Boscani Leoni und Martin Stuber, 199–210, StudienVerlag. doi:10.25365/rhy-2017-12
Popplow, M.
2026, Januar 19. Vortragsreihe „Innovation und Technik im Mittelalter“ des Mittelalterzentrums Greifswald (2026), Greifswald, Deutschland, 3. November 2025–19. Januar 2026
Schweizerhof, K.; Fleischmann, N.
1987. Beton- und Stahlbetonbau, 82 (5), 117–122. doi:10.1002/best.198700210
Ramadan, M.; Gstür, M.; Gadekar, P.; Elbez, G.; Hagenmeyer, V.
2026. Computer Security: ESORICS 2025 International Workshops – DPM 2025, CBT 2025, CyberICPS 2025, Toulouse, France, September 25–26, 2025, Revised Selected Papers, Part I. Ed.: R. Laborde, 523–540, Springer Nature Switzerland. doi:10.1007/978-3-032-16089-8_31
Bresch, C.; Schnaubelt, R.
2026. Nonlinear Differential Equations and Applications NoDEA, 33 (1), Art.-Nr. 13. doi:10.1007/s00030-025-01156-1
Hanebeck, U. D.; Henderson, T. C.
2009. Robotics and Autonomous Systems, 57 (3), Art.-Nr.: 237. doi:10.1016/j.robot.2008.10.004
Schweizerhof, K.; Andelfinger, U.
1987. Archive of applied mechanics, 57, 267–276. doi:10.1007/BF00534405
Popplow, M.
2026, Mai 11. Ringvorlesung Wissenschaft in der Gesellschaft (2026), Karlsruher Institut für Technologie, 20. April–20. Juli 2026
Rodrigues Niquini, G.; Herrera Delgado, K.; Pitter, S.; Sauer, J.
2026. Reaction Chemistry & Engineering, 11 (2), 381–391. doi:10.1039/d5re00330j
Schweizerhof, K.; Ramm, E.
1987. Journal of engineering mechanics, 113 (1), 72–88. doi:10.1061/(ASCE)0733-9399(1987)113:1(72)
Schweizerhof, K.; Ramm, E.; Matzenmiller, A.
1986. Microcomputers in engineering: Development and application of software : proceedings of the second international conference held in Swansea, 7th-10th April, 1986. Ed.: B. A. Schrefler, R. W. Lewis, Pineridge Press, Swansea
Dillmann, R.; Beyerer, J.; Hanebeck, U. D.; Schultz, T. (Hrsg.)
2010. Springer. doi:10.1007/978-3-642-16111-7
Schweizerhof, K.; Ramm, E.
1986. 1st. World congress on computational mechanics, Austin TX, 22-26 September, 1986
Maisch, R.; Schmid, L.; Glassey, R.
2026. Proceedings of the 31st ACM Conference on Innovation and Technology in Computer Science Education V. 2 (ITiCSE 2026), Madrid, 13th-15th July 2026, Association for Computing Machinery (ACM). doi:10.1145/3803401.3812035
Schweizerhof, K.; Wriggers, P.
1986. Computer methods in applied mechanics and engineering, 59 (3), 2621–279
Ohrem, S.
2026. Nonlinear Differential Equations and Applications NoDEA, 33 (2), 58. doi:10.1007/s00030-026-01197-0
Schweizerhof, K.; Nour-Omid, B.; Sackman, J.; Andelfinger, U.
1986. Proceedings of the 8th European Conference on Earthquake Engineering: Lisbon, 1986, LNEC
Seskir, Z. C.
2026, Mai 11
Sakthivel, T.; Kluge, T.; Ghosh, P.; Stein, D.
2026. Royal Society Open Science, 13 (4), Art.-Nr.: 251320. doi:10.1098/rsos.251320
Gieseke, S.; Kahlhoefer, F.; Seebach, H.
2026. Physics Letters B, 875, 140321. doi:10.1016/j.physletb.2026.140321
Höhne, S.; Maruna, J.; Gaukel, V.
2026. Journal of Food Process Engineering, 49 (3). doi:10.1111/jfpe.70403
Ramm, E.; Schweizerhof, K.; Stegmüller, H.
1986. Finite Element Methods for Nonlinear Problems: Proceedings of the Europe-US Symposium The Norwegian Institute of Technology, Trondheim Norway, August 12–16, 1985. Ed.: P. G. Bergan, K.-J. Bathe, W. Wunderlich Proceedings of the Europe-US Symposium The Norwegian Institute of Technology, Trondheim Norway, August 12–16, 1985. Ed.: P. G. Bergan, K.-J. Bathe, W. Wunderlich, 339–357, Springer Berlin Heidelberg
Baumann, M.; Schweizerhof, K.
1992. Internal report
Timmermann, D.
2026, Mai 13. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193182
Koch, D.; Wolber, J.; Shi, Z.; Cheng Ji, B.; Bretz, L.; Geiser, A.; Baer, F.; Benfer, M.; Stamer, F.; Lanza, G.
2026. D. Herberger & M. Hübner (Hrsg.), Proceedings of the Conference on Production Systems and Logistics: CPSL 2026, Offenburg : publish-Ing. doi:10.15488/20980
Beltran Diaz, J. L.; Kunka, D.
2026. SoftwareX, 34, Art.-Nr.: 102700. doi:10.1016/j.softx.2026.102700
Grunwald, A.
2026. BioLaw journal, (2S), 127–139. doi:10.15168/2284-4503-4032
Schweizerhof, K.; Hallquist, J. O.; Wainscott, B.
1992. Numerical Methods in Industrial Forming Processes, Ed.: J.-L. Chenot, R.D. Wood, O.C. Zienkiewicz, Balkema Publishers
Dujardin, R.; Ottenburger, S. S.
2026. WASSERWIRTSCHAFT, 116 (5), 73–79. doi:10.1007/s35147-026-2661-z
Dziuba, A.; Ennigkeit, F.; Gerber, M.; Mühlenhoff, S.; Englert, C.
2025. Psychology of Sport and Exercise, 80, 102938. doi:10.1016/j.psychsport.2025.102938
Witucki, L.; Madsen, M.; Wagemann, E. L.; Barth, M.
2026. at - Automatisierungstechnik, 74 (2), 177–178. doi:10.1515/auto-2025-2062
Jacob, F.; Stuber, J.; Hartenstein, H.
2026. arxiv. doi:10.48550/arXiv.2604.23560
Becker, C. K.; Fehr, D.; Rau, H.; Trautmann, S. T.; Xu, Y.
2025. The Journal of Law, Economics, and Organization, 25 S. doi:10.1093/jleo/ewaf016
Xu, J.; Han, Z.; Zhang, M.; Cao, J.; Yang, F.; Wang, M.; Hong, B.; Huang, Z.; Yang, F.; Hong, S.; Lai, Y.
2025. Nano Energy, 146, 111559. doi:10.1016/j.nanoen.2025.111559
Huang, T. H.; Liu, G. L.; Anton, C. A.; Arentz, T. A.; Luo, S. L.; Jia, F. J.; Loewe, A. L.; Jadidi, A. J.
2025. European Heart Journal, 46 (Supplement_1), 2 S. doi:10.1093/eurheartj/ehaf784.433
Shylaja Prakash, N.; Neske, W.; Rümenapf, M.; Xiao, Z.; Netsch, A.; Horn, H.; Ullmann, J.; Reiner, J. E.; Hille-Reichel, A.
2025. Chemical Engineering Journal, 525, 168691. doi:10.1016/j.cej.2025.168691
Ho, M. S.; Vettese, G. F.; Morris, K.; Lloyd, J. R.; Boothman, C.; Shaw, S.; Dardenne, K.; Pearce, C.; Law, G. T. W.
2025. Environmental Science & Technology, 59 (50), 27393–27402. doi:10.1021/acs.est.5c12024
Becker, A.; Zeller, G.; Lippold, H.; Eren, I.; Müller, L. R.; Chekhonin, P.; Kuc, A. B.; Schlösser, M.; Fischer, C.
2025. The Journal of Physical Chemistry C, 129 (50), 21995–22005. doi:10.1021/acs.jpcc.5c04255
Baumgärtner, L.; Feldmann, C.
2026. Dalton Transactions, 55 (12), 4856–4866. doi:10.1039/d6dt00230g
Schweizerhof, K.; Hallquist, J. O.
1992. Technical report
Bühler, T.; Dembin, B.; Radhakrishnan, R. R.; Severo, F.
2025. arxiv. doi:10.48550/arXiv.2503.21737
Bühler, T.; Gusakova, A.; Recke, K.
2025. arxiv. doi:10.48550/arXiv.2512.19425
Bühler, T.; Thäle, C.
2026. arxiv. doi:10.48550/arXiv.2604.05760
Kopanitsak, C.
2026, Mai 8. Gesellschaft für Technikgeschichte. Jahrestagung (Jahrestagung der GTG 2026), Dortmund, Deutschland, 7.–9. Mai 2026
Borchers, M.; Hodonj, D.; Schäfer, K.; Bauer, F. M.; Lott, P.
2026. Catalysis Science & Technology, 16 (8), 2680–2693. doi:10.1039/d5cy01387a
Wang, D.; Li, X.; Nan, F.; Lu, D.; Ng, J.
2026. ACS Nano, 20 (1), 1103–1110. doi:10.1021/acsnano.5c16708
Sparenberg, O.
2026, Mai 7. Gesellschaft für Technikgeschichte. Jahrestagung (Jahrestagung der GTG 2026), Dortmund, Deutschland, 7.–9. Mai 2026
Hesse, N.
2026, Mai 7. Gesellschaft für Technikgeschichte. Jahrestagung (Jahrestagung der GTG 2026), Dortmund, Deutschland, 7.–9. Mai 2026
Serikov, A.
2026. Fusion Science and Technology, 82 (1-2), vii-viii. doi:10.1080/15361055.2025.2591560
Schweizerhof, K.; Hallquist, J. O.; Stillman, D. W.
1992. Computational plasticity : fundamentals and applications : proceedings of the Third International Conference held in Barcelona, Spain, 6th-10th April, 1992. Ed.: D.R.J. Owen, E. Oñate, E. Hinton, 457–482, Pineridge Press
Haensch, T.; Zitzmann, F. D.; Schmidt, S.; Stanko, C.; Paternoga, E.; Meier, M.; Zeitler, K.; Belder, D.; Robitzki, A. A.; Jahnke, H.-G.
2026. Biosensors and Bioelectronics, 295, 12 S. doi:10.1016/j.bios.2025.118256
Serikov, A.
2026. Fusion Science and Technology, 82 (4), iii-iv. doi:10.1080/15361055.2026.2624331
Zhang, F.; Jiang, N.; Gao, Z.; Sun, S.; Zhao-Karger, Z.; Zhao, X.
2026. Journal of Materials Science & Technology, 258, 218–227. doi:10.1016/j.jmst.2025.09.033
Hoffmann, M. J.
2026. Journal of the European Ceramic Society, 46 (11), Artikel Nr. 118320. doi:10.1016/j.jeurceramsoc.2026.118320
Baumann, M.; Schweizerhof, K.; Andrussow, S.
1992. Institut für Baustatik
Boltynjuk, E.; Mejía V., C. P.; Kante, M. V.; Garzón, C. M.; Olaya, J. J.; Hahn, H.; Velasco, L.
2026. Surface and Coatings Technology, 521, 133041. doi:10.1016/j.surfcoat.2025.133041
Wei, Z.; Wu, M.; Wu, J.; He, Q.; Shen, Z.; Zhao, Y.
2026. Journal of Energy Storage, 145, 119917. doi:10.1016/j.est.2025.119917
Grambow, B.; Geckeis, H.; Montavon, G.; Suzuki-Muresan, T.; Gaona, X.
2025. Applied Geochemistry, 194, 106608. doi:10.1016/j.apgeochem.2025.106608
Tolksdorf, P.
2026. Calculus of Variations and Partial Differential Equations, 65 (2), Artikel Nr. 42. doi:10.1007/s00526-025-03197-x
Mihajlovic, L.; Hofacker, L. M.; Lindner, F.; Jayakumar, P.; Diepold, A.; Huwiler, S. G.
2025. PLOS Genetics, 21 (11), e1011935. doi:10.1371/journal.pgen.1011935
Orlova, A. M.; Voll, D.; Theato, P.
2026. Macromolecules, 59 (5), 3041–3054. doi:10.1021/acs.macromol.5c03068
Knebel, K.; Schweizerhof, K.; Peil, U.; Schulz, U.; Ummenhofer, T.
1992. Proceedings des 3. Internationalen Kongresses ”Silos – Research and Practice“, Karlsruhe, 8th-9th October 1992, 65–74
Schweizerhof, K.; Nilsson, L.; Hallquist, J. O.
1992. International journal of computer applications in technology, 5, 134–156
W7-X Team; Killer, C.; Cipciar, D.; Pandey, A.; Perseo, V.; Scharmer, F.; Gyou Baek, S.; Grulke, O.; Matthew Kriete, D.; Reimold, F.; von Stechow, A.
2026. Nuclear Fusion, 66 (5), Art.-Nr.: 056031. doi:10.1088/1741-4326/ae5e91
ASDEX Upgrade Team; TCV Team; W7-X Team; NORTH Team; EUROfusion WPTE Team; Nielsen, S. K.; Clod, A.; Senstius, M.; Ragona, R.; de Wit, J. K.; Hansen, S. K.; Rasmussen, J.; Stober, J.; Coda, S.; Moseev, D.
2026. Plasma Physics and Controlled Fusion, 68 (5), 055010. doi:10.1088/1361-6587/ae6139
Klarmann, R.; Schweizerhof, K.
1992. ZAMM, 72, T232–T235
Schweizerhof, K.
1991. Konstruktion & Elektronik, (11), 21–21
Schweizerhof, K.; Maier, M.
1991. Workshop GAMM WG Composite in Solid Mechanics, Stuttgart, December 1991
Brezovsky, M.; Günthner, A.; Schulte, F.; Winiwarter, L.; Jutzi, B.; Mandlburger, G.
2026. arxiv. doi:10.48550/arXiv.2605.10174
Schmidt, R. E.; Bunzel, M.
2026. Carbohydrate Research, 562, 109816. doi:10.1016/j.carres.2026.109816
Schweizerhof, K.
1991. Proceedings of the International Conference of StuCoMe (Structures, Conception, and Measure), Paris, 18th-21st November 1991
Schweizerhof, K.; Weimar, K.; Hallquist, J. O.; Stillman, D. W.
1991. FE-Simulation of 3-D Sheet Metal Forming: Processes in Automotive Industry (Tagung Zürich, Mai 1991), 499–516, VDI
Matzenmiller, A.; Schweizerhof, K.
1991. Nonlinear Computational Mechanics: State of the Art, Ed.: P. Wriggers, W. Wagner, Springer, Berlin
Kansy, M.; Kolb, T.; Bajohr, S.
2025, Juni 12. 7th Nuremberg Workshop on Methanation and 2nd Generation Fuels (2025), Nürnberg, Deutschland, 12.–13. Juni 2025
Otte, S.; Bayer, F.; Schabel, S.; Fleischer, J.
2026. Technologies, 14 (5), 289. doi:10.3390/technologies14050289
Schlicht, L.; Räker, M.
2024. AI and Ethics, 4 (4), 1251–1263. doi:10.1007/s43681-023-00324-2
Sánchez Collado, G.
2026, Mai 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193117
Kansy, M.; Bajohr, S.; Scheiff, F.; Kolb, T.
2025. Annual Meeting on Reaction Engineering (2025), Würzburg, Deutschland, 26.–28. Mai 2025
Kansy, M.; Bajohr, S.; Kolb, T.
2024. 27th International Congress of Chemical and Process Engineering (CHISA 2024), Prag, Tschechien, 25.–29. August 2024
Faderl, D.
2026, Mai 13. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193113
Pohl, T.; Fischlschweiger, M.
2026, März 17. Thermodynamik-Symposium (2026), Dortmund, Deutschland, 17.–18. März 2026
Bosnar, M.; Lendinez, J. M.; Vyazovskaya, A. Y.; Sklyadneva, I. Y.; Heid, R.; Eremeev, S. V.; Atxitia, U.; Gallego, S.; Chulkov, E. V.; Arnau, A.; Otrokov, M. M.
2026. Physical Review B, 113 (18), Article no: 184425. doi:10.1103/2jhq-f9z7
Funk, C.; Peterson, P.; Harrison, L.; Saldivar, R.; Landsfeld, M.; Pedreros, D.; Shukla, S.; Fink, A. H.; Davenport, F.; Peterson, S.; Turner, W.; Sonnier, A.; Budde, M.; Tabor, K.; Verdin, J.; Hauzaree, D.; Naim, M.; Alaso, D.; Husak, G.
2026. Scientific Data, 13 (1), 718. doi:10.1038/s41597-026-07096-4
Chen, Y.; Moreno-Pineda, E.; Paul, S.; Fuhr, O.; Fenske, D.; Wernsdorfer, W.; Ruben, M.
2026. Journal of the American Chemical Society, 148 (16), 17324–17332. doi:10.1021/jacs.6c03508
Krings, B.-J.; Sörgel, F.; Weinberger, N.
2026. Profit statt Planet? Kapitalismus im Zeitalter der Klimakatastrophe. Hrsg.: D. Mahr, 116–140, Oekom Verlag
Keppler, G.; Hagenmeyer, V.
2026. 2026 VDE FNN/ETG TUTORIAL Schutz- und Leittechnik (2026), Leipzig, Deutschland, 28.–29. April 2026
Tröster, P. M.; Pfaff, B.; Albers, A.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193106
Haug, N.
2026. REAL CORP 2026: Everybody plans ... sometimes - cherish heritage, plan now, create a better future!, 863–875, Competence Center of Urban and Regional Planning (CORP). doi:10.48494/REALCORP2026.5018
Ashanujjaman, S.; Maharathy, S. P.
2026. Physical Review / D, 113 (7), Article no: 075040. doi:10.1103/6hnd-rgch
Rautenberg, P.; Piecha, P.; Frey, M.; Pfister, F.
2026. ATZ worldwide, 128 (5), 42–47. doi:10.1007/s38311-026-2186-1
Rautenberg, P.; Piecha, P.; Frey, M.; Pfister, F.
2026. ATZ - Automobiltechnische Zeitschrift, 128 (5), 42–47. doi:10.1007/s35148-026-2348-x
Javanmardi, L.; Fraske, T.
2026. European Geosciences Union General Assembly (EGU 2026), Wien, Österreich, 3.–8. Mai 2026
Vasilenko, E.
2026, Mai 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193100
Braun, A.; Kubach, H.; Bernhardt, S.; Engelmeier, L.; Mohr, H.; Baufeld, T.; Prehn, S.
2026, März 17. wkm-Symposium (2026), Wien, Österreich, 17.–18. März 2026
Quinto, E. T.; Rieder, A.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193098
Braun, A.; Mohr, H.; Bernhardt, S.; Kubach, H.; Prehn, S.; Baufeld, T.
2026. 14. Dessauer Gasmotoren-Konferenz, 20 S
Cacean, S.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193096
Löschner, V.; Meyer, J.; Dittler, A.
2026. Chemical Engineering & Technology, 49 (5). doi:10.1002/ceat.70226
Süß, A.; Kovacevic, J.; Cakmak, H.; Hagenmeyer, V.
2023, März. International Workshop on Open Source Modelling and Simulation of Energy Systems (OSMSES 2023), Aachen, Deutschland, 27.–29. März 2023
Jørgensen, B. N.; da Silva, L. C. P.; Ma, Z. (Hrsg.)
2024. Springer Nature Switzerland. doi:10.1007/978-3-031-48652-4
Ciotola, A.; Colombo, S.; Elmenshawy, A. I. Z.; Fuss, M.; Poganietz, W.-R.
2026. Resources Policy, 118, Article no: 105932. doi:10.1016/j.resourpol.2026.105932
Frölich, N. M.
2026. International Community Engagement Conference "Higher Education Community Engagement: Reparative Futures for the Cultivation of Humanity" (ICEC 2026), Grahamstown, Südafrika, 5.–7. Mai 2026
Edeler, L. C.
2026, Mai 7. Karlsruher Institut für Technologie (KIT)
Berens, B. M.; Mossano, M.; Veit, M.; Hennig, A.; Volkamer, M.
2026. Festschrift in Honour of M. Angela Sasse. Ed. by Steven J. Murdoch, Ingolf Becker, Simon Parkin, Ruba Abu-Salma, Sacha Brostoff, 28 S
Monteiro, R. F.; Palheta, J. M. T.; Grison, T. G.; Filho, O. R.; Parreira, R. L. T.; Guedes-Sobrinho, D.; Rêgo, C. R. C.; Dias, A. C.; Batista, K. E. de A.; Piotrowski, M. J.
2026. Scientific Reports, 16, Article no: 14174. doi:10.1038/s41598-026-50998-x
Goldkuhle, L.; Lechner, L.; Capdeville, N.; Dorn, A.; Puchta, H.
2026. The Plant Journal, 126 (3). doi:10.1111/tpj.70903
Kwatcho Kengdo, S.; Djatsa, L. D.; Njine-Bememba, C. B.; Tejedor, J.; Butterbach-Bahl, K.; Rufino, M. C.; Sonwa, D. J.; Verchot, L. V.; Dannenmann, M.
2026. npj Sustainable Agriculture, 4 (1), 38. doi:10.1038/s44264-026-00146-9
Arafa, W. A. A.; Nayl, A. A.; Alanazi, A. H.; Ahmed, I. M.; Abdelwahab, A. A.; Ibrahim, H. M.; Bräse, S.; Nassar, A. M.
2026. Scientific Reports, 16 (1), 14638. doi:10.1038/s41598-026-43572-y
Lippold, C.; Zösch, J.; Zimmermann, M.
2020. Passive Schallschutzmaßnahmen. Hrsg.: F. Hänisch, Wirtschaftsverlag N.W. Verlag für Neue Wissenschaft
Zimmermann, M.; Auer, C.; Förter, N.; Weyland, C.; Buck, S.
2024. Bundesanstalt für Straßenwesen (BAST). doi:10.60850/fv-v-02.0367
Zimmermann, M.; Riemer, P.; Förter, N.; Hoffmann, S.; Bienzeisler, L.
2023. Bundesanstalt für Straßenwesen (BAST). doi:10.60850/v-querschnittsbreiten
Stolz, I.; Bokeloh, T.; Feldhaus, C.; Bös, K.
2026. Frontiers in psychology, 17, Article no: 1814502. doi:10.3389/fpsyg.2026.1814502
Schmid, A.
2026, Mai 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193073
Ölmez, J. A.; Hilgers, C.
2026. Thinkthank Industrielle Ressourcenstrategien - KIT
Niederhuber, T.; Müller, B. I. R.; Röckel, T.
2026, Mai 6. DGMK/ÖGEW Frühjahrstagung 2026 – Beneath the Surface – engineering the future of energy (2026), Münster, Deutschland, 6.–7. Mai 2026
Chair of Energy Economics, Institute for Industrial Production (IIP); Schuler, J.
2026, Mai 8. doi:10.5281/zenodo.19480835
Arp, B.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193065
Wald, F.
2024, Oktober 2. 7th International Workshop on Grid Simulator Testing of Energy Systems and Wind Turbine Drivetrains (2024), Bremen, Deutschland, 1.–2. Oktober 2024
Shukla, A.
2026, Mai 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193072
Weber, M.; Çakmak, H. K.; Kühnapfel, U.; Hagenmeyer, V.
2026. Electric Power Systems Research, 259, Art.Nr: 113255. doi:10.1016/j.epsr.2026.113255
Koubaa, M. A.; Süß, W.; Förderer, K. M.
2026, Mai 6. doi:10.5281/zenodo.20053864
Kübler, M.; Bräuner, M.; Thümmel, C.; Siebe, A.; Düser, T.; Albers, A.
2025. Vorausschau und Technologieplanung, Roman Dumitrescu und Katharina Hölzle (Hrsg.), 263–280, Heinz Nixdorf Institut, Universität Paderborn
Bail, F.; Stricker, N.; Schwenker, J.; Urgo, M.; Lanza, G.
2026. CIRP Annals. doi:10.1016/j.cirp.2026.03.021
Schmidt, B.; Becker, J.; Heißler, S.; Nefedov, A.; Geckle, U.; Buchheiser, S.; Rhein, F.
2026, Mai 12. doi:10.35097/fjpg8tameu8xtr7r
Zoller, M.; Kuper, P.; Breunig, M.
2023. GIS. science, 2, 53–62
Naab, C.; Adrian, R.; Bayer, L.; Hoock, M.; Runge, P.; Sinn, S.; Harmening, C.
2026. Contributions to International Conferences on Engineering Surveying. Ed.: A. Kopáčik, 75–84, Springer Nature Switzerland. doi:10.1007/978-3-032-12070-0_7
Song, J.; Bayer, L.; Harmening, C.
2026. Contributions to International Conferences on Engineering Surveying. Ed.: A. Kopáčik, 27–37, Springer Nature Switzerland. doi:10.1007/978-3-032-12070-0_3
Duan, H.
2026, Mai 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193049
Staat, M.; Gießler, M.
2025. Tire – Chassis – Road 2025, 27–39, VDI Verlag. doi:10.51202/9783181024614
Azzola, J.; Gaucher, E.
2026. EGU General Assembly 2026, Copernicus. doi:10.5194/egusphere-egu26-8212
Proenca, T.; Azzola, J.
2026, Mai 8. European Geosciences Union General Assembly (EGU 2026), Wien, Österreich, 3.–8. Mai 2026. doi:10.5194/egusphere-egu26-5539
Azzola, J.; Huber, A.; Bremer, J.
2026, Mai 6. European Geosciences Union General Assembly (EGU 2026), Wien, Österreich, 3.–8. Mai 2026. doi:10.5194/egusphere-egu26-14078
Alhanouti, M.
2026, Mai 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193044
Mistrangelo, C.; Bühler, L.; Cuevas, S.
2026. 14th PAMIR International Conference on Fundamental and Applied Magnetohydrodynamics (MHD 2026), Leoben, Österreich, 6.–9. Juli 2026
Lyu, B.; Bühler, L.; Mistrangelo, C.
2026. 14th PAMIR International Conference on Fundamental and Applied Magnetohydrodynamics (MHD 2026), Leoben, Österreich, 6.–9. Juli 2026
Bühler, L.; Mistrangelo, C.
2026. 14th PAMIR International Conference on Fundamental and Applied Magnetohydrodynamics (MHD 2026), Leoben, Österreich, 6.–9. Juli 2026
Natel, C.; Molnar, C.; Dalagnol, R.; Nowack, P.
2026. WIREs Data Mining and Knowledge Discovery, 16 (2). doi:10.1002/widm.70096
Pappenberger, R.
2026, Mai 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193039
Thäter, G.; Frohnapfel, B.; Stein, O. T.; Carbone, M.
2025, Oktober 16. 20th International Conference on Numerical Combustion (ICNC 2025), Rom, Italien, 14.–17. Oktober 2025
Poboiko, I.; Mirlin, A. D.
2026. Physical Review B, 113 (14), Art.-Nr.: 144311. doi:10.1103/w1yq-xxbk
Thäter, G.; Carbone, M.; Stein, O. T.; Frohnapfel, B.
2025, April. 12th European Combustion Meeting (ECM 2025), Edinburgh, Vereinigtes Königreich, 7.–10. April 2025
Hu, H.; Feng, L.; Chen, W.; Wang, T.; Jin, Y.; Chen, S.
2025. 2025 5th International Conference on Mechanical Automation and Electronic Information Engineering (MAEIE), 188–193, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/MAEIE68099.2025.11406013
Sánchez, G.; Elbez, G.; Hagenmeyer, V.
2025. 2025 IEEE 7th International Conference on Trust, Privacy and Security in Intelligent Systems, and Applications (TPS-ISA), 248–258, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/TPS-ISA67132.2025.00034
Lupascu, E.; Li, X.; Schäfer, B.
2026. 2026 Open Source Modelling and Simulation of Energy Systems (OSMSES), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/OSMSES69376.2026.11457224
Sánchez, G.; Ünal, F.; Wins, A.
2025. 2025 IEEE 7th International Conference on Trust, Privacy and Security in Intelligent Systems, and Applications (TPS-ISA), 464–468, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/TPS-ISA67132.2025.00056
Chelbi, S.
2026, April 17. Helmholtz Information & Data Science (HIDS 2026), Online, 17. April 2026
Oberle, P.
2026. WASSERWIRTSCHAFT, 116 (2-3), 3. doi:10.1007/s35147-026-2643-1
Cazzaniga, C.; de Cosa, A.; Kahlhoefer, F.; Maria, A. S.; Seidita, R.; Sitti, E.
2026. The European Physical Journal C, 86 (4), Art.Nr: 426. doi:10.1140/epjc/s10052-026-15671-7
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Ali, S.; Amin, N. M.; Andeen, K.; Arguelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Balagopal, A., V; Baines-Holmes, J.; V., A. B.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Tjus, J. B.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Motzkin, J. Y. B.; Meneguolo, C. B.; Boser, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Borja, D. A. C.; Connolly, A.; Conrad, J. M.; Corley, R.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsasser, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Furst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glaser, C.; Glusenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Gunther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Minh, M. H.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Haussler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J. L.; Khanal, M.; Zathul, A. K.; Kheirandish, A.; Kimku, H.; Kiryluk, J.; Klein, C.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Kopke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N.; Gualda, C. L.; Arnaud, L. L.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; DeHolton, K. L.; Leszczynska, A.; Liao, J.; Lin, C.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Maris, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R.; Mauro, J.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Montaruli, T.; Moore, R. W.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Pollmann, A. O.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Heros, C. P. de los; Paul, L.; Heros, C. P. de los; Pernice, T.; Peterson, J.; Plum, M.; Ponten, A.; Poojyam, V.; Popovych, Y.; Rodriguez, M. P.; Pries, B.; Procter-Murphy, R.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Robertson, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schluter, B.; Schluter, F.; Schmeisser, N.; Schmidt, T.; Schroder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seunarine, S.; Myhr, P. A. S.; Shah, R.; Shefali, S.; Shimizu, N.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Sogaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Sturwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; Van Eeden, T.; van Eijndhoven, N.; Van Rootselaar, L.; van Santen, J.; Vara, J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Carrasco, S. V.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E. H. S.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yanez, J. P.; Yao, Y.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.
2026. Physical Review D, 113 (6), Art.Nr: 062002. doi:10.1103/4n6v-r7n4
GRAND Collaboration; Álvarez-Muñiz, J.; Alves Batista, R.; Benoit-Lévy, A.; Bister, T.; Bohacova, M.; Bustamante, M.; Carvalho, W.; Chen, Y.; Cheng, L.; Chiche, S.; Colley, J. M.; Correa, P.; Cucu Laurenciu, N.; Dai, Z.; de Almeida, R. M.; de Errico, B.; de Mello Neto, J. R. T.; de Vries, K. D.; Decoene, V.; Denton, P. B.; Duan, B.; Duan, K.; Engel, R.; Erba, W.; Ferriere, A.; Fan, Y.; Ferrière, A.; Góngora, J. P.; Gou, Q.; Gu, J.; Guelfand, M.; Guo, G.; Guo, J.; Guo, Y.; Guelzow, L.; Guépin, C.; Gülzow, L.; Haungs, A.; Havelka, M.; He, H.; Hivon, E.; Hu, H.; Huang, G.; Huang, X.; Huang, Y.; Huege, T.; Jiang, W.; Kato, S.; Koirala, R.; Koehler, J.; Kotera, K.; Köhler, J.; Lago, B. L.; Lai, Z.; Lavoisier, J.; Legrand, F.; Leisos, A.; Li, R.; Li, X.; Liu, C.; Liu, R.; Liu, W.; Ma, P.; Macías, O.; Magnard, F.; Marcowith, A.; Martineau-Huynh, O.; Mason, Z.; McKinley, T.; Minodier, P.; Mostafá, M.; Murase, K.; Niess, V.; Nonis, S.; Ogio, S.; Oikonomou, F.; Pan, H.; Papageorgiou, K.; Pierog, T.; Piotrowski, L. W.; Prunet, S.; Prévotat, C.; Qian, X.; Roth, M.; Sako, T.; Shinde, S.; Szálas-Motesiczky, D.; Sławiński, S.; Takahashi, K.; Tian, X.; Timmermans, C.; Tobiska, P.; Tsirigotis, A.; Tueros, M.; Vittakis, G.; Voisin, V.; Wang, H.; Wang, J.; Wang, S.; Wang, X.; Wang, X.; Wei, D.; Wei, F.; Weissling, E.; Wu, J.; Wu, X.; Wu, X.; Xu, X.; Xu, X.; Yang, F.; Yang, L.; Yang, X.; Yuan, Q.; Zarka, P.; Zeng, H.; Zhang, C.; Zhang, J.; Zhang, K.; Zhang, P.; Zhang, Q.; Zhang, S.; Zhang, Y.; Zhou, H.
2026. Journal of Instrumentation, 21 (02), P02041. doi:10.1088/1748-0221/21/02/P02041
Ammar, A.; Salem, A.; Zarzissi, S.; Abril-Mera, T.; Trabelsi, K.; Bouaziz, B.; Boujelbane, M. A.; Kerkeni, M.; Masmoudi, L.; Heydenreich, J.; Schallhorn, C.; Müller, G.; Uyar, A. M.; Ghazzawi, H. A.; Amawi, A. T.; Orhan, B. E.; Grosso, G.; Abdelkarim, O.; Driss, T.; El Abed, K.; Moalla, W.; Zmijewski, P.; Debeaufort, F.; Benbettaieb, N.; Poulain, C.; Reyes, L.; Gamero, A.; Cuenca-Ortolá, M.; Cilla, A.; Francesca, N.; Messina, C. M.; Viola, E.; Lorenzen, B.; Filice, S.; Lahiani, S.; Khaldi, T.; Souissi, N.; Boukhris, O.; Frias-Toral, E.; Jahrami, H.; Husain, W.; Mahdi, W.; Souissi, N.; Chtourou, H.; Schöllhorn, W. I.
2026. Frontiers in Nutrition, 13. doi:10.3389/fnut.2026.1807414
Anastopoulos, C.; Assmann, R.; Ball, A. H.; Bruning, O.; Buchmueller, O.; Camporesi, T.; Collier, P.; Dainton, J.; Davies, G.; Ellis, J. R.; Ferrari, P.; Goddard, B.; Gouskos, L.; Hall, G.; Klute, M.; Koratzinos, M.; Landsberg, G.; Long, K.; Malgeri, L.; Maltoni, F.; Moortgat, F.; Mariotti, C.; Myers, S.; Osborne, J. A.; Pierini, M.; Raimondi, P.; Tovey, D. R.; Treille, D.; Virdee, T. S.; Wardle, N.; Zanetti, M.
2026. Journal of Physics G: Nuclear and Particle Physics, 53 (4), Art.Nr: 040501. doi:10.1088/1361-6471/ae5728
Schwarz, M.; Epe, B.; Wohak, L. E.; Voss, C.; Hartwig, A.
2026. Archives of Toxicology. doi:10.1007/s00204-026-04408-w
Heinemeyer, S.; Passehr, S.; Schappacher, C.
2026. The European Physical Journal C, 86 (4), Art.Nr: 431. doi:10.1140/epjc/s10052-026-15673-5
Rüsenberg, F.; Fleischhut, N.
2026. Climatic Change, 179 (5), Art.Nr: 101. doi:10.1007/s10584-026-04163-y
Scheu, S.; Loeffler, S. N.; Maedche, A.
2026. International Journal of Educational Technology in Higher Education, 23 (1), Art.Nr: 15. doi:10.1186/s41239-026-00589-7
Dähms, A. S.; Bach, F.; Kerzenmacher, T.; Bonatto Minella, C.; Nierling, L.; Singson, L. S.
2026. 24th Annual STS Conference : Critical Issues in Science, Technology and Society Studies (2026), Graz, Österreich, 4.–6. Mai 2026
Höfer, H. H.; Orth, A.; Wang, R.; Breitung, B.; Schweidler, S.; Aghassi-Hagmann, J.; Reischl, M.
2026. Advanced Intelligent Discovery. doi:10.1002/aidi.202500189
Peter, L.; Sitarsky, E.; Hammann, J.; Köhler-Dauner, F.; Fegert, J. M.; Fegert, J.
2026. BMC Public Health, 26 (1), 1420. doi:10.1186/s12889-026-27600-0
Schoop, J.; Gonzalez, G.; Hartley, A.; Schulze, V., (1); Jawahir, I. S., (1)
2026. CIRP Annals. doi:10.1016/j.cirp.2026.04.090
Liu, Q.; Shoaib, M.; Rehman, M. U.; Bao, K.; Hagenmeyer, V.; Hassan, W. U.
2026. IEEE Transactions on Dependable and Secure Computing, 1–18. doi:10.1109/TDSC.2026.3689905
Zaremski, M.; Nick, A.; Dincer, E. U.; Neumann, G.; Deml, B.
2026, April 23. Human Factors and Ergonomics Society Europe Chapter (HFES-Europe 2026), Kopenhagen, Dänemark, 21.–24. April 2026
Poser, S.
2026. New ICOHTEC Newsletter, (230), 5–9
Abusaif, F.; Carne, G. D.; Kemp, Y.
2026. IEEE Energy Sustainability Magazine, 2 (2), 116–127. doi:10.1109/ESM.2026.3661462
Cramer von Clausbruch, C. A.; Verheijen, M.; Callegaro, G.; Freedman, J. H.; Ortega-Vallbona, R.; Palomino-Schätzlein, M.; Caiment, F.; Weiss, C.
2026. International Journal of Molecular Sciences, 27 (9), 3825. doi:10.3390/ijms27093825
Barthlott, C.; Czajka, B.; Gebhardt, C.; Hoose, C.
2026. Atmospheric Chemistry and Physics, 26 (9), 6061–6081. doi:10.5194/acp-26-6061-2026
Pauer, C.; Tegtmeier, P.; Lafrenz, B.; Deml, B.
2026. Journal of Public Health. doi:10.1007/s10389-026-02781-5
Beckert, B.; Bremer, A.; Weigl, A.
2026. Fundamental Approaches to Software Engineering – 29th International Conference, FASE 2026, Held as Part of the International Joint Conferences on Theory and Practice of Software, ETAPS 2026, Turin, Italy, April 11–16, 2026, Proceedings. Ed.: E. Albert, 392–411, Springer Nature Switzerland. doi:10.1007/978-3-032-22774-4_20
Büscher, C.; Ufer, U.
2026. Profit statt Planet? Kapitalismus im Zeitalter der Klimakatastrophe : Wie die ökologische Krise zum größten Geschäftsmodell der Zukunft wird. Hrsg.: D. Mahr, 37–77, Oekom Verlag
Mahr, D.
2026. AI & SOCIETY. doi:10.1007/s00146-026-03080-z
Seskir, Z. C.; Schmidt, A.
2026. 6th Annual Responsible Quantum Technologies Workshop (ResQT 2026), Karlsruhe, Deutschland, 22.–24. April 2026
Wolf-Bauwens, M.; Seskir, Z. C.
2026. 5th Workshop for Quantum Repeaters and Networks (2026), Singapur, Singapur, 27.–29. April 2026
Yaddanapudi, L.; Fisher, E.; Hahn, J.
2026. International Journal of Qualitative Studies on Health and Well-being, 21 (1), Art.Nr: 2666722. doi:10.1080/17482631.2026.2666722
Rehm, F.
2026, Mai 6. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000193000
Yu, C.; Glarborg, P.
2026. International Journal of Chemical Kinetics. doi:10.1002/kin.70076
Reckel, J. M.; Holzhäuer, M.; Moser, T.; Moster, P.; Waczowicz, S.; Hagenmeyer, V.
2026, April 30. Helmholtz Metadaten Collaboration : Metadata in Action (HMC 2026), Heidelberg, Deutschland, 28.–30. April 2026. doi:10.5281/zenodo.20035852
Müßle, M.; Clintworth, K.; Borrmann, F.; Becker, M.; Hein, V.
2026. FORKA Statusseminar (2026), Bonn, Deutschland, 18.–19. März 2026
Meurer, T.; Bartels, S.; Jonitz, P.-L.
2026. Technische Informationsbibliothek Hannover. doi:10.34657/34880
Zeile, P.
2026. Die Architekt, 2026 (1), 37–41
Haghiri, H.; Brendike-Mannix, O.; Casas, S.; Lamparter, L. P.; Martens, F.
2026, Mai. Helmholtz Metadaten Collaboration : Metadata in Action (HMC 2026), Heidelberg, Deutschland, 28.–30. April 2026. doi:10.5281/zenodo.20024630
Brendike-Mannix, O.; Haghiri, H.; Casas, S.; Martens, F.; Lamparter, L. P.; Lemster, C.; Kubin, M.; Pfeil, A.; Helmholtz Metadata Collaboration
2026. Zenodo. doi:10.5281/zenodo.19729791
Raquet, C.
2026, Mai 4. The Helmholtz Metadata Collaboration Conference (HCM 2026), Heidelberg, Deutschland, 28. April–1. Mai 2026. doi:10.5281/zenodo.20025065
Lützow, L.; Althoff, M.
2026. IEEE Transactions on Automatic Control, 71 (5), 3014–3029. doi:10.1109/TAC.2025.3633534
Raquet, C.
2026, Mai 4. The Helmholtz Metadata Collaboration Conference (HCM 2026), Heidelberg, Deutschland, 28. April–1. Mai 2026. doi:10.5281/zenodo.20025306
Lützow, L.; Eichelbeck, M.; Kochenderfer, M. J.; Althoff, M.
2025. Journal of machine learning research, 26, Art.-Nr.: 294
McGuinness, P. H.; Henssler, F.; Alkorta, M.; Westarp, M. J. G., von; Korshunov, A.; Bosak, A.; Ishikawa, D.; Baron, A. Q. R.; Merz, M.; Haghighirad, A.-A.; Vergniory, M. G.; Souliou, S.-M.; Heid, R.; Errea, I.; Le Tacon, M.
2026, Mai 13. doi:10.35097/2kxzs0g0n3z2v52f
Griedel, M.
2026, Mai 6. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192985
Stähle, J.; Stark, A.
2025. Tagungsband 19. D-A-CH Tagung Erdbebeningenieurwesen und Baudynamik, 329–337
Shi, Z.
2026, März 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192983
Kunnilan Muhammed Rafeek, R.
2026, Mai 7. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192982
Schwarz, S.; Fassnacht, F. E.; Hülsmann, L.; Ruehr, N. K.
2026. Biogeosciences, 23 (9), 2985–3003. doi:10.5194/bg-23-2985-2026
Heimberger, H.
2026, Mai 6. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192979
Golze, C.; Hackl, C.; Grünberger, A.; Schmid, A.
2026. Current Opinion in Biotechnology, 99, 103498. doi:10.1016/j.copbio.2026.103498
Danopoulos, D.; Zervakis, G.; Soudris, D.; Henkel, J.
2025. IEEE Transactions on Circuits and Systems for Artificial Intelligence, 2 (4), 288–301. doi:10.1109/TCASAI.2025.3565685
Küntzer, L.; Feick, M.; Benzschawel, M.; Al Kassm, N.; Mentler, T.; Spaderna, H.; Teather, R. J.; Rock, G.
2026. IEEE Transactions on Visualization and Computer Graphics, 1–11. doi:10.1109/TVCG.2026.3680686
Lee, P. Q.; Zelek, J. S.; Mombaur, K.
2026. IEEE Transactions on Robotics, 1–19. doi:10.1109/TRO.2026.3686278
Antes, T.; Schubert, P.; Zwick, T.; Nuss, B.
2025. IEEE Transactions on Radar Systems, 3, 260–271. doi:10.1109/TRS.2025.3530560
Brambilla, R.; Grilli, F.
2026. IEEE Transactions on Applied Superconductivity, 1–5. doi:10.1109/TASC.2026.3679852
Brandenstein, L.
2026. Planning Practice and Research, 1–18. doi:10.1080/02697459.2026.2661666
Allgeier, S.; Reichert, K.-M.; Korn, E.; Mikut, R.; Bohn, S.; Stachs, O.; Sperlich, K.
2026. SoftwareX, 34, 102669. doi:10.1016/j.softx.2026.102669
Carslaw, K. S.; Regayre, L. A.; Proske, U.; Gettelman, A.; Sexton, D. M. H.; Qian, Y.; Marshall, L. R.; Wild, O.; van Lier-Walqui, M.; Oertel, A.; Peatier, S.; Yang, B.; Johnson, J. S.; Li, S.; McCoy, D. T.; Sanderson, B. M.; Williamson, C. J.; Elsaesser, G. S.; Yamazaki, K.; Booth, B. B. B.
2026. Atmospheric Chemistry and Physics, 26 (7), 4651–4667. doi:10.5194/acp-26-4651-2026
Kink, L.; Kruk, R.; Townrow, O. P. E.
2026. Journal of the American Chemical Society, 148 (15), 16255–16266. doi:10.1021/jacs.6c01660
Kummerländer, A.; Tur, B.; Haase, M.; Bukreev, F.; Döllinger, M.; Krause, M. J.; Kniesburges, S.
2026. Computer Methods in Applied Mechanics and Engineering, 457, 119009. doi:10.1016/j.cma.2026.119009
Lei, Y.; Wei, Z.; Ye, K.; van Groenigen, K. J.; Liu, Y.; Cui, H.; Butterbach-Bahl, K.; Smith, P.; Chen, D.; Lam, S. K.; Horwath, W. R.; Amelung, W.; Ti, C.; Zhou, W.; Yang, J.; He, H.; Zhang, X.; Zhou, S.; Yan, X.; Xia, L.
2026. Proceedings of the National Academy of Sciences of the United States of America, 123 (17), e2603983123. doi:10.1073/pnas.2603983123
Efrém, N.-L.; Csorba, N.; Amoussa, M.; Ábrányi-Balogh, P.; Guo, Z.; Petri, L.; Bo, F.; Di Lorenzo, V.; Roske, Y.; Szalai, T. V.; Mihalovits, L.; Simon, J.; Li, J.; Daumke, O.; Keserű, G. M.; Nazaré, M.
2026. ChemBioChem, 27 (8), 1. doi:10.1002/cbic.70310
Jamali, A.; Kashyap, A.; Rümenapf, F.; Dias, N. F. L.; Tillmann, W.; Schneider, J.; Stüber, M.; Schulze, V., (1)
2026. CIRP Annals, 1. doi:10.1016/j.cirp.2026.04.087
Bonetti, M.; Heinrich, G.; Rendler, P.; Torres Bobadilla, W. J.
2026. Journal of High Energy Physics, 2026 (4), Art.Nr: 131. doi:10.1007/JHEP04(2026)131
Zhai, O.; Reppich, H. R.; Nirschl, H.; Gleiss, M.
2026. Separation and Purification Technology, 397, 137951. doi:10.1016/j.seppur.2026.137951
Ansari, A. H.; Ansari, M.; Ejlali, A.; Henkel, J.
2026. IEEE Internet of Things Journal, 1. doi:10.1109/JIOT.2026.3685219
Freiberg, R.; Qualmann, A.; Vien, N. A.; Neumann, G.
2026. IEEE Robotics and Automation Letters, 11 (6), 7412–7419. doi:10.1109/LRA.2026.3686666
Mrazek, V.; Balaskas, K.; Duarte, P. C. L.; Vasicek, Z.; Tahoori, M. B.; Zervakis, G.
2025. IEEE Transactions on Circuits and Systems for Artificial Intelligence, 2 (4), 351–363. doi:10.1109/TCASAI.2025.3604384
Tran-Anh, D.; Fink, A. H.; Laux, P.; Arnault, J.; Kunstmann, H.; Phan-Van, T.; van der Linden, R.
2026. Atmospheric Research, 339, 109029. doi:10.1016/j.atmosres.2026.109029
Schwarzenberger, A.; Sarwar, S.; Eschenbaum, C.; Mertens, A.; Martens, M.; Grünewald, L.; Kotz, A.; Fang, D.; Sherifaj, A.; Singer, S.; Kholeif, H.; Kern, P.; Erk, P.; Kuzmin, A.; Eggeler, Y. M.; Bräse, S.; Randel, S.; Freude, W.; Koos, C.
2026. IEEE Journal of Selected Topics in Quantum Electronics, 1–16. doi:10.1109/JSTQE.2026.3684861
Li, Y.; Xia, Y.; Wang, R.; Luo, R.; Meng, Z.; Chen, S.; Shuai, J.; Li, H.; Tang, H.
2026. Battery Energy, 5 (3), 1. doi:10.1002/bte2.70119
Bell, S.; Kakhbod, A.; Lettau, M.; Nazemi, A.
2026. Journal of Financial Economics, 181, 104294. doi:10.1016/j.jfineco.2026.104294
Gajek, P.; Wexel, H.; Zanger, F., (2)
2026. CIRP Annals, 1. doi:10.1016/j.cirp.2026.04.091
Che, Z.-H.; Zhang, Y.-Z.; Wang, J.; Liu, B.-S.; Lin, Y.-H.; Wang, Z.-Y.; Wang, H.; Bin, D.; Lu, H.-B.; Yang, B.-B.; He, H.-B.; Lin, H.-Z.; Zhang, J.; Wang, Y.-L.; Zhan, L.
2026. The Journal of Physical Chemistry Letters, 17 (16), 4879–4890. doi:10.1021/acs.jpclett.6c00675
Antes, T.; Backes, A.; Zwick, T.; Nuss, B.
2026. IEEE Transactions on Radar Systems, 4, 525–534. doi:10.1109/TRS.2026.3662782
Bai, W.; Huang, Z.; Wu, Y.; Wei, H.; Hao, L.; Wang, Q.; Yang, J.; Grilli, F.; Coombs, T.
2026. IEEE Transactions on Applied Superconductivity, 1–5. doi:10.1109/TASC.2026.3684519
Zeng, Y.; Shi, Y.; Kyriakou, I.
2026. Decision Analytics Journal, 19, 100710. doi:10.1016/j.dajour.2026.100710
Roodsari, M. S.; Meyers, V.; Tahoori, M.
2026. IEEE Transactions on Device and Materials Reliability, 1. doi:10.1109/TDMR.2026.3685392
Orooji, S.; Laufer, F.; Teale, S.; Snaith, H.; Paetzold, U. W.
2026. EES Solar, 1. doi:10.1039/D6EL00021E
Hochberg, F.; Jirousek, M.; Anger, S.; Peichl, M.; Zwick, T.
2026. IEEE Transactions on Radar Systems, 4, 373–386. doi:10.1109/TRS.2026.3654640
Schneider, S.; Eifler, J.; Artemyeva, O.; Klamroth, T.; Hoffmann-Vogel, R.
2026. Physical Review Materials, 10 (4), Art.Nr: 043803. doi:10.1103/5t5n-p5pl
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schwarz, D.; Schöfbeck, R.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Van Laer, T.; Van Mechelen, P.; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Van Onsem, G. P.; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Fernandez Perez Tomei, T. R.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Assran, Y.; El-mahdy, B.; Hussein, A.; Mohammed, H.; Abdullah Al-Mashad, M.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schwanenberger, C.; Schütze, P.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nikolopoulos, K.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; León Coello, M.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Stamerra, A.; Sözbilir, Ü.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Colafranceschi, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Kim, M. R.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Azzi, P.; Bacchetta, N.; Biasotto, M.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Pazzini, J.; Ronchese, P.; Rossin, R.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Solanki, P.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, H.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Merlin, J. A.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Choi, M.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Brochero Cifuentes, J. A.; Cepeda, M.; Cerrada, M.; Colino, N.; Cuchillo Ortega, J.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Bedoya, C. F.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Carretero, O. M.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Paz Herrera, R.; Perez Dengra, C.; Puerta Pelayo, J.; Pérez-Calero Yzquierdo, A.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Wickramarathna, D. D. C.; Kailasapathy, B.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Ardino, R.; Auffray, E.; Baechler, J.; Barney, D.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Lanteri, L.; Laurila, S.; Lecoq, P.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Harte, T. G.; Härringer, N.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bilandzija, F.; Bärtschi, P.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Guvenli, A. A.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; Leutgeb, E.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Kwan, S.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Lemos, D. S.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Gujju Gurunadha, R.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Matthewman, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Seo, H.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Heindl, M.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pinna, D.; Pétré, L.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.
2026. arxiv. doi:10.48550/arXiv.2509.13512
Mossano, M.; Fabian Veit, M.; Länge, T.; Maximilian Berens, B.; Sharevski, F.; Volkamer, M.
2026. Proceedings of the 2026 CHI Conference on Human Factors in Computing Systems, 1–33, Association for Computing Machinery (ACM). doi:10.1145/3772318.3793213
Kubin, M.; Kulla, L.; Lemster, C.; Malinovskiy, S.; Schmidt, A.; Shankar, S.; Stucky, K.-U.
2026, April 28. The Helmholtz Metadata Collaboration Conference (HCM 2026), Heidelberg, Deutschland, 28. April–1. Mai 2026. doi:10.5281/zenodo.19857978
Schmidt, A.; Hochmuth, M.; Koubaa, M. A.; Martens, F.; Liu, N.; Schmurr, P.; Stucky, K.-U.; Süß, W.
2026, April 28. The Helmholtz Metadata Collaboration Conference (HCM 2026), Heidelberg, Deutschland, 28. April–1. Mai 2026. doi:10.5281/zenodo.19922706
Bazo, E.; Ruiz-Galera, O.; Alados-Arboledas, L.; Böhmländer, A.; Höhler, K.; Kim, N.; Lacher, L.; Möhler, O.; Olmo, F. J.; Perez Fogwill, G.; Piedehierro, A. A.; Umo, N. S.; Welti, A.; Titos, G.; Cazorla, A.
2026. Atmospheric Measurement Techniques, 19 (8), 2695–2713. doi:10.5194/amt-19-2695-2026
Riesch, J.; Zinovev, A.; Gaganidze, E.; Ries, H.; Gietl, H.; Mao, Y.; Coenen, J. W.; Höschen, T.; Terentyev, D.; Neu, R.
2026. Journal of Nuclear Materials, 628, 156601. doi:10.1016/j.jnucmat.2026.156601
Sellitto, P.; Eremenko, M.; Formenti, P.; Alalam, P.; Höpfner, M.; Biagio, C. Di
2026. Copernicus Publications. doi:10.5194/amt-19-2751-2026
Lumpp, T.
2026, Mai 6. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192939
Kulozik, W.; Chakrabarty, S.; Li, H.; Fischlschweiger, M.
2026. 155th TMS Annual Meeting and Exhibition (2026), San Diego, CA, USA, 15.–16. März 2026
Li, H.; Chakrabarty, S.; Kulozik, W.; Qiu, H.; Ranneberg, M.; Graupner, T.; Fischlschweiger, M.
2026. 155th TMS Annual Meeting and Exhibition (2026), San Diego, CA, USA, 15.–16. März 2026
Wacker, J.; Lehmkuhl, S.; Korvink, J. G.
2026, Mai 13. doi:10.35097/1e3xurwes8cza6ue
Bauch, D. M.
2026, Januar. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192935
Jing, J.; Eich, A.; Liu, Y.; Wang, L.; He, L.; Wang, A.; Chai, Y.; Sun, Y.; Cui, Y.; Hardy, F.; Meingast, C.; Yu, W.; Mi, X.; Merz, M.; He, M.
2026. Physical Review B, 113 (13), Art.-Nr.: 134447. doi:10.1103/zr7m-l3dk
Turnwald, J.
2026, April. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192932
Wiegand, C.; Reckenzaun, J.; Düser, T.; Freyer, J.
2026. Validation and Verification of Automated Driving Systems. Ed.: D. Watzenig, 215–241, Springer Nature Switzerland. doi:10.1007/978-3-032-13269-7_7
Düser, T.; Fischer, D.; Freyer, J.
2026. Validation and Verification of Automated Driving Systems. Ed.: D. Watzenig, 1–43, Springer Nature Switzerland. doi:10.1007/978-3-032-13269-7_1
Spitzer, P.; Hendriks, D.; Rudolph, J.; Schlaeger, S.; Ricke, J.; Kühl, N.; Hoppe, B. F.; Feuerriegel, S.
2026. npj Digital Medicine, 9 (1), 333. doi:10.1038/s41746-026-02619-0
Winter, J. R.
2025, November. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192928
Ros, L. De; Forte, S.; Ridolfi, G.; Tagliabue, D. M.
2026. arxiv. doi:10.48550/arXiv.2601.04309
Mehner, T.
2026, Mai 7. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192926
Ros, L. De; Forte, S.; Ridolfi, G.; Tagliabue, D. M.
2026. Journal of High Energy Physics, 2026 (4), Art.-Nr.: 156. doi:10.1007/JHEP04(2026)156
Ammar, A.; Salem, A.; Boujelbane, M. A.; Trabelsi, K.; Bouaziz, B.; Kerkeni, M.; Masmoudi, L.; Heydenreich, J.; Schallhorn, C.; Müller, G.; Uyar, A. M.; Ghazzawi, H. A.; Amawi, A. T.; Orhan, B. E.; Grosso, G.; Abdelkarim, O.; Driss, T.; El Abed, K.; Zmijewski, P.; Debeaufort, F.; Benbettaieb, N.; Poulain, C.; Reyes, L.; Gamero, A.; Cuenca-Ortolá, M.; Cilla, A.; Francesca, N.; Messina, C. M.; Viola, E.; Lorenzen, B.; Filice, S.; Lahiani, S.; Khaldi, T.; Souissi, N.; Boukhris, O.; Frias-Toral, E.; Jahrami, H.; Husain, W.; Mahdi, W.; Chtourou, H.; Schöllhorn, W. I.
2026. Frontiers in Public Health, 14. doi:10.3389/fpubh.2026.1704240
No, W. J.; Han, J.; Hwang, J.; Riedel, S.; Jeong, M.; Park, H. K.; Kim, J. Y.; Lee, K. Y.; Lee, M.; Yim, T.; Yoo, H. D.; Ham, H. C.; Lee, S.-Y.; Zhao-Karger, Z.; Oh, S. H.
2026. Nature Communications, 17 (1), Art.Nr: 3678. doi:10.1038/s41467-026-70378-3
Schirpke, U.; Candiago, S.; Gray, K.; Komossa, F.; Hemminger, K.; Meyer, M.; Schmitt, T. M.; Zoderer, B. M.; Ebner, M.
2026. Landscape and Urban Planning, 273, Art.Nr: 105667. doi:10.1016/j.landurbplan.2026.105667
Mahfoudi, H.; Benmaamar, S.; Kirat, M.; el Harch, I.; Bahra, N.; Zahrae Bartal, F.; Maiouak, M.; Aly, M.; Abdelkarim, O.; El Rhazi, K.
2026. Frontiers in Public Health, 14. doi:10.3389/fpubh.2026.1814479
PANDA collaboration; Manzhura, O.; Caselle, M.; Amolsch, S.; Calvo, D.; Cossio, F.; Lenta, F.; Mazza, G.; Dellacasa, G.; Peter, M.; Schleicher, M.; Sidorenko, V.; Stockmanns, T.; Tröll, N.; Unger, K. L.; Zaunick, H.-G.; Becker, J.; Brinkmann, K.-T.
2026. Journal of Instrumentation, 21 (04), C04056. doi:10.1088/1748-0221/21/04/C04056
Gezgin, S. Y.; Kabatas, M. A. B.-M.; Mercimek, B.; Kiliç, H. Ş.
2026. Nanotechnology Reviews, 15 (1). doi:10.1515/ntrev-2025-0290
Yentür, Z.; Branco, L.; Sarieva, K.; Andreeva, D.; Kagermeier, T.; Kulka, C.; Jarboui, M. A.; Colombo, F.; Diaz, F.; Collignon, P.; Becker, K.; Selhuber-Unkel, C.; Mayer, S.
2026. Molecular Psychiatry. doi:10.1038/s41380-026-03585-5
Ndiaye, A.; Sawadogo, W.; Bliefernicht, J.; Dione, C.; Moussa, M. S.; Dungall, L.; Gaye, A. T.; Kunstmann, H.
2026. Theoretical and Applied Climatology, 157 (5), Art.Nr: 323. doi:10.1007/s00704-026-06272-1
Weinmiller, J.; Kellers, B.; Lautenschlaeger, M. P.; Latz, A.; Danner, T.
2026. Physical Review E, 113 (4), Art.Nr: 045302. doi:10.1103/b1jh-dm6d
Wang, S.; Zhu, Z.; Zou, M.; Boiti, A.; Lan, X.; Vallone, D.; Zhang, S.; Foulkes, N. S.; Zhao, H.
2026. Functional & Integrative Genomics, 26 (1), Art.Nr: 86. doi:10.1007/s10142-026-01854-8
Voigt, A.; Strauch, C.; Höfken, T.; Wahab, M.; Hadwich, W.; Barner-Kowollik, C.; Hübler, C.; Schneider, S.; Plamper, F. A.
2026. Soft Matter, 22 (18), 3393–3402. doi:10.1039/D5SM01153A
Samniang, W.; Shah, S. M. T.; Tun, Y. M.; Munawar, A.; K C, S.
2026. Scientific Reports, 16 (1), Art.Nr: 13400. doi:10.1038/s41598-026-48590-4
Wang, T.-Y.; Huang, H.-Y.; Tu, Y.-H.; Liao, Y.-C.; Lai, C.-Y.; Jacob, T.; Elnagar, M. M.; Al-Shakran, M.; Hu, C.-C.
2026. Materials Horizons. doi:10.1039/D6MH00367B
Ramirez, J.; Stadler, A.-M.
2026. Frontiers in Chemistry, 13. doi:10.3389/fchem.2025.1241625
Striebig, N.; Hirono, T.; Leys, R.; Scherl, S.; Bachmann, S.; Dittmann, L.; Peric, I.
2026. Journal of Instrumentation, 21 (04), C04059. doi:10.1088/1748-0221/21/04/C04059
Lemburg, A.; Fink, A. H.; Lima, M. M.; Pinto, J. G.
2026. Quarterly Journal of the Royal Meteorological Society. doi:10.1002/qj.70199
Sebbar, N.; Bockhorn, H.; Trimis, D.
2026. Journal of Sulfur Chemistry, 1–29. doi:10.1080/17415993.2026.2659134
Schreiber, P.; Boltz, T.; Brosi, M.; Haerer, B.; Mochihashi, A.; Papash, A. I.; Schuh, M.; Müller, A.-S.
2026. Physical Review Accelerators and Beams, 29 (4), Art.Nr: 044402. doi:10.1103/wrzc-7d6y
Eckel, S.; Beck, M. O.; Ulusoy, A. Ç.
2026. IEEE Microwave and Wireless Technology Letters, 1–4. doi:10.1109/LMWT.2026.3682570
Girdwood, J.; Brus, D.; Doulgeris, K.-M.; Böhmländer, A.
2026. Earth System Science Data, 18 (4), 2819–2828. doi:10.5194/essd-18-2819-2026
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Damanakis, K.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Van Laer, T.; Van Mechelen, P.; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Van Onsem, G. P.; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Guo, Q.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Hou, Q.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Elgammal, S.; Ellithi Kamel, A.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Liu, G.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Lomidze, I.; Toriashvili, T.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nikolopoulos, K.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Mukherjee, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Di Fraia, C.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Michelotto, M.; Montecassiano, F.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Cossio, F.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Ha, S.; Hwang, K.; Kim, B.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Lustermann, W.; Lyon, A.-M.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Negra, M. D.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; Holgado, J. L.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Fackeldey, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Golutvin, I.; Gorbunov, I.; Gribushin, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Uvarov, L.; Vorobyev, A.; Dermenev, A.; Golubev, N.; Kirpichnikov, D.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Perfilov, M.; Savrin, V.; Blinov, V.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.
2026. Journal of High Energy Physics, 2026 (2), Art.Nr: 141. doi:10.1007/JHEP02(2026)141
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Matthewman, M.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Van Laer, T.; Van Mechelen, P.; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Van Onsem, G. P.; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; De Oliveira, T. M.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Damas, F.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Aly, R.; Abdullah Al-Mashad, M.; Hussein, A.; Mohammed, H.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Gaigne, P.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Bagaturia, I.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. Y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Guvenli, A. A.; Haller, J.; Hundhausen, D.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. C.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Nigamova, A.; Nikolopoulos, K.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Hummer, F.; Husemann, U.; Kieseler, J.; Klute, M.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Tzovara, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; León Coello, M.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cavallo, F. R.; Cuffiani, M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Kim, M. R.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pizzati, G.; Ragazzi, S.; de Fatis, T. T.; Buontempo, S.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Montecassiano, F.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Solanki, P.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Kim, J.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, H.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Choi, M.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; Quijada, J. A. M.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; Cuchillo Ortega, J.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Paz Herrera, R.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Ardino, R.; Auffray, E.; Baechler, J.; Barney, D.; Bendavid, J.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Fernández Manteca, P. J.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Mehta, A.; Meijers, F.; Merlin, J. A.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Reimers, A.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Bilandzija, F.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Missiroli, M.; Motta, J.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Viscone, P.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. H.; Kao, Y. W.; Karmakar, S.; Kole, G.; Li, Y. Y.; Lu, R.-S.; Paganis, E.; Su, X. F.; Thomas-Wilsker, J.; Tsai, L. S.; Tsionou, D.; Wu, H. Y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Simsek, E.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Leutgeb, E.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Lambrecht, L.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Cannaert, E.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Salazar Segovia, I.; Vargas, J. S. T.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. F.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; D’Anzi, B.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Kwan, S.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Dickinson, J.; Duquette, A.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Goff, R.; Hashmi, R.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. H.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Reddy, G. G.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. C.; Chou, P. C.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. A.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. W.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Saha, N. R.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Ecklund, K. M.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Wulansatiti, M.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Seo, H.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Houghton, C.; Jaroslawski, D.; Kobert, A.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Perez Prada, M.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Cagnotta, A.; D’Amante, V.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hamilton Ilha Machado, G.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Korsakov, I.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Slizhevskiy, K.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Boos, E.; Bunichev, V.; Dubinin, M.; Savrin, V.; Snigirev, A.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.
2026. The European Physical Journal C, 86 (2), Art.Nr: 137. doi:10.1140/epjc/s10052-025-15176-9
Berl, J.; Akin, U.; Cil, E. E.; Schmalen, L.; Fehenberger, T.
2026. Journal of Lightwave Technology, 44 (9), 3393–3402. doi:10.1109/JLT.2026.3664474
Riegler, D.; Seufert, J.; Thomale, R.; Wölfle, P.
2026. Physical Review B, 113 (15), Art.-Nr.: 155131. doi:10.1103/yc1z-kr21
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Amin, N. M.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Balagopal V., A.; Baricevic, M.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Beise, J.; Bellenghi, C.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bontempo, F.; Motzkin, J. Y. B.; Boscolo Meneguolo, C.; Böser, S.; Botner, O.; Böttcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Brostean-Kaiser, J.; Brusa, L.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Caracas, I.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Connolly, A.; Conrad, J. M.; Corley, R.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Deng, S.; Desai, A.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Diaz, A.; Díaz-Vélez, J. C.; Dierichs, P.; Dittmer, M.; Domi, A.; Draper, L.; Dujmovic, H.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; El Mentawi, S.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Fiedlschuster, S.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Fürst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Girard-Carillo, C.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Günther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Hamdaoui, H.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Häussler, J.; Helbing, K.; Hellrung, J.; Hermannsgabner, J.; Heuermann, L.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hünnefeld, M.; Hussain, R.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Jones, B. J. P.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kappesser, D.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Katz, U.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kiryluk, J.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Köpke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N.; Lagunas Gualda, C.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Leonard DeHolton, K.; Leszczyńska, A.; Liao, J.; Lincetto, M.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Mahn, K. B. M.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Marie Sainte, W.; Mariş, I. C.; Marka, S.; Marka, Z.; Marsee, M.; Martinez-Soler, I.; Maruyama, R.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Montaruli, T.; Moore, R. W.; Morii, Y.; Morse, R.; Moulai, M.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Negi, A.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Obertacke Pollmann, A.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Park, N.; Parker, G. K.; Parrish, V.; Paudel, E. N.; Paul, L.; de los Heros, C. P.; Pernice, T.; Peterson, J.; Pizzuto, A.; Plum, M.; Pontén, A.; Popovych, Y.; Rodriguez, M. P.; Pries, B.; Murphy, R. P.-.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Resconi, E.; Reusch, S.; Rhode, W.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Robertson, S.; Rodan, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Safa, I.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Santander, M.; Sarkar, S.; Sarkar, S.; Savelberg, J.; Savina, P.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schneider, J.; Schröder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seo, M.; Seunarine, S.; Myhr, P. S.; Shah, R.; Shefali, S.; Shimizu, N.; Silva, M.; Skrzypek, B.; Smithers, B.; Snihur, R.; Soedingrekso, J.; Sègaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Stürwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Tönnis, C.; Toscano, S.; Tosi, D.; Trettin, A.; Unland Elorrieta, M. A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Vandenbroucke, J.; van Eijndhoven, N.; Vannerom, D.; van Santen, J.; Vara, J.; Varsi, F.; Veitch-Michaelis, J.; Venugopal, M.; Vereecken, M.; Carrasco, S. V.; Verpoest, S.; Veske, D.; Vijai, A.; Walck, C.; Wang, A.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yanez, J. P.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.; Zimmerman, M.
2026. The Astrophysical Journal, 998 (1), 37. doi:10.3847/1538-4357/ae2c86
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Amin, N. M.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J. Y.; Boscolo Meneguolo, C.; Böser, S.; Botner, O.; Böttcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Connolly, A.; Conrad, J. M.; Corley, R.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Díaz-Vélez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Fürst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Günther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Häußler, J.; Helbing, K.; Hellrung, J.; Hennig, L.; Heuermann, L.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kimku, H.; Kiryluk, J.; Klein, C.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Köpke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N.; Lagunas Gualda, C.; Lallement Arnaud, L.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Leonard DeHolton, K.; Leszczyńska, A.; Liao, J.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Mahn, K. B. M.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Mariş, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Montaruli, T.; Moore, R. W.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Pollmann, A. O.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; Pérez de los Heros, C.; Pernice, T.; Peterson, J.; Plum, M.; Pontén, A.; Poojyam, V.; Popovych, Y.; Prado Rodriguez, M.; Pries, B.; Procter-Murphy, R.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Robertson, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seunarine, S.; Sevle Myhr, P. A.; Shah, R.; Shefali, S.; Shimizu, N.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Søgaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Stürwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; Van Eeden, T.; van Eijndhoven, N.; Van Rootselaar, L.; van Santen, J.; Vara, J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Vergara Carrasco, S.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yañez, J. P.; Yao, Y.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.
2026. Physical Review D, 113 (4), Art.Nr: 042003. doi:10.1103/bkxc-4116
Hosseini, S. H.; Pourzangbar, A.
2026. Environmental Modelling & Software, 196, 106772. doi:10.1016/j.envsoft.2025.106772
Mohammadikaleibar, A.; Dini, M.; Nourani, V.; Pourzangbar, A.; Hashemi, S.
2026. Water Resources Management, 40 (4), 136. doi:10.1007/s11269-026-04526-1
Pourzangbar, A.; Razavi-Termeh, S. V.; Sadeghi-Niaraki, A.; Franca, M. J.; Choi, S.-M.
2026. Environmental and Ecological Statistics, 33 (1), 371–402. doi:10.1007/s10651-025-00695-1
Weissenberger-Eibl, M. A.; Burger, S.
2025. Risikomanagement in Supply Chains : Compliance und resiliente Lieferketten – Realisierung von Chancen durch Risikosteuerung. Hrsg.: O. Bungartz, 292–315, E. Schmidt
Wydra, J.; Größle, R.; Marsteller, A.; Niemes, S.; Poppe, T.; Priester, F.; Skrobocz, V.; Sturm, M.
2026. Fusion Science and Technology, 1–5. doi:10.1080/15361055.2026.2652754
Pourzangbar, A.; Franca, M. J.
2026. Environmental Data Science, 5, e10. doi:10.1017/eds.2026.10037
Albakry, M. F.; Alkhatib, I.; Alonso-González, D.; Anczarski, J.; Aralis, T.; Aramaki, T.; Langroudy, I. A.; Bathurst, C.; Bhattacharyya, R.; Biffl, A. J.; Brink, P. L.; Buchanan, M.; Bunker, R.; Cabrera, B.; Calkins, R.; Cameron, R. A.; Cartaro, C.; Cerdeño, D. G.; Chang, Y.-Y.; Chaudhuri, M.; Chen, J.-H.; Chen, R.; Chott, N.; Cooley, J.; Coombes, H.; Cushman, P.; Cyna, R.; Das, S.; Dharani, S.; di Vacri, M. L.; Diamond, M. D.; Elwan, M.; Fallows, S.; Fascione, E.; Figueroa-Feliciano, E.; Franzen, S. L.; Gevorgian, A.; Ghaith, M.; Godden, G.; Golatkar, J.; Golwala, S. R.; Gualtieri, R.; Hall, J.; Harms, S. A. S.; Hays, C.; Hines, B. A.; Hong, Z.; Hsu, L.; Huber, M. E.; Iyer, V.; Kashyap, V. K. S.; Keller, S. T. D.; Kelsey, M. H.; Kennard, K. T.; Kromer, Z.; Kubik, A.; Kurinsky, N. A.; Lee, M.; Leyva, J.; Lichtenberg, B.; Liu, J.; Liu, Y.; Asamar, E. L.; Lukens, P.; Noé, R. L.; MacFarlane, D. B.; Mahapatra, R.; Mammo, J. S.; Mayer, A. J.; McNamara, P. C.; Michaud, É.; Michielin, E.; Mickelson, K.; Mirabolfathi, N.; Mirzakhani, M.; Mohanty, B.; Mondal, D.; Monteiro, D.; Nelson, J.; Neog, H.; Orrell, J. L.; Osborne, M. D.; Oser, S. M.; Pandey, L.; Pandey, S.; Partridge, R.; Patel, P. K.; Pedreros, D. S.; Peng, W.; Perry, W. L.; Podviianiuk, R.; Potts, M.; Poudel, S. S.; Pradeep, A.; Pyle, M.; Rau, W.; Reynolds, T.; Rios, M.; Roberts, A.; Robinson, A. E.; Rosado, L.; Ryan, J. L.; Saab, T.; Sadek, D.; Sadoulet, B.; Sahoo, S. P.; Saikia, I.; Salehi, S.; Sander, J.; Sandoval, B.; Sattari, A.; Schnee, R. W.; Serfass, B.; Sharbaugh, A. E.; Shenoy, R. S.; Simchony, A.; Sinervo, P.; Smith, Z. J.; Soni, R.; Stifter, K.; Street, J.; Stukel, M.; Sun, H.; Tanner, E.; Tenpas, N.; Toback, D.; Villano, A. N.; Viol, J.; von Krosigk, B.; Wen, O.; Williams, Z.; Wilson, M. J.; Winchell, J.; Yellin, S.; Young, B. A.; Zatschler, B.; Zatschler, S.; Zaytsev, A.; Zhang, E.; Zheng, L.; Zuniga, A.; Zurowski, M. J.
2026. Nuclear Instruments and Methods in Physics Research Section A: Accelerators, Spectrometers, Detectors and Associated Equipment, 1087, Art.Nr: 171437. doi:10.1016/j.nima.2026.171437
Bong, H.; LeGrande, A. N.; Dee, S.; Zhu, J.; Cauquoin, A.; Fiorella, R. P.; Ding, Q.; Dutrievoz, N.; Tanoue, M.; Frazer, M.; Sarkar, M.; Agosta, C.; Yoshimura, K.; Werner, M.; Okazaki, A.; Risi, C.; Steen-Larsen, H. C.; Casado, M.; Wahl, S.; Nusbaumer, J.; Worden, J.; Good, S.; Bailey, A.; Schneider, M.; Noël, S.; Mandal, S.; Bowman, K.; Li, Y.; Schmidt, G. A.
2026. Journal of Geophysical Research: Atmospheres, 131 (3). doi:10.1029/2025JD044985
Gregor, K.; Meyer, B. F.; Gaida, T.; Justo Vasquez, V.; Bett-Williams, K.; Forrest, M.; Darela-Filho, J. P.; Rabin, S.; Longo, M.; Melton, J. R.; Nord, J.; Anthoni, P.; Bastrikov, V.; Colligan, T.; Delire, C.; Dietze, M. C.; Hurtt, G.; Ito, A.; Keetz, L. T.; Knauer, J.; Köster, J.; Lin, T.-S.; Ma, L.; Minvielle, M.; Olin, S.; Ostberg, S.; Shi, H.; Schnur, R.; Sun, Q.; Thornton, P. E.; Rammig, A.
2026. Geoscientific Model Development, 19 (6), 2407–2436. doi:10.5194/gmd-19-2407-2026
Cazorla, B. P.; Meijide, A.; Cabello, J.; Peñas, J.; Martínez-López, J.; Vargas, R.; Montagnani, L.; Knohl, A.; Siebicke, L.; Gioli, B.; Dušek, J.; Šigut, L.; Ibrom, A.; Wohlfahrt, G.; Paul-Limoges, E.; Fuchs, K.; Manco, A.; Pavelka, M.; Merbold, L.; Hörtnagl, L.; Duce, P.; Goded, I.; Pilegaard, K.; Alcaraz-Segura, D.
2026. Biogeosciences, 23 (3), 1223–1243. doi:10.5194/bg-23-1223-2026
Armand, M.; Axmann, P.; Bresser, D.; Copley, M.; Edström, K.; Ekberg, C.; Guyomard, D.; Lestriez, B.; Novák, P.; Petranikova, M.; Porcher, W.; Trabesinger, S.; Wohlfahrt-Mehrens, M.; Zhang, H.
2026. Journal of Power Sources, 674, Art.Nr: 238914. doi:10.1016/j.jpowsour.2025.238914
Li, W.; Döhn, J.; Han, X.; Zhang, L.; Pickup, D. M.; Xiao, X.; Miao, Y.; Samuel, A. K.; Draper, E. R.; Chadwick, A. V.; Sproules, S.; Cottrell, S.; Drew, A. J.; An, C.; Groß, A.; Ganin, A. Y.
2026. Advanced Science, 13 (26). doi:10.1002/advs.202523702
Lari, T.; Roccagiovine, M. del G.; Soum-Sidikov, G.; Lhuillier, D.; Acevedo-Rentería, A.; Ardila-Perez, L. E.; Azzurri, P.; Bandiera, L.; Calvo, M.; Cappelli, M.; Caravita, R.; Carillo, F.; Chowdhury, U.; Cruciani, A.; D’Addabbo, A.; De Lucia, M.; Castello, G. D.; Delicato, D.; Ferraro, F.; Folcarelli, M.; Fu, S.; Gartmann, R.; Grassi, M.; Guidi, V.; Malagutti, L.; Mazzolari, A.; Monfardini, A.; Muscheid, T.; Nicolò, D.; Paolucci, F.; Pasciuto, D.; Pesce, L.; Puglia, C.; Quaranta, D.; Roda, C. M. A.; Roddaro, S.; Romagnoni, M.; Signorelli, G.; Simon, F.; Tamisari, M.; Tartari, A.; Vázquez-Jáuregui, E.; Vignati, M.
2026. IEEE transactions on applied superconductivity, 36 (6), 1–7. doi:10.1109/TASC.2026.3665727
Muscheid, T.; Gartmann, R.; Ardila-Perez, L. E.; Acevedo-Rentería, A.; Bandiera, L.; Calvo, M.; Cappelli, M.; Caravita, R.; Carillo, F.; Chowdhury, U.; Crovo, D.; Cruciani, A.; D’Addabbo, A.; De Lucia, M.; Castello, G. D.; Roccagiovine, M. del G.; Delicato, D.; Ferraro, F.; Folcarelli, M.; Fu, S.; Grassi, M.; Guidi, V.; Helis, D.; Lari, T.; Malagutti, L.; Mazzolari, A.; Monfardini, A.; Nicolò, D.; Paolucci, F.; Pasciuto, D.; Pesce, L.; Pettinacci, V.; Puglia, C.; Quaranta, D.; Roda, C. M. A.; Roddaro, S.; Romagnoni, M.; Signorelli, G.; Simon, F.; Tamisari, M.; Tartari, A.; Vázquez-Jáuregui, E.; Vignati, M.; Zhao, K.
2026. IEEE transactions on applied superconductivity, 36 (6), 1–7. doi:10.1109/TASC.2026.3662789
Layer, K.; Gutmayer, S.; Sandmeier, T.; Cermak, J.; Ringger, J.; Fichtner, W.
2026. Renewable and Sustainable Energy Reviews, 237, Art.-Nr.: 117034. doi:10.1016/j.rser.2026.117034
Zhu, Z.; Ying, X.; Adi, L. C.; Zhao, C.; Chew, E. J. M.; Ungur, L.; Paul, S.; Wernsdorfer, W.; Train, C.; Rikken, G. L. J. A.; Atzori, M.; Tang, J.
2026. Nature Chemistry. doi:10.1038/s41557-026-02070-4
Dai, W.; Hazra, S.; Weiss, D. K.; Kurilovich, P. D.; Connolly, T.; Babla, H. K.; Singh, S.; Joshi, V. R.; Ding, A. Z.; Parakh, P. D.; Venkatraman, J.; Xiao, X.; Frunzio, L.; Devoret, M. H.
2026. Physical Review X, 16 (1), Art.Nr: 011011. doi:10.1103/zdpg-mhpc
Dörr, F.; Bauer, J.; Hoan, T. V.; Van, L. T. M.; Schenk, A.; Dörr, N.; Nestmann, F.; Norra, S.
2026. Science of The Total Environment, 1033, Article no: 181850. doi:10.1016/j.scitotenv.2026.181850
Lopes, J. G.; Alvarez, A.; Shen, J.; Boll, T.; Wang, D.; Li, B.; Wang, B.; Schell, N.; Mishra, R. S.; Baptista, A. C.; Oliveira, J. P.
2026. Journal of Alloys and Compounds, 1057, Art.Nr: 186787. doi:10.1016/j.jallcom.2026.186787
Herold, F.; Giurgiu, M.; Ebner-Priemer, U. W.; Brakenridge, C. J.; Hallgren, M.; Owen, N.; Gronwald, T.
2026. Exercise and Sport Sciences Reviews, 54 (1), 26–41. doi:10.1249/JES.0000000000000377
Zimmermann Londero, A. J.; Abram, U.; Roca Jungfer, M.; Ledesma, G. N.; Castro, J.; Abbehausen, C.; Schwade, V. D.
2026. Journal of Molecular Structure, 1359, Art.Nr: 145427. doi:10.1016/j.molstruc.2026.145427
Kölmel, L.; Deml, B.
2026, April 23. Human Factors and Ergonomics Society Europe Chapter (HFES-Europe 2026), Kopenhagen, Dänemark, 21.–24. April 2026
Yang, L.; Sarapulova, A.; Pektas, B.; Li, R.; Mutlu, H.; Dsoke, S.
2026. Advanced Energy Materials, 16 (18). doi:10.1002/aenm.202506785
Xu, J.; Song, J.; Huang, G.; Mersch, M.; Wang, K.; Markides, C. N.
2026. Energy, 344, Art.Nr: 139724. doi:10.1016/j.energy.2025.139724
Weisenböhler, M.; Augenstein, P.; Hein, B.; Wurll, C.; Furmans, K.
2024. Intelligent Autonomous Systems 18. Vol. 2: Proceedings of the 18th International Conference IAS18-2023. Ed.: S.-G. Lee, 65–76, Springer Nature Switzerland. doi:10.1007/978-3-031-44981-9_6
Liu, X.; Zhang, X.; Zhang, L.; Tan, X.; Li, L.; Hua, W.; Zhang, C.; Chou, S.
2026. Energy Storage Materials, 86, Art.Nr: 104964. doi:10.1016/j.ensm.2026.104964
Somesh, K.; Thebault, T.; Taufour, V.; Aoki, D.; Duc, F.; Knebel, G.; Braithwaite, D.; Knafo, W.
2026. Physical Review B, 113 (9), Art.Nr: 094417. doi:10.1103/nw84-wh8h
Malinová, N.; Pavlik, J.; Kotrle, K.; Nemec, I.; Dubaj, T.; Brachňaková, B.; Ruben, M.; Šalitroš, I.
2026. Dalton Transactions, 55 (15), 6221. doi:10.1039/d6dt90052f
Malinová, N.; Pavlik, J.; Kotrle, K.; Nemec, I.; Dubaj, T.; Brachňaková, B.; Ruben, M.; Šalitroš, I.
2026. Dalton Transactions, 55 (9), 3975–3989. doi:10.1039/d5dt02849c
Diaz Gomez, L.; Weßling, P.; Wilden, A.; Panak, P. J.; Horne, G. P.; Mezyk, S. P.; Peller, J. R.; Geist, A.; Modolo, G.
2026. Industrial & Engineering Chemistry Research, 65 (11), 6127–6142. doi:10.1021/acs.iecr.5c04766
Hou, J.; Hua, D.; Qu, P.; Bao, W.; Dong, C.; Zou, S.; Qian, B.; Shang, X.; Liang, Z.; Fang, X.; Li, J.; He, B.; Lu, W.
2026. Journal of Materials Science & Technology, 268, 154–165. doi:10.1016/j.jmst.2025.11.061
Koellisch, K.; Blattner, C.; Motta, S.; Wesslowski, J.; Rothley, M.; Büchel, S.; Sirounian, S.; Segatto, I.; Weber, H. T.; Müller, J.; Grimaldi, M.; Stober, J.; Wammetsberger, Z.; Pan, M.; Houtman, R.; Grathwol, C. W.; Lin, L.-W.; Buluwela, L.; Kumar Kolluri, S.; Mytzka, D.; Ali, S.; Jung, N.; Balaguer, P.; Thaler, S.; Belletti, B.; Bonati, L.; Bourguet, W.; Bräse, S.; Davidson, G.; Cato, A. C. B.
2026. iScience, 115936. doi:10.1016/j.isci.2026.115936
Schmalzl, S.; von Bonin, M.; Frey, M.; Gauterin, F.; Braun, M.
2026. Energy Reports, 15, Article no: 109349. doi:10.1016/j.egyr.2026.109349
Al-Wahaibi, L. H.; Alzahrani, H. A.; Bräse, S.; Youssif, B. G. M.; Hisham, M.
2026. Scientific Reports, 16, Article no: 13911. doi:10.1038/s41598-026-50106-z
Soleymanibrojeni, M.; Aydin, R.; Guedes-Sobrinho, D.; Dias, A. C.; Piotrowski, M. J.; Wenzel, W.; Rêgo, C. R. C.
2026. Communications Materials, 7 (1), 115. doi:10.1038/s43246-026-01167-0
Peng, Y.; Braun, J.; Scherthan, L.; Auerbach, H.; Wolny, J. A.; Schulze, M.; Alp, E. E.; Zhao, J.; Bi, W.; Tesi, L.; Anson, C. E.; Moilanen, J. O.; Brown, D. E.; Chibotaru, L. F.; Wernsdorfer, W.; Perfetti, M.; Sessoli, R.; Schünemann, V.; Powell, A. K.
2026. Nature Communications, 17 (1), 3864. doi:10.1038/s41467-026-71058-y
Huber-Loyola, T.; Pfenning, A. T.; Michl, J.; Höfling, S.
2026. Applied Physics Reviews, 13 (2), Article no: 021318. doi:10.1063/5.0287406
Zhang, Z.; Fischer, E.; Zscheischler, J.; Engelke, S.
2026. Science Advances, 12 (18), Article no: eaec1433. doi:10.1126/sciadv.aec1433
Jiang, K.; Yue, M.; Varga, B.; Wu, Y.; Wang, J.; Wang, K.
2026. 23nd IFAC World Congress 2026, Elsevier
Schlicht, L.
2026, Mai 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192848
Zimmermann, R.
2026, Mai 6. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192847
Lee, S.; Do, J.; Choi, B. G.; Jung, J. E.; Kim, I. S.; Bansal, U.; Kirchlechner, C.; Choi, P.-P.; Lee, S.
2026. Materials & Design, 266, 116141. doi:10.1016/j.matdes.2026.116141
Ehrenberg-Silies, S.; Hungerland, T.
2026. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB). doi:10.5445/IR/1000192845
Britto, V. A.
2026, Mai 5. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192844
Eberl, F.; Bach, F.; Herres-Pawlis, S.; Jung, N.; Liermann, J.; Koepler, O.; Neumann, S.; Razum, M.; Steinbeck, C.
2026. 73rd International Congress and Annual Meeting of the Society for Medicinal Plant and Natural Product Research (GA), Georg Thieme Verlag KG. doi:10.1055/s-0045-1815447
Li, Y.; Long, X.; Pauli, M.; Tian, S.; Wan, X.; Nuss, B.; Jun Cui, T.; Zhang, H.; Zwick, T.
2026. IEEE Transactions on Wireless Communications, 25, 11816–11833. doi:10.1109/TWC.2026.3657157
Mao, Y.; Wang, Y.; Wang, J.; Lin, H.; Yang, X.; Li, W.; Liu, M.
2026. Chemical Engineering Journal, 529, Art.Nr: 172981. doi:10.1016/j.cej.2026.172981
Vanderhaegen, F.; Richard, P.; Zhang, J.; Hohman, S.; Zeroual, A.
2026. Cognition, Technology & Work, 28 (1), 203–206. doi:10.1007/s10111-026-00874-5
Stefan Göllner; Andreas Sexauer; Malte Miram; Wanda Möller; Christoph Meier; Franziska Richter; Lavinia Ionica
2026. Zenodo. doi:10.5281/zenodo.19916137
Matýsek, D.; Jirásek, J.; Majzlan, J.; Filip, J.; Osovský, M.; Göttlicher, J.
2026. International Journal of Coal Geology, 319, Art.Nr: 104990. doi:10.1016/j.coal.2026.104990
Marques, J.; Caetano, V.; Alberto, J.; Murta-Pina, J.; Oliveira, R.; Ferreira, H. P.; Stephan, R. M.; Velaz, J.-Á.; Rivera, B.
2026. IEEE transactions on applied superconductivity, 36 (5), 1–5. doi:10.1109/TASC.2026.3677327
Liu, X.; Dong, X.; Wang, T.; Liu, L.; Cheng, X.-B.; He, J.; Zhu, Z.; Eliseeva, S.; Wu, Y.
2026. ACS Energy Letters, 11 (2), 1292–1322. doi:10.1021/acsenergylett.5c03396
Langemeyer, I.
2026. Gabi Reinmann, Alice Watanabe: Universität im 21. Jahrhundert. Hochschulbildung in Zeiten von Künstlicher Intelligenz. (noch nicht erschienen)
Lee, K.; Azzahra, H. A.; Mauludin, M. F.; Lee, D.-H.; Kim, J.; Hong, S.
2026. Electronics, 15 (2), Art.Nr: 388. doi:10.3390/electronics15020388
Cabrerizo, J. A. R.; Räty, A.; Jacques, M.-B.; Maugan, M.; Zahara, O.; Benkrid, A.; Daniska, D.
2026. Colloque AGeCSO-KCO (2026), Straßburg, Frankreich, 27.–29. April 2026
Barker, S. J.; Patra, B.; Sharma, M.; Raic, A.; Karsten, R. E. H.; Verpoorte, E.; Utz, M.
2026. Lab on a Chip, 26 (6), 2023–2034. doi:10.1039/d5lc00819k
Borrmann, F.; Cabrerizo, J. A. R.; Becker, M.; Räty, A.
2026. Colloque AGeCSO-KCO (2026), Straßburg, Frankreich, 27.–29. April 2026
Zouhar, V.; Züfle, M.; Egressy, B.; Cheng, J.; Sachan, M.; Niehues, J.
2026. Proceedings of the 19th Conference of the European Chapter of the Association for Computational Linguistics (Volume 1: Long Papers), 55–76, Association for Computational Linguistics (ACL). doi:10.18653/v1/2026.eacl-long.4
Papi, S.; Züfle, M.; Gaido, M.; Savoldi, B.; Liu, D.; Douros, I.; Bentivogli, L.; Niehues, J.
2026. The Fourteenth International Conference on Learning Representations, OpenReview.net
Vargas, A.; Kamat, G. A.; Zander, J.; Aleman, A. M.; Schröder, J.; Hannagan, R. T.; Mule, A. S.; Rojas Mendoza, M.; Crago, C. F.; Marin, D. H.; Benedek, P.; Perryman, J. T.; Wei, L.; Rémy, C.; Rivera Cintrón, Y. M.; Thampy, V.; Jaramillo, T. F.
2026. ACS Catalysis, 16 (7), 6734–6748. doi:10.1021/acscatal.5c09187
Robertson, C.; Terentyev, D.; Gaganidze, E.; Chang, C.
2026. International Journal of Refractory Metals and Hard Materials, 137, Art.Nr: 107686. doi:10.1016/j.ijrmhm.2026.107686
Ahmed, J.; Khan, J.; Ahsen, S.; Naveed, A.; Tariq, I.; Ali, S.; Haider, A.; Nisar, T.; Wagner, V.; Sirajuddin, M.; Ismail, M. A.
2026. Microchemical Journal, 221, Art.Nr: 116849. doi:10.1016/j.microc.2026.116849
Rossmanith, L.; Stähle, J.; Stark, A.
2026. WASSERWIRTSCHAFT, 116 (5), 58–64. doi:10.1007/s35147-026-2663-x
Schediwy, K.
2026, Mai 5. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192823
Becker, P.; Natel, C.; Nowack, P.
2026. Machine Learning: Earth, 2 (1), Art.Nr: 015014. doi:10.1088/3049-4753/ae5aa0
Bjelogrlić, M.; Toljić, M.; Glavaš-Trbić, B.; Ćorić, S.; Lužar-Oberiter, B.; Gajić, V.; Šamarija, R.
2026. Geologica Carpathica, 77 (1), 65–91. doi:10.31577/GeolCarp.2026.04
Kamiński, M.; Pokhriyal, P.; Schulz-Ritter, H.; Francoual, S.; Bouchenoire, L.; Tolkiehn, M.
2026. Physical Review B, 113 (6), Art.Nr: 064109. doi:10.1103/tkb6-6qbx
Gao, R. Z.; Rossi, E. J. W.; O’Connell, M. E.; Lee, P. S.; Dittmer, D.; Schirm, A.; Ren, C. L.; Tung, J. Y.
2026. IEEE Transactions on Biomedical Engineering, 73 (3), 1221–1235. doi:10.1109/TBME.2025.3600562
Ma, J.; Morel, J.-B.; Riemann, M.; Jacob, S.; Nick, P.
2026. (W.-M. Wang, Hrsg.) Journal of Experimental Botany, 77 (8), 2594–2610. doi:10.1093/jxb/erag061
He, X.; Xin, W.; Song, P.; Wan, S.; Yang, C.; Chen, H.; Deng, Y.; Shi, L.; Wen, L.; Zhou, T.
2026. Desalination, 623, Art.Nr: 119830. doi:10.1016/j.desal.2025.119830
An, S.; Guo, X.; Cai, Z.; Lei, Y.; Wen, K.; Suo, H.; Kong, X.; Nienhaus, G. U.; Gao, P.
2026. Advanced Science, 13 (25). doi:10.1002/advs.74516
Santos, G. dos; Santos, B. M. O.; Dias, F. J. M.; Riva, N.; De Marzi, G.; Grilli, F.
2026. IEEE transactions on applied superconductivity, 36 (3), 1–4. doi:10.1109/TASC.2025.3638311
Mewes, J. S.; Mahr, D.; Truong, H.; Acksel, B.; Göbel, C.
2026. beforeruins (2026), Bochum, Deutschland, 25.–27. März 2026
Wegener, A.
2026. Proceedings of the Extended Abstracts of the 2026 CHI Conference on Human Factors in Computing Systems, 1–5, Association for Computing Machinery (ACM). doi:10.1145/3772363.3799191
Schadt, D.
2022, August 6. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192806
Coijanovic, C.
2020, Juni 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192804
Kettner, C.; Krapp, F.; Stein, T.
2026. Sports medicine - open, 12 (1), Art.Nr: 51. doi:10.1186/s40798-026-01020-1
Kiss, G.; Veress, T.; Taxner, T.; Szaguhn, M.
2026. Discover Sustainability. doi:10.1007/s43621-026-03274-x
Baumann, M.; Ersoy, H.; Mesa Estrada, L.; Buchgeister, J.; Pinto Bautista, S.; Schulze, R.; Das, S.; Haase, M.; Jasper, F.; Premathilake, D.; Weil, M.
2026. Assessing Sustainability of Technologies Through Multiple Approaches (2026), Palermo, Italien, 27. April 2026
Seskir, Z. C.; Schmidt, A.
2026
Mahr, D.
2026. Mahr, Dana; Sörgel, Franziska (Hg.): Profit statt Planet? Kapitalismus im Zeitalter der Klimakatastrophe. Wie die ökologische Krise zum größten Geschäftsmodell der Zukunft wird, 294–297, Oekom Verlag
Meiswinkel, B.; Mahr, D.
2026. Mahr, Dana; Sörgel, Franziska (Hg.): Profit statt Planet? Kapitalismus im Zeitalter der Klimakatastrophe. Wie die ökologische Krise zum größten Geschäftsmodell der Zukunft wird, 222–268, Oekom Verlag
Albiez, M.; Breuning, H.; Fricke, A.; Parodi, O.; Seebacher, A.; Wendenberg, E.; Szaguhn, M.; Laborgne, P.; Mahr, D.
2026. Mahr, Dana; Sörgel, Franziska (Hg.): Profit statt Planet? Kapitalismus im Zeitalter der Klimakatastrophe. Wie die ökologische Krise zum größten Geschäftsmodell der Zukunft wird, 186–221, Oekom Verlag
Mahr, D.; Lefint, J.
2026. Mahr, Dana; Sörgel, Franziska (Hg.): Profit statt Planet? Kapitalismus im Zeitalter der Klimakatastrophe. Wie die ökologische Krise zum größten Geschäftsmodell der Zukunft wird, 156–185, Oekom Verlag
Mahr, D.
2026. Mahr, Dana; Sörgel, Franziska (Hg.): Profit statt Planet? Kapitalismus im Zeitalter der Klimakatastrophe. Wie die ökologische Krise zum größten Geschäftsmodell der Zukunft wird, 141–155, Oekom Verlag
Mahr, D.; Sörgel, F. (Hrsg.)
2026. Oekom Verlag. doi:10.14512/9783987264856
Mahr, D.; Sörgel, F.
2026. Mahr, Dana; Sörgel, Franziska (Hg.): Profit statt Planet? Kapitalismus im Zeitalter der Klimakatastrophe. Wie die ökologische Krise zum größten Geschäftsmodell der Zukunft wird, 11–36, Oekom Verlag
Schuck, H.
2026, Mai 7. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192793
Weiskopf, T.; Miskiw, K. K.; Treml, N.; Stelzer, J.
2026, März 20. doi:10.5281/zenodo.19125583
Kok, J. F.; Gupta, A. K.; Evan, A. T.; Pérez García-Pando, C.; Li, L.; Adebiyi, A. A.; Albani, S.; Balkanski, Y.; Checa-Garcia, R.; Colarco, P. R.; Hamilton, D. S.; Huang, Y.; Ito, A.; Klose, M.; Mahowald, N. M.; Miller, R. L.; Obiso, V.; Rocha Lima, A.; Wan, J.
2026. Nature Communications, 17 (1), 3191. doi:10.1038/s41467-026-70952-9
Sauer, A.
2025, Oktober 10. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192790
Gómez-Urbano, J. L.; Binder, M.; Dwiputra, E. N.; Diemant, T.; Bresser, D.; Pierini, A.; Cioffi, A.; Bodo, E.; Brutti, S.; Koželj, M.; Gouveia, T.; Bremond, E.; Ladam, A.; Fantini, S.; Sananes-Israel, S.; Landa-Medrano, I.; de Meatza, I.; Balducci, A.
2026. Angewandte Chemie International Edition. doi:10.1002/anie.202526145
Bansal, U.; Kang, T.-H.; Choi, P.-P.; Lee, S.; Kirchlechner, C.
2026. Advanced Engineering Materials, e70862. doi:10.1002/adem.70862
Berlitz, B.
2026, Mai 5. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192787
Hildenbrand, C.; Schneider, K.; Schulz, D.; Hiller, M.; Hagenmeyer, V.; Zitterbart, M.
2025. 2025 IEEE International Conference on Energy Technologies for Future Grids (ETFG), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ETFG61999.2025.11401173
Huber, P.; Li, D.; Muriedas, J. P. G. H.; Kieckhefen, D.; Götz, M.; Streit, A.; Debus, C.
2026. 2026 SIAM Conference on Parallel Processing for Scientific Computing, PP 2026, 46–59, Society for Industrial and Applied Mathematics Publications (SIAM)
Deufel, J.; Lazarova-Molnar, S.
2025. 2025 12th International Conference on Internet of Things: Systems, Management and Security (IOTSMS), 15–22, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IOTSMS68530.2025.11408591
Daniel, O.; Lazarova-Molnar, S.
2025. 2025 12th International Conference on Internet of Things: Systems, Management and Security (IOTSMS), 41–48, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IOTSMS68530.2025.11408584
Feil, M.; Fiess, R.; Stork, W.
2026. H. Hua, N. Argaman & D. K. Nikolov (Hrsg.), Optical Architectures for Displays and Sensing in Augmented, Virtual, and Mixed Reality (AR, VR, MR) VII, 15, SPIE. doi:10.1117/12.3080347
Dietrich, S. J.; Hamm, A. V.; Englert, L.
2024. Solid Freeform Fabrication 2024: Proceedings of the 35th Annual International Solid Freeform Fabrication Symposium - An Additive Manufacturing Conference, SFF 2024, 1744–1759, University of Texas at Austin
Englert, L.; Schulze, V.; Dietrich, S. J.
2024. Solid Freeform Fabrication 2024: Proceedings of the 35th Annual International Solid Freeform Fabrication Symposium - An Additive Manufacturing Conference, SFF 2024, 437–447, University of Texas at Austin
Tian, C.; Arachchige, S. K.; Li, H.; Cárdenas, J. J. G.; Raei, H.; Dincer, E.; Kenan, A.; Bremner, P.; Giuliani, M.; Neumann, G.; Ajoudani, A.; Tapus, A.; Westerlund, T.; Kämäräinen, J.-K.; Figueredo, L.; Watson, S.; Trahanias, P.
2025. 2025 IEEE International Symposium on Safety Security Rescue Robotics (SSRR), 84–89, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SSRR68451.2025.11391258
Jegarian, M.; Esfahani, A. K.; Bause, K.; Düser, T.
2026. 2026 IEEE/SICE International Symposium on System Integration (SII), 1161–1167, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SII64115.2026.11404441
Tolj, V.; Neef, C.; Bruno, B.
2026. Proceedings of the 21st ACM/IEEE International Conference on Human-Robot Interaction, 1070–1078, Association for Computing Machinery (ACM). doi:10.1145/3757279.3785595
Rixen, J. O.; Gerling, K.; Bruno, B.
2026. Proceedings of the 21st ACM/IEEE International Conference on Human-Robot Interaction, 11–20, Association for Computing Machinery (ACM). doi:10.1145/3757279.3785578
Li, Y.; Zhang, H.; Shi, X.; Li, Y.; Abou-Rizk, S.; Smith, J. B.; An, Z.; Wenzel, A.; Song, J.; Leisner, T.; Keutsch, F.; Chen, J.; Saathoff, H.
2026. Atmospheric Chemistry and Physics, 26 (8), 5813–5837. doi:10.5194/acp-26-5813-2026
Krings, B.-J.
2026, April. Staff Week: Define Artificial Intelligence (AI) in Science Issues (2026), Offenburg, Deutschland, 20.–24. April 2026
Vollmer, E.; Volk, R.; Schultmann, F.
2026. Applied Thermal Engineering, 299, 131038. doi:10.1016/j.applthermaleng.2026.131038
Sandmeier, T.; Weiskopf, T.; Fichtner, W.
2026, März 30. Agent-Based Modeling for Energy Economics and Energy Policy (ABM4Energy 2026 2026), Wien, Österreich, 30.–31. März 2026
Weiskopf, T.; Stelzer, J.; Sandmeier, T.; Signer, T.; Fichtner, W.
2026, März 20. Agent-Based Modeling for Energy Economics and Energy Policy (ABM4Energy 2026 2026), Wien, Österreich, 30.–31. März 2026
Perau, C.; Layer, K.; Sandmeier, T.; Fichtner, W.
2026, April 28. doi:10.35097/0sabxqg1fqefdvf1
dos Santos, L. C. P.; Dollmann, A.; Greiner, C.; Grüner, D.; Le Bouar, Y.; Spatschek, R.
2026. Discover Materials, 6 (1), 129. doi:10.1007/s43939-026-00612-8
von Horstig, M.-W.; Borho, J.; Mohacsi, J.; Scharfer, P.; Michalowski, P.; Schabel, W.; Kwade, A.
2026. Batteries & Supercaps, 9 (5). doi:10.1002/batt.202500845
Eiz Eddin, A.; Stelzner, L.; Häßler, D.; Brehme, S.; Dehn, F.; Hothan, S.
2026. Fire Safety Journal, 163, Art.Nr: 104800. doi:10.1016/j.firesaf.2026.104800
Eberl, A.; Klar, B.; Suárez-Llorens, A.
2026. Revstat / Instituto Nacional de Estatística, 617–639. doi:10.57805/revstat.v23i5.1010
Morari, H. B.; Bellinaso, L. V.; Carvalho, E. L.; Banavath, S. N.; Carne, G. D.; Vinnikov, D.
2026. IEEE Open Journal of Power Electronics, 7, 1493–1516. doi:10.1109/OJPEL.2026.3687987
Thota, K.; Mu, X.; Schlachter, T.; Hagenmeyer, V.
2026. 2026 IEEE Green Technologies Conference (GreenTech), 423–428, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/GreenTech68285.2026.11471546
Lorenz, M.; Schulz, A.; Bauer, H.-J.
2010. Proceedings of International Symposium on Heat Transfer in Gas Turbine Systems, Antalya, 9th-14th August 2009, 1–18, Begellhouse. doi:10.1615/ICHMT.2009.HeatTransfGasTurbSyst.410
Lorenz, M.; Schulz, A.; Bauer, H.-J.
2010. Proceedings of the Asme Turbo Expo 2010: Volume 4: Heat Transfer, Parts A and B, 699–711, ASMEDC. doi:10.1115/GT2010-23801
Lorenz, M.; Schulz, A.; Bauer, H.-J.
2010. Proceedings of the Asme Turbo Expo 2010: Volume 4: Heat Transfer, Parts A and B, 685–697, ASMEDC. doi:10.1115/GT2010-23800
Soroush, F.; Liu, T.; Wu, Q.; Asheghi, M.; Goodson, K. E.; Lorenz, M.; Egger, C.; Rittner, M.
2021. Proceedings of the ASME 2021 International Technical Conference and Exhibition on Packaging and Integration of Electronic and Photonic Microsystems, The American Society of Mechanical Engineers (ASME). doi:10.1115/IPACK2021-73334
Soroush, F.; Liu, T.; Wu, Q.; Zhang, C.; Asheghi, M.; Goodson, K. E.; Lorenz, M.; Egger, C.; Rittner, M.
2021. Proceedings of the ASME 2021 International Technical Conference and Exhibition on Packaging and Integration of Electronic and Photonic Microsystems, The American Society of Mechanical Engineers (ASME). doi:10.1115/IPACK2021-73309
Frey, Y.; Dörr, A.; Lorenz, M.
2023. Applied Thermal Engineering, 233, Art.-Nr.: 120999. doi:10.1016/j.applthermaleng.2023.120999
Zeidan, M.
2026, April 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192754
Liebschner, J.; Meier, I.; Heinz, D.; Satzger, G.
2026. Proceedings of the 34th European Conference on Information Systems (ECIS 2026), Association for Information Systems (AIS)
Meier, B.; Jurkutat, M.
2026, Mai 4. doi:10.35097/uk4sb464fq4uv23m
Koc, G.
2017. Seventh International Conference on Flood Management (ICFM7), “Resilience to Global Changes - Anticipating the Unexpected” Book of Abstracts
Schilling, F. R.; Niederhuber, T.; Müller, B. I. R.; Kron, A.; Kutterer, H.
2026. WASSERWIRTSCHAFT, 116 (5), 12–16. doi:10.1007/s35147-026-2668-5
Niederhuber, T.; Müller, B.; Reichert, C.; Schilling, F. R.; Röckel, T.
2026. WASSERWIRTSCHAFT, 116 (5), 32–41. doi:10.1007/s35147-026-2666-7
Hoffmann, L.; Heizmann, M.; Darijani, A.; Beyerer, J.
2026. 2026 International Conference on Semantic Computing (ICSC), 119–123, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICSC67292.2026.00023
Niederhuber, T.; Müller, B.; Reichert, C.; Schilling, F. R.; Röckel, T.; Tchikadze, T.; Zorn, R.
2026. WASSERWIRTSCHAFT, 116 (5), 22–31. doi:10.1007/s35147-026-2667-6
Behrendt, S.; Enke, C.; Rüdt, M.; Bussmann, M.; Tutsch, H.; Spieckermann, S.; Lanza, G.
2026. Journal of Manufacturing Systems, 86, 1007–1021. doi:10.1016/j.jmsy.2026.03.025
Feng, J.; Yu, B.; Chen, M.; Shen, Y.; Wang, Y.; Fenske, D.; Shi, J.; Su, C.
2026. ACS Catalysis, 1. doi:10.1021/acscatal.6c01633
Rutschmann, M.; Mokinski, J.; Feldmann, C.
2026. ChemNanoMat, 12 (4), 1. doi:10.1002/cnma.202500613
Huang, Q.; Assmuth, A. T.; Langner, F.; Schäfer, B.; Hagenmeyer, V.
2026. KI - Künstliche Intelligenz, 1. doi:10.1007/s13218-026-00908-0
Abuamarah, B. A.; Drüppel, K.; Azer, M. K.
2026. Lithos, 534-535, Art.Nr: 108547. doi:10.1016/j.lithos.2026.108547
Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Van Laer, T.; Van Mechelen, P.; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Van Onsem, G. P.; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, F. A.; Khan, A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Manganote, E. J. T.; Pereira, A. V.; Aldá Júnior, W. L.; Malbouisson, H. B.; Carvalho, W.; Chinellato, J.; Reis, M. C.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Amarilo, K. M.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Da Silva De Araujo, F. T.; Bernardes, C. A.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, C. F.; Jiang, H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Ayala, E.; Carrera Jarrin, E.; Abdalla, H.; Assran, Y.; Abdullah Al-Mashad, M.; Hussein, A.; Mohammed, H.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; de Monchenault, G. H.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Ö. Sahin, M.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Santos Alves, B. A. F.; Ghosh, S.; Gilbert, A.; de Cassagnac, R. G.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Gómez, L. U.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Lomidze, I.; Toriashvili, T.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Gonzalez, H. B.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Castro Santos, A. Z.; Albrecht, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Guvenli, A. A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nikolopoulos, K.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Muhammed Rafeek, R. K.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; León Coello, M.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Colafranceschi, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Kim, M. R.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Dorigo, T.; Gasparini, F.; Giorgetti, S.; Gozzelino, A.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Nair Bindhu, V. K. M.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Solanki, P.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, H.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Merlin, J. A.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Choi, M.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; Cuchillo Ortega, J.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Paz Herrera, R.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Ardino, R.; Auffray, E.; Baechler, J.; Barney, D.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Lanteri, L.; Laurila, S.; Lecoq, P.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Bilandzija, F.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Leutgeb, E.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Kwan, S.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Matthewman, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Seo, H.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; RamónÁlvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Boos, E.; Bunichev, V.; Dubinin, M.; Savrin, V.; Snigirev, A.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.
2026. Physics Letters, Section B: Nuclear, Elementary Particle and High-Energy Physics, 876, Art.Nr: 140359. doi:10.1016/j.physletb.2026.140359
Kalt, S.; Wegner, B.; Strauß, M.; Modesto, L. R.; Alletzhäusser, T.; Schulz, P.; Miteva, T.; Wegener, M.
2026. ACS Agricultural Science and Technology, 6 (4), 586–598. doi:10.1021/acsagscitech.5c00836
Bock-Seefeld, B.; Kretzler, D.; Heuer, C.; Neumann, M.; Hubálková, J.; Stelzner, B.; Stein, O. T.; Trimis, D.; Aneziris, C. G.; Brachhold, N.
2026. Open Ceramics, 26, Art.Nr: 100959. doi:10.1016/j.oceram.2026.100959
Vasudevan, A. S. E.; Varghese, C.; Reshma, R.; Dennis, A.; Arun Sasi, B. S.; Jolly, S. S.; Twinkle, A. R.
2026. International Journal of Hydrogen Energy, 233, Art.Nr: 155068. doi:10.1016/j.ijhydene.2026.155068
Yadav, V.; Hussain, N.; Kumar, R.; Rishu; Bhardwaj, V. K.
2026. Journal of Luminescence, 295, Art.Nr: 121928. doi:10.1016/j.jlumin.2026.121928
Krannich, M.; Kupers, A.
2026. Journal of Topology, 19 (2), 1. doi:10.1112/topo.70071
Kumar, A.; Roll, P. A.; Stephan, A.; Feldmann, C.; Neyyathala, A.; Dolcet, P.; Hanf, S.
2026. Materials Advances, 7 (9), 4531–4540. doi:10.1039/D5MA01349F
Schröder, S.; Vettori, K.; Ahrens, L.; Brezesinski, T.; Kondrakov, A.; Mayer, J.; Janek, J.; Henss, A.
2026. Energy Storage Materials, 88, Art.Nr: 105115. doi:10.1016/j.ensm.2026.105115
Weyrauch, M.; Linkmann, M.; Page, J.
2026. Journal of Fluid Mechanics, 1032, A43. doi:10.1017/jfm.2026.11378
Narobe, R.; Schneider, J.; Waldvogel, S. R.
2026. The Chemical Record, 1. doi:10.1002/tcr.70152
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Matthewman, M.; Schieck, J.; Schöfbeck, R.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Van Laer, T.; Van Mechelen, P.; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Tavernier, S.; Tytgat, M.; Van Onsem, G. P.; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Sharma, A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Giordano, C.; Gokbulut, G.; Kaspar, K.; Kavtaradze, D.; Marckx, D.; Skovpen, K.; Tomaru, A. M.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Aarup Petersen, H.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Gameiro Casalinho, F.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Matos Figueiredo, D.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Calligaris, L.; Damas, F.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Padula, S. S.; Scheurer, V.; Fernandez Perez Tomei, T. R.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Yang, H.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Quaranta, C.; Sun, X.; Wang, D.; Wang, J.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Lu, N.; Bauer, G.; Cui, Z.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Zhou, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Konstantinou, S.; Leonidou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Carrera Jarrin, E.; Abdelalim, A. A.; El-mahdy, B.; Hussein, A.; Mohammed, H.; Jaffel, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Brücken, E.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Bin Norjoharuddeen, N.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Gaigne, P.; Ganjour, S.; Gras, P.; Guilloux, F.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Maidannyk, Y.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Simkina, P.; Titov, M.; Tornago, M.; Amella Ranz, R.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Song, Y.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Savoy-Navarro, A.; Vaucelle, P.; Di Florio, A.; Orzari, B.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; El Mamouni, H.; Fay, J.; Fillaudeau, E.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’Huy, E.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Purohit, A.; Vander Donckt, M.; Verollet, C.; Xiao, J.; Adamov, G.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Daumann, C.; Diekmann, S.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Abel, A.; Aldaya Martin, M.; Alimena, J.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schwanenberger, C.; Schwarz, D.; Schütze, P.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Ebeling, L.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Guvenli, A. A.; Haller, J.; Hundhausen, D.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Labe, F.; Lange, J.; Lobanov, A.; Matthiesen, J.; Moureaux, L.; Nikolopoulos, K.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Raciti, B.; Rieger, M.; Savoiu, D.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Ward, R.; Wiederspan, B.; Wolf, M.; Yede, C.; Brusamolino, A.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Druzhkin, D.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Horzela, M.; Hummer, F.; Husemann, U.; Kieseler, J.; Klute, M.; Knolle, J.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Maier, S.; Molch, M.; Monsch, A. A.; Mormile, M.; Müller, T.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Winter, C.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Tzovara, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Kadlecsik, Á.; Lee, C.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; León Coello, M.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bahinipati, S.; Nayak, S.; Raturi, R.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Palni, P.; Acharya, S.; Gomber, B.; Mukherjee, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Generoso, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Stamerra, A.; Sözbilir, Ü.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cavallo, F. R.; Cuffiani, M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Farinelli, R.; Fasanella, D.; Giacomelli, P.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Colafranceschi, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Kim, M. R.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pizzati, G.; Tabarelli de Fatis, T.; Buontempo, S.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Azzi, P.; Bacchetta, N.; Borella, L.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Montecassiano, F.; Pazzini, J.; Primavera, F.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Brunoldi, M.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Solanki, P.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Del Vecchio, M.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Pauletto, T.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Song, J.; Ha, S.; Han, S.; Hong, B.; Kim, J.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Ko, B.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, H.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kim, D.; Kim, S.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; Murillo Quijada, J. A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Silva, C. B. D. C. E.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Brochero Cifuentes, J. A.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Bedoya, C. F.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Carretero, O. M.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Paz Herrera, R.; Puerta Pelayo, J.; Pérez-Calero Yzquierdo, A.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Wickramarathna, D. D. C.; Kailasapathy, B.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Ardino, R.; Auffray, E.; Baechler, J.; Barney, D.; Bendavid, J.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; Cormier, K.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Fernández Manteca, P. J.; Fontana Santos Alves, B. A.; Fontanesi, E.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Hofsaess, R.; Huber, B.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Mehta, A.; Meijers, F.; Merlin, J. A.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Reimers, A.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Nigamova, A.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bevilacqua, T.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’Archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Glessgen, F.; Grab, C.; Harte, T. G.; Härringer, N.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bilandzija, F.; Bärtschi, P.; Canelli, M. F.; Celotto, G.; Guglielmi, V.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Missiroli, M.; Motta, J.; Robmann, P.; Shokr, E.; Stäger, F.; Tramontano, R.; Viscone, P.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Sen, S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Boncukcu, D.; Cakir, A.; Cankocak, K.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Dozen, C.; Isildak, B.; Simsek, E.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Schmitz, R.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Sahu, B.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Lambrecht, L.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Baradia, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Cannaert, E.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Eble, F.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Salazar Segovia, I.; Tafoya Vargas, J. S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Crossley, S.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; D’Anzi, B.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Marchegiani, M.; Meiring, P.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Kwan, S.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Dickinson, J.; Duquette, A.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Hirschauer, J.; Innocente, V.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Kim, R. S.; Klima, B.; Lammel, S.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Perovic, V.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Goff, R.; Hashmi, R.; Hassani, A.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Huang, Z.; Lee, J. h.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Shekar, D.; Singh, N.; Thielen, A.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Bhattacharya, R.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Reddy, G. G.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Ivanov, K.; Kopp, G.; Kovalskyi, D.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, J.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Alpana, A.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Kwok, K. H. M.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Yu, D.; Aarif, A.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Datta, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Chandra, S.; Gu, A.; Gutay, L.; Huwiler, M.; Jones, M.; Jung, A. W.; Kondratyev, D.; Li, J.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Saha, N. R.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Das, P.; Ecklund, K. M.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Vico Villalba, C.; Wulansatiti, M.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Seo, H.; Taus, R.; Yu, Y. h.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Houghton, C.; Jaroslawski, D.; Kobert, A.; Laflotte, I.; Lath, A.; Martins, J.; Perez Prada, M.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Basnet, A.; Bolshov, A.; Bouhali, O.; Cagnotta, A.; D’Amante, V.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Jin, W.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hamilton Ilha Machado, G.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Wu, Z.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pinna, D.; Pétré, L.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Korsakov, I.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Slizhevskiy, K.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Zarubin, A.; Zhizhin, I.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Gribushin, A.; Kim, V.
2026. Journal of Instrumentation, 21 (04), P04002. doi:10.1088/1748-0221/21/04/P04002
Soter, M.; Madkatte, D.; Heinrich, D.; Nguyen, T.-H.
2026. ACS Omega, 11 (15), 22753–22765. doi:10.1021/acsomega.5c11820
Vražina, T.; Guth, S.; Poczklán, L.; Poloprudský, J.; Gálíková, M.; Babinský, T.; Petrell, D.; Nowak, B.; Šulák, I.
2026. Results in Engineering, 30, Art.Nr: 110507. doi:10.1016/j.rineng.2026.110507
Alongi, F.; Malone, S. C.; Ulrich, D. E. M.; Hoy-Skubik, S. L.; Trowbridge, A. M.
2026. (F. Piper, Hrsg.) Tree Physiology, 46 (4), 1. doi:10.1093/treephys/tpag030
Boukhoubza, I.; El khouja, O.; Achehboune, M.; Basyooni-M. Kabatas, M. A.; Derkaoui, I.; Enculescu, I.; Matei, E.
2026. Cell Reports Physical Science, Art.Nr: 103271. doi:10.1016/j.xcrp.2026.103271
Nagel, O.; Tang, C.; Haußmann, L.; Demirci, A.; Vollath, S.; Fritton, M.; Gilles, R.; Göken, M.; Gorr, B.; Neumeier, S.
2026. Materials and Design, 265, Art.Nr: 116020. doi:10.1016/j.matdes.2026.116020
Dai, L.; Li, Q.; Liu, W.; Ji, X.; Yu, C.
2026. Applied Thermal Engineering, 298, Art.Nr: 131079. doi:10.1016/j.applthermaleng.2026.131079
Tissen, E.; Geisslitz, S.; Maier, B.; Scherf, K. A.
2026. Applied Food Research, 6 (1), Art.Nr: 101952. doi:10.1016/j.afres.2026.101952
Janković, D.; Pasquier, R.; Hartmann, J.-G.; Hervieux, P.-A.
2026. Annalen der Physik, 538 (4), 1. doi:10.1002/andp.202500630
Czelusniak, L. E.; Bingert, T. N.; Simonis, S.; Wagner, A. J.; Krause, M. J.
2026. Physical Review E, 113 (4), Art.Nr: 045103. doi:10.1103/4dl9-1x8s
Seidel, C.
2026. Asian Journal of Philosophy, 5 (1), 42. doi:10.1007/s44204-026-00404-0
Kurapati, V.; Schneller, D.; Seelinger, L.; Niu, Z.; Gabriel, A.-A.; Bader, M.
2026. GEM - International Journal on Geomathematics, 17 (1), 8. doi:10.1007/s13137-026-00287-6
Franco, N. R.; Manzoni, A.; Zunino, P.; Hesthaven, J. S.
2026. Advances in Computational Mathematics, 52 (3), 31. doi:10.1007/s10444-026-10295-7
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schwarz, D.; Schöfbeck, R.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Van Laer, T.; Van Mechelen, P.; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Van Onsem, G. P.; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Fernandez Perez Tomei, T. R.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Assran, Y.; El-mahdy, B.; Hussein, A.; Mohammed, H.; Abdullah Al-Mashad, M.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schwanenberger, C.; Schütze, P.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nikolopoulos, K.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; León Coello, M.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Stamerra, A.; Sözbilir, Ü.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Colafranceschi, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Kim, M. R.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Azzi, P.; Bacchetta, N.; Biasotto, M.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Pazzini, J.; Ronchese, P.; Rossin, R.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Solanki, P.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, H.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Merlin, J. A.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Choi, M.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Brochero Cifuentes, J. A.; Cepeda, M.; Cerrada, M.; Colino, N.; Cuchillo Ortega, J.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Bedoya, C. F.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Carretero, O. M.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Paz Herrera, R.; Perez Dengra, C.; Puerta Pelayo, J.; Pérez-Calero Yzquierdo, A.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Wickramarathna, D. D. C.; Kailasapathy, B.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Ardino, R.; Auffray, E.; Baechler, J.; Barney, D.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Lanteri, L.; Laurila, S.; Lecoq, P.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Harte, T. G.; Härringer, N.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bilandzija, F.; Bärtschi, P.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Guvenli, A. A.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; Leutgeb, E.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Kwan, S.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Lemos, D. S.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Gujju Gurunadha, R.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Matthewman, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Seo, H.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Heindl, M.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pinna, D.; Pétré, L.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.
2026. Journal of High Energy Physics, 2026 (3), Art.Nr: 83. doi:10.1007/JHEP03(2026)083
Wang, J.; Wang, C.; Wang, B.; Deng, Y.; Lin, Y.; Han, Y.; Yao, L.; Zhang, L.; Li, D.; Meng, D.; Liu, X.; Li, X.; Korvink, J. G.; Deng, Y.
2026. Light: Science and Applications, 15 (1), Art.Nr: 202. doi:10.1038/s41377-026-02272-y
Fiedler, L.; Howard, I.; Beyerer, J.
2026. at - Automatisierungstechnik, 74 (4), 268–275. doi:10.1515/auto-2025-0082
Macrelli, A.; Di Donato, G.; Li, S.; Yibeltal, A. W.; Liang, J.; Zarrabeitia, M.; Varzi, A.; Li Bassi, A.
2026. ChemSusChem, 19 (8), 1. doi:10.1002/cssc.202502668
Klick, S.; Finster, P.; Graff, K. M.; Ziebert, C.; Stahl, G.; Weber, F.; Figgemeier, E.; Sauer, D. U.
2026. EES Batteries, 1. doi:10.1039/D5EB00218D
Tang, Z.; Løvbak, E.; Koellermeier, J.; Samaey, G.
2026. Contributions to Plasma Physics, 1. doi:10.1002/ctpp.70129
Tayyab, S.; Ferdous, W.; Lokuge, W.; Ngo, T.; Gerdes, A.; Manalo, A.
2026. Polymers, 18 (7), 854. doi:10.3390/polym18070854
Ravindrababu, S.; Hädrich, I.; Paetzold, U. W.; Gebhardt, P.
2026. Energy Reports, 15, Art.Nr: 109323. doi:10.1016/j.egyr.2026.109323
Hebisch, R.; Göen, T.; Hartwig, A.
2026. Gefahrstoffe, Reinhaltung der Luft, 86 (3-4), 65–69
Whitty, E. G.; Sousa, I.; Gaborieau, M.; Castignolles, P.; Callaghan, R.
2026. Journal of Drug Delivery Science and Technology, 121, Art.Nr: 108326. doi:10.1016/j.jddst.2026.108326
Hölderle, T.; Smith, A.; Schmidgruber, N.; Baran, V.; Schökel, A.; Westphal, L.; Kochetov, V.; Jokisch, S.; Müller-Buschbaum, P.; Senyshyn, A.
2026. Batteries and Supercaps, 9 (5), 1. doi:10.1002/batt.202500941
Böhnke, B. H.
2026, Mai 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192749
Bachurin, D.; C. Stihl; Vladimirov, P. V.
2026. doi:10.5445/IR/1000192705
Ohmer, M.; Liesch, T.
2026. Hydrology and Earth System Sciences, 30 (8), 2373–2394. doi:10.5194/hess-30-2373-2026
Gesmann, L.; Fischer, M.; Lauff, A.; Völk, T.; Düser, T.; Albers, A.
2026. Procedia Computer Science, 277, 1963–1972. doi:https://doi.org/10.1016/j.procs.2026.02.234
Singh, A. K.; Diep Tran, T. N.; Deshpande, V. V.; Dietrich, S.; Schulze, V.; Kar, K. K.; Piat, R.
2026. Procedia Structural Integrity, 80, 339–351. doi:10.1016/j.prostr.2026.02.033
Haller, M.; Leinweber, M.; Spannagel, T.; Raiber, M.; Hartenstein, H.
2026. SysTEX’26: Proceedings of the 9th Workshop on System Software for Trusted Execution, 42–49, Association for Computing Machinery (ACM). doi:10.1145/3805690.3805725
Ohmer, M.; Liesch, T.
2025. Copernicus. doi:10.5194/egusphere-2025-4055
Ciola, R.
2026, Mai 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192698
Rubanschi, S.; Lewerentz, A.; Krause, A.; Blechschmidt, J.; Fallert, S.; Gosling, E.; Gregor, K.; Jarisch, I.; Stetter, C.; Brönner, M.; Hartig, F.; Hoffmann, M.; Kieslinger, J.; Knoke, T.; Pohle, P.; Raeder, U.; Reiss, M.; Weisser, W. W.; Meyer, S. T.; Sauer, J.; Cabral, J. S.; Rammig, A.
2026. Regional Environmental Change, 26 (2), 95. doi:10.1007/s10113-026-02586-y
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Matthewman, M.; Mikulec, I.; Schieck, J.; Schwarz, D.; Schöfbeck, R.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Van Laer, T.; Van Mechelen, P.; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Van Onsem, G. P.; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Marckx, D.; Skovpen, K.; Tomaru, A. M.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Gameiro Casalinho, F.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Damas, F.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Fernandez Perez Tomei, T. R.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Yang, H.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Quaranta, C.; Sun, X.; Wang, D.; Wang, J.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Cui, Z.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Ayala, E.; Carrera Jarrin, E.; Elgammal, S.; Ellithi Kamel, A.; Hussein, A.; Mohammed, H.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Brücken, E.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Bin Norjoharuddeen, N.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Gaigne, P.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Maidannyk, Y.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Amella Ranz, R.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’Huy, E.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schwanenberger, C.; Schütze, P.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Guvenli, A. A.; Haller, J.; Hundhausen, D.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Nigamova, A.; Nikolopoulos, K.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Raciti, B.; Rieger, M.; Savoiu, D.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Horzela, M.; Hummer, F.; Husemann, U.; Kieseler, J.; Klute, M.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Tzovara, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; León Coello, M.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Palni, P.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Stamerra, A.; Sözbilir, Ü.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Farinelli, R.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Kim, M. R.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Azzi, P.; Bacchetta, N.; Benettoni, M.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Pazzini, J.; Ronchese, P.; Rossin, R.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Solanki, P.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Cotto, G.; Covarelli, R.; Demaria, N.; Ferrero, M.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Kim, J.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, H.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; Murillo Quijada, J. A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Brochero Cifuentes, J. A.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Bedoya, C. F.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Carretero, O. M.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Paz Herrera, R.; Perez Dengra, C.; Puerta Pelayo, J.; Pérez-Calero Yzquierdo, A.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Wickramarathna, D. D. C.; Kailasapathy, B.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Ardino, R.; Auffray, E.; Baechler, J.; Barney, D.; Bendavid, J.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Fernández Manteca, P. J.; Fontana Santos Alves, B. A.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Hofsaess, R.; Huber, B.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Mehta, A.; Meijers, F.; Merlin, J. A.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Reimers, A.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’Archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Harte, T. G.; Härringer, N.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bilandzija, F.; Bärtschi, P.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Missiroli, M.; Motta, J.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Viscone, P.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Sen, S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Boncukcu, D.; Cakir, A.; Cankocak, K.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Dozen, C.; Isildak, B.; Simsek, E.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Lambrecht, L.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Baradia, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Cannaert, E.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Salazar Segovia, I.; Tafoya Vargas, J. S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; D’Anzi, B.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Marchegiani, M.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Kwan, S.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Dickinson, J.; Duquette, A.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Innocente, V.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Goff, R.; Hashmi, R.; Hassani, A.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Huang, Z.; Lee, J. h.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Bhattacharya, R.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Reddy, G. G.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Ivanov, K.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, J.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Saha, N. R.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Das, P.; Ecklund, K. M.; Freed, S.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Wulansatiti, M.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Seo, H.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Houghton, C.; Jaroslawski, D.; Kobert, A.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Perez Prada, M.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Cagnotta, A.; D’Amante, V.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hamilton Ilha Machado, G.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Wu, Z.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pinna, D.; Pétré, L.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Korsakov, I.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Slizhevskiy, K.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Zarubin, A.; Zhizhin, I.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Kim, V.; Murzin, V.; Oreshkin, V.; Savrin, V.; Snigirev, A.; Sosnov, D.
2026. arxiv. doi:10.5445/IR/1000192696
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Matthewman, M.; Mikulec, I.; Schieck, J.; Schwarz, D.; Schöfbeck, R.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Van Laer, T.; Van Mechelen, P.; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Van Onsem, G. P.; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Marckx, D.; Skovpen, K.; Tomaru, A. M.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Gameiro Casalinho, F.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Damas, F.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Fernandez Perez Tomei, T. R.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Yang, H.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Quaranta, C.; Sun, X.; Wang, D.; Wang, J.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Cui, Z.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Ayala, E.; Carrera Jarrin, E.; Elgammal, S.; Ellithi Kamel, A.; Hussein, A.; Mohammed, H.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Brücken, E.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Bin Norjoharuddeen, N.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Gaigne, P.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Maidannyk, Y.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Amella Ranz, R.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’Huy, E.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schwanenberger, C.; Schütze, P.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Guvenli, A. A.; Haller, J.; Hundhausen, D.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Nigamova, A.; Nikolopoulos, K.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Raciti, B.; Rieger, M.; Savoiu, D.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Horzela, M.; Hummer, F.; Husemann, U.; Kieseler, J.; Klute, M.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Tzovara, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; León Coello, M.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Palni, P.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Stamerra, A.; Sözbilir, Ü.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Farinelli, R.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Kim, M. R.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Azzi, P.; Bacchetta, N.; Benettoni, M.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Pazzini, J.; Ronchese, P.; Rossin, R.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Solanki, P.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Cotto, G.; Covarelli, R.; Demaria, N.; Ferrero, M.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Kim, J.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, H.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; Murillo Quijada, J. A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Brochero Cifuentes, J. A.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Bedoya, C. F.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Carretero, O. M.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Paz Herrera, R.; Perez Dengra, C.; Puerta Pelayo, J.; Pérez-Calero Yzquierdo, A.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Wickramarathna, D. D. C.; Kailasapathy, B.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Ardino, R.; Auffray, E.; Baechler, J.; Barney, D.; Bendavid, J.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Fernández Manteca, P. J.; Fontana Santos Alves, B. A.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Hofsaess, R.; Huber, B.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Mehta, A.; Meijers, F.; Merlin, J. A.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Reimers, A.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’Archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Harte, T. G.; Härringer, N.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bilandzija, F.; Bärtschi, P.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Missiroli, M.; Motta, J.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Viscone, P.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Sen, S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Boncukcu, D.; Cakir, A.; Cankocak, K.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Dozen, C.; Isildak, B.; Simsek, E.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Lambrecht, L.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Baradia, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Cannaert, E.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Salazar Segovia, I.; Tafoya Vargas, J. S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; D’Anzi, B.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Marchegiani, M.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Kwan, S.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Dickinson, J.; Duquette, A.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Innocente, V.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Goff, R.; Hashmi, R.; Hassani, A.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Huang, Z.; Lee, J. h.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Bhattacharya, R.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Reddy, G. G.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Ivanov, K.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, J.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Saha, N. R.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Das, P.; Ecklund, K. M.; Freed, S.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Wulansatiti, M.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Seo, H.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Houghton, C.; Jaroslawski, D.; Kobert, A.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Perez Prada, M.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Cagnotta, A.; D’Amante, V.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hamilton Ilha Machado, G.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Wu, Z.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pinna, D.; Pétré, L.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Korsakov, I.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Slizhevskiy, K.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Zarubin, A.; Zhizhin, I.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Kim, V.; Murzin, V.; Oreshkin, V.; Savrin, V.; Snigirev, A.; Sosnov, D.
2026. Journal of High Energy Physics, 2026 (3), 189. doi:10.1007/JHEP03(2026)189
Giudice, A. Del; Hildebrandt, L.; Han, J.; Hema, R. K.; Galantini, L.; Passerini, S.; Varzi, A.; Mariani, A.
2026. ENERGY & ENVIRONMENTAL MATERIALS, Art.-Nr.: e70359. doi:10.1002/eem2.70359
Bernreuther, E.; Hemme, N.; Kahlhoefer, F.; Kulkarni, S.; Ovchynnikov, M.
2026. Physical Review D, 113 (7), Art.-Nr.: 075002. doi:10.1103/bs36-hvyd
Zhang, S.; Sotoudeh, M.; Leiter, R.; Wang, W.; Pfeiffer, L.; Fleischmann, S.; Axmann, P.; Bresser, D.; Zarrabeitia, M.; Passerini, S.
2026. Energy Storage Materials, 88, 105091. doi:10.1016/j.ensm.2026.105091
Bera, S.; Gornyi, I. V.; Banerjee, S.; Gefen, Y.
2026. Physical Review B, 113 (14), Art.-Nr.: 144309. doi:10.1103/7hx8-2wrj
Nourizenouz, Z.; Frenzel, M.; Guy, B. M.; Beranoaguirre, A.; Gutzmer, J.
2026. Journal of Geochemical Exploration, 287, 108060. doi:10.1016/j.gexplo.2026.108060
Mäkelburg, J.; Perez-Palacin, D.; Mirandola, R.; Acosta, M.
2026. Computing, 108 (5), Art.Nr: 68. doi:10.1007/s00607-026-01657-6
Lanoy, F.; White, E. M. H.; Schäfer, B.; Gorr, B.; Galetz, M. C.
2026. International Journal of Refractory Metals and Hard Materials, 139, 107821. doi:10.1016/j.ijrmhm.2026.107821
Bieder, F.
2026, April 28. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192685
Meyer, H.
2026, April 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192684
Mönnich, M.; Jourdan, M.
2026, März 20. Vortragstagung der Fachgruppe Geschichte der Chemie (2019), Halle, Deutschland, 21.–22. März 2019
Gondolf, J.
2019, Dezember 9. Wissenschaftsphilosophisches Kolloquium, Institut für Philosophie, Universität Darmstadt (2019), Darmstadt, Deutschland, 9. Dezember 2019
Mönnich, M.
2026. Salze und Anorganika : Die Vorträge der Pharmaziehistorischen Biennale in Lüneburg vom 25. bis zum 27. April 2025. Hrsg.: C. Friedrich, 21–38
Kroschwald, S.; Schuster, T.; Al-Washash, Z.; Secci, A.; Kruse, N.; Ullrich, M.; Schiefer, G.
2026. Datenschutz und Datensicherheit - DuD, 50 (3), 145–151. doi:10.1007/s11623-026-2221-9
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Ali, S.; Amin, N. M.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Motzkin, J. Y. B.; Boscolo Meneguolo, C.; Böser, S.; Botner, O.; Böttcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Borja, D. A. C.; Connolly, A.; Conrad, J. M.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Díaz-Vélez, J. C.; DiKerby, S.; Ding, T.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Fürst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glüsenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Günther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Häussler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Hrywniak, M.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kimku, H.; Kiryluk, J.; Klein, C.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Köpke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Kravka, A.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N.; Lagunas Gualda, C.; Arnaud, L. L.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Leonard DeHolton, K.; Leszczyńska, A.; Liao, J.; Lin, C.; Liu, Q. R.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Macdonald, M.; Madsen, J.; Magnus, E.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Mariş, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R.; Mauro, J.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Mondal, S.; Montaruli, T.; Moore, R. W.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Obertacke, A.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; de los Heros, C. P.; Pernice, T.; Petersen, T. C.; Peterson, J.; Plum, M.; Pontén, A.; Poojyam, V.; Popovych, Y.; Rodriguez, M. P.; Pries, B.; Murphy, R. P.-.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seunarine, S.; Myhr, P. A. S.; Shah, R.; Shefali, S.; Shimizu, N.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Sègaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Stürwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; Van Eeden, T.; van Eijndhoven, N.; Van Rootselaar, L.; van Santen, J.; Vara, J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Carrasco, S. V.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E. H. S.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yanez, J. P.; Yao, Y.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Jurowitzki, A. Z.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.
2025. Institute of Physics Publishing Ltd (IOP Publishing Ltd). doi:10.48550/arXiv.2510.18119
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Ali, S.; Amin, N. M.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Motzkin, J. Y. B.; Boscolo Meneguolo, C.; Böser, S.; Botner, O.; Böttcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Borja, D. A. C.; Connolly, A.; Conrad, J. M.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Díaz-Vélez, J. C.; DiKerby, S.; Ding, T.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Fürst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glüsenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Günther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Häussler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Hrywniak, M.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kimku, H.; Kiryluk, J.; Klein, C.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Köpke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Kravka, A.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N.; Lagunas Gualda, C.; Arnaud, L. L.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Leonard DeHolton, K.; Leszczyńska, A.; Liao, J.; Lin, C.; Liu, Q. R.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Macdonald, M.; Madsen, J.; Magnus, E.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Mariş, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R.; Mauro, J.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Mondal, S.; Montaruli, T.; Moore, R. W.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Obertacke, A.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; de los Heros, C. P.; Pernice, T.; Petersen, T. C.; Peterson, J.; Plum, M.; Pontén, A.; Poojyam, V.; Popovych, Y.; Rodriguez, M. P.; Pries, B.; Murphy, R. P.-.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seunarine, S.; Myhr, P. A. S.; Shah, R.; Shefali, S.; Shimizu, N.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Sègaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Stürwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; Van Eeden, T.; van Eijndhoven, N.; Van Rootselaar, L.; van Santen, J.; Vara, J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Carrasco, S. V.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E. H. S.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yanez, J. P.; Yao, Y.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Jurowitzki, A. Z.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.
2026. The Astrophysical Journal, 1000 (1), Art.-Nr.: 124. doi:10.3847/1538-4357/ae43df
Project 8 Collaboration; Ashtari Esfahani, A.; Asner, D. M.; Böser, S.; Buzinsky, N.; Cervantes, R.; Claessens, C.; Viveiros, L. de; Doe, P. J.; Fernandes, J. L.; Fertl, M.; Formaggio, J. A.; Furse, D.; Gladstone, L.; Guigue, M.; Hartse, J.; Heeger, K. M.; Huyan, X.; Jones, A. M.; Kofron, J. A.; LaRoque, B. H.; Lindman, A.; Machado, E.; McBride, E. L.; Mohanmurthy, P.; Mohiuddin, R.; Monreal, B.; Morrison, E. C.; Nikkel, J. A.; Novitski, E.; Oblath, N. S.; Ottiger, M.; Pettus, W.; Reimann, R.; Robertson, R. G. H.; Rybka, G.; Rysewyk, D.; Saldaña, L.; Slocum, P. L.; Sternberg, M. G.; Sun, Y.-H.; Surukuchi, P. T.; Tedeschi, J. R.; Telles, A. B.; Thomas, F.; Thomas, M.; Thümmler, T.; Tvrznikova, L.; VanDevender, B. A.; Wachtendonk, M.; Walter, M.; Weintroub, J.; Weiss, T. E.; Wendler, T.; Woods, N. L.; Zayas, E.; Ziegler, A.
2025. arxiv. doi:10.48550/arXiv.2503.08807
Project 8 Collaboration; Ashtari Esfahani, A.; Asner, D. M.; Böser, S.; Buzinsky, N.; Cervantes, R.; Claessens, C.; Viveiros, L. de; Doe, P. J.; Fernandes, J. L.; Fertl, M.; Formaggio, J. A.; Furse, D.; Gladstone, L.; Guigue, M.; Hartse, J.; Heeger, K. M.; Huyan, X.; Jones, A. M.; Kofron, J. A.; LaRoque, B. H.; Lindman, A.; Machado, E.; McBride, E. L.; Mohanmurthy, P.; Mohiuddin, R.; Monreal, B.; Morrison, E. C.; Nikkel, J. A.; Novitski, E.; Oblath, N. S.; Ottiger, M.; Pettus, W.; Reimann, R.; Robertson, R. G. H.; Rybka, G.; Rysewyk, D.; Saldaña, L.; Slocum, P. L.; Sternberg, M. G.; Sun, Y.-H.; Surukuchi, P. T.; Tedeschi, J. R.; Telles, A. B.; Thomas, F.; Thomas, M.; Thümmler, T.; Tvrznikova, L.; VanDevender, B. A.; Wachtendonk, M.; Walter, M.; Weintroub, J.; Weiss, T. E.; Wendler, T.; Woods, N. L.; Zayas, E.; Ziegler, A.
2026. Journal of Instrumentation, 21 (02), Art.-Nr.: P02026. doi:10.1088/1748-0221/21/02/P02026
Chen, S.; Yu, Z.; Wang, J.; Jelic, J.; Li, W.; Studt, F.; Wang, Y.; Wöll, C.
2026. Angewandte Chemie. doi:10.1002/ange.202522372
Chen, S.; Yu, Z.; Wang, J.; Jelic, J.; Li, W.; Studt, F.; Wang, Y.; Wöll, C.
2026. Angewandte Chemie International Edition. doi:10.1002/anie.202522372
Kunz, A.-K.; Hammer, S.; Aigner, P.; Bignotti, L.; Borchardt, L.; Chen, J.; Della Coletta, J.; Emmenegger, L.; Eritt, M.; Gutiérrez, X.; Hashemi, J.; Hilland, R.; Holst, C.; Jordan, A.; Kljun, N.; Kneißl, R.; Lan, C.; Legendre, V.; Levin, I.; Loubet, B.; Mauder, M.; Molinier, B.; Preunkert, S.; Ramonet, M.; Stagakis, S.; Christen, A.
2026. Atmospheric Chemistry and Physics, 26 (7), 4967–5003. doi:10.5194/acp-26-4967-2026
Henschel, S.; Krüger, L.; Kößler, F.; Fleischer, J.
2025. Production Technologies and Systems for E-Mobility (EPTS 2025), Institute of Electrical and Electronics Engineers (IEEE)
Sparenberg, O.
2026. Global environment, 19 (1), 28–47
Boehnke, D.
2026, Januar 22. EPICUR Hubs Transformative Cities Joint Lecture Series (2026), Karlsruhe, Deutschland, 1. November 2025–12. Februar 2026
Baumann, M.; Haase, M.; Mesa Estrada, L.; Das, S.; Godoy, C.; Weil, M.
2026. University of Palermo / Seminar for PhDs (2026), Online, 23. April 2026
Schmidt, A.
2026. 6th Annual Responsible Quantum Technologies Workshop (ResQT 2026), Karlsruhe, Deutschland, 22.–24. April 2026
Ali, M.
2026, April 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192666
Schmidt, A.
2026. KIT-Impulse für das ARD-Redaktionstreffen (2026), Karlsruhe, Deutschland, 3. Februar 2026
Böhnke, D.
2025, November 3. Risiko I Resilienz I Reaktion – Die DKKV Lunchtalk-Reihe mit CEDIM (2026), Online, 22. September 2025–23. Februar 2026
Schütte, S.; Smeddinck, U.; Ossenberg, C.
2026. 5. Bundesgesellschaft für Endlagerung / Tage der Standortauswahl (BGE 2026), Leipzig, Deutschland, 24. April 2026
Bengel, L.; Peng, H.; Rijk, B. de; Koos, C.; Reichel, W.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192660
Shyrokaya, A.; Uttarwar, S.; Samantaray, A.; Pappenberger, F.; Baldassarre, G. Di; Pechlivanidis, I.; Stainoh, F.; Majone, B.; Messori, G.
2026. Earth’s Future, 14 (4), e2025EF007128. doi:10.1029/2025EF007128
Pinheiro-Oliveira, D.; Asperen, H. van; Garcia Caetano, M.; Robin, M.; Edtbauer, A.; Zannoni, N.; Byron, J.; Williams, J.; Oreste Demarchi, L.; Fernandez Piedade, M. T.; Schöngart, J.; Wittmann, F.; Duvoisin-Junior, S.; Batista, C.; Augusto Ferreira de Souza, R.; Gomes Alves, E.
2026. Biogeosciences, 23 (7), 2451–2476. doi:10.5194/bg-23-2451-2026
Li, G.
2026, April 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192658
Boehnke, D.
2025. Urban Transformation 2025 - Connecting urban sustainability labs. Vol. 1: Contributions and Keynotes. Ed.: B. Engel
Biekötter, T.; Gabriel, P.; Mühlleitner, M. M.; Santos, R.
2025. arxiv
Boehnke, D.
2025, Oktober 16. KIT Science Week / Urban KIT (2025), Karlsruhe, Deutschland, 15.–17. Oktober 2025
Biekötter, T.; Gabriel, P.; Mühlleitner, M. M.; Santos, R.
2026. Journal of High Energy Physics, 2026 (4), 38. doi:10.1007/JHEP04(2026)038
Haug, N.; Neppl, M. (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192652
Garcia, G. D. V.; Herrero-García, J.; Jones-Pérez, J.; Silva-Malpartida, J.
2026. Journal of High Energy Physics, 2026 (4), Art.-Nr.: 57. doi:10.1007/JHEP04(2026)057
Sbordone, F.; Geurds, L.; Carroll, J. A.; Xu, Y.; Finch, A. K.; Petko, F.; Świeży, A.; Ortyl, J.; Barner-Kowollik, C.
2026. Advanced Materials, Art.-Nr.: e23664. doi:10.1002/adma.202523664
Šamarija, R.; Andrić-Tomašević, N.; Mandic, O.; Zeh, A.; Mužek, K.; Pavelić, D.; Schwotzer, M.
2026. International Journal of Earth Sciences, 115 (2), 27. doi:10.1007/s00531-026-02567-w
Massaro, A.; Porporato, S.; Botros, M.; Piovano, A.; Darjazi, H.; Stenzel, D.; Meligrana, G.; Muñoz-García, A. B.; Breitung, B.; Pavone, M.; Gerbaldi, C.
2026. Journal of Materials Chemistry A. doi:10.1039/d6ta00673f
Grunwald, A.
2026. Workshop "Assessing Sustainability of Technologies through multiple approaches" (2026), Palermo, Italien, 27. April 2026
Thomas, W.; Moelders, T.; Laborgne, P.
2026. Innovationscampus Nachhaltigkeit (2026), Freiburg im Breisgau, Deutschland, 23. April 2026
Laborgne, P.; Diekmannshenke, S.
2026. Innovationscampus Nachhaltigkeit (2026), Freiburg im Breisgau, Deutschland, 23. April 2026
Wen, Y.
2026, April 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192643
Strelau, N.-R.; Deml, B.
2026. Transportation Research Part F: Traffic Psychology and Behaviour, 120, Article no: 103620. doi:10.1016/j.trf.2026.103620
González Gómez, J.; Nassar, H.; Bauer, L.; Xiao, X.; Abboud, O.; Henkel, J.
2026. ACM Transactions on Cyber-Physical Systems. doi:10.1145/3811913
Trinh, P. B.; Nguyen, M. N.; Futera, Z.; Minofar, B.; Personeni, M.; Petersen, P. B.; Schäfer, A. I.
2026. Nature Communications, 17 (1), 3741. doi:10.1038/s41467-026-71492-y
El-Saghier, A. M.; Hamed, A. M.; Abosella, L.; Bräse, S.; Aziz, H. A.
2026. Pharmaceuticals, 19 (5), 657. doi:10.3390/ph19050657
Barth, F.; Schefel, G.; Blum, P.; Menberg, K.
2026. Geothermal Energy, 14 (1), 11. doi:10.1186/s40517-026-00383-8
Schumann, F. R.; Philippe, C.; Weisenburger, P.; Crassous, J.; Podlech, J.
2026. JACS Au. doi:10.1021/jacsau.6c00315
Nick, M. A.; Liu, X.; Düser, T.; Deml, B.
2026, April 23. Human Factors and Ergonomics Society Europe Chapter (HFES-Europe 2026), Kopenhagen, Dänemark, 21.–24. April 2026
Gondolf, J.; Nordmann, A.
2020, Oktober 7. European Biotechnology and Society Online Seminar Series (2020), Online, 30. September–4. November 2020
Gondolf, J.
2018, Oktober 9. Kolloquium / Instituto de Biología Molecular y Celular de Plantas (IBMCP), Universitat Politècnica de València (UPV 2018), Valencia, Spanien, 23. Mai 2018
Mateos Fernández, R.; Petek, M.; Gerasymenko, I.; Juteršek, M.; Baebler, Š.; Kallam, K.; Moreno Giménez, E.; Gondolf, J.; Nordmann, A.; Gruden, K.; Orzaez, D.; Patron, N. J.
2021. Plant Biotechnology Journal, 20 (1), 25–36. doi:10.1111/pbi.13685
Gondolf, J.
2018, Oktober 5. 3. INSIST-Nachwuchstagung ’Von Menschen und Maschinen’ (2018), Karlsruhe, Deutschland, 5.–7. Oktober 2018
Nordmann, A.; Gondolf, J.
2021. Marzi; Ingensiep; Baranzke (Hrsg.): Biologische Transformation -Interdisziplinäre Grundlagen für die angewandte Forschung, 63–76, Karl Maria Laufen
Doehner, F.; Mitsch, J.; Kiroriwal, S.; Youssef, S.; Zeeb, G.; Henning, F.; Kärger, L.; Beyerer, J.
2026. Composites Part A: Applied Science and Manufacturing, 207, Article no: 109851. doi:10.1016/j.compositesa.2026.109851
Schulz, T.; Snobar, F.
2026, April 30. doi:10.35097/44a91t97pmnha1k9
Lorenz, M.; Stripf, M.; Schulz, A.; Bauer, H.-J.
2008. Proceedings of the 19th International Symposium on Transport Phenomena, 17.-20.08.2008, Reykjavik
Lorenz, M.; Schulz, A.; Bauer, H.-J.
2010. Heat Transfer Research, 41 (8), 867–887. doi:10.1615/HeatTransRes.v41.i8.60
Kanzleiter, P. M.; Mues, A.; Pflaumer, R.; Tack, J.
2026. (Heintz, Thomas & P. F. Attar, Hrsg.). doi:10.5445/IR/1000192620
Köhler, J.; Reimer, E.; Schürmann, J.
2026. (Heintz, Thomas & P. F. Attar, Hrsg.). doi:10.5445/IR/1000192619
Baum, D.; Behrens, F.; Fricke, A.; Gatzemeier, K.; Schröpfer, L.; Spieß, C.; Szaguhn, M.; Wendeberg, E.; Ziegler, S.
2026, April 24
Puchades, J.; Niclòs, R.; Pérez-Planells, L.; Coll, C.; Göettsche, F.-M.; Valiente, J. A.; Valor, E.
2026. GIScience & Remote Sensing, 63 (1), Art.Nr: 2661533. doi:10.1080/15481603.2026.2661533
Buchholz, T.; Dörner, J.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192616
Rovegno, E.; Vasilopoulou, C.; Pierotti, S.; Fitzgerald, T.; Wittbrodt, J.; Birney, E.; Vallone, D.; Loosli, F.; Bertolucci, C.; Foulkes, N. S.; Lucon-Xiccato, T.
2026. Frontiers in Behavioral Neuroscience, 20. doi:10.3389/fnbeh.2026.1681619
Braun, V. M.; Chetyrkin, K. G.; Manashov, A. N.
2026. Physical Review D, 113 (5), Art.-Nr.: 056026. doi:10.1103/47v7-ss7l
Seebach, E.; Kretzer, J. P.; Bormann, T.; Gibmeier, J.; Vaßen, R.; Kunisch, E.; Renkawitz, T.; Westhauser, F.
2026. Biomaterials Advances, Art.Nr: 214895. doi:10.1016/j.bioadv.2026.214895
Gruhs, P.
2026, April 29. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192611
Raiola, M.; Kriegseis, J.
2026. Physical Review Fluids, 11 (4), Art.-Nr.: 044905. doi:10.1103/bhlm-qwfh
Namdar Zangeneh, A.; Abbasi, M.; Ghorbannezhad, P.
2026. Biomass and Bioenergy, 213, 109383. doi:10.1016/j.biombioe.2026.109383
Behle, E.; Herold, J.; Schug, A.
2026. Biophysical Journal, 125 (7), 1701–1712. doi:10.1016/j.bpj.2026.03.005
Nadj, M.; Maedche, A.; Riedl, R.; Seitz, J.; Schultz, T.
2026. Electronic Markets, 36 (1), Art.-Nr.: 38. doi:10.1007/s12525-026-00895-y
Sagnier Eckert, L.; Hoppe-Ludwig, C.; Strohmann, T.; Ixmeier, A.; Heinz, D.
2026. Thirty-Fourth European Conference on Information Systems (ECIS 2026)
Li, N.; Zirwes, T.; Maas, U.
2026. Eurasian Chemico-Technological Journal, 26 (1), 25–43. doi:10.18321/ectj1681
Gorbunov, M. V.; Bulut, C.; Mikhailova, D.
2026. Electrochimica Acta, 565, 148788. doi:10.1016/j.electacta.2026.148788
Langenmayr, U.
2026, April 29. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192602
CMS HGCAL collaboration; Hummer, F.
2026. Journal of Instrumentation, 21 (04), Art.-Nr.: C04024. doi:10.1088/1748-0221/21/04/C04024
Keppler, G.; Elbez, G.; Hagenmeyer, V.
2026. arxiv. doi:10.48550/arXiv.2604.20389
Keppler, G.; Gstür, M.; Hagenmeyer, V.
2026. arxiv. doi:10.48550/arXiv.2604.06019
Blum, E.; Hild, T.; Koch, D.; Benfer, M.; Lanza, G.
2026. Procedia CIRP, Elsevier
Bös, K.; Mechling, H.
2026. Frontiers in Psychology, 17. doi:10.3389/fpsyg.2026.1717557
Nick, P.
2026. Protoplasma, 263 (3), 731–733. doi:10.1007/s00709-026-02198-7
Madsen, M.; Bühlmann, I.; Barth, M.
2026. 23nd IFAC World Congress, IFAC-PapersOnLine, Elsevier
Ranneberg, M.; Gäbler, H.-E.; Goldmann, S.; Nikonow, W.; Götze, J.; Li, H.; Fischlschweiger, M.; Graupner, T.
2026. Results in Engineering, 30, 110492. doi:10.1016/j.rineng.2026.110492
Zimmermann, J.; Schulz, T.; Kabi, M.; Fischlschweiger, M.
2026. Thermal Advances, 7, 100131. doi:10.1016/j.thradv.2026.100131
Liu, S.
2026, April 27. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192592
Frisch, D.; Hanebeck, U. D.
2025, November 25. 17th Symposium on Sensor Data Fusion: Trends, Solutions, Applications (SDF 2025), Bonn, Deutschland, 24.–26. November 2025
Frisch, D.; Hanebeck, U. D.
2025, September 3. IEEE International Conference on Multisensor Fusion and Integration for Intelligent Systems (MFI 2025), College Station, TX, USA, 2.–4. September 2025
Frisch, D.; Hanebeck, U. D.
2025, Juli 10. 28th International Conference on Information Fusion (FUSION 2025), Rio de Janeiro, Brasilien, 7.–11. Juli 2025
Frisch, D.; Hanebeck, U. D.
2024, Juli 9. 27th International Conference on Information Fusion (FUSION 2024), Venedig, Italien, 8.–11. Juli 2024
Hanebeck, U. D.; Frisch, D.; Prossel, D.
2024, Juli 10. American Control Conference (ACC 2024), Toronto, Kanada, 8.–9. Juli 2024
Zhang, Q.; Gao, M.; Kondratenko, V. A.; Otroshchenko, T.; Ding, X.; Doronkin, D. E.; Wang, D.; Li, D.; Zhao, D.; Kondratenko, E. V.
2026. ACS Catalysis. doi:10.1021/acscatal.5c08288
Karimi, E.; Schindler, F. A.; Schulze, V.
2025. Production at the Leading Edge of Technology – Proceedings of the 14th Congress of the German Academic Association for Production Technology (WGP), Chemnitz University of Technology, December 2024. Ed.: W.-G. Drossel, 30–38, Springer Nature Switzerland. doi:10.1007/978-3-031-86893-1_4
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Damanakis, K.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schwarz, D.; Schöfbeck, R.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Van Laer, T.; Van Mechelen, P.; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Van Onsem, G. P.; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Fernandez Perez Tomei, T. R.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Elgammal, S.; Ellithi Kamel, A.; Hussein, A.; Mohammed, H.; Abdullah Al-Mashad, M.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schwanenberger, C.; Schütze, P.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nikolopoulos, K.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Stamerra, A.; Sözbilir, Ü.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Passaseo, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Merlin, J. A.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Brochero Cifuentes, J. A.; Cepeda, M.; Cerrada, M.; Colino, N.; Cuchillo Ortega, J.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Bedoya, C. F.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Carretero, O. M.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Paz Herrera, R.; Perez Dengra, C.; Puerta Pelayo, J.; Pérez-Calero Yzquierdo, A.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Wickramarathna, D. D. C.; Kailasapathy, B.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Harte, T. G.; Härringer, N.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bilandzija, F.; Bärtschi, P.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Guvenli, A. A.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; Leutgeb, E.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Lemos, D. S.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Gujju Gurunadha, R.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Li, J.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Heindl, M.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pinna, D.; Pétré, L.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.
2026. arxiv. doi:10.5445/IR/1000192584
Al-Wahaibi, L. H.; Elshamsy, A. M.; Ali, T. F. S.; Youssif, B. G. M.; Bräse, S.; Abdel-Aziz, M.; El-Koussi, N. A.
2026. Frontiers in Chemistry, 14. doi:10.3389/fchem.2026.1814119
Gusbeth, C.; Müller, G.; Frey, W.
2026. Journal of Coatings Technology and Research. doi:10.1007/s11998-026-01304-x
Banuti, D. T.
2026. DFG Combustion Meeting (2026), Online, 10. April 2026
Saurí Suárez, H.; Pang, B.; Becker, F.; Metz, V.
2017. Atw, 62 (6), 384–390
Banuti, D. T.
2026. Kolloquium Verbrennungstechnik, KIT, Engler-Bunte-Institut (2026), Karlsruhe, Deutschland, 21. April 2026
Hammam, A.
2026, April 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192577
Aiello, G.; Gorr, B.; Jelonnek, J.; Laqua, H. P.; Legrand, F.; Meier, A.; Scherer, T.; Schreck, S.; Strauss, D.; Thumm, M.
2026, November 10. 16th International Symposium on Fusion Nuclear Technology (ISFNT 2025), Knoxville, TN, USA, 9.–14. November 2025
Geckeis, H.; Altmaier, M.; Fanghänel, S.; Metz, V.; Rothe, J. (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192576
Aiello, G.; Gorr, B.; Jelonnek, J.; Laqua, H. P.; Legrand, F.; Meier, A.; Scherer, T.; Schreck, S.; Strauss, D.; Thumm, M.
2026. Fusion Engineering and Design, 228, 115782. doi:10.1016/j.fusengdes.2026.115782
CMS Collaboration
2026. Nuclear Instruments and Methods in Physics Research Section A: Accelerators, Spectrometers, Detectors and Associated Equipment, 1088, 171359. doi:10.1016/j.nima.2026.171359
Saleem, M.; Farooq, M. S.; Adnan, K. M.; Ali, M. N.; Munawar, A.; Kim, B.-S.
2026. Egyptian Informatics Journal, 34, 100966. doi:10.1016/j.eij.2026.100966
Costa, A.; Rapp, B.
2026. doi:10.5445/IR/1000192571
Agarwal, P.; Melnikov, K.; Pedron, I.
2025. arxiv. doi:10.48550/arXiv.2510.03097
Jahnel, J.
2026. Helmholtz-Gymnasium (2026), Karlsruhe, Deutschland, 20. April 2026
Baumann, M. F.; Landeweerd, L.; Baalen, D. van
2026. International journal of sociology of agriculture and food, 32 (1), 229–250. doi:10.48416/ijsaf.v31i1.804
Ersoy, H.; Baumann, M. J.; Jasper, F. B.; Wulf, C.; Weil, M.; Ramos, T. B.; Passerini, S.
2026. ChemSusChem, 19 (8). doi:10.1002/cssc.202502714
Seskir, Z. C.; Vermaas, P. E.; Possati, L.
2025. Horizons in Ethics & Emerging Technologies (HEET 2026), Turin, Italien, 16. April 2026
Scheer, D.; Sonnberger, M.
2026. Energy Research & Social Science, 136, 104709. doi:10.1016/j.erss.2026.104709
Scheer, D.; Braun Vargas, D.; Sardo, S.
2026. STS NL Conference (2026), Enschede, Niederlande, 15.–17. April 2026
Scheer, D.; Müller, L.
2026. beforeruins (2026), Bochum, Deutschland, 25.–27. März 2026
Scheer, D.
2026. BEWEGT Konferenz: Vernetzen, Mitgestalten, Bewegen – Auftakt für die Energiewende-Gesellschaft (BEWEGT 2026), Berlin, Deutschland, 18.–19. März 2026
Gondolf, J.; Mehlmann, G.; Hartung, J.; Schweinshaut, B.; Bauer, A.
2026. Industry 4.0 Science, 42 (2), 62–69. doi:10.30844/I4SD.26.2.62
Khodjamirian, A.; Melnikov, K.; Vainshtein, A.
2025. arxiv. doi:10.5445/IR/1000192560
Dreising, T. M.; Kannengießer, M. P.; Seitz, M.; Stelzner, B.; Hagen, F. P.
2026. Energy & Fuels, 40 (16), 9094–9104. doi:10.1021/acs.energyfuels.6c00455
Paz, A. A. da
2026, April 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192557
Frisch, D.; Hanebeck, U. D.
2023, November 28. IEEE Symposium Sensor Data Fusion and International Conference on Multisensor Fusion and Integration (SDF-MFI 2023), Bonn, Deutschland, 27.–29. November 2023
Saussure, M. de; Hungerland, T.; Peters, R.; Meißner, L.
2026. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB). doi:10.5445/IR/1000192556
Frisch, D.; Hanebeck, U. D.
2024, Juli 5. 27th International Conference on Information Fusion (FUSION 2024), Venedig, Italien, 8.–11. Juli 2024
Frisch, D.; Hanebeck, U. D.
2023, Juli 28. 26th International Conference on Information Fusion (FUSION) 2023 (2023), Charleston, SC, USA, 27.–30. Juni 2023
Frisch, D.; Hanebeck, U. D.
2022, September 20. IEEE International Conference on Multisensor Fusion and Integration for Intelligent Systems (MFI 2022), Bedford, Vereinigtes Königreich, 20.–22. September 2022
Frisch, D.; Hanebeck, U. D.
2022, Juli 5. 25th International Conference on Information Fusion (FUSION 2022), Linköping, Schweden, 4.–7. Juli 2022
León-FonFay, D.; Lemburg, A.; Fink, A. H.; Pinto, J. G.; Feser, F.
2026. Weather and Climate Dynamics, 7 (2), 597–613. doi:10.5194/wcd-7-597-2026
Eckel, S.
2026, Mai 4. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192550
Batzler, D.; Trost, K.; Röllig, M.; Schäfer, M.; Sturm, M.; Bosch, M. van den; Schaufelberger, M.
2026, Mai. 18th International Workshop on Hydrogen Isotopes in Fusion Reactor Materials (2026), Frauenwörth, 25.–28. Mai 2026
Lung, R.
2026, April 22. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192548
Kuhn, N.; Weyrauch, A.; Öz, M.; Streit, A.; Götz, M.; Debus, C.
2025. 2025 IEEE International Conference on Data Mining Workshops (ICDMW), 223–228, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICDMW69685.2025.00032
Batzler, D.; Größle, R.; Priester, F.; Röllig, M.; Schäfer, M.; Schaufelberger, M.; Sturm, M.; Trost, K.; Bosch, M. van den
2026, Mai. 18th International Workshop on Hydrogen Isotopes in Fusion Reactor Materials (2026), Frauenwörth, 25.–28. Mai 2026
Schneising, O.; Bovensmann, H.; Buchwitz, M.; Buschmann, M.; Deutscher, N. M.; Griffith, D. W. T.; Hachmeister, J.; Hase, F.; Iraci, L. T.; Kivi, R.; Morino, I.; Ohyama, H.; Petri, C.; Reuter, M.; Robinson, J.; Roehl, C.; Sha, M. K.; Shiomi, K.; Strong, K.; Sussmann, R.; Té, Y.; Velazco, V. A.; Vrekoussis, M.; Wang, W.; Warneke, T.; Weidmann, D.; Wunch, D.; Zhou, M.; Bösch, H.
2026. Atmospheric Measurement Techniques, 19 (7), 2407–2435. doi:10.5194/amt-19-2407-2026
Nehrkorn, J.; Pfirrmann, S.; Lan, Y.; Anson, C. E.; Powell, A. K.; Waldmann, O.
2026. European Journal of Inorganic Chemistry, 29 (12), e202500586. doi:10.1002/ejic.202500586
Einstein Telescope Pathfinder (ET-PF) collaboration; Haevermaet, H. V.
2026. Journal of Physics: Conference Series, 3177 (1), Art.Nr: 012095. doi:10.1088/1742-6596/3177/1/012095
Preuss, A.; van de Kamp, T.; Gorb, S. N.
2026. Die Naturwissenschaften, 113 (3), 50. doi:10.1007/s00114-026-02095-2
Axenovich, M.; Kießle, L.; Sagdeev, A.; Zhukovskii, M.
2026. Discrete and Computational Geometry, 1. doi:10.1007/s00454-026-00833-x
Sun, X.; Hinz, A.; Maier, S.; Gillhuber, S.; Jin, D.; Saito, M.; Weigend, F.; Schlittenhardt, S.; Moreno-Pineda, E.; Wernsdorfer, W.; Ruben, M.; Roesky, P. W.
2026. Nature Chemistry, 18 (5), 872–881. doi:10.1038/s41557-026-02114-9
Huang, X.; Li, Z.; Liu, D.; Wang, B.; Li, H.; Zhang, J.; Lin, H.; Wang, J.; Zhou, L.
2026. Batteries and Supercaps, 9 (4), e202500949. doi:10.1002/batt.202500949
Jongen, H. J.; Lipson, M.; Teuling, A. J.; Grimmond, S.; Best, M.; Baik, J.-J.; Demuzere, M.; Fortuniak, K.; Huang, Y.; De Kauwe, M.; Meili, N.; Park, S.-B.; Wang, C.; Wang, Z.; Steeneveld, G. J.
2026. Geophysical Research Letters, 53 (8), e2026GL122048. doi:10.1029/2026GL122048
Horn, S.; Banisch, S.; Batzdorfer, V.; Reitenbach, A.; Sartori, F.; Schwabe, D.; Mäs, M.
2026. Journal of Artificial Societies and Social Simulation, 29 (2), 1. doi:10.18564/jasss.5947
Simmons, W.; Platzer, A.
2026. Theoretical Computer Science, 1074, 115925. doi:10.1016/j.tcs.2026.115925
Schelleis, C.; Hrymak, A.; Henning, F.
2026. Polymers, 18 (7), 806. doi:10.3390/polym18070806
Ndiaye, A.; Bliefernicht, J.; Lamptey, B.; Kunstmann, H.
2026. Climate Services, 42, Art.Nr: 100655. doi:10.1016/j.cliser.2026.100655
Wu, J.; Luo, S.; Zeng, Z.-C.; Wunch, D.; García, O. E.; Hase, F.; Kivi, R.; Ohyama, H.; Morino, I.; Sussmann, R.; Rettinger, M.; Té, Y.; Deutscher, N. M.; Griffith, D. W. T.; Shiomi, K.; Liu, C.; Notholt, J.; Iraci, L. T.; Pollard, D. F.; Warneke, T.; Roehl, C.; Pongetti, T. J.; Sander, S. P.; Yung, Y. L.
2026. Earth and Space Science, 13 (3), e2024EA003669. doi:10.1029/2024EA003669
Khattab, I. M.; Magold, T.; Lenk, F.; Sturm, G.; Flubacher, N.; Kaster, A.-K.; Nick, P.
2026. Plant and Soil, 1. doi:10.1007/s11104-026-08541-4
Wegmann, J.; Pesch, M.; Zwoch, J.; Schmid, A.; Kohlheyer, D.; Grünberger, A.
2026. Biotechnology and Bioengineering, 1. doi:10.1002/bit.70203
Kotlarski, W.; Borschensky, C.; Frisenna, F.; Kalinowski, J.; Kulesza, A.; Stöckinger, D.
2025. Proceedings of the Corfu Summer Institute 2024 "School and Workshops on Elementary Particle Physics and Gravity" — PoS(CORFU2024), 392, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.490.0392
Hartmann, L.; Neumann, A.; Holtmann, D.; Vater, B.; Hahn, T.; Zibek, S.; Ochsenreither, K.
2026. Biotechnology and Bioengineering, 1. doi:10.1002/bit.70201
Aireken, A.; Truong, V. X.; Micallef, A.; Walden, S. L.; Frisch, H.; Barner-Kowollik, C.
2026. Macromolecules, 59 (7), 4604–4611. doi:10.1021/acs.macromol.5c03462
Frisch, D.; Hanebeck, U. D.
2022, Juli 5. 25th International Conference on Information Fusion (FUSION 2022), Linköping, Schweden, 4.–7. Juli 2022
Batzler, D.; Größle, R.; Haag, P.; Paine, E.; Röllig, M.; Schäfer, M.-C.; Schaufelberger, M.; Trost, K.
2025. arxiv. doi:10.48550/arXiv.2512.24256
Trost, K.; Batzler, D.; Röllig, M.; Schaufelberger, M.; Schäfer, M.; Sturm, M.; Bosch, M. van den
2026, März. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Frisch, D.; Hanebeck, U. D.
2026. doi:10.5445/IR/1000192493
Frisch, D.; Hanebeck, U. D.
2021, November 3. 24th International Conference on Information Fusion (FUSION 2021), Rustenburg, Südafrika, 1.–4. November 2021
Frisch, D.; Hanebeck, U. D.
2021, September 30. IEEE International Conference on Multisensor Fusion and Integration for Intelligent Systems (MFI 2021), Karlsruhe, Deutschland, 23.–25. September 2021
Frisch, D.; Hanebeck, U. D.
2026. doi:10.5445/IR/1000192490
Frisch, D.; Hanebeck, U. D.
2020, September 15. International Conference on Multisensor Fusion and Information Integration for Intelligent Systems (MFI 2020), Online, 14.–16. September 2020
Sturm, M.; Bornschein, B.; Bornschein, L.; Frese, D.; Größle, R.; Hillesheimer, D.; Kovac, N.; Kohpeiss, J.; Le, T. L.; Lietzow, R.; Melzer, C.; Niemes, S.; Priester, F.; Rodenbeck, C.; Röllig, M.; Schäfer, P.; Schlösser, M.; Schnurr, U.; Sturm, M.; Trost, K.; Welte, S.; Wendel, J.; Wydra, J.; Zeller, G.
2026, April. Neutrino Mass Workshop - Determination of the absolute electron (anti)-neutrino mass (NuMass 2026), KIT, 13.–16. April 2026
Abalos, M.; Birner, T.; Chrysanthou, A.; Davis, S.; de la Cámara, A.; Dhomse, S.; Garny, H.; Hegglin, M. I.; Hubert, D.; Ivaniha, O.; Keeble, J.; Linz, M.; Minganti, D.; Neu, J.; Plummer, D.; Saunders, L.; Shah, K.; Stiller, G.; Tourpali, K.; Waugh, D.; Abraham, N. L.; Akiyoshi, H.; Chipperfield, M. P.; Jöckel, P.; Josse, B.; Marchand, M.; Martineau, P.; Morgenstern, O.; Sukhodolov, T.; Watanabe, S.; Yamashita, Y.
2026. Atmospheric Chemistry and Physics, 26 (8), 5249–5291. doi:10.5194/acp-26-5249-2026
Klimenkov, M.; Lied, P.; Jäntsch, U.; Rieth, M.; Schneider, H. C.; Antusch, S.; Terentyev, D.; Nogami, S.
2026. Journal of Nuclear Materials, 629, 156643. doi:10.1016/j.jnucmat.2026.156643
NEDEVA, V.; GEORGIEVA, N.; HÄFNER, P.; TODOROV, A.; HRISTOV, V.
2026. Proceedings of the International Conference on Virtual Learning - VIRTUAL LEARNING - VIRTUAL REALITY (21th edition), 411–420, The National Institute for Research & Development in Informatics - ICI Bucharest (ICI Publishing House). doi:10.58503/icvl-v21y202635
NEDEVA, V.; HÄFNER, P.; GEORGIEVA, N.; TODOROV, A.; HRISTOV, V.
2026. Proceedings of the International Conference on Virtual Learning - VIRTUAL LEARNING - VIRTUAL REALITY (21th edition), 421–432, The National Institute for Research & Development in Informatics - ICI Bucharest (ICI Publishing House). doi:10.58503/icvl-v21y202636
Thissen, P.
2026. I. Gannot & K. Roodenko (Hrsg.), Optical Fibers and Sensors for Medical Diagnostics, Treatment, and Environmental Applications XXVI, 30, SPIE. doi:10.1117/12.3090044
Jerome, N. T.; Aouadi, N.; Köhler, C.; Chilingaryan, S.; Kopmann, A.
2025. 2025 IEEE International Conference on Data Mining Workshops (ICDMW), 275–284, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICDMW69685.2025.00038
Vielsack, A.; Landman, M.
2026. Proceedings of the 28th Australasian Computing Education Conference, 194–198, Association for Computing Machinery (ACM). doi:10.1145/3786228.3786257
Weiß, M.; Hönl, A.; Sartison, D.; Nahm, W.
2026. C. Boudoux & J. W. Tunnell (Hrsg.), Advanced Biomedical and Clinical Diagnostic and Surgical Guidance Systems XXIV, 27, SPIE. doi:10.1117/12.3079585
Sapui, B.; Sadeghipourrudsari, M.; Tahoori, M. B.
2025. 2025 IEEE International Test Conference in Asia (ITC-Asia), 60–65, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ITC-Asia67627.2025.00019
Baville, P.; Pathak, S.
2025. 86th EAGE Annual Conference and Exhibition, 1, European Association of Geoscientists and Engineers, EAGE. doi:10.3997/2214-4609.2025101198
Vielsack, A.; Landman, M.; Kohn, T.
2026. Proceedings of the 28th Australasian Computing Education Conference, 170–178, Association for Computing Machinery (ACM). doi:10.1145/3786228.3786253
Zehe, E.; Pfister, L.; Elhanati, D.; Berkowitz, B.
2026. Hydrology and Earth System Sciences, 30 (7), 2093–2106. doi:10.5194/hess-30-2093-2026
Frisch, D.; Hanebeck, U. D.; Li, K.
2026. doi:10.5445/IR/1000192473
Frisch, D.; Hanebeck, U. D.
2020, Mai 26. 1st Virtual IFAC World Congress (IFAC-V 2020), Online, 13.–15. Juli 2020
Harnisch, L.; Desiree, M.; van der Schaaf, U.; Ellwanger, F.
2026, Februar 27. Jahrestreffen der DECHEMA/VDI-Fachgruppe: Lebensmittelverfahrenstechnik (2026), Karlsruhe, 25.–27. Februar 2026
Schochat, P.; Saeed M., G.; van der Schaaf, U.; Gaukel, V.; Marangoni, A. G.; Leister, N.
2026, Februar 27. Jahrestreffen der DECHEMA/VDI-Fachgruppe: Lebensmittelverfahrenstechnik (2026), Karlsruhe, 25.–27. Februar 2026
Pernice, L.; Röhrich, D.; Gaukel, V.; Leister, N.
2024, Oktober 9. 6th Food Structure and Functionality Symposium: Meeting the sustainability challenge (2024), Brügge, Belgien, 6.–9. Oktober 2024
Pernice, L.; Dennig, L.; van der Schaaf, U.; Leister, N.
2026, Februar 27. Jahrestreffen der DECHEMA/VDI-Fachgruppe: Lebensmittelverfahrenstechnik (2026), Karlsruhe, 25.–27. Februar 2026
Marburger, J.; Vladisavljevic, G. T.; van der Schaaf, U.; Leister, N.
2026, März 26. 20th Food Colloids Conference (2026), Granada, Spanien, 22.–26. März 2026
Marburger, J.; Vladisavljevic, G. T.; van der Schaaf, U.; Leister, N.
2026, Februar 27. Jahrestreffen der DECHEMA/VDI-Fachgruppe: Lebensmittelverfahrenstechnik (2026), Karlsruhe, 25.–27. Februar 2026
Frisch, D.; Hanebeck, U. D.
2020, Juli 7. 23rd International Conference on Information Fusion (FUSION 2020), Online, 6.–9. Juli 2020
Frisch, D.; Hanebeck, U. D.
2026. doi:10.5445/IR/1000192462
Ystroem, L. H.; Trumpp, M.; Eichinger, F.; Amtmann, J.; Winter, D.; Koschikowski, J.; Nitschke, F.
2026. EGC 2025 - Papers presented to the European Geothermal Congress 2025, Zurich, Switzerland; 7-9 October 2025
Ghalami, F.
2026, April 22. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192460
Pierre Auger Collaboration
2020. Science Reviews - from the end of the world, 8–33
Mélin, R.; Rashid, A. S.; Danneau, R.; Kayyalha, M.
2026. Physical Review B, 113 (15), 155432. doi:10.1103/pmmz-w848
Butt, H. S.; Reckel, J. M.; Zimmer, M.; Huang, Q.; Phipps, K.; El Ashhab, H.; Wachter, J. L.; Spatafora, L.; Waczowicz, S.; Benigni, A.; Carta, D.; Hagenmeyer, V.; Schäfer, B.
2026, Februar 27. doi:10.21227/hew5-tf49
Heuel, J.; Delsuc, A.; Weiel, M.; Coquelin, D.; Götz, M.; Rietbrock, A.
2026. RAS Techniques and Instruments, 5. doi:10.1093/rasti/rzag027
Seeger, J.; Henke, N. A.
2026. International Journal of Molecular Sciences, 27 (8), Art.Nr: 3638. doi:10.3390/ijms27083638
SuperCDMS Collaboration; Albakry, M. F.; Alkhatib, I.; Alonso-González, D.; Amaral, D. W. P.; Anczarski, J.; Aralis, T.; Aramaki, T.; Ataee Langroudy, I.; Bathurst, C.; Bhattacharyya, R.; Biffl, A. J.; Brink, P. L.; Buchanan, M.; Bunker, R.; Cabrera, B.; Calkins, R.; Cameron, R. A.; Cartaro, C.; Cerdeño, D. G.; Chang, Y.-Y.; Chaudhuri, M.; Chen, J.-H.; Chen, R.; Chott, N.; Cooley, J.; Coombes, H.; Cushman, P.; Cyna, R.; Das, S.; Dharani, S.; di Vacri, M. L.; Diamond, M. D.; Elwan, M.; Fallows, S.; Fascione, E.; Figueroa-Feliciano, E.; Franzen, S. L.; Gevorgian, A.; Ghaith, M.; Godden, G.; Golatkar, J.; Golwala, S. R.; Gualtieri, R.; Hall, J.; Harms, S. A. S.; Hays, C.; Hines, B. A.; Hong, Z.; Hsu, L.; Huber, M. E.; Iyer, V.; Kashyap, V. K. S.; Keller, S. T. D.; Kelsey, M. H.; Kennard, K. T.; Kromer, Z.; Kubik, A.; Kurinsky, N. A.; Lee, M.; Leyva, J.; Lichtenberg, B.; Liu, J.; Liu, Y.; Lopez Asamar, E.; Lukens, P.; López Noé, R.; MacFarlane, D. B.; Mahapatra, R.; Mammo, J. S.; Mast, N.; Mayer, A. J.; McNamara, P. C.; Meyer zu Theenhausen, H.; Michaud, É.; Michielin, E.; Mickelson, K.; Mirabolfathi, N.; Mirzakhani, M.; Mohanty, B.; Mondal, D.; Monteiro, D.; Nelson, J.; Neog, H.; Novati, V.; Orrell, J. L.; Osborne, M. D.; Oser, S. M.; Pandey, L.; Pandey, S.; Partridge, R.; Patel, P. K.; Pedreros, D. S.; Peng, W.; Perry, W. L.; Podviianiuk, R.; Potts, M.; Poudel, S. S.; Pradeep, A.; Pyle, M.; Rau, W.; Reid, E.; Ren, R.; Reynolds, T.; Rios, M.; Roberts, A.; Robinson, A. E.; Rosado Del Rio, L.; Ryan, J. L.; Saab, T.; Sadek, D.; Sadoulet, B.; Sahoo, S. P.; Saikia, I.; Salehi, S.; Sander, J.; Sandoval, B.; Sattari, A.; Schmidt, B.; Schnee, R. W.; Serfass, B.; Sharbaugh, A. E.; Shenoy, R. S.; Simchony, A.; Sinervo, P.; Smith, Z. J.; Soni, R.; Stifter, K.; Street, J.; Stukel, M.; Sun, H.; Tanner, E.; Tenpas, N.; Toback, D.; Villano, A. N.; Viol, J.; von Krosigk, B.; Wang, Y.; Wen, O.; Williams, Z.; Wilson, M. J.; Winchell, J.; Yellin, S.; Young, B. A.; Zatschler, B.; Zatschler, S.; Zaytsev, A.; Zhang, E.; Zheng, L.; Zuniga, A.; Zurowski, M. J.
2025. Physical Review D, 112 (9), Art.-Nr.: 092014. doi:10.1103/jj7w-gkgg
Exler, D.; Raimann, M.; Münker, M.; Rosin, M.; Urrutia Gómez, J. E.; Niemeyer, C. M.; Reischl, M.; Rettenberger, L.
2026. Advanced Intelligent Discovery. doi:10.1002/aidi.202500197
Ivanova, A.
2026, April 19. Karlsruher Institut für Technologie (KIT)
Rode, A.; Schmalen, L.; Häger, C.
2025. 2025 Asia Communications and Photonics Conference (ACP), 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ACP66871.2025.11349859
Chen, Y.; Moured, O.; Liu, R.; Zheng, J.; Peng, K.; Zhang, J.; Stiefelhagen, R.
2026. Proceedings of the AAAI Conference on Artificial Intelligence, 3147–3155, Association for the Advancement of Artificial Intelligence (AAAI). doi:10.1609/aaai.v40i4.37308
Schuhmacher, D.; Maroni, F.; Diemant, T.; Hempel, W.; Regnet, F.; Lüdeking, I.; Marinaro, M.
2026. ACS Applied Materials & Interfaces, 18 (17), 24471–24482. doi:10.1021/acsami.6c00343
Hoffsornmer, A.; Schneider, H.; Pavlitska, S.; Zollner, J. M.
2025. 2025 IEEE/CVF International Conference on Computer Vision Workshops (ICCVW), 51–60, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCVW69036.2025.00011
Barlang, M.; Lehmann, T.; Furmans, K.
2026, April 29. doi:10.35097/mwsv59v8sk9sqaan
Maier, A. M.
2026, März 16. Karlsruher Institut für Technologie (KIT)
Soyck, M.
2026, April 17. Karlsruher Institut für Technologie (KIT)
Long, M.-M.; Melnikov, K.; Pikelner, A.
2025. arxiv. doi:10.48550/arXiv.2510.04778
Holstein, J.; Hemmer, P.; Satzger, G.; Sun, W.
2026. Conference on Fairness, Accountability, and Transparency, Montreal, 25th - 28th June 2026, Association for Computing Machinery (ACM)
Richter, J.; Jakobs, T.; Scheiff, F.; Kolb, T.
2026. International Journal of Multiphase Flow, 200, Art.Nr: 105736. doi:10.1016/j.ijmultiphaseflow.2026.105736
Lemos da Silva, L.
2026, April 21. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192436
Henkel, P.; Zhang, R.; Sahu, R.; Kübel, C.; Seenath, J.; Schmitt, M.; Rauska, U.-C.; Röder, C.; Jeschull, F.; Janek, J.; Kondrakov, A.; Brezesinski, T.
2026, April 29. doi:10.35097/fyr71jgvqcw9jcgf
Schmitz, P.; Ali, M. S.; Mehmedagić, D.; Nassar, H.; Henkel, J.; Stoffel, D.; Kunz, W.
2026. 27th IEEE Latin American Test Symposium (LATS 2026), 6 S., Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/LATS70329.2026.11480311
Esmaeilikhansari, G.; Gassner, L.; Bohlen, T.
2025. NSG 2025: 31st Meeting of Environmental and Engineering Geophysics, 1–5, European Association of Geoscientists and Engineers (EAGE). doi:10.3997/2214-4609.202520174
Frisch, D.; Hanebeck, U. D.
2026. doi:10.5445/IR/1000192432
Zeng, Y.; Zhong, Z.; Bause, K.; Albers, A.
2025. 2025 IEEE International Symposium on Systems Engineering (ISSE), 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISSE65546.2025.11369981
Yazgan, M.; Wu, Q.; Hamdard, I.; Li, S.; Zoellner, J. M.
2025. 2025 IEEE/CVF International Conference on Computer Vision Workshops (ICCVW), 1803–1812, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCVW69036.2025.00190
Lerch, D. J.; Rothenburger, B.; Zhong, Z.; Martin, M.; Diederichs, F.; Stiefelhagen, R.
2025. 2025 IEEE/CVF International Conference on Computer Vision Workshops (ICCVW), 2700–2710, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCVW69036.2025.00281
Keller, C.; Kuenen, J. J. P.; Vogel, H.; Constantin, L.; Brunner, D.
2026. Air Pollution Modeling and Its Application XXX. Ed.: C. Mensink, 47–55, Springer Nature Switzerland. doi:10.1007/978-3-032-02971-3_7
Frisch, D.; Hanebeck, U. D.
2020, Mai 19. IEEE International Conference on Robotics and Automation (ICRA 2020), Online, 31. Mai–31. August 2020
Schiefer, C.; Stumpf, M. F.; Sax, E.
2025. 2025 IEEE International Conference on Vehicular Electronics and Safety (ICVES), 335–340, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICVES65691.2025.11375869
Sattler, J.; Bachowsky, B.; Schmitz-Rode, B.; Hiller, M.; Liske, A.
2025. 2025 IEEE 10th Southern Power Electronics Conference (SPEC), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SPEC64875.2025.11377784
Möck, M.; Baschang, B.; Ulusoy, A. Ç.
2025. 2025 Asia-Pacific Microwave Conference (APMC), 1–3, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/APMC65046.2025.11379280
Yang, X.; Gao, S.; Wang, C.; Zhang, J.; Tang, M.; Xue, J.; Liu, S.; Zhang, P.; Mu, Y.; Yue, X.
2026. Proceedings of the AAAI Conference on Artificial Intelligence, 19441–19449, Association for the Advancement of Artificial Intelligence (AAAI). doi:10.1609/aaai.v40i23.39022
Safi, H.; Bansal, M.; Vadali, M.; Bruno, B.; Kothiyal, A.
2026. Proceedings of the AAAI Conference on Artificial Intelligence, 40863–40871, Association for the Advancement of Artificial Intelligence (AAAI). doi:10.1609/aaai.v40i48.42119
Fan, W.; Li, Q.; Wen, J.; Peng, X.
2026. Proceedings of the AAAI Conference on Artificial Intelligence, 3795–3803, Association for the Advancement of Artificial Intelligence (AAAI). doi:10.1609/aaai.v40i5.37380
Borsi, M.
2025. 2025 40th IEEE/ACM International Conference on Automated Software Engineering (ASE), 2644–2656, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ASE63991.2025.00217
Plogmeyer, M.; Tienkaew, A.; Schott, A.; Schulze, V.; Bräuer, G.
2025. 2025 IEEE SENSORS, 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SENSORS59705.2025.11331243
Strähle, P.; Wolff-Vorbeck, S.; Leyendecker, T.; Proppe, C.
2025. 6th International Conference on Uncertainty Quantification in Computational Sciences and Engineering, 184–197, Eccomas Proceedia. doi:10.7712/120225.12349.21214
Neis, N.; Ziehn, J.; Roschani, M.; Beyerer, J.
2025. 2025 IEEE International Conference on Vehicular Electronics and Safety (ICVES), 147–154, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICVES65691.2025.11376528
Hasan, R.; Cvetkovski, D.; Dürrwald, F. A.; Dilek, S.; Maaß, U.; Bhutani, A.; Eissa, M. H.; Sutbas, B.; Kissinger, D.; Carta, C.
2025. 2025 Asia-Pacific Microwave Conference (APMC), 1–3, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/APMC65046.2025.11378886
Grote, E.-M.; Koldewey, C.; Voelk, T. A.; Schwarz, S. E.; Dumitrescu, R.; Albers, A.
2025. 2025 IEEE International Symposium on Systems Engineering (ISSE), 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISSE65546.2025.11370103
Lin, S.; Ehrmann, C.; Zhao, L.; Le, Q. T.; Zhou, L.; Ma, H.; Zhang, W.
2025. 2025 5th International Conference on Electrical Engineering and Control Science (IC2ECS), 819–823, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IC2ECS68700.2025.11361987
Stoß, J.; Hiller, M.; Liske, A.
2025. 2025 IEEE 10th Southern Power Electronics Conference (SPEC), 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SPEC64875.2025.11379824
Leiacker, D.; Riehl, D.; Oster, T.; Witulla, D.; Suppelt, M.; Herbst, F.; Peters, J.; Matthiesen, S.; Kupnik, M.; Hofmann, K.
2025. 2025 IEEE SENSORS, 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SENSORS59705.2025.11330587
Özkan, C.; Jegarian, M.; Bause, K.; Zimmermann, M.; Düser, T.
2025. 2025 IEEE International Conference on Technology Management, Operations and Decisions (ICTMOD), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICTMOD66732.2025.11371829
Grote, E.-M.; Schwarz, S. E.; Albers, A.; Koldewey, C.; Wilke, D.; Dumitrescu, R.
2025. 2025 IEEE International Symposium on Systems Engineering (ISSE), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISSE65546.2025.11369989
Klaykabil, W.; Yan, T.; Bouquet, H.; Gil, W.; Khosonthongkee, K.; Srisertpol, J.
2025. 2025 IEEE 17th International Conference on Electronic Measurement & Instruments (ICEMI), 211–215, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICEMI66537.2025.11306435
Take, M.; Alpers, S.; Becker, C.; Majiade, M. I. M.; Oberweis, A.
2025. 4th International Workshop on Process Management in the AI Era, PMAI 2025 2025 -co-located with the 28th European Conference on Artificial Intelligence, ECAI 2025, 1, CEUR-WS
Spielbauer, N.; Sapich, L.; Schik, M.; Puck, L.; Heppner, G.; Strathmann, M.; Bauer, C.; Roth, M.; Mink, R.; Linn, A.; Roennau, A.; Dillmann, R.
2025. 2025 IEEE International Conference on Robotics and Biomimetics (ROBIO), 317–323, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ROBIO66223.2025.11375871
Schwarz, S. E.; Vlajic, K.; Kuebler, M.; Grote, E.-M.; Düser, T.; Albers, A.
2025. 2025 IEEE International Symposium on Systems Engineering (ISSE), 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISSE65546.2025.11370077
Atrash, A.; Ertekin, S.; Uğur, Ö.; Moured, O.; Chen, Y.; Zhang, J.
2025. 2025 IEEE/CVF International Conference on Computer Vision Workshops (ICCVW), 2222–2231, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCVW69036.2025.00232
Wu, Y.; Slieter, D.; Subramanian, V.; Abouelazm, A.; Bohn, R.; Zöllner, J. M.
2025. 2025 IEEE International Conference on Vehicular Electronics and Safety (ICVES), 248–255, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICVES65691.2025.11376535
Frisch, D.; Hanebeck, U. D.
2019, Juli. 22nd International Conference on Information Fusion (FUSION 2019), Ottawa, Kanada, 2.–5. Juli 2019. doi:10.23919/FUSION43075.2019.9011167
Lappi, O.; Løvbak, E.; Steel, T.; Samaey, G.
2026. Contributions to Plasma Physics. doi:10.1002/ctpp.70120
Groenke, B. R.; Wessel, J.; Miersch, P.; Klein, N.; Zscheischler, J.
2026. Journal of Geophysical Research: Machine Learning and Computation, 3 (2), e2025JH000902. doi:10.1029/2025JH000902
Gläser, E.; Kleinke, F.; Armanowski, M.; Buchholz, M.; Fellgiebel, A.; Gerdes, M.; Hoffmann, W.; Holle, B.; Kilimann, I.; Köhler, K.; Köhler, S.; Maier, F.; Matthäus, I.; Pfeuffer, N.; Rädke, A.; Sarwinska, D.; Schott, B. H.; Schwärzler, F.; Swart, E.; Teipel, S.; van den Berg, N.; Wendisch, T.; Wiltfang, J.; Wuttke, A.; Michalowsky, B.
2026. Trials, 27 (1), 284. doi:10.1186/s13063-026-09639-x
Oussou, F. E.; Kiese, R.; Sy, S.; Bliefernicht, J.; Spangenberg, I.; Guug, S.; Schäfler-Schmid, A.; Steinbrecher, R.; Neidl, F.; Ayamba, M.; Hingerl, L.; Quansah, E.; Frempong, A.; Davies, P.; Sawadogo, W.; Olusegun, C. F.; Mwanake, R. M.; Yalo, N.; Asiwaju-Bello, Y. A.; Boukari, M.; Amekudzi, L. K.; Ogunjobi, K.; Kunstmann, H.
2026. Scientific Reports, 16 (1), Art.Nr: 11398. doi:10.1038/s41598-026-36221-x
Wiedmann, F.; Prodanova, A.; Kraft, M.; Weitkamp, F. M.; Paasche, A.; Goetz, C.; Schmidt, C.
2026. Frontiers in Pharmacology, 17. doi:10.3389/fphar.2026.1780526
Long, Z.; Bürger, D.; Grünewald, L.; Rao, V. K.; Vamsi, K. V.; Eggeler, Y. M.
2026. METALLURGICAL AND MATERIALS TRANSACTIONS A-PHYSICAL METALLURGY AND MATERIALS SCIENCE, 57 (5), 1813–1823. doi:10.1007/s11661-026-08173-4
Wu, C.; Schießl, R.; Maas, U.
2026. Combustion Science and Technology, 1–13. doi:10.1080/00102202.2026.2654683
Pfennings, M.; Hoang, G. T.; Ganti, R. T.; Dutzi, J.; Arnold, U.; Sauer, J.
2026. Chemie Ingenieur Technik, 98 (5), 262–270. doi:10.1002/cite.70106
Wu, C.; Schießl, R.; Maas, U.
2026. Combustion Science and Technology, 1–16. doi:10.1080/00102202.2026.2654694
Paehler, L.; Grauberger, P.; Matthiesen, S.
2026. Research in Engineering Design, 37 (2), 20. doi:10.1007/s00163-026-00482-4
Aprile, E.; Aalbers, J.; Abe, K.; Adrover, M.; Ahmed Maouloud, S.; Althueser, L.; Andrieu, B.; Angelino, E.; Ant\’on Martin, D.; Armbruster, S. R.; Arneodo, F.; Baudis, L.; Bazyk, M.; Bellagamba, L.; Biondi, R.; Bismark, A.; Boese, K.; Braun, R. M.; Brown, A.; Bruno, G.; Budnik, R.; Cai, C.; Capelli, C.; Cardoso, J. M. R.; Cimental Ch\’avez, A. P.; Colijn, A. P.; Conrad, J.; Cuenca-Garc\’{\i}a, J. J.; D’Andrea, V.; Daniel Garcia, L. C.; Decowski, M. P.; Deisting, A.; Di Donato, C.; Di Gangi, P.; Diglio, S.; Eitel, K.; Morabit, S. el; Elleboro, R.; Elykov, A.; Ferella, A. D.; Ferrari, C.; Fischer, H.; Flehmke, T.; Flierman, M.; Fuchs, D.; Fulgione, W.; Fuselli, C.; Gaior, R.; Gao, F.; Giacomobono, R.; Girard, F.; Glade-Beucke, R.; Grandi, L.; Grigat, J.; Guan, H.; Guida, M.; Gyorgy, P.; Hammann, R.; Higuera, A.; Hils, C.; Hoetzsch, L.; Hood, N. F.; Iacovacci, M.; Itow, Y.; Jakob, J.; Joerg, F.; Kaminaga, Y.; Kara, M.; Kazama, S.; Kharbanda, P.; Kobayashi, M.; Koke, D.; Kooshkjalali, K.; Kopec, A.; Landsman, H.; Lang, R. F.; Levinson, L.; Li, I.; Li, S.; Liang, S.; Liang, Z.; Lin, Y.-T.; Lindemann, S.; Lindner, M.; Liu, K.; Liu, M.; Loizeau, J.; Lombardi, F.; Lopes, J. A. M.; Lucchetti, G. M.; Luce, T.; Ma, Y.; Macolino, C.; Mahlstedt, J.; Marignetti, F.; Marrod\’an Undagoitia, T.; Martens, K.; Masbou, J.; Mastroianni, S.; Mazza, V.; Melchiorre, A.; Merz, J.; Messina, M.; Miuchi, K.; Molinario, A.; Moriyama, S.; Mor\aa{}, K.; Murra, M.; Müller, J.; Ni, K.; Oba Ishikawa, C. T.; Oberlack, U.; Ouahada, S.; Paetsch, B.; Pan, Y.; Pellegrini, Q.; Peres, R.; Pienaar, J.; Pierre, M.; Plante, G.; Pollmann, T. R.; Prajapati, A.; Principe, L.; Qin, J.; Ram\’{\i}rez Garc\’{\i}a, D.; Rajado, M.; Ravindran, A.; Razeto, A.; Singh, R.; Sanchez, L.; Santos, J. M. F. dos; Sarnoff, I.; Sartorelli, G.; Schreiner, J.; Schulte, P.; Schulze Ei\ss{}ing, H.; Schumann, M.; Scotto Lavina, L.; Selvi, M.; Semeria, F.; Shagin, P.; Shi, S.; Simgen, H.; Stevens, A.; Szyszka, C.; Takeda, A.; Takeuchi, Y.; Tan, P.-L.; Thers, D.; Trinchero, G.; Tunnell, C. D.; Tönnies, F.; Valerius, K.; Vecchi, S.; Vetter, S.; Volta, G.; Weinheimer, C.; Weiss, M.; Wenz, D.; Wittweg, C.; Wu, V. H. S.; Xing, Y.; Xu, D.; Xu, Z.; Yamashita, M.; Yang, J.; Yang, L.; Ye, J.; Yoshida, M.; Yuan, L.; Zavattini, G.; Zhao, Y.; Zhong, M.; Zhu, T.
2026. Physical Review C, 113, Article no: 044303. doi:10.1103/b3r7-6ff4
Lee, J. S.; Riedel, J. L.; Schweizer, P.; Kauffmann, A.; Heilmaier, M.; Dehm, G.; Best, J. P.; Kanjilal, A.; Stein, F.
2026. Journal of Alloys and Compounds, 1065, Article no: 188036. doi:10.1016/j.jallcom.2026.188036
Lüth, S.; Deon, F.; Giese, R.; Jaksch, K.; Neuwirth, N.; Rudolph, B.; Sass, I.; Tolba, A. T.
2026, März 12. 2nd GeoLaB Scientific Workshop (2026), Karlsruhe, Deutschland, 12.–13. März 2026
Karlsruher Institut für Technologie. KIT (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT)
Tolba, A. T.; Bauer, F.; Grimmer, J. C.; Dashti, A.; Kohl, T.
2026. Journal of applied geophysics, 250, Article no: 106266. doi:10.1016/j.jappgeo.2026.106266
Delrieux, T.; Ludwig, M. E.; Czechowsky, J.; Dolcet, P.; Maurer, F.; Casapu, M.; Grunwaldt, J.-D.
2026, April 27. doi:10.35097/4s1gk7kv733v3q38
Peters, J.; Matthiesen, S.
2026, April 22. doi:10.35097/983cwbqtmcmzqahw
Viehl, A.; Deckers, J.; Kern, F.; Sossdorf, A.; Zeilfelder, B.; Taş, Ö. Ş.; Dillmann, R.
2024. IEEE Smart Cities Futures Summit (SCFC 2024), 5–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SCFC62024.2024.10698368
Oliveira, L. E. D. de; Janzen, J. G.; Folke, F.; Wittmann, F.; Huber, N. P.; Franca, M. J.; Gualtieri, C.
2026. Water Resources Research, 62 (4), e2024WR038968. doi:10.1029/2024WR038968
Urbano, F. P.; Bischofberger, A.; Ott, S.; Albers, A.
2026. Lubricants, 14 (4), 170. doi:10.3390/lubricants14040170
Straßburger, N.; Zhu, P.; Pfleging, W.
2026. Journal of Laser Applications, 38 (2), Article no: 022020. doi:10.2351/7.0002070
Li, B.; Wang, D.; Coenen, C.; Kazakova, A.; Wang, N.
2026. Ethics and Society, 20, Article no: 14. doi:10.1007/s11569-026-00504-4
Allgeier, S.; Bohn, S.; Mikut, R.; Reichert, K.-M.; Stachs, O.; Wagner, E.; Zettl, U. K.; Sperlich, K.
2026. Scientific Reports, 16, Article no: 12693. doi:10.1038/s41598-026-48735-5
Luu, T. D.; Göhringer, M.; Märker, D.; Stein, O. T.
2026. Fuel, 425, Article no: 139516. doi:10.1016/j.fuel.2026.139516
Speidel, J.; Vogelmann, H.; Perfahl, M.
2026. EPJ Web of Conferences, 362, Article no: 06004. doi:10.1051/epjconf/202636206004
Vogelmann, H.; Speidel, J.; Perfahl, M.
2026. EPJ Web of Conferences, 362, Article no: 03002. doi:10.1051/epjconf/202636203002
Inckmann, M.; Raquet, C.; Pfeil, A.; Jejkal, T.
2026, April 17. doi:10.5281/zenodo.19632627
Zhang, Q.; Zhu, J.; Wysocki, O.; Busam, B.; Jutzi, B.
2026. arxiv. doi:10.48550/arXiv.2604.11401
Hosseini Monjezi, B.; Kasper, T.; Hong, G.; Si, C.; Oestreich, R.; Weingart, O.; Weidler, P. G.; Wöll, C.; Zysman-Colman, E.; Janiak, C.; Bräse, S.; Müller-Buschbaum, K.; Knebel, A.
2026. Advanced Science. doi:10.1002/advs.202600068
Althuon, T.
2026, April 22. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192367
Létang, M.; Schmitt, J.; Sievert, T.; Björklund, S.; Joshi, S.; Gibmeier, J.; Lang, F.; Sebold, D.; Guillon, O.; Vaßen, R.
2026. Journal of Thermal Spray Technology. doi:10.1007/s11666-026-02193-7
M. Nair, N.; Stegmann, N.; Polomoshnov, M.; Reischl, M.; Hernandez-Sosa, G.
2026. Proceedings of the MATSUS Spring 2026 Conference, FUNDACIO DE LA COMUNITAT VALENCIANA SCITO. doi:10.29363/nanoge.matsusspring.2026.513
Nikkhoo, E.; Dinari, M.; Lützenkirchen, J.; Hosseini-Monjezi, B.
2026. Advances in Colloid and Interface Science, 354, Art.Nr: 103898. doi:10.1016/j.cis.2026.103898
Okafor, C.; Takahara, K.; Korneychuk, S.; Huck, I.; Bruns, S.; Li, R.; Li, Y.; Durst, K.; Nakamura, A.; Fang, X.
2026. Journal of Materiomics, Art.Nr: 101232. doi:10.1016/j.jmat.2026.101232
Hauck, M.; Maier, R.; Sprekeler, T.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192359
Mitsch, J.; Würth, T.; Wank, J. P.; Kärger, L.
2026. Materials Science Forum, 1–11, Trans Tech Publications. doi:10.4028/p-aI6KaL
Gonçalves, M.; Mühlleitner, M.; Santos, R.; Trindade, T.
2025. arxiv. doi:10.5445/IR/1000192356
Schmitt, A.
2026, April 21. doi:10.35097/z2eh9hkk0yqb8bws
Nierste, U.; Reeck, P.; Shtabovenko, V.; Steinhauser, M.
2025. arxiv. doi:10.48550/arXiv.2512.07949
Liebig-Schultz, S.; Greif, L.
2026. Sustainability, 18 (8), 3947. doi:10.3390/su18083947
Treml, N.; Minden, S.; Grünberger, A.; Volk, R.; Rudi, A.; Schultmann, F.; Kaster, A.-K.
2026. The International Journal of Life Cycle Assessment, 31 (5), 65. doi:10.1007/s11367-026-02637-w
Prasad, R.; Buchinger, Q.; Yuen, F. C. K.; Reum, Y.; Höfling, S.; Huber-Loyola, T.
2026. Optics Express, 34 (8), 15100–15109. doi:10.1364/OE.587325
Freund, J.; Basso Basset, F.; Krieger, T. M.; Laneve, A.; Beccaceci, M.; Rota, M. B.; Buchinger, Q.; da Silva, S. F. C.; Stroj, S.; Höfling, S.; Huber-Loyola, T.; Kueng, R.; Rastelli, A.; Trotta, R.; Gühne, O.
2026. Physical Review A, 113 (2), Art.Nr: 022422. doi:10.1103/b74j-xxv2
Peniakov, G.; Michl, J. M.; Helal, M.; Joos, R.; Jetter, M.; Portalupi, S. L.; Michler, P.; Höfling, S.; Huber-Loyola, T.
2025. Physical Review B, 112 (8), 085422. doi:10.1103/3qh7-b696
Buchinger, Q.; Krause, C.; Zhang, A.; Peniakov, G.; Helal, M.; Reum, Y.; Pfenning, A. T.; Höfling, S.; Huber-Loyola, T.
2025. Nano Convergence, 12 (1), 36. doi:10.1186/s40580-025-00501-5
Wu, V. H.-S.
2026, Mai 4. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192347
Scomparin, L.; Caselle, M.; Santamaria Garcia, A.; Xu, C.; Blomley, E.; Dritschler, T.; Mochihashi, A.; Schuh, M.; Steinmann, J. L.; Bründermann, E.; Kopmann, A.; Becker, J.; Müller, A.-S.; Weber, M.
2026. Machine Learning: Science and Technology, 7 (2), Art.Nr: 025056. doi:10.1088/2632-2153/ae5b20
Ding, X.; Zhang, Q.; Doronkin, D. E.; Bartling, S.; Lund, H.; Wang, D.; Fedorova, E.; Kubis, C.; Kondratenko, E. V.
2026. ACS Catalysis. doi:10.1021/acscatal.6c01078
Croüail, P.; Lafranque, E.; Schneider, T.; Pareniuk, O.; Shavanova, K.; Torianik, A.; Ruban, Y.; Ottenburger, S. S.; Makumbi, T.; Gisquet, E.; Tomkiv, Y.; Oughton, D.; Zölzer, F.; Kavan, Š.; Stýblová, E.; Turcanu, C.; Meskens, G.; Geysmans, R.; Nagy, A.; Giordan, D.; Bexon, A.; Nunes, P. M.; Rääf, C. L.; Montero, M.; García-Puerta, B.
2026. Journal of Radiological Protection, 46 (2), 021002. doi:10.1088/1361-6498/ae553c
Kreißig, F.; Fellmoser, F.; Margaux, Z.; Wetzel, T.; Niedermeier, K.
2026. Jahrestreffen der DECHEMA-Fachsektion Energie, Chemie und Klima (2026), Frankfurt am Main, Deutschland, 24.–25. März 2026
Schmidt, E.; Daubner, M.; Wetzel, T.; Niedermeier, K.
2026. Annual Meeting of the DECHEMA/VDI Subject Groups Fluid Process Engineering with Heat and Mass Transfer (2026), Luzern, Schweiz, 9.–11. März 2026
Bohn, C.; Bosch, J.; Hess, M.; Hohmann, S.
2025. 2025 IEEE 28th International Conference on Intelligent Transportation Systems (ITSC), 1518–1524, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ITSC60802.2025.11423657
Bessler, W. G.; Kamlah, M.; Seegert, P.; Weber, A.; Wetzel, T.
2025. Hochschule Offenburg. doi:10.48584/opus-10318
Kollmer, M.; Vogelbacher, M.; Terzi, M.; Singh, M.; Vidal-Vazquez, F.; Matthes, J.
2026. Chemie Ingenieur Technik. doi:10.1002/cite.70103
Vilhena, N.; Pronto, A.; João, M.-P.; Oliveira, R. de; Arsénio, P.
2019, September 3. 14th European Conference on Applied Superconductivity (EUCAS 2019), Glasgow, Vereinigtes Königreich, 1.–5. September 2019
Grunwald, A.
2026. Customer Focus Summit #6 (2026), Berlin, Deutschland, 16. April 2026
Dias, D.; Walker, R.; Oliveira, R. de; Pronto, A.; Álvarez, A.; Suarez, P.; João, M.-P.; Catarino, I.
2021, September 7. 15th European Conference on Applied Superconductivity (EUCAS 2021), Online, 5.–9. September 2021
Pinto, J.; Oliveira, R. de; João, M.-P.; Pronto, A.; Ardestani, M.; Gramados, X.; Álvarez, A.; Suarez, P.; Rivera, B.; Perez, B.
2021, September 6. 15th European Conference on Applied Superconductivity (EUCAS 2021), Online, 5.–9. September 2021
Oliveira, R. de; João, M.-P.; Pronto, A.; Simas, H.; Teixeira, M.; Catarino, I.; Rosas, J.; Ardestani, M.; Álvarez, A.; Suarez, P.; Rivera, B.; Perez, B.
2021, September 8. 15th European Conference on Applied Superconductivity (EUCAS 2021), Online, 5.–9. September 2021
Schmidt, E. A.; Müller-Trefzer, F.; Daubner, M.; Wetzel, T.; Niedermeier, K.
2026, April 20. doi:10.35097/byayp53e2q6ns3z3
Vieira, M.; Rosas, J.; João, M.-P.; Oliveira, R. de; Pronto, A.; Simas, H.; Ardestani, M.
2022, Juni. 8th International Workshop on Numerical Modeling of High Temperature Superconductors (HTS Modelling 2022), Nancy, Frankreich, 14.–16. Juni 2022
Walker, R.; Durao, D.; Dias, D.; Catarino, I.; João, M.-P.; Oliveira, R. de
2022. 2022 International Young Engineers Forum(YEF-ECE), 112–116, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/YEF-ECE55092.2022.9850039
Pei, X.; Oliveira, R. A. H. de; Zeng, X.; Nilsson, E.; Rouquette, J.- francois; Rivenc, J.; Ybanez, L.
2022, Oktober 24. Applied Superconductivity Conference (ASC 2022), Honolulu, HI, USA, 23.–28. Oktober 2022
Miraki, H.; Zajac, M.; Ben Haha, M.; Muller, A.; Weerdt, K. de; Patel, R.; Dehn, F.
2026. Construction and Building Materials, 521, 146166. doi:10.1016/j.conbuildmat.2026.146166
Gonçalves, M.; Mühlleitner, M.; Santos, R.; Trindade, T.
2026. Journal of High Energy Physics, 2026 (3), Art.-Nr.: 157. doi:10.1007/JHEP03(2026)157
Zhang, F.; Li, M.; Ma, X.; Netsch, N.; Tavakkol, S.; Zirwes, T.; Zhang, R.; Stapf, D.
2026. Particuology, 113, 180–188. doi:10.1016/j.partic.2026.03.019
Lee, J.; Röddiger, T.; Makarem, S.; Riedel, T.; Kunze, K.; Beigl, M.
2026. Proceedings of the ACM on Interactive, Mobile, Wearable and Ubiquitous Technologies, 10 (1), 1–41. doi:10.1145/3790116
Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Ali, S.; Amin, N. M.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, S.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Motzkin, J. Y. B.; Boscolo Meneguolo, C.; Böser, S.; Botner, O.; Böttcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, P.; Collin, G. H.; Borja, D. A. C.; Connolly, A.; Conrad, J. M.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Díaz-Vélez, J. C.; DiKerby, S.; Ding, T.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eldridge, C.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Fürst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Günther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Häussler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Hrywniak, M.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kimku, H.; Kiryluk, J.; Klein, C.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Köpke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Kravka, A.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N.; Lagunas Gualda, C.; Arnaud, L. L.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Leonard DeHolton, K.; Leszczyńska, A.; Li, C.; Liao, J.; Lin, C.; Liu, Q. R.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Macdonald, M.; Madsen, J.; Magnus, E.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Mariş, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R.; Mauro, J.; Mayhew, F.; McNally, F.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Mondal, S.; Montaruli, T.; Moore, R. W.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Obertacke, A.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; de los Heros, C. P.; Pernice, T.; Petersen, T. C.; Peterson, J.; Plum, M.; Pontén, A.; Poojyam, V.; Popovych, Y.; Rodriguez, M. P.; Pries, B.; Murphy, R. P.-.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Rodan, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seunarine, S.; Myhr, P. A. S.; Shah, R.; Shah, S.; Shefali, S.; Shimizu, N.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Stürwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; Van Eeden, T.; van Eijndhoven, N.; Van Rootselaar, L.; van Santen, J.; Vara, J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Carrasco, S. V.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E. H. S.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yanez, J. P.; Yao, Y.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Yun-Cárcamo, S.; Jurowitzki, A. Z.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.
2026. The Astrophysical Journal Letters, 1000 (2), Art.-Nr.: L37. doi:10.3847/2041-8213/ae4aac
Tayyab, S.; Ferdous, W.; Lokuge, W.; Ngo, T.; Gerdes, A.; Manalo, A.
2026. Case Studies in Construction Materials, 24, e06026. doi:10.1016/j.cscm.2026.e06026
Zheng, R.; Schäfer, B.; Platzer, A.; Colmars, J.; Kärger, L.; Naouar, N.
2026. Composites Part B: Engineering, 318, 113656. doi:10.1016/j.compositesb.2026.113656
Ehrlich, F.; Ashar, A.; Furst, O.; Blanck, P.; Zhu, H.; Braun, R. J.; Kee, R. J.; Deutschmann, O.
2025. Journal of The Electrochemical Society, 172 (12), Art.-Nr.: 124521. doi:10.1149/1945-7111/ae2959
Hochbruck, M.; Scheifinger, M.
2026. SIAM Journal on Numerical Analysis, 64 (2), 370–390. doi:10.1137/25M1735627
Keppler, G.; Bonetti, A.; Hagenmeyer, V.; Elbez, G.
2026. IEEE Transactions on Industry Applications, 1–11. doi:10.1109/TIA.2026.3680372
Attema, T.; Fehr, S.; Klooß, M.; Resch, N.
2026. Journal of Cryptology, 39 (2), 19. doi:10.1007/s00145-025-09569-y
Lehmann, T.; Koster, R. de
2026. Transportation Science, 60 (2), 343–365. doi:10.1287/trsc.2024.0690
Khodjamirian, A.; Melnikov, K.; Vainshtein, A.
2026. Journal of High Energy Physics, 2026 (3), 172. doi:10.1007/JHEP03(2026)172
Zou, X.; Zhu, Y.; Tian, M.; Liu, Z.; Ding, Z.; Tan, Y.; Wang, Y.; Lu, D.; Qin, X.; Huang, K.; Xu, J.; Deng, C.; Li, H.
2026. Journal of Geophysical Research: Atmospheres, 131 (7), e2025JD045861. doi:10.1029/2025JD045861
Haardt, L.; Tolksdorf, P.
2026. Journal of Functional Analysis, 290 (10), 111409. doi:10.1016/j.jfa.2026.111409
Afra, B.; Tofighian, H.; Tarokh, A.
2026. Acta Mechanica. doi:10.1007/s00707-026-04686-6
Jimenez, P. D.; Pérez-Farrera, M. Á.; Croat, T. B.; Martinez-Martinez, M. G.; Mendez, G. M.; Hentrich, H.; Aguilar-Rodriguez, P.
2026. Phytotaxa, 750 (3), 207–215. doi:10.11646/phytotaxa.750.3.6
Herrmann, F.; Pohlig, M.
2026. Entropy, 28 (4), Art.-Nr.: 455. doi:10.3390/e28040455
Ferella, F.; Seidl, M.; Franceschini, F.; Gustavsson, C.; Sjöstrand, H.; Solders, A.; Kierkegaard, J.
2026. Nuclear Technology, 1–27. doi:10.1080/00295450.2026.2620004
Liu, Q.; Ponnu, J.
2026. Methods in molecular biology (Clifton, N.J.), 221–235, Springer US. doi:10.1007/978-1-0716-5214-5_16
Grün, C.; Nies, C.; Klesen, M.; Schwarz, E.; ter Haseborg, J.; Dettmer, C.; Beyer, C.; Funk, L.; Gottwald, E.
2026. Organoids, 5 (1), Art.-Nr.: 5. doi:10.3390/organoids5010005
Wank, J. P.; Schäfer, B.; Kärger, L.
2026. Composites Part A: Applied Science and Manufacturing, 206, 109746. doi:10.1016/j.compositesa.2026.109746
Großmann, E.; Sauer, J.; Schulz, C.; Steil, P.; Witt, S.
2026. Transportation Science, 60 (2), 242–263. doi:10.1287/trsc.2023.0481
Zhu, D.; Charaev, I.; Ilin, K.; Schilling, A.
2025. Superconductor Science and Technology, 38 (11), Art.-Nr.: 115010. doi:10.1088/1361-6668/ae1893
Kong, Y.; Huang, G.; Lin, C.; Wang, H.; Han, Q.; Qi, J.; Liu, H.; Chu, F.
2026. Ocean Engineering, 355 (P1), 125085. doi:10.1016/j.oceaneng.2026.125085
Qacami, O.; Huet, B.; Turcry, P.; Aït-Mokhtar, A.; Patel, R. A.; Dehn, F.
2026. Materials and Structures/Materiaux et Constructions, 59 (3), 160. doi:10.1617/s11527-026-03055-y
Long, M.-M.; Melnikov, K.; Pikelner, A.
2026. Journal of High Energy Physics, 2026 (3), 117. doi:10.1007/JHEP03(2026)117
Kraus, S.; Kraft, K.; Eggeler, Y. M.; Wegener, M.; Somers, P.
2026. Laser and Photonics Reviews, Art.-Nr.: e03255. doi:10.1002/lpor.202503255
Waluga, T.; Ohde, D.; Ansorge-Schumacher, M.; Benfer, R.; Bluemke, W.; Briesen, H.; Burger, J.; Drews, A.; Gescher, J.; Glasmacher-Remberg, C.; Grünewald, M.; Hansen, N.; Held, C.; Holtmann, D.; Kara, S.; von Langermann, J.; Liese, A.; Magnus, J.; Pelzer, A.; Pleiss, J.; Radespiel, T.; Repke, J.-U.; Rosenthal, K.; Schallmey, A.; Smirnova, I.; Woodley, J. M.; Wucherpfennig, T.; Zavrel, M.; Zeiner, T.; Skiborowski, M.
2026. Chemical Engineering and Processing - Process Intensification, 224, 110787. doi:10.1016/j.cep.2026.110787
López-Galán, O. A.; Nogan, J.; Ramírez, A.; Félix, R.; Soto, F. S.; Trimmer-Duarte, J. L.; Rubio-Dalli, L. C.; García, J. M., Jr.; Lazaro, R. C. A.; Heilmaier, M.; Terrones, M.; Hurtado-Macías, A.; Talamantes-Soto, R. P.; Ramos, M.
2026. MRS Energy and Sustainability, 13 (1), 62–74. doi:10.1557/s43581-026-00154-9
Wantzen, K. M.; Cao, Y.
2026. Nature Conservation, 62 (62), 195–215. doi:10.3897/natureconservation.62.156771
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Ali, S.; Amin, N. M.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Motzkin, J. Y. B.; Boscolo Meneguolo, C.; Böser, S.; Botner, O.; Böttcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Borja, D. A. C.; Connolly, A.; Conrad, J. M.; Corley, R.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Díaz-Vélez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Fürst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Günther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Häussler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kimku, H.; Kiryluk, J.; Klein, C.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Köpke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N.; Lagunas Gualda, C.; Arnaud, L. L.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Leonard DeHolton, K.; Leszczyńska, A.; Liao, J.; Lin, C.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Mariş, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R.; Mauro, J.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Montaruli, T.; Moore, R. W.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Obertacke Pollmann, A.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; de los Heros, C. P.; Pernice, T.; Peterson, J.; Plum, M.; Pontén, A.; Poojyam, V.; Popovych, Y.; Rodriguez, M. P.; Pries, B.; Murphy, R. P.-.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Robertson, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seunarine, S.; Myhr, P. A. S.; Shah, R.; Shefali, S.; Shimizu, N.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Sègaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Stürwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; Van Eeden, T.; van Eijndhoven, N.; Van Rootselaar, L.; van Santen, J.; Vara, J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Carrasco, S. V.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E. H. S.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yanez, J. P.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.
2025. The Astrophysical Journal, 995 (1), Art.-Nr.: 11. doi:10.3847/1538-4357/ae113f
Sloot, D.; Limbach, K.; Faure, C.; Guetlein, M.-C.; Fichtner, W.; Schultmann, F.
2026. Cell Reports Sustainability, 3 (3), Art.-Nr.: 100663. doi:10.1016/j.crsus.2026.100663
Ulrichsen, A.; Mühlbauer, E.; Ludwig, V. M.; Severus, E.; Cleare, A.; Jauhar, S.; Bauer, M.; Ebner-Priemer, U. W.
2026. International Journal of Bipolar Disorders, 14 (1), 13. doi:10.1186/s40345-026-00416-y
Wen, X.; Wang, Z.; Shamooni, A.; Zirwes, T.; Stein, O. T.; Hasse, C.
2026. Combustion and Flame, 288, 114943. doi:10.1016/j.combustflame.2026.114943
Saeed, A.; Iqbal, A.; Malik, F. S.
2026. Business Strategy and the Environment. doi:10.1002/bse.70793
Herrmann, F.; Pohlig, M.
2026. Physics Education, 61 (1), Art.-Nr.: 015032. doi:10.1088/1361-6552/ae236f
Deutsch, J.; Goth, K.; Eitner, M.; Rupp, M.; Eichhorn, M.; Kieleck, C.
2026. Optics Continuum, 5 (2), 575–586. doi:10.1364/OPTCON.580853
Schlachter, S. I.; Gehring, R.; Kudymow, A.; Lietzow, R.; Noe, M.; Smara, A.; Goor, W.; Kreuzer, S.
2026. IEEE Transactions on Applied Superconductivity, 36 (5), 1–6. doi:10.1109/TASC.2026.3676043
Gleich, K.; Meyer, T.; Hörsting, R.; Martin, M.; Lanza, G.
2026. ZWF Zeitschrift fuer Wirtschaftlichen Fabrikbetrieb, 121 (3), 119–124. doi:10.1515/zwf-2026-1002
Krasik, Y. E.; Leopold, J. G.; Belozerov, O.; Bliokh, Y. P.; Magid, E.; Goldstein, G.; Schamiloglu, E.
2026. IEEE Transactions on Plasma Science, 54 (4), 1–6. doi:10.1109/TPS.2026.3675730
Günay, G.; Kallien, G.; Kraft, B.; Wagner, S.; Schell, K. G.; Heilmaier, M.; Biermann, H.; Weidner, A.
2026. Ceramics International, 52 (13), 21484–21496. doi:10.1016/j.ceramint.2026.03.228
Safyari, M.; Eusterholz, M. K.; Moshtaghi, M.
2026. Materials Science and Engineering: A, 962, 150103. doi:10.1016/j.msea.2026.150103
Abril, M.; Toasa, P.; Borja, F.
2026. Revista Politécnica, 57 (1), 97–108. doi:10.33333/rp.vol57n1.08
Streckfuss-Bömeke, K.; Zelarayán, L. C.; Schnabel, R. B.; Kränkel, N.; Maack, C.; Eschenhagen, T.; Kappler, H. E.; Klingmüller, U.; Kramann, R.; Loewe, A.; Milting, H.; Molina, C. E.; Panáková, D.; Podesser, B. K.; Schnieke, A.; Schröder, K.; Seidel, T.; Sossalla, S.; Zgierski-Johnston, C.; Zimmermann, W.-H.; Rog-Zielinska, E. A.; Kohl, P.
2026. Physiological Reports, 14 (7), Art.-Nr.: e70845. doi:10.14814/phy2.70845
Zhang, X.; Wang, S.; Wu, D.; Yang, F.; Wang, S.; Jin, T.; Xiang, Z.; Huang, J.; Zhang, X.; Xia, J.; Luo, G.; Brezesinski, T.; Nan, C.-W.
2026. Small, Art.-Nr.: e73346. doi:10.1002/smll.73346
Torresi, L.; Friederich, P.
2026. Digital Discovery, 5 (4), 1900–1912. doi:10.1039/D5DD00572H
Sörgel, F.
2026. Zeitschrift fur Technikfolgenabschatzung in Theorie und Praxis / Journal for Technology Assessment in Theory and Practice, 35 (1), 48–54. doi:10.14512/tatup.7253
Eichhorn, F.; Bless, R.; Seehofer, P.; Gundall, M.; Lindenschmitt, D.; Bloessl, B.; Volz, D.; Keshtiarast, N.; Borchert, H.; Petri, M.; Modroiu, E.-R.; John, J.; Mohammadalizadeh, H.; Radig, T.; Paeleke, L.; Ackermann, H.; Hauer, D.; Corici, M.-I.; Petrova, M.; Magedanz, T.; Schotten, H. D.
2026. IEEE Access, 14, 44974–44991. doi:10.1109/ACCESS.2026.3675437
Hettler, S.; Arenal, R.
2026. New Journal of Physics, 28 (3), Art.-Nr.: 033504. doi:10.1088/1367-2630/ae4e52
Raeli, A.; Salina Borello, E.; Serazio, C.; Czelusniak, L. E.; Bingert, T. N.; Krause, M. J.; Viberti, D.
2026. Journal of Energy Storage, 161, 121868. doi:10.1016/j.est.2026.121868
Bhuyan, D. P.; Upadhyaya, P.; Pathak, R.; Namdev, P.; Salunke, P.; Anand, A.; Suresh, A. D.; Arora, A.; Baraik, S. K.; Jain, S.; Parihar, R. S.; Dwivedi, A.; Sahany, S.; Sharan, M.; Dash, S. K.; Fasullo, J. T.; Behera, S. K.; Tribbia, J.; Mishra, S. K.
2026. Bulletin of the American Meteorological Society, 107 (3), E564 - E584. doi:10.1175/BAMS-D-25-0172.1
Hettler, S.; Zschieschang, U.; Klauk, H.; Peterlechner, M.; Eggeler, Y. M.
2026. ACS Applied Materials and Interfaces, 18 (12), 18073–18081. doi:10.1021/acsami.6c01886
Caballero-Güereca, C. E.; Vogel, J.; Alaux, N.; Ouellet-Plamondon, C. M.; Silva Santana, J.; Foliente, G.; Lützkendorf, T.; Passer, A.
2026. Buildings and Cities, 7 (1), 396–424. doi:10.5334/bc.724
Steins, J. J.; Volk, R.; Beuchle, G.; Reddy, P. R. Y.; Sandaka, G.; Schultmann, F.
2026. Circular Economy and Sustainability, 6 (2), Art.-Nr.: 88. doi:10.1007/s43615-026-00796-4
Rabani, M. B.; Maccarini, A.; Menberg, K.; Blum, P.; Afshari, A.
2026. Geothermics, 139, 103689. doi:10.1016/j.geothermics.2026.103689
Brinckmann, S.; Menon, S.; Röske, R.; Steinhülb, J.; Selzer, M.; Janssen, J.; Hickel, T.; Schwaiger, R.; Neugebauer, J.
2026. Advanced Engineering Materials, e202503176. doi:10.1002/adem.202503176
Moß, M.; Boldt, S.; Dovletov, G.; Salman, A.; Pauli, J.; Lerche, D.; Gleiß, M.; Nirschl, H.; Walter, J.; Peukert, W.
2026. Machine Learning and Knowledge Extraction, 8 (3), Art.-Nr.: 81. doi:10.3390/make8030081
Li, J.; Jiang, X.; Sun, H.; Shu, R.; Liu, C.; Zhong, Z.; Hui, D.; Chen, J.
2026. Journal of Alloys and Compounds, 1063, Art.-Nr.: 187810. doi:10.1016/j.jallcom.2026.187810
Nitsche, M.
2026. Bulletin of the London Mathematical Society, 58 (4), Art.-Nr.: 70334. doi:10.1112/blms.70334
Drai, I.; Beldjilali, M.; Bailiche, Z.; Bachir, C.; Sassi, M.; Weilder, P. G.; Hamacha, R.
2026. International Journal of Environmental Analytical Chemistry, 1–26. doi:10.1080/03067319.2026.2640122
Lin, M.; Li, Z.; Kotz, A.; Larocque, H.; Kuznetsov, N.; Sun, J.; Zhang, Y.; Zheng, S.; Riemensberger, J.; Koos, C.; Kippenberg, T. J.
2026. Nature Communications, 17 (1), Art.-Nr.: 3211. doi:10.1038/s41467-026-69588-6
Agarwal, P.; Melnikov, K.; Pedron, I.
2026. Journal of High Energy Physics, 2026 (3), 58. doi:10.1007/JHEP03(2026)058
Nierste, U.; Reeck, P.; Shtabovenko, V.; Steinhauser, M.
2026. Journal of High Energy Physics, 2026 (3), Art.-Nr.: 94. doi:10.1007/JHEP03(2026)094
Fei, H.; Yang, F.; Yuwono, J. A.; Zhao, X.; Varzi, A.
2026. Journal of Energy Storage, 161, 121916. doi:10.1016/j.est.2026.121916
Xie, Y.; Zhang, C.; Wei, L.; Zhu, S.; Fu, S.; Mai, W.; Xie, Y.; Wang, X.; Zheng, W.; Shen, Z.; Liu, J.; Horn, H.; Huang, M.; Yu, H.-Q.
2026. Environmental Science and Technology, 60 (12), 9609–9622. doi:10.1021/acs.est.5c13091
Nawaz, R.; Khurshid, K.; Nadeem, N.; Iqbal, J.; Sakawi, Z.; Hanafiah, M. M.; Anjum, M.; Mahmood, S.; Ali, N.
2026. Journal of Environmental Chemical Engineering, 14 (3), 122387. doi:10.1016/j.jece.2026.122387
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Ali, S.; Amin, N. M.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Baines-Holmes, J.; V., A. B.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J. Y.; Boscolo Meneguolo, C.; Böser, S.; Botner, O.; Böttcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Coloma Borja, D. A.; Connolly, A.; Conrad, J. M.; Corley, R.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Díaz-Vélez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Fürst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Gravois, M.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Günther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Häußler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kimku, H.; Kiryluk, J.; Klein, C.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Köpke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Kurt, E. A.; Lad, N.; Lagunas Gualda, C.; Lallement Arnaud, L.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Leonard DeHolton, K.; Leszczyńska, A.; Liao, J.; Lin, C.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Mariş, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R.; Mauro, J.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Meures, T.; Mitchell, J.; Molchany, L.; Montaruli, T.; Moore, R. W.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Obertacke Pollmann, A.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; Pérez de los Heros, C.; Pernice, T.; Peterson, J.; Plum, M.; Pontén, A.; Poojyam, V.; Popovych, Y.; Prado Rodriguez, M.; Pries, B.; Procter-Murphy, R.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Robertson, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sandstrom, P.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F. G.; Schumacher, L.; Schunter, K.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seunarine, S.; Sevle Myhr, P. A.; Shah, R.; Shefali, S.; Shimizu, N.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Søgaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Stürwald, T.; Stuttard, T.; Sulanke, K.-H.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Theobald, P.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trevarrow, P.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; Van Eeden, T.; van Eijndhoven, N.; Van Rootselaar, L.; van Santen, J.; Vara, J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Vergara Carrasco, S.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E. H. S.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yanez, J. P.; Yao, Y.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.
2025. Journal of Instrumentation, 20 (11), Art.-Nr.: P11026. doi:10.1088/1748-0221/20/11/P11026
Pfeifer, L.; Herberger, S.; Wetzel, T.; Seegert, P.
2026. Journal of Power Sources, 672, 239620. doi:10.1016/j.jpowsour.2026.239620
Bouby, M.; Kaplan, U.; Geyer, F. W.; Lunz, A.; Geckeis, H.; Brassinnes, S.
2026. Applied Geochemistry, 203, 106807. doi:10.1016/j.apgeochem.2026.106807
Haucke, M.; Reichert, D.; Reinhard, I.; Groß, R.; Sreepada, A.; Ghadami, A.; Ganz, M.; Heim, C.; Tost, H.; Ebner-Priemer, U. W.; Liu, S.; Reichert, M.
2026. Psychological Methods, 1. doi:10.1037/met0000810
Zahid, R.; Lázaro, A.; Moreno-Alcántar, G.; Sancho-Albero, M.; Picchetti, P.
2026. Angewandte Chemie - International Edition, Art.-Nr.: e8446184. doi:10.1002/anie.8446184
Demir, N.; Böttger, C.; Hosseini, H.; Demir, M.; Wressnegger, C.; Pohlmann, N.; Urban, T.
2026. Journal of Cybersecurity, 12 (1), Art.-Nr.: tyag007. doi:10.1093/cybsec/tyag007
Malik, F. S.; Terzidis, O.
2026. Review of Managerial Science. doi:10.1007/s11846-026-01002-3
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Damanakis, K.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schwarz, D.; Schöfbeck, R.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Van Laer, T.; Van Mechelen, P.; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Van Onsem, G. P.; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Fernandez Perez Tomei, T. R.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Elgammal, S.; Ellithi Kamel, A.; Hussein, A.; Mohammed, H.; Abdullah Al-Mashad, M.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schwanenberger, C.; Schütze, P.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nikolopoulos, K.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Stamerra, A.; Sözbilir, Ü.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Passaseo, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Merlin, J. A.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Brochero Cifuentes, J. A.; Cepeda, M.; Cerrada, M.; Colino, N.; Cuchillo Ortega, J.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Bedoya, C. F.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Carretero, O. M.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Paz Herrera, R.; Perez Dengra, C.; Puerta Pelayo, J.; Pérez-Calero Yzquierdo, A.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Wickramarathna, D. D. C.; Kailasapathy, B.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Harte, T. G.; Härringer, N.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bilandzija, F.; Bärtschi, P.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Guvenli, A. A.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; Leutgeb, E.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Lemos, D. S.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Gujju Gurunadha, R.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Li, J.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Heindl, M.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pinna, D.; Pétré, L.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.
2026. Journal of High Energy Physics, 2026 (3), 22. doi:10.1007/JHEP03(2026)022
Jelschow, V.; Bönsch, J.; Benz, S.; Haking, M.; Deißer, O.; Bobbou, S. E.; Wellmann, I.
2026. ZWF Zeitschrift fuer Wirtschaftlichen Fabrikbetrieb, 121 (3), 169–174. doi:10.1515/zwf-2026-1033
Köhler, T.; Hartmann, M.; Fuhr, O.; Bräse, S.
2026. Chemistry – A European Journal, 32 (16), Art.-Nr.: e70876. doi:10.1002/chem.70876
Yousif, A.; Turshatov, A.; Busko, D.; Rajagopalan, K.; Coetsee-Hugo, E.; Richards, B. S.
2026. Journal of Materials Chemistry C, Art.-Nr.: d5tc03655k. doi:10.1039/D5TC03655K
Sikal, M. B.; Gonzalez-Gomez, J.; Noebel, A.; Khdr, H.; Henkel, J.
2026. ACM Transactions on Design Automation of Electronic Systems, 31 (4), 1–24. doi:10.1145/3793861
Johnson, K. E.; L. Tang, M.; Tyszka, E.; Jones, L.; Nemcova, B.; Wolffram, D.; Ergas, R.; G. Reich, N.; Funk, S.; Mellor, J.; Bracher, J.; Abbott, S.
2026. Wellcome Open Research, 10, Art.-Nr.: 614. doi:10.12688/wellcomeopenres.25027.2
Boumaza, H.; Zalczer, S.
2026. Annales Henri Poincaré, 1. doi:10.1007/s00023-026-01688-x
Burger, D.; Sun, H.; Wu, X.; Keim, N.; Müller, M.; Bauer, W.; Ehrenberg, H.; Scharfer, P.; Schabel, W.
2026. Journal of Coatings Technology and Research, 23 (3), 1159–1169. doi:10.1007/s11998-025-01231-3
Neidig, M.; Wegner, M.; Kempf, S.
2026. Superconductor Science and Technology, 39 (4), Art.-Nr.: 045003. doi:10.1088/1361-6668/ae54d9
Heckel, J.; Bongers, L.; Naylor, D.; Schmidt, O.; Ruppert, R.; Thomann, M.; Semmelmann, F.; Kirchner, A.; Machado, A. H. E.; Haindl, M.; Leiss, M.; Hubbuch, J.; Graf, T.
2026. Journal of Pharmaceutical Sciences, 115 (6), 104257. doi:10.1016/j.xphs.2026.104257
Khdr, H.; Ahmed, M. A.; Oğuz, Y.; Henkel, J.
2026. Analog Integrated Circuits and Signal Processing, 127 (1), Art.-Nr.: 5. doi:10.1007/s10470-026-02580-8
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Matthewman, M.; Mikulec, I.; Schieck, J.; Schwarz, D.; Schöfbeck, R.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Van Laer, T.; Van Mechelen, P.; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Van Onsem, G. P.; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Damas, F.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Fernandez Perez Tomei, T. R.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Aly, R.; Hussein, A.; Mohammed, H.; Abdullah Al-Mashad, M.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Norjoharuddeen, N. B.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Gaigne, P.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schwanenberger, C.; Schütze, P.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Guvenli, A. A.; Haller, J.; Hundhausen, D.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Nigamova, A.; Nikolopoulos, K.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Hummer, F.; Husemann, U.; Kieseler, J.; Klute, M.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Tzovara, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; León Coello, M.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Stamerra, A.; Sözbilir, Ü.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Kim, M. R.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Azzi, P.; Bacchetta, N.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Maron, G.; Meneguzzo, A. T.; Pazzini, J.; Ronchese, P.; Rossin, R.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Solanki, P.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Kim, J.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, H.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Choi, M.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; Murillo Quijada, J. A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Brochero Cifuentes, J. A.; Cepeda, M.; Cerrada, M.; Colino, N.; Cuchillo Ortega, J.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Bedoya, C. F.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Carretero, O. M.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Herrera, R. P.; Perez Dengra, C.; Puerta Pelayo, J.; Pérez-Calero Yzquierdo, A.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Wickramarathna, D. D. C.; Kailasapathy, B.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Ardino, R.; Auffray, E.; Baechler, J.; Barney, D.; Bendavid, J.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Fernández Manteca, P. J.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Mehta, A.; Meijers, F.; Merlin, J. A.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Reimers, A.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Harte, T. G.; Härringer, N.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bilandzija, F.; Bärtschi, P.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Missiroli, M.; Motta, J.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Viscone, P.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Simsek, E.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; Leutgeb, E.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Cannaert, E.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Salazar Segovia, I.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; D’Anzi, B.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Kwan, S.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Dickinson, J.; Duquette, A.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Goff, R.; Hashmi, R.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Reddy, G. G.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Saha, N. R.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Ecklund, K. M.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Seo, H.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Houghton, C.; Jaroslawski, D.; Kobert, A.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Heindl, M.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Cagnotta, A.; D’Amante, V.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hamilton Ilha Machado, G.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pinna, D.; Pétré, L.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Korsakov, I.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Slizhevskiy, K.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.
2026. Journal of High Energy Physics, 2026 (3), Art.-Nr.: 73. doi:10.1007/JHEP03(2026)073
Wurst, J.; Dreisbach, M.; Stroh, A.; Kriegseis, J.; Schulte, K.
2026. International Journal of Multiphase Flow, 200, 105725. doi:10.1016/j.ijmultiphaseflow.2026.105725
Axenovich, M.; Liu, D.
2026. Graphs and Combinatorics, 42 (2), 38. doi:10.1007/s00373-026-03025-9
Xing, Z.; Li, Y.; Dai, Y.; Wei, J.; Ma, M.; Zhang, X.; Gao, H.
2026. Journal of Hydrology, 672, Art.-Nr.: 135351. doi:10.1016/j.jhydrol.2026.135351
Peng, J.; Li, J.; Niu, Z.; Wang, Y.; Tao, X.; Ovtcharova, J.; Lu, J.
2026. The Innovation, 7 (3), Art.-Nr.: 101179. doi:10.1016/j.xinn.2025.101179
Zhang, H.; Chen, J.; Hu, Y.; Sun, X.; Zhou, J.; Wang, Y.; Zhang, B.; Min, K.; Blagodatsky, S.; An, S.; Zhu, Z.
2026. Global Change Biology, 32 (3), Art.-Nr.: e70821. doi:10.1111/gcb.70821
Oesterdiekhoff, G. W.
2026. Integrative Psychological and Behavioral Science, 60 (2), 28. doi:10.1007/s12124-026-09990-3
Sarkar, S.; Khera, N.; Au-Yeung, K. H.; Liu, R.; Ma, J.; Feng, X.; Moresco, F.
2026. Scientific Reports, 16 (1), 11226. doi:10.1038/s41598-026-46150-4
Wu, Y.; Grilli, F.; Jiang, Z.
2026. IEEE Transactions on Applied Superconductivity, 36 (5), 1–7. doi:10.1109/TASC.2026.3677373
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Ali, S.; Amin, N. M.; Andeen, K.; Arguelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J. Y.; Boscolo Meneguolo, C.; Boser, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Coloma Borja, D. A.; Connolly, A.; Conrad, J. M.; Corley, R.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Dikerby, S.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsasser, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Furst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glaser, C.; Glusenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Gunther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Haussler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kimku, H.; Kiryluk, J.; Klein, C.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Kopke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N.; Lagunas Gualda, C.; Lallement Arnaud, L.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Leonard DeHolton, K.; Leszczynska, A.; Liao, J.; Lin, C.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Maris, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R.; Mauro, J.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Montaruli, T.; Moore, R. W.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Pollmann, A. O.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; Perez de los Heros, C.; Pernice, T.; Peterson, J.; Plum, M.; Ponten, A.; Poojyam, V.; Popovych, Y.; Prado Rodriguez, M.; Pries, B.; Procter-Murphy, R.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Robertson, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schluter, B.; Schluter, F.; Schmeisser, N.; Schmidt, T.; Schroder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seunarine, S.; Sevle Myhr, P. A.; Shah, R.; Shefali, S.; Shimizu, N.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Sogaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Sturwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; Van Eeden, T.; van Eijndhoven, N.; Van Rootselaar, L.; van Santen, J.; Vara, J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Vergara Carrasco, S.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E. H. S.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yanez, J. P.; Yao, Y.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.
2026. Physical Review Letters, 136 (12), Art.-Nr.: 121002. doi:10.1103/2gh9-d4q7
Shan, Y.; Song, B.; Ku, G.; Wang, L.; Wang, Z.; Chen, C.; Oladoja, N. A.; Ali, J.; Glebov, E. M.; Zhuang, X.
2026. Journal of Environmental Chemical Engineering, 14 (3), 122541. doi:10.1016/j.jece.2026.122541
Burch, S.; DiBella, J.; Farrelly, M.; Lang, D.; McCormick, K.; Ness, B.; Orr, C.; Wiek, A.
2026. Environmental Science and Policy, 179, 104364. doi:10.1016/j.envsci.2026.104364
Schaible, P.; Schwaiberger, D.; Schabel, S.; Fleischer, J.
2026. Polymers, 18 (8), Art.-Nr.: 952. doi:10.3390/polym18080952
Lutz, R.; Sidler, J.; Maier, M.; Liu, J.; Schlachter, T.; Hagenmeyer, V.
2026. 2026 Open Source Modelling and Simulation of Energy Systems (OSMSES), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/OSMSES69376.2026.11457222
Büscher, C.; Röller, T.; Madeira, O.; Plattner, G.
2026. MOTRA-Monitor 2024/2025. Hrsg.: U. Kemmesies, 340–373, Monitoringsystem und Transferplattform Radikalisierung (MOTRA)
John, P. C.; Schurr, A.; Goedelt, M.; Grolle-Hüging, R.; Grund, H.; Haghsheno, S.; Hauser, K.; Liebig, T.; Lühr, G.; Paulick, M.
2026
Schmidt, C.; Sujar-Garrido, P.; Schmitgen, U.; Frohnapfel, B.
2026, April 20. doi:10.35097/9xv5tk4tuk05d4mb
Erdweg, S.; Xu, R.; Bitar, M.
2026. Proceedings of the ACM on programming languages, 10 (OOPSLA1), 1682–1706. doi:10.1145/3798261
Li, Y.; Zhang, H.; Shi, X.; Abou-Rizk, S.; Smith, J.; An, Z.; Wenzel, A.; Song, J.; Leisner, T.; Keutsch, F.; Chen, J.; Saathoff, H.
2026, April 20. doi:10.35097/bs139dd72d5s0r6a
Gabrielli, F.
2026. Online-Vortrag mit Uni Pisa (2026), Online, 13. März 2026
Gabrielli, F.; Sanchez-Espinoza, V. H.; Krumscheid, S.
2026. 6. Sitzung des Projektkomitees "Anlagenverhalten" (2026), Köln, Deutschland, 12.–13. März 2026
Sikra, J.; Dimitrova, D.; Singson, L. S.
2025. Proceedings of the DiTraRe Symposium on Digitalisation of Research 2025 Karlsruhe, 2nd - 3rd December 2025, Zenodo
Düvel, E.; García-Portela, L.
2026. Ethical Theory and Moral Practice. doi:10.1007/s10677-026-10548-w
Fraske, T.; Javanmardi, L.
2026. Urban Matters
Sikra, J.
2025. Proceedings of the DiTraRe Symposium on Digitalisation of Research 2025, Karlsruhe, 2nd-3rd December 2025
Dörich, B.; Maier, R.; Ullmer, L.
2026. KIT, Karlsruhe. doi:10.5445/IR/1000192209
Hoffmann, D. S.
2026, April 17. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192208
Crocoll, M.; Döding, C.; Dörich, B.; Maier, R.
2026. KIT, Kalrsruhe. doi:10.5445/IR/1000192207
Liu, B.
2026, April 16. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192206
Esmaeilizadshali, H.; Buyens, D.; Korvink, J. G.; Jouda, M.
2026, April 16. doi:10.35097/9q4576u57a6ju51t
Kegel, K.; Pascual, R.; Feichtinger, K.; Domanowski, A.; Clausnitzer, M.; Aßmann, U.
2025. 2025 ACM/IEEE 28th International Conference on Model Driven Engineering Languages and Systems Companion (MODELS-C), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/MODELS-C68889.2025.00093
Li, M. X.; Rudolf, K.; Blank, N.; Lioutikov, R.
2025. arxiv. doi:10.5445/IR/1000192203
Li, M. X.; Rudolf, K. F.; Mattes, P.; Blank, N.; Lioutikov, R.
2026. arxiv. doi:10.5445/IR/1000192202
Etehadi Abari, N.
2026, März. DPG Spring Meeting of the Condensed Matter Section (SKM 2026), Dresden, Deutschland, 8.–13. März 2026
Schmidt, C.; Sujar-Garrido, P.; Schmitgen, U.; Frohnapfel, B.
2026, April 16. doi:10.35097/qbs2jeamqbafebx8
Christner, C.; Urman, A.; Adam, S.; Maier, M.
2022. Communication Methods and Measures, 16 (2), 79–95. doi:10.1080/19312458.2021.1907841
Christner, C.
2022. Journal of Social and Political Psychology, 10 (1), 72–85. doi:10.5964/jspp.7969
Maier, M.; Welzenbach-Vogel, I. C.; Christner, C.; Tillman, E. R.; Zinkernagel, A.; Schmitt, M.
2023. Acta Politica, 58 (3), 591–613. doi:10.1057/s41269-022-00255-6
Gil-López, T.; Christner, C.; de León, E.; Makhortykh, M.; Urman, A.; Maier, M.; Adam, S.
2023. Social Science Computer Review, 41 (6), 2274–2292. doi:10.1177/08944393231156634
Maier, M.; Gil-López, T.; Bromme, L.; Zinkernagel, A.; Welzenbach-Vogel, I. C.; Christner, C.; Adam, S.; Schmitt, M.; Tillman, E. R.
2023. Political Psychology, 44 (6), 1235–1258. doi:10.1111/pops.12895
Christner, C.
2024. Communications, 49 (4), 491–512. doi:10.1515/commun-2022-0024
Christner, C.; Makhortykh, M.; Gil-Lopez, T.
2025. Telematics and Informatics, 98, 102250. doi:10.1016/j.tele.2025.102250
Bartfeld, E.; Ramos, A. M.; Hochman, A.
2026. Weather and Climate Extremes, 52, 100895. doi:10.1016/j.wace.2026.100895
Adam, C. R.; Marhöfer, D.; Mauri, A.; Nieger, M.; Fuhr, O.; Weis, P.; Niedner-Schatteburg, G.; Wenzel, W.; Kozlowska, M.; Bräse, S.
2026. Inorganic Chemistry, 65 (11), 5927–5938. doi:10.1021/acs.inorgchem.5c03533
Kuppusamy, S. K.; Pachl, C.; Jing, Z.; Paul, S.; Heinrich, B.; Fuhr, O.; Klyatskaya, S.; Wernsdorfer, W.; Powell, A. K.; Fink, K.; Ruben, M.
2026. Dalton Transactions, 55 (14), 5448–5465. doi:10.1039/d6dt00081a
Esteban, I.; Gonzalez-Garcia, M. C.; Maltoni, M.; Martinez-Soler, I.; Pinheiro, J. P.; Schwetz, T.
2026. Journal of High Energy Physics, 2026 (4), Art.Nr: 89. doi:10.1007/JHEP04(2026)089
Esteban, I.; Gonzalez-Garcia, M. C.; Maltoni, M.; Martinez-Soler, I.; Pinheiro, J. P.; Schwetz, T.
2026. arxiv. doi:10.48550/arXiv.2601.09791
Kraus, F.; Blumenröhr, N.
2026. Zenodo. doi:10.5281/zenodo.19494802
Bennardo, L. L.; Weber, L.; Hummel, J.; Feick, M.
2026. CHI EA ’26: Proceedings of the Extended Abstracts of the 2026 CHI Conference on Human Factors in Computing Systems. Ed.: N. Oliver, 1–6, Association for Computing Machinery (ACM). doi:10.1145/3772363.3798694
Wenner, F.; Reiter, D.; Keller, S.; Jehling, M.
2025. Flächennutzungsmonitoring XVII, 109–121, Rhombos Verlag. doi:10.5281/zenodo.18801120
Nikoltchovska, A.; Pütz, S.; Götz, M.; Schäfer, B.
2026. KI - Künstliche Intelligenz. doi:10.1007/s13218-026-00904-4
Engel, Y.
2026, März 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192182
Delvenne, M.; Martinez, J. A.; Haringa, C.; Noorman, H.; Minden, S.; Takors, R.; Delvigne, F.
2026. Microbial Biotechnology, 19 (4), e70329. doi:10.1111/1751-7915.70329
Wacker, I.; Spomer, W.; Hofmann, A.; Gengenbach, U.; Thaler, M.; Ness, L.; Brey, P.; Schroder, R. R.
2015. Microscopy and Microanalysis, 21 (S3), 539–540. doi:10.1017/S1431927615003499
Finck, N.; Kraft, S.; Dardenne, K.; Schild, D.; Mangold, S.; Bosbach, D.
2026. Inorganic Chemistry, 65 (14), 7869–7880. doi:10.1021/acs.inorgchem.6c00047
Varga, B.; Ianniello, T.; Dannewitz, A.; Flemisch, F.
2026. IEEE ICHMS 2026 : The 6th IEEE International Conference on Human-Machine Systems, Jul 1, 2026 - Jul 3, 2026, Singapore, Institute of Electrical and Electronics Engineers (IEEE)
Hoang, T.; Trenta, A.; Gravina, A.; Freymuth, N.; Becker, P.; Bacciu, D.; Neumann, G.
2026. The Fourteenth International Conference on Learning Representations
Lacher, L.; Gannet Hallar; McCubbin, I. B.; Bail, J.; Froyd, K.; Jacquot, J.; Shen, X.; Rapp, C.; Möhler, O.; Cziczo, D. J.
2026, April 16. doi:10.35097/yy6adarzhy2xvgx7
Kuhlmeier, F. O.; Wegener, A.; Schulmeister, D.; Waltereit, J.; Waltereit, R.; Maedche, A.
2026. CHI EA ’26: Proceedings of the Extended Abstracts of the 2026 CHI Conference on Human Factors in Computing Systems. Ed.: N. Oliver, 1–6, Association for Computing Machinery (ACM). doi:10.1145/3772363.3798770
Müller, E.; Greiner, K.; Wegener, A.; Kuhlmeier, F. O.; Maedche, A.
2026. CHI EA ’26: Proceedings of the Extended Abstracts of the 2026 CHI Conference on Human Factors in Computing Systems. Ed.: N. Oliver, 1–6, Association for Computing Machinery (ACM). doi:10.1145/3772363.3799351
Knierim, M. T.; Schulz, T.; Schiller, M.; Shaban, J.; Nadj, M.; Wilson, M. L.; Maedche, A.
2026. CHI EA ’26: Proceedings of the Extended Abstracts of the 2026 CHI Conference on Human Factors in Computing Systems. Ed.: N. Oliver, 1–14, Association for Computing Machinery (ACM). doi:10.1145/3772318.3791800
Kong, D.; Feick, M.; Liu, S.; Maedche, A.
2026. CHI ’26: Proceedings of the 2026 CHI Conference on Human Factors in Computing Systems. Ed.: N. Oliver, 1–17, Association for Computing Machinery (ACM). doi:10.1145/3772318.3790389
W7‐X Team; Naujoks, D.; Kharwandikar, A.; Dettmar, J.; Endler, M.; Fellinger, J.; Gao, Y.; Geiger, J.; Jakubowski, M.; Sieber, T.; Thiede, S.; Voß, C.
2026. Contributions to Plasma Physics. doi:10.1002/ctpp.70122
Baucks, M.; Sun, H.; Kößler, F.; Fleischer, J.
2026. IEEEXplore. doi:10.5445/IR/1000192169
W7-X Team; Solfronk, F.; Fable, E.; Buglione-Ceresa, E.; Tardini, G.; Zanini, M.; Kwak, S.; Zohm, H.
2026. Plasma Physics and Controlled Fusion, 68 (4), Art.Nr.: 045012. doi:10.1088/1361-6587/ae56b3
W7X-Team; Polei, N. S.; Stange, T.; Brunner, K. J.; Grulke, O.; Guerrero Arnaiz, J. F.; Krier, L.; Peter Laqua, H.; Marsen, S.; Moseev, D.; Plaum, B.; Ponomarenko, S.; Rahbarnia, K.; Schlisio, G.; Zimmermann, J.
2026. Nuclear Fusion, 66 (5), Art.Nr.: 056017. doi:10.1088/1741-4326/ae5835
Klier, M.; Heinrich, B.; Klier, J.; Brasse, J.; Förster, M.; Hühn, P.; Moestue, L.
2021. AgenturQ - Agentur zur Förderung der beruflichen Weiterbildung in der Metall- und Elektroindustrie Baden-Württemberg e.V
Bähr, H.; Broder, H.; Dietz, M.; Förster, M.; Klier, M.
2022. Karlsruher Institut für Technologie (KIT)
Liu, S.; Feick, M.; Bierhoff, L.; Maedche, A.
2026. CHI ’26: Proceedings of the 2026 CHI Conference on Human Factors in Computing Systems. Ed.: N. Oliver, 1–18, Association for Computing Machinery (ACM). doi:10.1145/3772318.3790667
Förster, M.; Frost, L.; Hofer, S.; Klier, M.; Obermeier, A.; Tille, C.; Zimmermann, S.; Züllig, K.
2024, Juni
Felgenhauer, A.; Förster, M.; Kaufmann, K.; Klier, J.; Klier, M.
2019. Proceedings of the 27th European Conference on Information Systems (ECIS 2019), Association for Information Systems (AIS)
Förster, M.; Klier, M.; Kluge, K.; Sigler, I.
2020. Proceedings of the 28th European Conference on Information Systems (ECIS 2020), Association for Information Systems (AIS)
Bedué, P.; Förster, M.; Klier, M.; Zepf, K.
2020. Proceedings of the International Conference on Information Systems (ICIS 2020), Article no: 2181, Association for Information Systems (AIS)
Förster, M.; Klier, M.; Kluge, K.; Sigler, I.
2020. Proceedings of the International Conference on Information Systems (ICIS 2020), Association for Information Systems (AIS)
Förster, M.; Hühn, P.; Klier, M.; Kluge, K.
2021. Proceedings of the 54th Hawaii International Conference on System Sciences, 1274–1283, Hawaii International Conference on System Sciences (HICSS). doi:10.24251/HICSS.2021.155
Förster, M.
2021. Proceedings of the 29th European Conference on Information Systems (ECIS 2021), Association for Information Systems (AIS)
Walter, M. C.; Broder, H. R.; Förster, M.
2023. Proceedings of the 18th International Conference on Wirtschaftsinformatik (WI 2023), Association for Information Systems (AIS)
Jahn, T.; Hühn, P.; Förster, M.
2024. Design Science Research for a Resilient Future – 19th International Conference on Design Science Research in Information Systems and Technology, DESRIST 2024, Trollhättan, Sweden, June 3–5, 2024, Proceedings. Ed.: M. Mandviwalla, 66–80, Springer Nature Switzerland. doi:10.1007/978-3-031-61175-9_5
Schröppel, P.; Förster, M.
2024. Proceedings of the 32nd European Conference on Information Systems (ECIS 2024), Association for Information Systems (AIS)
Förster, M.; Pitz, K.; Wrabel, A.; Klier, M.; Zimmermann, S.
2024. Proceedings of the 19th International Conference on Wirtschaftsinformatik (WI 2024), Association for Information Systems (AIS)
Förster, M.; Schröppel, P.; Schwenke, C.; Fink, L.; Klier, M.
2024. Proceedings of the International Conference on Information Systems (ICIS 2024), Association for Information Systems (AIS)
Bottesch, S.; Terhorst, Y.; Förster, M.
2025. Proceedings of the 58th Hawaii International Conference on System Sciences Hilton Waikoloa Village January 7-10, 2025, 1420–1429. doi:10.24251/HICSS.2025.171
Förster, M.; Hagn, M.; Hambauer, N.; Jaki, P. K. V.; Obermeier, A. A.; Pinski, M.; Schauer, A.; Schiller, A.
2025. Proceedings of the 33rd European Conference on Information Systems (ECIS 2025), Association for Information Systems (AIS)
Frost, L.; Förster, M.; Klier, M.
2025. Proceedings of the 33rd European Conference on Information Systems (ECIS 2025), Association for Information Systems (AIS)
Rosenberger, J.; Schröppel, P.; Kruschel, S.; Kraus, M.; Zschech, P.; Förster, M.
2025. Proceedings of the 33rd European Conference on Information Systems (ECIS 2025), Association for Information Systems (AIS)
Diercks, A.; Chozas-Barrientos, S.; Gil-Escrig, L.; Ventosinos, F.; Gomar-Fernández, I.; Roldán-Carmona, C.; Rodkey, N.; Zhao, T.; Petermann, J.; Senno, M.; Held, V.; Carroy, P.; Muñoz, D.; Fassl, P.; Sessolo, M.; Paetzold, U. W.; Bolink, H. J.
2026, April 23. doi:10.35097/nfpuwnntws6pu3yx
Diercks, A.; Chozas-Barrientos, S.; Gil-Escrig, L.; Gomar-Fernández, I.; Roldán-Carmona, C.; Rodkey, N.; Zhao, T.; Petermann, J.; Senno, M.; Held, V.; Carroy, P.; Muñoz, D.; Fassl, P.; Sessolo, M.; Paetzold, U. W.; Bolink, H. J.
2026. Nature energy
Yass, A.; Weiler, T.; Boes, J.
2026. doi:10.5445/IR/1000192145
Terveer, K.; Bouma, S.; Buitink, S.; Corstanje, A.; Henau, V. De; Eberle, V.; Enßlin, T. A.; Frank, P.; Huege, T.; Laub, P.; Mulrey, K.; Nelles, A.; Strähnz, S.; Thoudam, S.; Watanabe, K.
2026. Astroparticle Physics, 179, 103241. doi:10.1016/j.astropartphys.2026.103241
Tuffnell, E. C.; Leedham-Elvidge, E.; Sturges, W. T.; Bönisch, H.; Adcock, K. E.; Fraser, P. J.; Krummel, P. B.; Oram, D. E.; Langenfelds, R. L.; Röckmann, T.; Western, L. M.; Mühle, J.; Laube, J. C.
2026. Atmospheric Chemistry and Physics, 26 (7), 4583–4599. doi:10.5194/acp-26-4583-2026
Yu, Z.
2026, April 13. Karlsruher Institut für Technologie (KIT)
Hussein, B. R. M.; Salem, I. M.; Aziz, H. A.; Alshazly, O.; Hofny, H. A.; Mohassab, A. M.; Awan, Z. A.; Ibrahim, T. S.; Mahmoud, E. M.; Bräse, S.; Mohamed, M. F. A.
2026. Drug Design, Development and Therapy, Volume 20, 1–26. doi:10.2147/DDDT.S570813
Hanna, R.; Ihssen, S.; Geisert, S.; Kocak, U.; Arfini, M.; Hertel, A.; Smart, T. J.; Schleenvoigt, M.; Schmitt, T.; Domnick, J.; Underwood, K.; Jalil, A. R.; Bae, J. H.; Bennemann, B.; Féchant, M.; Field, M.; Spiecker, M.; Zapata, N.; Dickel, C.; Berenschot, E.; Tas, N.; Steele, G. A.; Grützmacher, D.; Pop, I. M.; Schüffelgen, P.
2026. Applied Physics Reviews, 13 (2). doi:10.1063/5.0307532
Peng, K.; Nichols, J.; Lutteroth, C.; Knearem, T.; Kretzer, F.; Bigham, J. P.; Maedche, A.; Jiang, Y.
2026. CHI EA ’26: Proceedings of the Extended Abstracts of the 2026 CHI Conference on Human Factors in Computing Systems. Ed.: N. Oliver, Association for Computing Machinery (ACM). doi:10.1145/3772363.3778737
Thongplew, N.; Kantamaturapoj, K.; Colby, A.; Adamson, C.; Servetoğlu, I.; Laborgne, P.; Milestad, R.; Lin, Y.-C.
2026. Journal of Integrative Environmental Sciences, 23 (1), Art.-Nr.: 2655452. doi:10.1080/1943815X.2026.2655452
Azzola, J.; Gaucher, E.
2026. Geophysical Journal International, 245 (3). doi:10.1093/gji/ggag140
Ballreich, F. L.; Volkamer, M.
2026. Datenschutz und Datensicherheit - DuD, 50 (3), 164–167. doi:10.1007/s11623-026-2224-6
Yan, G.; Wang, F.; Liu, J.; Zhou, H.; Lei, X.; Wu, Z.; Du, W.; Zhong, Y.; Feng, J.; Ge, Z.; Zhao, Y.; He, Q.; Pan, H.; Huo, H.; Yu, Y.
2026. Energy & Environmental Science, 19 (8), 2420–2491. doi:10.1039/d6ee01264g
Förster, M.; Klier, J.; Klier, M.; Schäfer-Siebert, K.; Sigler, I.
2022. Business & Information Systems Engineering, 64 (4), 441–457. doi:10.1007/s12599-021-00725-9
Förster, M.; Hühn, P.; Klier, M.; Kluge, K.
2023. Journal of Decision Systems, 32 (4), 700–731. doi:10.1080/12460125.2022.2119707
Brasse, J.; Broder, H. R.; Förster, M.; Klier, M.; Sigler, I.
2023. Electronic Markets, 33, Article no: 26. doi:10.1007/s12525-023-00644-5
Brasse, J.; Förster, M.; Hühn, P.; Klier, J.; Klier, M.; Moestue, L.
2024. Journal of Business Economics, 94 (3), 467–500. doi:10.1007/s11573-023-01169-1
Schwenke, C.; Brasse, J.; Förster, M.; Klier, M.
2024. Communications of the Association for Information Systems, 54, 1036–1047. doi:10.17705/1CAIS.05443
Fahr, M. C.; Förster, M.; Moestue, L.; Brasse, J.; Klier, J.; Klier, M.
2025. Journal of Business Economics, 95 (4), 553–586. doi:10.1007/s11573-024-01212-9
Förster, M.; Broder, H. R.; Fahr, M. C.; Klier, M.; Fink, L.
2025. European Journal of Information Systems, 34 (2), 323–345. doi:10.1080/0960085X.2024.2404028
Broder, H. R.; Förster, M.; Klier, J.; Klier, M.; Sigler, I.
2025. Information Systems and e-Business Management, 23 (4), 999–1038. doi:10.1007/s10257-025-00708-3
Dammann, M.; Mancini, M.; Kolb, T.; Weber, R.
2026. International communications in heat and mass transfer, 175, Article no: 111078. doi:10.1016/j.icheatmasstransfer.2026.111078
Horsinka, S.; Weis, D.; Beeskow, P.; Langner, T.; Sauer, J.; Waldvogel, S. R.
2026. Journal of Hazardous Materials, 508, 141851. doi:10.1016/j.jhazmat.2026.141851
Karlsruher Institut für Technologie. KIT (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT)
Di Noi, S.; Gröber, R.; Mandal, M. K.
2025. arxiv. doi:10.48550/arXiv.2408.03252
Di Noi, S.; Gröber, R.; Mandal, M. K.
2026. Journal of High Energy Physics, 2026 (4), Art.-Nr.: 37. doi:10.1007/JHEP04(2026)037
Bishop, A.; Schesler, E.
2026. International Mathematics Research Notices, 2026 (7). doi:10.1093/imrn/rnag062
Halla, M.
2026. Numerische Mathematik. doi:10.1007/s00211-026-01540-8
Ortkamp, T.; Sallem, H.; Harrabi, S.; Frank, M.; Jäkel, O.; Bauer, J.; Wahl, N.
2026. Medical Physics, 53 (4), Art.-Nr.: e70395. doi:10.1002/mp.70395
Gamov, I.; Sauter, M.; Huber, S.; Buchinger, Q.; Gschwandtner, P.; Wallrabe, U.; Höfling, S.; Huber-Loyola, T.
2026. Advanced Quantum Technologies, 9 (3), Art.-Nr.: e00954. doi:10.1002/qute.202500954
Saha, S.; Sardana, D.; Manoj J., A.; Agarwal, A.
2026. Journal of Water and Climate Change, 17 (4), 888–908. doi:10.2166/wcc.2026.312
Niedermaier, T.; Weiß, S.; Salem, M.; Bonenberger, C.; Knof, M.; Elser, S.; Reischl, M.
2026. IEEE Access, 14, 52834–52849. doi:10.1109/ACCESS.2026.3681126
Juhász, D.; Busch, B.; Cheng, C.; Hilgers, C.
2026. Environmental Earth Sciences, 85 (8), 204. doi:10.1007/s12665-026-12935-z
Tallu, M.; Weinert, B.; Graf, D.; Lebedkin, S.; Kappes, M.; Dehnen, S.
2026. Chemistry of Materials. doi:10.1021/acs.chemmater.6c00077
Morales, Y.; Singer, J.; Acero, L.; Horn, H.; Saravia, F.
2026. Membranes, 16 (4), 144. doi:10.3390/membranes16040144
Hauck, S.; Greif, L.; Doumit, T.; Ovtcharova, J.
2026. Sustainability, 18 (8), 3700. doi:10.3390/su18083700
Schrader, T.; Baumgarten, N.; Koch, M.
2026, März 3. 6th deRSE26 - conference for Research Software Engineering in Germany (2026), Stuttgart, Deutschland, 3.–5. März 2026. doi:10.5281/zenodo.18926142
Li, Y.; Bezzu, C. G.; Zupanc, A.; Simbari, L.; Banerjee, S.; Kubicki, D. J.; Friščić, T.; Jereb, M.; Jansen-van Vuuren, R. D.; Carta, M.; Bräse, S.
2026. ACS Applied Polymer Materials, 8 (7), 5248–5257. doi:10.1021/acsapm.6c00411
Kaur, N.; Raffan, S.; Clark, S. J.; Musa, S.; Scherf, K.; Elmore, J. S.; Curtis, T. Y.; Honan, E.; Halford, N. G.
2026. Plant Biotechnology Journal. doi:10.1111/pbi.70661
Liu, X.; Rahide, F.; Yang, T.; Lu, P.; Ehrenberg, H.; Dsoke, S.; Dunin-Borkowski, R. E.; Mehdi, B. L.
2026. ACS Nano, 20 (14), 11088–11095. doi:10.1021/acsnano.5c20990
Hunter, G. H.; Isensee, T.; Çakmak, D. H. K.; Kocher, A.; Müller, M.; Hagenmeyer, V.
2026, März 19. 6th deRSE26 - conference for Research Software Engineering in Germany (2026), Stuttgart, Deutschland, 3.–5. März 2026. doi:10.5281/zenodo.18925584
Marwitz, T.; Colsmann, A.; Breitung, B.; Brabec, C.; Kirchlechner, C.; Blasco, E.; Marques, G. C.; Hahn, H.; Hirtz, M.; Levkin, P. A.; Eggeler, Y. M.; Schlöder, T.; Friederich, P.
2026. Nature Machine Intelligence, 8 (4), 535–544. doi:10.1038/s42256-026-01206-y
Pavlitska, S.; Keskin, B.; Faßbender, A.; Hubschneider, C.; Zöllner, J. M.
2025. 2025 IEEE/CVF International Conference on Computer Vision Workshops (ICCVW), 311–320, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCVW69036.2025.00038
Wang, C.; Chen, P.; Guo, C.; Liu, Q.; Yu, H.; Ivanisenko, Y.
2026. Journal of Materials Research and Technology, 42, 1352–1356. doi:10.1016/j.jmrt.2026.03.167
Pavlitska, S.; Fan, H.; Ditschuneit, K.; Zöllner, J. M.
2025. 2025 IEEE/CVF International Conference on Computer Vision Workshops (ICCVW), 251–260, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCVW69036.2025.00032
Teixeira, C. A.; Bansal, U.; Laplanche, G.; Gumbsch, P.; Lee, S.; Kirchlechner, C.
2026. Acta Materialia, 310, 122136. doi:10.1016/j.actamat.2026.122136
Meza Gonzalez, J. F.; Völp, A.; Nirschl, H.; Rhein, F.
2026. Energy Technology, 14 (3), e202501872. doi:10.1002/ente.202501872
Bandla, D. S.; Lee, S.; Kirchlechner, C.
2026. Materials Science and Engineering: A, 960, 150130. doi:10.1016/j.msea.2026.150130
Klotz, J.; Hasenoehrl, S.; Matthiesen, S.; Geimer, M.
2026. doi:10.5445/IR/1000192092
Wehmer, M.; Staab, M.; Kramer, J.; Baumgart, I.
2025. 2025 Workshop on Fault Detection and Tolerance in Cryptography (FDTC), 1–12, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/FDTC68360.2025.00009
Borcherding, A.; Giraud, M.; Tzigiannis, L.
2026. Proceedings of the 12th International Conference on Information Systems Security and Privacy, 240–251, SciTePress. doi:10.5220/0014355200004061
Matsokin, N. A.; Kalinin, M.; Buchwald, A.; Werner, H.-J.; Fink, R. F.; Fink, K.; Sharapa, D. I.
2026. The Journal of Chemical Physics, 164 (13). doi:10.1063/5.0324531
Vlajic, K.; Martin, A.; Fischer, M.; Schwarz, S. E.; Düser, T.; Albers, A.
2025. 2025 IEEE International Symposium on Systems Engineering (ISSE), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISSE65546.2025.11370110
Fellhauer, D.; Walter, O.; Rothe, J.; Dardenne, K.; Schild, D.; Meier, R.; Müller, P.; Jo, Y.; Gaona, X.; Altmaier, M.; Geckeis, H.
2026. Angewandte Chemie Novit, 2 (1). doi:10.1002/anov.70018
Dorn, M.; Hoffmann, J.; Weber, A.; Hagenmeyer, V.
2026. IET Conference Proceedings, 2025, 1114–1121. doi:10.1049/icp.2025.4567
Gakias, C.; Giannakis, E.; Adamidis, P.; Dietrich, S.; Schulze, V.; Savaidis, G.
2025. Engineering proceedings, 119 (1), Art.-Nr.: 40. doi:10.3390/engproc2025119040
Kock, L.; Rodrigues∗, G. S.; Sisson, S. A.; Klein, N.; Nott, D. J.
2024. arxiv
Hofmann, I.; Rosenberg, S.; Schultmann, F.
2026. International Conference on Resilient Systems, (ICRS), 2026, Delft, The Netherlands : Book of Abstracts. Ed.: T. Comes, 263–268, Technische Universität Eindhoven (TU Eindhoven)
Schüßler, P.; Schulze, V.; Dietrich, S.
2026, April 15. doi:10.35097/dg39f4p0wxqdnfxy
Mörsel, J.
2025, Oktober. 30th Nordic Workshop on Bibliometrics and Research Policy (2025), Bergen, Norwegen, 29.–31. Oktober 2025. doi:10.6084/m9.figshare.30739790
Gaur, A.; Abe, H.; Ishii, M.; Paripsa, S.; Grunwaldt, J.-D.; Lützenkirchen-Hecht, D.
2026. Radiation Physics and Chemistry, 245, 113897. doi:10.1016/j.radphyschem.2026.113897
Keller, H.
1982. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192075
Schüßler, P.; Schulze, V.; Dietrich, S.
2026, April 15. doi:10.35097/37da9d66y4t27q55
Friedrich, M.; Koopman, S. J.; Lin, Y.; Mahieu, E.; Smeekes, S.; De Mazière, M.; Flood, V.; Frey, M. M.; Grutter, M.; Hannigan, J. W.; Hase, F.; Jones, N.; Kivi, R.; Makarova, M.; Morino, I.; Murata, I.; Nagahama, T.; Notholt, J.; Ortega, I.; Prignon, M.; Röhling, A. N.; Smale, D.; Strong, K.; Té, Y.; Zhou, M.
2026. Climatic Change, 179 (4), 66. doi:10.1007/s10584-026-04153-0
Das, C.; Kedia, M.; Tanko, K. T.; Wang, Y.; Njel, C.; Lira-Cantu, M.; Saliba, M.
2026. Advanced Science. doi:10.1002/advs.75107
Corcoran, E.; Bebber, D. P.; Curceac, S.; Efremova, N.; Lashkari, A.; Mead, A.; Morris, R. J.; Pywell, R. F.; Redhead, J. W.; Ahnert, S. E.
2026. Scientific Data, 13 (1), Art.-Nr.: 491. doi:10.1038/s41597-025-06528-x
Alberto Vilchez, M. E.; Kortüm, B.; Schöpe, P.; Kyjacova, L.; Zincke, F.; Osterland, M.; Smith, J.; Walther, W.; Rau, B.; Sleeman, J. P.; Stein, U.
2026. Biomolecules, 16 (3), Art.-Nr.: 398. doi:10.3390/biom16030398
Oliveira, A. de; Lederle, F.; Memmel, P.; Hübner, E. G.; Wasserscheid, P.; Wolf, M.; Auer, F.
2026. Catalysis Science & Technology, 16 (8), 2933–2945. doi:10.1039/d5cy01600b
Ocker, M.; Möller, R.; Peters, M.; Walther, F.; Kirschall, V.; Hezel, D. C.; Merz, M.; Guguschev, C.; Krellner, C.; Kliemt, K.
2026. Crystal Growth & Design. doi:10.1021/acs.cgd.6c00203
Liu, Y.; Li, T.; Yuan, X.; Maraytta, N.; Fedorov, A. V.; Kundu, A. K.; Yilmaz, T.; Vescovo, E.; Wu, X.; Zhang, L.; He, M.; Chai, Y.; Zhou, X.; Merz, M.; Sun, Z.; Fu, H.; Valla, T.; Wang, A.
2026. npj Quantum Materials. doi:10.1038/s41535-026-00879-3
Zachow, M.; Aleksovska, I.; Henin, R.; Kunstmann, H.; Meroni, M.; Seguini, L.; Tarnavsky, E.; Asseng, S.
2026. Agricultural and Forest Meteorology, 383, 111139. doi:10.1016/j.agrformet.2026.111139
Liesch, T.; Ohmer, M.
2026. Hydrology and Earth System Sciences, 30 (7), 1877–1890. doi:10.5194/hess-30-1877-2026
ECHo Collaboration; Adam, F.; Ahrens, F.; Ardila Perez, L. E.; Balzer, M.; Barth, A.; Behrend-Uriarte, D.; Berndt, S.; Blaum, K.; Böhm, F. W. H.; Braß, M.; Calza, L.; Chrysalidis, K.; Door, M.; Dorrer, H.; Düllmann, C. E.; Eberhardt, K.; Eliseev, S.; Enss, C.; Filianin, P.; Fleischmann, A.; Gartmann, R.; Gastaldo, L.; Griedel, M.; Göggelmann, A.; Hammann, R.; Hasse, R.; Haverkort, M. W.; Heinze, S.; Hengstler, D.; Jeske, R.; Jochum, J.; Johnston, K.; Karcher, N.; Kempf, S.; Kieck, T.; Köster, U.; Kovac, N.; Kneip, N.; Kromer, K.; Mantegazzini, F.; Marsh, B. A.; Merstorf, M.; Muscheid, T.; Neidig, M.; Novikov, Y. N.; Pandey, R.; Reifenberger, A.; Richter, D.; Rischka, A.; Rothe, S.; Sander, O.; Schüssler, R. X.; Scholl, S.; Schweiger, C.; Velte, C.; Weber, M.; Wegner, M.; Wendt, K.; Wickenhäuser, T.
2026. Physical Review Letters, 136 (12), Art.Nr: 121801. doi:10.1103/lqkb-hylx
Nakano, R.; Yamada, R.; Bouaziz, J.; Colling, M.; Gen, M.; Shoriki, K.; Okamura, Y.; Kikkawa, A.; Misawa, R.; Baral, P. R.; Kitou, S.; Nakamura, Y.; Ohsumi, H.; Tanaka, Y.; Sagayama, H.; Nakao, H.; Ishihara, Y.; Gautam, K.; Fabelo, O.; Taguchi, Y.; Takahashi, Y.; Tokunaga, M.; Arima, T.- hisa; Tokura, Y.; Arita, R.; Masell, J.; Hayami, S.; Hirschberger, M.
2026. Nature Communications, 17 (1), 3056. doi:10.1038/s41467-026-69452-7
Cooke, R.; Burton, V. J.; Brown, C.; Harrower, C. A.; White, S. M.; Huntingford, C.; Dunford-Brown, R.; Fox, R.; Harrison, P. A.; Hui, C.; Massimino, D.; Purvis, A.; Robinson, E. L.; Rodger, J.; Isaac, N. J. B.; Bullock, J. M.
2026. Nature Communications, 17 (1), 2704. doi:10.1038/s41467-026-70064-4
Armenis, A. S.; Molina-Jirón, C.; Pantelis, K. N.; Wernsdorfer, W.; Ruben, M.; Moreno-Pineda, E.; Stamatatos, T. C.
2026. Chemistry – A European Journal. doi:10.1002/chem.70936
Almeida de Campos, L.; Sheppard, T. L.; Grunwaldt, J.-D.
2026, April 14. doi:10.35097/wb32qa8tg9011eut
Becker, S.
2026, Februar
Bruns, O.; Waitelonis, J.; Pan, J. Z.; Sack, H.
2026. Transactions on graph data and knowledge, 4 (1), 2.1–2.46. doi:10.4230/TGDK.4.1.2
Almeida de Campos, L.; Sheppard, T. L.; Grunwaldt, J.-D.
2026, April 14. doi:10.35097/m137bhkrvh8ufk5q
Bühler, L.; Mistrangelo, C.; Koehly, C.
2026. IEEE Transactions on Plasma Science, 1–6. doi:10.1109/TPS.2026.3670923
Schüßler, P.; Schulze, V.; Dietrich, S.
2026, April 15. doi:10.35097/pmem1cb9gu1ck8xz
Doll, F.; Liesch, T.; Wetzel, M.; Kunz, S.; Broda, S.
2026. Geoscientific Model Development, 19 (7), 2657–2675. doi:10.5194/gmd-19-2657-2026
Diaz-Alvarez, E.; Antunes, R.; Welte, S.; Frances, L.
2026. Nuclear Materials and Energy, 47, 102105. doi:10.1016/j.nme.2026.102105
Niederhuber, T.
2026, April 8. doi:10.35097/kxaxathbk6bzcc5t
Bott, A.; Baumgärtner, J.; Klein, N.; Puchta, A.; Fleischer, J.
2025. Sustainable Manufacturing Innovations: Focus on New Energy Vehicles, Production Robots, and Software-Defined Manufacturing – Proceedings of ICSM 2024, Shanghai, China, October 30-November 1, 2024. Ed.: J. Min, 167–177, Springer Nature Switzerland. doi:10.1007/978-3-031-84744-8_14
Zheng, Y.; Peng, K.; Zheng, X.; Yang, K.
2026. arxiv. doi:10.48550/arXiv.2603.15475
Liu, R.; Chen, Y.; Zhang, Y.; Zheng, J.; Peng, K.; Wu, C.; Huang, C.; Wen, D.; Zhang, J.; Yang, K.; Stiefelhagen, R.
2026. arxiv. doi:10.48550/arXiv.2603.06445
Zheng, J.; Dai, R.; Liu, R.; Zeng, Z.; Chen, Y.; Wang, F.; Peng, K.; Yang, K.; Zhang, J.; Stiefelhagen, R.
2026. arxiv. doi:.48550/arXiv.2603.27758
Peng, K.; Wen, D.; Yang, K.; Fu, J.; Chen, Y.; Liu, R.; Wu, J.; Zheng, J.; Sarfraz, M. S.; Gool, L. V.; Paudel, D. P.; Stiefelhagen, R.
2025. arxiv. doi:10.48550/arXiv.2510.12687
Zhang, Y.; Duan, M.; Peng, K.; Wang, Y.; Wen, D.; Paudel, D. P.; Gool, L. V.; Yang, K.
2026. arxiv. doi:10.48550/arXiv.2604.01081
Bilen, A.; Ernst, L.; Gindin, E.; Schubert, J.; Rauwolf, M.; Rauschenberg, E. L.; Edelmann, T.; Schnaith, S. M.; Lanza, G.; Benfer, M.
2026. Measurement science and technology
Bilen, A.; Decman, M.; Ernstberger, S. C.; Stamer, F.; Lanza, G.
2026. Measurement science and technology
Bilen, A.; Braunschweiger, N. P.; Karabegović, R.; Kircher, T. F.; Waggershauser, F. E.; Kumar, N.; Wübbena, P. M.; Weiland, L. A.; Reister, L. R.; Gindin, E.; Lanza, G.
2026. Measurement science and technology
Linney, G.; Kim, H.; Díaz-General, E.; Harrison, P.; Laspidou, C.; Lazurko, A.; Vaňo, S.
2026, Juni 17. Forum Biodiversity - Treasures in the World’s Forests (2026), Davos, Schweiz, 14.–19. Juni 2026. doi:10.5194/wbf2026-737
Cherif, E.; Kattenborn, T.; Brown, L. A.; Ewald, M.; Berger, K.; Dao, P. D.; Hank, T. B.; Laliberté, E.; Lu, B.; Feilhauer, H.
2026. Biogeosciences, 23 (7), 2235–2259. doi:10.5194/bg-23-2235-2026
Makumbi, T.
2026, April 15. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000192013
Pushpendra, P.; Vollert, E.; Bresser, D.; Weil, M.
2026. Journal of Energy Storage, 161, 121887. doi:10.1016/j.est.2026.121887
Karlsruher Institut für Technologie. KIT (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT)
Mukherjee, A.; Luo, Y.; Bauer, M. H.; Fidlin, A.; Zirkel, M.; Gerlach, E.; Zentner, L.
2025. 5. VDI-Fachtagung: Schwingungen 2025, Würzburg, 5th-6th November 2025, 243–256, VDI Verlag. doi:10.51202/9783181024638-243
Karlsruher Institut für Technologie. KIT (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT)
Weber, L.; Krüger, K.; Fiedler, S.
2026. Geophysical Research Letters, 53 (7), e2025GL120522. doi:10.1029/2025GL120522
Almeida de Campos, L.; Sheppard, T. L.; Grunwaldt, J.-D.
2026, April 14. doi:10.35097/wx033rkaeuzp5ynr
Domanowski, A.; Seidl, C.; Clausnitzer, M.; Kegel, K.; Aßmann, U.
2026. Proceedings of the 14th International Conference on Model-Based Software and Systems Engineering - MODELSWARD. Ed.: F. Ciccozzi, 371–377, SciTePress. doi:10.5220/0014423300004058
Dindar, B.; Saner, C. B.; Çakmak, H. K.; Hagenmeyer, V.
2026. Applied Energy, 414, 127848. doi:10.1016/j.apenergy.2026.127848
Morana, S.; Feine, J.; Maedche, A.
2026. Journal of the Association for Information Systems
Zupanič, F.; Dominguez, P. M. P.; Lu, Y.; Boll, T.; Dunin-Borkowski, R.; Hočuršćak, L.; Fisslthaler, E.; Klobčar, D.; Bončina, T.
2026. Metals, 16 (3), Art.-Nr.: 358. doi:10.3390/met16030358
Kissel, S.; Schnieders, P.; Derdau, V.; Waldvogel, S. R.
2026. ChemSusChem, 19 (6). doi:10.1002/cssc.202502557
Hauck, M.; Liang, Y.; Peterseim, D.
2026. Numerische Mathematik. doi:10.1007/s00211-026-01535-5
Zürn, S.; Haas, J.; Henning, F.
2026. Research in Engineering Design, 37 (2), Art.-Nr.: 16. doi:10.1007/s00163-026-00480-6
Stamer, F.; Lanza, G.; Puttero, S.; Galetto, M.
2026. Journal of Manufacturing Systems, 86, 264–276. doi:10.1016/j.jmsy.2026.03.009
Reitz, C. Y.; Frick, D.; Pross, E.; Reynolds, E. M.; Wansorra, C.; Schenk, S. M.; Branson, J. A.; Kaufmann-Heimeshoff, H.; Blankenship, M.; Wolf, J.; Hauschild, D.; Göttlicher, J.; Steininger, R.; Mangold, S.; Ekanayake, R. S. K.; Schacherl, B.; Heske, C.; Celis-Barros, C.; Ramanantoanina, H.
2026, Mai 11. doi:10.35097/at7j6w642ryx7xq2
Zahn, M. von; Güler, A.; Pfeiffer, J.; Reijers, H. A.; Hinz, O.
2026. Business & Information Systems Engineering. doi:10.1007/s12599-026-00999-x
Ernst, L. D.; Guse, D.; Schmidt-Meinzer, N.; Kind, M.; Krossing, I.
2026. Zeitschrift für anorganische und allgemeine Chemie, 652 (7), e202500235. doi:10.1002/zaac.202500235
Bykov, V.; Goldshtein, V.
2026. Combustion Theory and Modelling, 1–22. doi:10.1080/13647830.2026.2647067
Maloda, E. M.; Nyarige, J. S.; Busko, D.; Turshatov, A.; Richards, B. S.
2026. ChemPhotoChem, 10 (3). doi:10.1002/cptc.202500312
Fuchß, D.; Liu, H.; Corallo, S.; Hey, T.; Keim, J.; von Geisau, J.; Koziolek, A.
2026, März 11. doi:10.5281/zenodo.18957376
Fuchß, D.; Liu, H.; Corallo, S.; Hey, T.; Keim, J.; von Geisau, J.; Koziolek, A.
2026. ACM Transactions on Autonomous and Adaptive Systems. doi:10.1145/3807453
Schmerbeck, C.; Heizmann, M.
2026, April 9. doi:10.35097/87d1nu95wpxyf1rb
Albers, A.; Düser, T.; Schwarz, S. E.; Schneider, F.; Spekker, M. W.; Voelk, T. A.
2026. 2025 IEEE International Symposium on Systems Engineering (ISSE), 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISSE65546.2025.11370122
Geda, Y. E.; Krell-Rösch, J.; Bekele K.; Gunning, J. A.; Zaniletti, I.; Eagan, D.; Demeke, M.; Khan, N.; Chahal, G.; Smith, T.; DeCuna, C.; Aliskevich, E.; Hettiwatte, Y.; Ransdell, M.; Racette, S. B.
2026. Journal of Alzheimer’s Disease. doi:10.1177/13872877261438520
Eisold-Fritz, J.
2026, Mai 4. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191987
Tolba, A. T.; Grimmer, J. C.; Kohl, T.; Lüth, S.; Rudolph, B.; Deon, F.; Pierdominici, S.; Sass, I.
2026, März 12. 2nd GeoLaB Scientific Workshop (2026), Karlsruhe, Deutschland, 12.–13. März 2026
Caruso, V.; Shirali, H.; Bouget, C.; Cerretti, P.; Curletti, G.; de Groot, M.; Groznik, E.; Gutowski, J. M.; Pylatiuk, C.; Plewa, R.; Roques, A.; Sallé, A.; Sweeney, J.; Van Rooyen, K.; Wührl, L.; Rassati, D.
2026. NeoBiota, 105, 319–336. doi:10.3897/neobiota.105.180959
Gabani, D.; Arabgol, Z.; Wiehler, L.; List, A.; Klassen, T.; Gärtner, F.; Pundt, A.; Gibmeier, J.
2026. Journal of Thermal Spray Technology, 35 (4), 1204–1217. doi:10.1007/s11666-026-02161-1
Steurer, M.
2026, April 28. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191982
Veit, M.; Mossano, M.; Länge, T.; Volkamer, M.
2026. arxiv. doi:10.48550/arXiv.2604.04926
Baumann, B.
2026. Karlsruher Institut für Technologie (KIT)
Laimer, T.; Gregor, K.; Grote, R.; Jung, C.; Schindler, D.; Arneth, A.
2026. European Journal of Forest Research, 145 (3), Art.-Nr.: 56. doi:10.1007/s10342-026-01899-1
Link, J.; Hellmann, S.; Strybny, B.; Hoffmann, C.; Sowoidnich, T.; Rößler, C.; Gil Díaz, T.; Lützenkirchen, J.; Heberling, F.; Jara Heredia, D.; Ludwig, H. M.; Schäfer, T.; Haist, M.
2026. Opus Fluidum Futurum—Rheology of Reactive, Multiscale, Multiphase Construction Materials – Report by DFG SPP 2005 Priority Program. Ed.: V. Mechtcherine, S. Muthukrishnan, D. Mikhalev, 275–316, Springer Nature Switzerland. doi:10.1007/978-3-032-15391-3_11
Stausberg, L.; Heberling, F.; Lützenkirchen, J.
2026. Physical Chemistry Chemical Physics, 28 (13), 8155–8171. doi:10.1039/D6CP00143B
Heberling, F.
2026. Reviews in Mineralogy and Geochemistry, 91B (1), 121–143. doi:10.2138/rmg.2026.91B.05
Ye, M.; Hong, W.; Lacmann, T. L.; Frachet, M.; Vinograd, I.; Garbarino, G.; Souliou, S.-M.; Merz, M.; Heid, R.; Haghighirad, A.-A.; Li, Y.; Le Tacon, M.
2026. Physical Review B, 113 (13), Art.-Nr.: 134507. doi:10.1103/ql6r-x3s8
Akbarnejad, E.; Kostka, A.; Arivanandhan, G.; Li, Y.; Savan, A.; Kohl, M.; Ludwig, A.
2026. Advanced Engineering Materials, e202503175. doi:10.1002/adem.202503175
Magnarin, L. A.; Ozino Caligaris, F.; Morán-Meza, J.; Aghassi-Hagmann, J.; Celano, U.
2026. Journal of Vacuum Science & Technology B, 44 (3), Art.-Nr.: 034003. doi:10.1116/6.0005158
Pasichnyk, M.; Schmitt, C.; Plank, M.; Kerst, K.; Wang, W.; Aiti, M. Al; Cuniberti, G.; Lerch, A.; Théato, P.
2026. Scientific Reports, 16 (1), 10506. doi:10.1038/s41598-026-45387-3
Philipp Deutschmann, M.; Nirschl, H.
2026. Chemical Engineering Science, 329, 123774. doi:10.1016/j.ces.2026.123774
Boos, J.; Wunsch, F.
2026. Journal of Cosmology and Astroparticle Physics, 2026 (03), Art.-Nr.: 020. doi:10.1088/1475-7516/2026/03/020
Bredt, P.; Banno, T.; Höfer, M.; Iguro, S.; Kilian, W.; Ma, Y.; Reuter, J.; Zhang, H.
2026. Physical Review Letters, 136 (8), Art.-Nr.: 081801. doi:10.1103/mnqp-l2h9
Ahmed, M. A.; Alsharkawy, M.; Bothe, S.; Nassar, H.; Bauer, L.; Henkel, J.
2026. Journal of Circuits, Systems and Computers. doi:10.1142/S0218126626450040
Meutelet, R.; Buerfent, B. C.; Hess, T.; Teply-Szymanski, J.; Jank, P.; Oldenburg, J.; Rühl, H.; Hubbuch, J.
2026. Scientific Reports, 16 (1), 11232. doi:10.1038/s41598-026-45585-z
Peng, K.; Huang, J.; Huang, X.; Wen, D.; Zheng, J.; Chen, Y.; Yang, K.; Wu, J.; Hao, C.; Stiefelhagen, R.
2025. arxiv
Wen, D.; Peng, K.; Yang, K.; Chen, Y.; Liu, R.; Zheng, J.; Roitberg, A.; Paudel, D. P.; Gool, L. Van; Stiefelhagen, R.
2025. arxiv
Li, W.; Peng, K.; Wen, D.; Liu, R.; Duan, M.; Luo, K.; Yang, K.
2026. arxiv
Kong, W.; Zeng, Z.; Wen, D.; Wei, J.; Peng, K.; Goo, J. M.; Boehm, J.; Stiefelhagen, R.
2026. arxiv. doi:10.48550/arXiv.2510.09035
Peng, K.; Wen, D.; Fu, J.; Wu, J.; Yang, K.; Zheng, J.; Liu, R.; Chen, Y.; Fu, Y.; Paudel, D. P.
2025. arxiv
Li, W.; Peng, K.; Wen, D.; Zheng, J.; Wei, J.; Duan, M.; Zhang, Y.; Fan, R.; Yang, K.
2026. arxiv
Lin, K.; Peng, K.; Wen, D.; Chen, Y.; Liu, R.; Yang, K.
2026. arxiv
Biofutures & BES‑SIM2 NFF–GBF narrative working group; Burns, J.
2026, März 10. Forum Biodiversity - Treasures in the World’s Forests (2026), Davos, Schweiz, 14.–19. Juni 2026. doi:10.5194/wbf2026-465
Raymond, J.; Schmitt, T.; Tschol, M.; Arendarczyk, B.; Brown, C.; Burns, J.; Byari, M.; Diaz General, E.; Hotz, R.; Prestele, R.; Rounsevell, M.
2026. Forum Biodiversity - Treasures in the World’s Forests (2026), Davos, Schweiz, 14.–19. Juni 2026. doi:10.5194/wbf2026-689
Harrison, P.; Brown, C.; Cojocaru, G.; Díaz-General, E.; Ioannou, A.; Kasiteropoulou, D.; Kim, H.; Lazurko, A.; Linney, G.; Raymond, J.; Rounsevell, M.
2026. Forum Biodiversity - Treasures in the World’s Forests (2026), Davos, Schweiz, 14.–19. Juni 2026. doi:10.5194/wbf2026-262
Pater, M. de; Hebinck, A.; Lazurko, A.; Díaz General, E.; Vaňo, S.; Harmáčková, Z.
2026. Forum Biodiversity - Treasures in the World’s Forests (2026), Davos, Schweiz, 14.–19. Juni 2026. doi:10.5194/wbf2026-387
Lazurko, A.; Pater, M. de; Hebinck, A.; Diaz-General, E.; Harmackova, Z.; Harrison, P.
2026, Juni 15. Forum Biodiversity - Treasures in the World’s Forests (2026), Davos, Schweiz, 14.–19. Juni 2026. doi:10.5194/wbf2026-289
Díaz General, E.
2026. Forum Biodiversity - Treasures in the World’s Forests (2026), Davos, Schweiz, 14.–19. Juni 2026. doi:10.5194/wbf2026-573
Kiefer, D.
2026, März 10. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191947
Kistner, F. S.
2026, April 28. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191945
Einstein Telescope collaboration; Abac, A.; Abramo, R.; Albanesi, S.; Albertini, A.; Agapito, A.; Agathos, M.; Albertus, C.; Andersson, N.; Andrade, T.; Andreoni, I.; Angeloni, F.; Antonelli, M.; Antoniadis, J.; Antonini, F.; Sedda, M. A.; Celeste Artale, M.; Ascenzi, S.; Auclair, P.; Bachetti, M.; Badger, C.; Banerjee, B.; Barba-González, D.; Barta, D.; Bartolo, N.; Bauswein, A.; Begnoni, A.; Beirnaert, F.; Bejger, M.; Belgacem, E.; Bellomo, N.; Bernard, L.; Bernardini, M. G.; Bernuzzi, S.; Berry, C. P. L.; Berti, E.; Bertone, G.; Bettoni, D.; Bezares, M.; Bhagwat, S.; Bisero, S.; Bizouard, M. A.; Blanco-Pillado, J. J.; Blasi, S.; Bonino, A.; Borghese, A.; Borghi, N.; Borhanian, S.; Bortolas, E.; Botticella, M. T.; Branchesi, M.; Breschi, M.; Brito, R.; Brocato, E.; Broekgaarden, F. S.; Bulik, T.; Buonanno, A.; Burgio, F.; Burrows, A.; Calcagni, G.; Canevarolo, S.; Cappellaro, E.; Capurri, G.; Carbone, C.; Casadio, R.; Cayuso, R.; Cerdá-Durán, P.; Char, P.; Chaty, S.; Chiarusi, T.; Chruslinska, M.; Cireddu, F.; Cole, P.; Colombo, A.; Colpi, M.; Compère, G.; Contaldi, C.; Corman, M.; Crescimbeni, F.; Cristallo, S.; Cuoco, E.; Cusin, G.; Canton, T. D.; Dálya, G.; D’Avanzo, P.; Davari, N.; De Luca, V.; De Renzis, V.; Della Valle, M.; Del Pozzo, W.; De Santi, F.; De Santis, A. L.; Dietrich, T.; Dimastrogiovanni, E.; Domenech, G.; Doneva, D.; Drago, M.; Dupletsa, U.; Duval, H.; Dvorkin, I.; Elias-Rosa, N.; Fairhurst, S.; Fantina, A. F.; Fasiello, M.; Fays, M.; Fender, R.; Fischer, T.; Foucart, F.; Fragos, T.; Foffa, S.; Franciolini, G.; Fumagalli, J.; Gair, J.; Gamba, R.; Garcia-Bellido, J.; García-Quirós, C.; Gergely, L. Á.; Ghirlanda, G.; Ghosh, A.; Giacomazzo, B.; Gittins, F.; Giudice, I. F.; Goncharov, B.; Gonzalez, A.; Goriély, S.; Graziani, L.; Greco, G.; Gualtieri, L.; Guidi, G. M.; Gupta, I.; Haney, M.; Hannam, M.; Harms, J.; Harutyunyan, A.; Haskell, B.; Haungs, A.; Hazra, N.; Hemming, G.; Heng, I. S.; Hinderer, T.; van der Horst, A.; Hu, Q.; Husa, S.; Iacovelli, F.; Illuminati, G.; Inguglia, G.; Villalba, D. I.; Janquart, J.; Janssens, K.; Jenkins, A. C.; Jones, I.; Kacskovics, B.; Klessen, R. S.; Kokkotas, K.; Kuan, H.-J.; Kumar, S.; Kuroyanagi, S.; Laghi, D.; Lamberts, A.; Lambiase, G.; Larrouturou, F.; Leaci, P.; Lenzi, M.; Levan, A.; Li, T. G. F.; Li, Y.; Liang, D.; Limongi, M.; Liu, B.; Llanes-Estrada, F. J.; Loffredo, E.; Long, O.; Lope-Oter, E.; Lukes-Gerakopoulos, G.; Maggio, E.; Maggiore, M.; Mancarella, M.; Mapelli, M.; Marchant, P.; Margiotta, A.; Mariotti, A.; Marriott-Best, A.; Marsat, S.; Martínez-Pinedo, G.; Maselli, A.; Mastrogiovanni, S.; Matos, I.; Melandri, A.; Mendes, R. F. P.; de Souza, J. M. S.; Mentasti, G.; Mezcua, M.; Mösta, P.; Mondal, C.; Moresco, M.; Mukherjee, T.; Muttoni, N.; Nagar, A.; Narola, H.; Nava, L.; Moreno, P. N.; Nelemans, G.; Nielsen, A. B.; Nissanke, S.; Obergaulinger, M.; Oertel, M.; Oganesyan, G.; Onori, F.; Pacilio, C.; Pagliaroli, G.; Palomba, C.; Pang, P. T. H.; Pani, P.; Papalini, L.; Patricelli, B.; Patruno, A.; Pedrotti, A.; Perego, A.; Pérez-García, M. A.; Périgois, C.; Perna, G.; Péroux, C.; Perret, J.; Perrodin, D.; Pesci, A.; Pfeiffer, H. P.; Piccinni, O. J.; Pieroni, M.; Piranomonte, S.; Pompili, L.; Porter, E. K.; Porto, R. A.; Pound, A.; Powell, J.; Puech, M.; Pratten, G.; Puecher, A.; Pujolas, O.; Quartin, M.; Raduta, A. R.; Ramos-Buades, A.; Rase, A.; Razzano, M.; Rea, N.; Regimbau, T.; Renzini, A.; Rettegno, P.; Ricciardone, A.; Riotto, A.; Romero-Rodriguez, A.; Ronchini, S.; Rosinska, D.; Rossi, A.; Roy, S.; Rubiera-Garcia, D.; Rubio, J.; Ruiz-Lapuente, P.; Sagun, V.; Sakellariadou, M.; Salafia, O. S.; Samajdar, A.; Sanchis-Gual, N.; Sanna, A.; Santoliquido, F.; Sathyaprakash, B.; Schmidt, P.; Schmidt, S.; Schneider, F. R. N.; Schneider, R.; Sedrakian, A.; Servant, G.; Sevrin, A.; Shao, L.; Silva, H. O.; Simakachorn, P.; Smartt, S.; Sotiriou, T. P.; Spera, M.; Stamerra, A.; Steer, D. A.; Steinhoff, J.; Stergioulas, N.; Sturani, R.; Suárez, D.; Suresh, J.; Swain, S.; Tagliazucchi, M.; Tamanini, N.; Tasinato, G.; Tauris, T. M.; Tissino, J.; Tomaselli, G. M.; Toonen, S.; Torres-Forné, A.; Turski, C.; Ugolini, C.; Vagenas, E. C.; Dall’Armi, L. V.; Valenti, E.; Valiante, R.; Broeck, C. V. D.; van de Meent, M.; van Son, L. A. C.; Vanvlasselaer, M.; Vaglio, M.; Varma, V.; Veitch, J.; Vaskonen, V.; Vergani, S. D.; Wils, M.; Witek, H.; Wong, I. C. F.; Yazadjiev, S.; Yim, G.; Acernese, F.; Ahn, H.; Allocca, A.; Amato, A.; Andrés-Carcasona, M.; Avallone, G.; Bachlechner, M.; Baer, P.; Bagnasco, S.; Balbi, G.; Barone, F.; Benedetti, E.; Benning, C.; Bini, S.; Salcedo, J. L. B.; Bozza, V.; Bruno, M.; Butz, T.; Califano, M.; Calloni, E.; Carapella, G.; Cardini, A.; Subrahmanya, S. C.; Chiadini, F.; Chiummo, A.; Cianetti, S.; Ciani, G.; Coccia, E.; Contu, A.; Cornelissen, R.; Cozzumbo, A.; Croney, L.; Crosta, M.; D’Agostino, R.; Danilishin, S.; D’Antonio, S.; Bolle, J. D.; Degallaix, J.; Laurentis, M. D.; della Monica, R.; Marco, F. D.; de Martino, I.; Rosa, R. D.; Salvo, R. D.; Simone, R. D.; Detavernier, C.; Diaferia, G.; Cesare, M. D.; Fiore, L. D.; Giovanni, M. D.; Pace, S. D.; Docherty, J.; D’Urso, D.; Mecherfi, O. E.; Errico, L.; Fabrizi, F.; Fafone, V.; Fanti, V.; Fittipaldi, R.; Fiumara, V.; Freise, A.; Funk, S.; Gaedtke, M.; Garufi, F.; Gerberding, O.; Giangrandi, E.; Giunchi, C.; Graham, V.; Granata, M.; Granata, V.; Green, A.; Haughian, K.; Heisenberg, L.; Hennig, M.; Hild, S.; Hoang, V. L.; Holland, N.; Iannone, G.; Isleif, K.-S.; Joppe, R.; Kim, C.-H.; Kim, C.; Kim, K.; Korb, E.; Korobko, M.; Kranzhoff, L.; Kuhlbusch, T.; Lacaille, G.; Lartaux-Vollard, A.; Lavezzi, L.; Laycock, P.; Lee, S.; Lee, S.; Lee, S.; Losurdo, G.; Lucchesi, L.; Lück, H.; Macquet, A.; Majorana, E.; Mangano, V.; Martelli, F.; Martin, I.; Martinez, M.; Masoni, A.; Massaro, L.; Melini, D.; Mercurio, A.; Mereni, L.; Miller, A. L.; Mirasola, L.; Mitchell, A.; Molinari, I.; Montani, M.; Mow-Lowry, C.; Murgia, R.; Murray, P. G.; Muscas, G.; Naticchioni, L.; Nela, A.; Nery, M.; Niggemann, T.; Nippe, N.; Novak, J.; Numic, A.; Olivieri, M.; Orsini, M.; Park, J. G.; Pascucci, D.; Perreca, A.; Piergiovanni, F.; Pierro, V.; Pinard, L.; Pinto, I.; Punturo, M.; Puppo, P.; Quochi, F.; Rading, R. O.; Rapagnani, P.; Ricci, M.; Rodrigues, D.; Romano, R.; Rozza, D.; Saffarieh, P.; Santucci, F.; Schramm, S.; Schwab, B.; Sequino, V.; Neto, L. S.; Silenzi, L.; Sintes, A. M.; Sopuerta, C. F.; Spencer, A.; Stahl, A.; Steinlechner, J.; Steinlechner, S.; Szabó, R.; Thümmler, T.; Tofani, E.; Torniamenti, S.; Travaglini, R.; Trozzo, L.; Paola Vaccaro, M.; Valentini, M.; Ván, P.; van Dongen, J.; van Heijningen, J.; van Ranst, Z.; Vardaro, M.; Verdier, P.; Vernieri, D.; Wagner, N.; Woehler, J.; Wolf, J.; Zavattini, G.; Zink, A.; Zmija, A.
2026. Journal of Cosmology and Astroparticle Physics, 2026 (03), Art.-Nr.: 081. doi:10.1088/1475-7516/2026/03/081
Kölmel, L.; Becker, M.; Schwall, F.; Hild, J.; Birnstill, P.; Deml, B.; Beyerer, J.
2026. Computers in Human Behavior Reports, 22, 101050. doi:10.1016/j.chbr.2026.101050
Mittnacht, J.
2026, März 3. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191941
Grunwald, A.
2026, März 27. 3. Tagung des Göttweiger Kreises (2026), Burghausen, Deutschland, 27. März 2026
Evers, T.; Vallée, T.; Mantik, J.; Dörre, M.; Boretzki, J.; Albiez, M.
2026. adhäsion KLEBEN & DICHTEN, 70 (3), 42–47. doi:10.1007/s35145-026-1816-5
Scherz, C.; Mahr, D.
2026, März 13. Jenseits der Gitter: Resonanzräume zwischen Freiheit und Verantwortung (2026), Karlsruhe, 13. März 2026
Mahr, D.; Weinberger, N.
2025, Dezember 17. Weihnachts-Wissensdurst (2025), Karlsruhe, Deutschland, 17. Dezember 2025
Mahr, D.
2026, März 1. Augmented by the Other - Ausstellung ORLAN Artistic Intelligences (ORLAN 2026), München, Deutschland, 1. März 2026
Lüchinger, R.; Haase, M.; Baumann, M.; Walter, H.; Worlitschek, J.
2026. Journal of Energy Storage, 160, 121719. doi:10.1016/j.est.2026.121719
Laborgne, P.; Raich, S.; Schreider, C.; Rogga, S.
2026, März. GTPF Arbeitstagung 2026 (2026), Eberswalde, Deutschland, 12.–13. März 2026
König, A.; Wieczorek, W.
2026, März. Frühlingsakademie 2026: Was ist nachhaltige Kreislaufwirtschaft? (2026), Karlsruhe, Deutschland, 23.–26. März 2026
Grunwald, A.
2026, März 24. Workshop "Engineering Ethics & Dual Use" (2026), Online, 24. März 2026
Kemmesies, U.; Wetzels, P.; Austin, B.; Büscher, C.; Hutter, S.; Richter, T.; Rieger, D.; Grube, F.; Sobota, S. (Hrsg.)
2026. Monitoringsystem und Transferplattform Radikalisierung (MOTRA). doi:10.57671/isbn.978-3-911329-02-6_2026_motra
Mendes, B. D. L.; Cheng, C.; Hilgers, C.; Kontny, A.
2026. Geophysical Research Letters, 53 (7), e2025GL120586. doi:10.1029/2025GL120586
Liu, J.; Mu, X.; Sidler, J.; Lutz, R.; Geiges, J.; Maier, M.; Schlachter, T.; Hagenmeyer, V.
2026. 2026 Open Source Modelling and Simulation of Energy Systems (OSMSES), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/OSMSES69376.2026.11457227
Mu, X.; Liu, J.; Demirel, G.; Schlachter, T.; Hagenmeyer, V.
2026. 2026 Open Source Modelling and Simulation of Energy Systems (OSMSES), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/OSMSES69376.2026.11457221
Wuwang, Y.; Kannengießer, N.; Sturm, B.; Dehling, T.; Sunyaev, A.
2026, April 2. doi:10.35097/6jx8zy871cvrfdr4
Shahzadi, K.; Schneider, M.; Ying Lo, N.; Hase, F.; Meyer, J.; Cayoglu, U.; Borsdorff, T.; Martinez-Velarte, M. C.
2026. Earth System Science Data, 18 (3), 2153–2177. doi:10.5194/essd-18-2153-2026
Afifi, N.; Mas, V. L.; Leitenberger, F.; Hemmerich, J.; Kleinhans, L.; Grauberger, P.; Matthiesen, S.
2026. 2026 Annual Reliability and Maintainability Symposium (RAMS), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/RAMS50514.2026.11424541
Rank, S.; Jin, D.; Kannengießer, N.; Sunyaev, A.
2026. Research Handbook on Digital Data: Interdisciplinary Perspectives. Ed.: A. Aaltonen , M. Stelmaszak, K. Lyytinen, 343–357, Edward Elgar Publishing. doi:10.4337/9781035348718.00033
Li, S.; Reith, H.; Bieberstein, A.; Schlüter, V.; Stutz, H. H.
2025. R. Cardoso, C. Jommi & E. Romero (Hrsg.), E3S Web of Conferences, 642, 06005, EDP Open. doi:10.1051/e3sconf/202564206005
Büscher, C.; Kusche, I.; Röller, T.; Gazos, A.
2026. KI in der Prävention: Expertisen zum 31. Deutschen Präventionstag. Hrsg.: G. R. Wollinger, Deutscher Präventionstag
Dähms, A. S.
2026. TATuP - Zeitschrift für Technikfolgenabschätzung in Theorie und Praxis, 35 (1), 74–75. doi:10.14512/tatup.7300
Albiez, M.; Laborgne, P.; Szaguhn, M.; Beecroft, R.; Stelzer, V.; Radtke, J.; Behnisch, M.; Hecht, R.; Reiter, D.; Held, A.; Hennrich, B.
2026, März. BEWEGT Konferenz: Vernetzen, Mitgestalten, Bewegen – Auftakt für die Energiewende-Gesellschaft (BEWEGT 2026), Berlin, Deutschland, 18.–19. März 2026
Smeddinck, U.
2026. TATuP - Zeitschrift für Technikfolgenabschätzung in Theorie und Praxis, 35 (1), 68–69, Oekom Verlag. doi:10.14512/tatup.7295
Gaus, J. A.; Schneider, L.; Shi, Y.; Lee, J.; Rayyes, R.; Triebel, R.
2025. arxiv. doi:10.48550/arXiv.2509.18786
Mahr, D.
2026. TATuP - Zeitschrift für Technikfolgenabschätzung in Theorie und Praxis, 35 (1), 41–47. doi:10.14512/tatup.7231
Kuppler, S.
2026. JRC Nuclear Skills Winter School (2026), Karlsruhe, Deutschland, 15.–20. März 2026
Schneider, L.; Shi, Y.; Wolf, R.; Brenner, C.; Triebel, R.; Rayyes, R.
2026. arxiv. doi:10.48550/arXiv.2603.02881
Welte, E.; Shi, Y.; Wolf, R.; Gilles, M.; Rayyes, R.
2026. arxiv. doi:10.48550/arXiv.2602.22056
Zimprich, S.
2026, April 8. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191911
Wen, D.; Zheng, J.; Liu, R.; Xu, Y.; Peng, K.; Stiefelhagen, R.
2025. 2025 IEEE International Conference on Systems, Man, and Cybernetics (SMC), 1270–1276, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SMC58881.2025.11342511
Schneider, J.; Lorenz, D.; Romano, C.; Panitzek, D.; Lautenschläger, J.; Eichhorn, M.; Kieleck, C.
2025. Optica Laser Congress Congress 2025, AW1A.4, Optica Publishing Group (OSA). doi:10.1364/ASSL.2025.AW1A.4
Šturek, D.; Lazarova-Molnar, S.
2025. 2025 Winter Simulation Conference (WSC), 522–533, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/WSC68292.2025.11338924
Lee, H. M.; Lazarova-Molnar, S.
2025. 2025 Winter Simulation Conference (WSC), 604–615, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/WSC68292.2025.11339046
Hirsch, H.; Kolb, J.; Doppelbauer, M.
2025. 2025 28th International Conference on Electrical Machines and Systems (ICEMS), 1156–1161, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/ICEMS66262.2025.11317117
Geiser, A.; Fuhrmann, A.; Hailu, M.; Hashem, S.; Benfer, M.; Lanza, G.
2026. Procedia CIRP, 139, 198–203. doi:10.1016/j.procir.2025.09.024
Henle, J.; Hohl, C. P.; Otten, S.; Sax, E.
2025. 2025 IEEE International Conference on Recent Advances in Systems Science and Engineering (RASSE), 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/RASSE64831.2025.11315266
Grobbel, M.; Flogel, D.; Rigoll, P.; Hohmann, S.
2025. 2025 IEEE International Conference on Systems, Man, and Cybernetics (SMC), 6422–6429, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SMC58881.2025.11343697
Wang, Y.; Vogel-Heuser, B.; Wilch, J.; Wagner, C.; Bremer, A.; Weigl, A.; Beckert, B.
2025. 2025 IEEE International Conference on Systems, Man, and Cybernetics (SMC), 4653–4660, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SMC58881.2025.11342550
Digel, C.; Mueller-Welt, P.; Foitzik, S.; Brodatzki, M.; Doppelbauer, M.
2025. 2025 28th International Conference on Electrical Machines and Systems (ICEMS), 402–407, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/ICEMS66262.2025.11317642
Zare, A.; Lazarova-Molnar, S.
2025. 2025 Winter Simulation Conference (WSC), 2836–2847, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/WSC68292.2025.11339112
Hörger, M.; Simon, M.; Hermann, Y.; Lachnit, T.; Benfer, M.; Lanza, G.
2026. Procedia CIRP, 139, 411–417. doi:10.1016/j.procir.2025.09.033
Lachnit, T.; Wetzel, S.; Dvorak, J.; Benfer, M.; Lanza, G.
2026. Procedia CIRP, 139, 361–366. doi:10.1016/j.procir.2025.09.039
Bär, E.; Blum, E.; Stamer, F.; Lanza, G.
2026. Procedia CIRP, 139, 268–273. doi:10.1016/j.procir.2025.08.190
May, M. C.; Schäfer, L.; Kaiser, J.-P.
2025. 2025 Winter Simulation Conference (WSC), 1442–1453, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/WSC68292.2025.11338951
Gjeset, E.; Lindh, P.; Doppelbauer, M.
2025. 2025 28th International Conference on Electrical Machines and Systems (ICEMS), 1290–1295, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/ICEMS66262.2025.11316976
Nägele, A.-T. T.; Sax, E.
2025. 2025 IEEE International Conference on Recent Advances in Systems Science and Engineering (RASSE), 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/RASSE64831.2025.11315301
Schneider, J.; Lorenz, D.; Romano, C.; Panitzek, D.; Lautenschläger, J.; Eichhorn, M.; Kieleck, C.
2025. The European Conference on Lasers and Electro-Optics - Proceedings Conference on Lasers and Electro-Optics/Europe, CLEO/Europe 2025 and European Quantum Electronics Conference, EQEC 2025, 1, Optica Publishing Group (OSA)
Brühl, T.; Vico, A.; Goldscheider, J.; Schwager, R.; Sohn, T. S.; Eberhardt, T. D.; Hohmann, S.
2025. 2025 IEEE International Conference on Systems, Man, and Cybernetics (SMC), 490–496, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SMC58881.2025.11343545
Eberhardt, T. D.; Klingler, M.; Brühl, T.; Schwager, R.; Sohn, T. S.; Schneider, S.-A.; Stork, W.
2025. 2025 IEEE International Conference on Systems, Man, and Cybernetics (SMC), 7193–7200, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SMC58881.2025.11342952
Pasini, A.; Sarritzu, A.; Faraoni, F.; Blondel-Canepari, L.; Pineider, F.; Labella, L.; Samaritani, S.; Gabbani, A.; Naldoni, A.; Centi, G.; Giacchero, A.; Passalacqua, R.; Kraut, M.; Navarrete, A.; Vannuzzi, S.; Massucci-Templier, C.; Dall’Osto, L.; Cambertoni, R.; Amir, A. S.; Cervone, A.
2025. IAF Space Transportation Solutions and Innovations Symposium, 586–595, International Astronautical Federation (IAF). doi:10.52202/083092-0058
Lorenz, D.; Schneider, J.; Romano, C.; Panitzek, D.; Lautenschläger, J.; Eitner, M.; Eichhorn, M.; Kieleck, C.
2025. Optica Laser Congress Congress 2025, ATu5A.4, Optica Publishing Group (OSA). doi:10.1364/ASSL.2025.ATu5A.4
Liu, S.
2026, April 2. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191888
Tan, Y.; Wolf, M.; Bail, F.; Lachnit, T.; Li, X.; Lanza, G.; Sutherland, J. W.; Athinarayanan, R.
2026. Procedia CIRP, 139, 134–139. doi:10.1016/j.procir.2025.10.004
Chai, K. H.; Hildebrand, S.; Lachnit, T.; Benfer, M.; Lanza, G.; Klinge, S.
2026. Procedia CIRP, 139, 7–12. doi:10.1016/j.procir.2025.09.008
Parche, M.; Bender, J.; Hoffmann, F.; Brodatzki, M.; Dietrich, B.; Wetzel, T.; Doppelbauer, M.
2025. 2025 28th International Conference on Electrical Machines and Systems (ICEMS), 1274–1278, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/ICEMS66262.2025.11317726
Erz, J.; Burton, S.; Sax, E.
2025. 2025 IEEE International Conference on Systems, Man, and Cybernetics (SMC), 6659–6666, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SMC58881.2025.11343027
Fan, L.; Wen, D.; Peng, K.; Yang, K.; Zhang, J.; Liu, R.; Chen, Y.; Zheng, J.; Wu, J.; Han, X.; Stiefelhagen, R.
2025. 2025 IEEE International Conference on Systems, Man, and Cybernetics (SMC), 153–159, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SMC58881.2025.11342850
Panitzek, D.; Písařík, M.; Picmausová, H.; Schaal, J.; Lautenschläger, J.; Lorenz, D.; Schneider, J.; Eichhorn, M.; Kieleck, C.
2025. Optica Laser Congress Congress 2025, AW6A.2, Optica Publishing Group (OSA). doi:10.1364/ASSL.2025.AW6A.2
Pullin, A.; Stuchbury-Wass, J.; Ciliberto, M.; Butkow, K.-J.; Lepold, P.; Röddiger, T.; Mascolo, C.
2025. 2025 IEEE 21st International Conference on Body Sensor Networks (BSN), 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/BSN66969.2025.11337841
Deutsch, J.; Goth, K.; Eitner, M.; Rupp, M.; Eichhorn, M.; Kieleck, C.
2025. The European Conference on Lasers and Electro-Optics - Proceedings Conference on Lasers and Electro-Optics/Europe, CLEO/Europe 2025 and European Quantum Electronics Conference, EQEC 2025, 1, Optica Publishing Group (OSA)
Mahmoud, M.; Lazarova-Molnar, S.
2025. 2025 Winter Simulation Conference (WSC), 3122–3133, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/WSC68292.2025.11338898
Hummel, M.; Fuchß, D.; Corallo, S.; Hagel, N.; Kaushik, M.; Keim, J.; Reussner, R.; Koziolek, H.
2026. 2nd International Workshop on Software Architecture and Generative AI (SAGAI), Institute of Electrical and Electronics Engineers (IEEE)
Tajalli-Ardekani, E.; Cheng, H.; Kocher, A.; Kovačević, J.; Waczowicz, S.; Çakmak, H. K.; Delibra, G.; Corsini, A.; Hagenmeyer, V.
2026. 2026 Open Source Modelling and Simulation of Energy Systems (OSMSES), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/OSMSES69376.2026.11457217
Hannuschka, P. E.; Gao, J.; Asfour, T.
2026. IEEE International Conference on Robotics and Automation (ICRA), 0–0, Institute of Electrical and Electronics Engineers (IEEE)
Schwarz, J. S.; Schmurr, P.; Seiwerth, C.; Pan, Z.; Qussous, R.
2026, März 26
Hahn, M.; Schmid, J.; Bauer, H.-J.
2026. Journal of Turbomachinery, 148 (7), Art.-Nr.: 071015. doi:10.1115/1.4070937
Schwarz, J. S.; Schmurr, P.; Seiwerth, C.; Pan, Z.; Qussous, R.
2026. Proceedings to the 3rd NFDI4Energy Conference - Extended Abstratcs. doi:10.52825/ocp.v9i.3313
Schmurr, P.; Liu, N.; Schmidt, A.; Çakmak, H. K.; Kocher, A.; Baumgarten, K.; Hagenmeyer, V.
2026. 2026 Open Source Modelling and Simulation of Energy Systems (OSMSES), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/OSMSES69376.2026.11457225
Neff, C.
2019, September 16
Gomaa, H. A. M.; Shaker, M. E.; Alzarea, S. I.; Alatwi, E.; Mohamed, F. A. M.; Abdullah Alzahrani, A. Y.; Alyami, B. A.; Bräse, S.; Rabea, S. M.; Youssif, B. G. M.
2026. RSC Advances, 16 (16), 14294–14309. doi:10.1039/D6RA00207B
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Ali, S.; Amin, N. M.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Balagopal V, A.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Motzkin, J. Y. B.; Boscolo Meneguolo, C.; Böser, S.; Botner, O.; Böttcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Borja, D. A. C.; Connolly, A.; Conrad, J. M.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Díaz-Vélez, J. C.; DiKerby, S.; Ding, T.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Fürst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glüsenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Günther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Häussler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Hrywniak, M.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kimku, H.; Kiryluk, J.; Klein, C.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Köpke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Kravka, A.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N.; Lagunas Gualda, C.; Arnaud, L. L.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Leonard DeHolton, K.; Leszczyńska, A.; Liao, J.; Lin, C.; Liu, Q. R.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Macdonald, M.; Madsen, J.; Magnus, E.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Mariş, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R.; Mauro, J.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Mondal, S.; Montaruli, T.; Moore, R. W.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Obertacke, A.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; de los Heros, C. P.; Pernice, T.; Petersen, T. C.; Peterson, J.; Plum, M.; Pontén, A.; Poojyam, V.; Popovych, Y.; Rodriguez, M. P.; Pries, B.; Procter-Murphy, R.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seunarine, S.; Myhr, P. A. S.; Shah, R.; Shefali, S.; Shimizu, N.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Sègaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Stürwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; Van Eeden, T.; van Eijndhoven, N.; Van Rootselaar, L.; van Santen, J.; Vara, J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Carrasco, S. V.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E. H. S.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yanez, J. P.; Yao, Y.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Jurowitzki, A. Z.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.
2026. The Astrophysical Journal Letters, 1000 (1), Art.-Nr.: L26. doi:10.3847/2041-8213/ae4aad
Hu, G.; Kirsch, A.
2026. Science China Mathematics, 69 (4). doi:10.1007/s11425-024-2491-6
Winkler, M.; Gleiss, M.; Nirschl, H.
2025. Powders, 4 (1), 4. doi:10.3390/powders4010004
Wang, L.; Zafar, M. M.; Wu, C.; Xiong, Z.; Sun, J.; Sun, H.; Cong, H.; Jiang, X.; Seleiman, M.; Qiao, F.; Nick, P.
2026. Turkish Journal of Agriculture and Forestry, 50 (1), 116–126. doi:10.55730/1300-011X.3337
Lopes, J. G.; Agrawal, P.; Gonçalves, R. M.; Shen, J.; Chassaing, D.; Boll, T.; Schell, N.; Mishra, R. S.; Baptista, A. C.; Oliveira, J. P.
2026. Materials Characterization, 235, 116260. doi:10.1016/j.matchar.2026.116260
Kieble, T.; Schneider, N.; Saxl, T.; Kirschhöfer, F.; Weidler, P. G.; Heißler, S.; Josephy, T.; Bleher, K.
2026. Journal of Inclusion Phenomena and Macrocyclic Chemistry, 1. doi:10.1007/s10847-026-01334-3
Hempel, C.; Longin, C. F. H.; Scherf, K. A.; Geisslitz, S.
2026. Journal of Food Composition and Analysis, 152, Art.-Nr.: 109007. doi:10.1016/j.jfca.2026.109007
Petrovic, D.; Schrade, F.; Bosch, S.; Kunstmann, H.
2026. Applied Geography, 190, 103977. doi:10.1016/j.apgeog.2026.103977
Tang, F.; Guo, Y.; Zhang, L.; Liu, K.; Shen, Y.; Yu, J.; Zhou, S.
2026. Travel Behaviour and Society, 44, 101284. doi:10.1016/j.tbs.2026.101284
Albrecht, J.; Becker Tjus, J.; Behling, N.; Blazek, J.; Bleicher, M.; Boelhauve, J.; Cazon, L.; Conceição, R.; Dembinski, H.; Dietrich, L.; Ebr, J.; Ellbracht, J.; Engel, R.; Fedynitch, A.; Fieg, M.; Garzelli, M. V.; Gaudu, C.; Graziani, G.; Gutjahr, P.; Haungs, A.; Huege, T.; Hymon, K.; Hünnefeld, M.; Kampert, K.-H.; Kardum, L.; Kolk, L.; Korneeva, N.; Kröninger, K.; Maire, A.; Menjo, H.; Morejon, L.; Ostapchenko, S.; Paakkinen, P.; Pierog, T.; Plotko, P.; Prosekin, A.; Pyras, L.; Pöschl, T.; Rautenberg, J.; Reininghaus, M.; Rhode, W.; Riehn, F.; Roth, M.; Sandrock, A.; Sarcevic, I.; Schmelling, M.; Sigl, G.; Sjöstrand, T.; Soldin, D.; Unger, M.; Utheim, M.; Vícha, J.; Werner, K.; Windau, M. E.; Zhukov, V.
2026. Nature Reviews Physics, 8 (2), 98–114. doi:10.1038/s42254-025-00897-3
Ensslin, A.; Clemente, A.; Liu, U.; Zippel, E.; Pinto-Cruz, C.; Sanchez Romero, C.; Schneider, S.; Agut Escrig, A.; Allender, C.; Annamaa, K.; Antic, M.; Asset, B.; Bacchetta, G.; Baranzani, O.; Barata, A.; Bardin, P.; Bavcon, J.; Belo, A. D. F.; Belovarska, M.; Benkhelifa, K.; Berg, C.; Bernhardt, K.-G.; Beza, M.; Bjureke, K.; Bohm, S.; Borgmann, P.; Borrell, J.; Buord, S.; Cambecedes, J.; Carruggio, F.; Carta, A.; Casimiro, P.; Chapman, T.; Cicova, I.; Crisnaire, R.; Cristaudo, A.; De la Rosa, L.; Delmas, M.; Desheva, G.; Di Cecco, V.; Di Martino, L.; Diadema, K.; Dixon, L.; Dostatny, D.; Duval, M.; Eberwein, R. K.; Etxeberria-Okariz, M.; Favier, C.; Fenby, N.; Fernandes, M. P.; Ferrando-Pardo, I.; Ferrer, P.; Fort, N.; Forte, L.; Freitas, C. F.; Gailite, A.; Galej-Ciwis, K.; Garcia, R. M.; García-del Bao, A. I.; Gautier, C.; Gelvonauskis, B.; Giusso del Galdo, G. P.; González Pérez, M. A.; Gourvil, J.; Gouveia, L.; Helminger, T.; Hermosilla Lorenzo, B.; Hugot, L.; Hyvärinen, M.; Janžekovič, I.; König, A.; Krigas, N.; Laguna, E.; Lapébie, L.; Larpin, D.; Lazarević, M.; Lifshitz, D.; Lipa, V.; Lobo, C.; Lohwasser, U.; Loriot, S.; Magrini, S.; Mantino, F.; Mariotti, M.; Matiatou, E.; Mendel, L.; Millet, M.; Miranto, M.; Mondoni, A.; Moreno Vázquez, S.; Negri, V.; Nick, P.; Niemczyk, M.; Nobrega, H.; Olejniczak, P.; Pałucka, M.; Papanastasi, K.; Papanikolaou, I.; Pinheiro de Carvalho, M. A. A.; Porceddu, M.; Porevis, S.; Poschlod, P.; Raggi, L.; Rancane, S.; Rasran, L.; Ravnjak, B.; Rivière, S.; Roumier, A.; Rucińska, A.; Schlatti, F.; Schmidt, M.; Seznec, G.-X.; Sim-Sim, M.; Soares, A. L.; Stoeckl, N.; Strajeru, S.; Stukeniene, G.; Šušek, A.; Titze, A.; Trinder, S.; Tsvetanova, Z.; Van Hintum, T.; Van Rooijen, N.; Vicens Fornés, M.; Villani, M.; Villegas, S.; White, F. J.; Zachago, S.; Zappa, E.; Zsigmond, V.; Godefroid, S.
2026. PLANTS, PEOPLE, PLANET. doi:10.1002/ppp3.70177
Kramar, U.; Einfalt, H.-C.; Kolb, J.; Mrinski, A.; Drüppel, K.
2026. Journal of Geochemical Exploration, 285, 108037. doi:10.1016/j.gexplo.2026.108037
Boesing, A. L.; Provost, G. Le; Neyret, M.; Linstädter, A.; Muro, J.; Müller, J.; Jung, K.; Fischer, M.; Lange, M.; Dubovyk, O.; Magdon, P.; Bolliger, R.; Leimer, S.; Boch, S.; Renner, S.; Kleinebecker, T.; Hamer, U.; Klaus, V. H.; Wilcke, W.; Manning, P.
2026. Methods in Ecology and Evolution, 17 (5), 1671–1687. doi:10.1111/2041-210x.70281
Diehl, L.; Kałuzińska, O. A.; Mühlnikel, M. C.; Andersson, M.; Gerassyova, N.; Amer, J.; Sicking, E.; Groner, D.; Kieseler, J.; Defranchis, M.
2026. Journal of Instrumentation, 21 (03), Art.-Nr.: P03034. doi:10.1088/1748-0221/21/03/P03034
Herrmann, A.; Kuhn, A.; Hackenberg, M.; Matilainen, J.; Mayer, S.; Groeschel, S.; Uhl, M.; Krägeloh-Mann, I.; Janzarik, W. G.
2026. Pediatric Neurology, 178, 186–194. doi:10.1016/j.pediatrneurol.2026.02.019
Shahid, M. U.; Shahid, M. N.; Ahmad, Z.; Abdullah, H. M.; Azad, M. M.
2026. Environmental Research, 299, 124287. doi:10.1016/j.envres.2026.124287
Gu, D.; Peng, X.; Yuan, Y.; Wang, J.; Chen, X.; Li, D.; Fichtner, M.; Pan, F.
2026. Advanced Energy Materials, Art.-Nr.: e70844. doi:10.1002/aenm.70844
Schurr, R.
2026, April 2. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191846
Maisch, R.; Schmid, L.; Glassey, R.; Fuchß, D.; Niehues, N.; Liu, H.; Koziolek, A.
2026, März 19. doi:10.5281/ZENODO.19115558
Böhnke, D.
2026, März 25. 3 Black2GoGreen Tagung (2026), Geisenheim, Deutschland, 25.–26. März 2026
Hanft, V.
2026, April 1. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191842
Heneka, Y. M.; Chaudhry, M. J.; Gentes, S.; Krauß, C. O.
2026. FILTECH (2026), Köln, Deutschland, 30. Juni–2. Juli 2026
Nair, N.; Caroline, G.; Vengarathody, R.; Nair, S. V.; Fichtner, M.; Barpanda, P.; Baskar, S.
2026. Small, Art.-Nr.: e12974. doi:10.1002/smll.202512974
Zhang, R.; Payandeh, S.; Ma, Y.; Goonetilleke, D.; Tang, Y.; Kondrakov, A.; Janek, J.; Brezesinski, T.
2026. Energy Storage Materials, 87, 105045. doi:10.1016/j.ensm.2026.105045
Kazemi, S.; Gentes, S.
2025, November 24. 13th International Conference on Control, Mechatronics and Automation (ICCMA 2025), Paris, Frankreich, 24.–26. November 2025
Ito, S.; Vogel, M.; Fessler, A. A.; Kummerländer, A.; Lischke, A.; Gradl, D.; Noble, F. le; Krause, M. J.; Simonis, S.
2026. Computer Methods in Applied Mechanics and Engineering, 455, 118927. doi:10.1016/j.cma.2026.118927
Kazemi, S.; Gentes, S.
2025. 2025 13th International Conference on Control, Mechatronics and Automation (ICCMA), 231–236, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCMA67641.2025.11369659
Thota, K.; Mu, X.; Schlachter, T.; Hagenmeyer, V.
2026. arxiv. doi:10.48550/arXiv.2602.20066
Thota, K.; Schlachter, T.; Hagenmeyer, V.
2026. arxiv. doi:10.48550/arXiv.2603.17626
W7-X Team; Kubkowska, M.; Jakubowski, M.; Fornal, T.; Krychowiak, M.; Dinklage, A.; Gruca, M.; Jablonski, S.; Syrocki, L.; Buttenschoen, B.; Reimold, F.; Gao, Y.; Fuchert, G.; Lazerson, S.; Naujoks, D.; Neuner, U.; Grulke, O.; Winters, V.; Zhang, D.
2026. Plasma Physics and Controlled Fusion, 68 (3), 035022. doi:10.1088/1361-6587/ae51c1
W7-X Team; Schlisio, G.; Brindley, J.; Law, M.; Klepper, C. C.; Delabie, E.; Bräuer, T.; Pölöskei, P. Z.; Boumendjel, Y. M.; Siddiki, F. B. T.; Krychowiak, M.
2026. Plasma Physics and Controlled Fusion, 68 (3), 035029. doi:10.1088/1361-6587/ae52b0
Wielandt, E.; Forbriger, T.
1999. Annals of Geophysics, 42 (3), 407–416. doi:10.4401/ag-3723
Gstür, M.; Keppler, G.; Ramadan, M.; Elbez, G.; Hagenmeyer, V.
2026. arxiv. doi:10.48550/arXiv.2603.23012
Nab Collaboration; Gonzalez, F. M.; Choi, J. H.; Acharya, H.; Clymer, S.; Hagemeier, A.; Mathews, D. G.; Mendelsohn, A.; Nelsen, A.; Rahangdale, H.; Richburg, L.; Alarcon, R.; Atencio, A.; Baeßler, S.; Bailey, T.; Barrón Palos, L.; Birge, N.; Borissenko, D.; Bowler, M.; Broussard, L. J.; Bryant, A. T.; Caylor, J.; Chupp, T.; Crawford, C.; Croley, R. A.; Cruz, M.; Cude-Woods, C.; Dodson, G.; Fan, W.; Fellers, D.; Fomin, N.; Frlež, E.; Frost, M.; Fry, J.; Fuehne, D.; Gericke, M. T.; Gervais, M.; Gilbert, C.; Glück, F.; Godri, R.; Greene, G. L.; Greene, W.; Hamblen, J.; Harmston, P.; Harrison, D.; Hayen, L.; Hedinger, C.; Hendrus, C.; Hollander, S.; Imam, K.; Iverson, E. B.; Jezghani, A.; Jiang, C.; Klassen, W.; Li, H.; Macsai, N.; Makela, M.; Mammei, R.; Marshall, R.; Martinez, M.; McCrea, M.; McGaughey, P.; McGovern, S.; McLaughlin, D.; Mirabal, J.; Mueller, P.; Mullins, A.; Musk, W.; O’Kronley, J.; Penttilä, S. I.; Perryman, D. E.; Pierce, J.; Pioquinto, J. A.; Počanić, D.; Presley, H.; Ramsey, J.; Randall, G.; Raney, Z.; Ricketts, J.; Riley, G.; Salas-Bacci, A.; Samiei, S.; Saunders, A.; Schreyer, W.; Scott, E. M.; Shelton, T.; Singh, A.; Smith, A.; Smith, E.; Stevens, E.; Taylor, R. J.; Tinius, L.; Wallace, I.; Wexler, J.; Wilburn, W. S.; Young, A. R.; Zeck, B.
2026. Physical Review C, 113 (3), Art.-Nr.: 035501. doi:10.1103/ksmp-zxsl
Butsch, L.
2026, April 1. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191825
Weiser, M.; Bajohr, S.; Scheiff, F.
2026, März 24. Jahrestreffen der DECHEMA-Fachsektion Energie, Chemie und Klima (2026), Frankfurt am Main, Deutschland, 24.–25. März 2026
Zinouyeva, M.; Heid, R.; Merzoni, G.; Arpaia, R.; Andreev, N.; Biagi, M.; Brookes, N. B.; Di Castro, D.; Kalaboukhov, A.; Kummer, K.; Lombardi, F.; Martinelli, L.; Rosa, F.; Rossi, M.; Yakhou-Harris, F.; Braicovich, L.; Moretti, M.; Radaelli, P. G.; Ghiringhelli, G.
2026. npj Quantum Materials, 11 (1), Art.-Nr.: 30. doi:10.1038/s41535-026-00863-x
Pinkwart, N.; Buck, I.; Bandtel, M.; Jochim, J.; Paaßen, B.; Zeaiter, S.; Baum, L.; De Witt, C.; Fresemann, A.; Göllner, S.; Gostmann, I.; Martin, A.; Persike, M.; Rampelt, F.; Rybicka, R.; Schmid, U.; Weßels, D.; Wölwer, S.
2026, März
Niederhuber, T.; Schmitt, D. R.; Müller, B.
2026. doi:10.35097/qzhrje4xbfrutrz5
Taylor, K.; Rauzi, S.; Isson, T.; Ibarra, D. E.; Hülse, D.; Kimmig, S. R.; Payne, J. L.; Altiner, D.; Lehrmann, D. J.; Kalderon-Asael, B.; Planavsky, N. J.; Lau, K. V.
2026. American Journal of Science, 326, Art.-Nr.: 5. doi:10.2475/001c.156171
Folcarelli, M.; Delicato, D.; Acevedo-Rentería, A.; Ardila-Perez, L. E.; Bandiera, L.; Calvo, M.; Cappelli, M.; Caravita, R.; Carillo, F.; Chowdhury, U.; Crovo, D.; Cruciani, A.; D’Addabbo, A.; De Lucia, M.; Del Castello, G.; del Gallo Roccagiovine, M.; Ferraro, F.; Fu, S.; Gartmann, R.; Grassi, M.; Guidi, V.; Helis, D.; Lari, T.; Malagutti, L.; Mazzolari, A.; Monfardini, A.; Muscheid, T.; Nicolò, D.; Paolucci, F.; Pasciuto, D.; Pesce, L.; Puglia, C.; Quaranta, D.; Roda, C. M. A.; Roddaro, S.; Romagnoni, M.; Signorelli, G.; Simon, F.; Tartari, A.; Vázquez-Jáuregui, E.; Vignati, M.; Zhao, K.
2026. The European Physical Journal C, 86 (3), 301. doi:10.1140/epjc/s10052-026-15523-4
Ali, H.; König, P.; Tran, X. Q.; Kaus, A.; Türk, H.; Hammud, A.; Gheisari, Z.; Vibhu, V.; Roddatis, V.; Schmidt, F.-P.; Blume, R.; Zeller, P.; Frömling, T.; Gunkel, F.; Knop-Gericke, A.; Reuter, K.; Eichel, R.-A.; Scheurer, C.; Lunkenbein, T.
2026. ChemElectroChem, 13 (6), e202500343. doi:10.1002/celc.202500343
Feng, S.; Li, A.; Zhou, R.; Butterbach-Bahl, K.; Guan, K.; Jin, Z.; Looms, M. C.; Wang, S.; Igel, C.; Treat, C.; Olesen, J. E.; Wang, S.
2026. Scientific Data, 13 (1), Art.-Nr.: 435. doi:10.1038/s41597-026-06721-6
Arldt, N.; Blankenship, M.; Müller, M.; Adam, F.; Bitsch, K.; Steininger, R.; Wansorra, C.; Vitova, T.; Heske, C.; Kempf, S.
2025, November 4. 11th Annual MT Meeting (2025), Darmstadt, Deutschland, 3.–5. November 2025
Arldt, N.; Blankenship, M.; Müller, M.; Adam, F.; Bitsch, K.; Steininger, R.; Wansorra, C.; Hauschild, D.; Weinhardt, L.; Vitova, T.; Heske, C.; Kempf, S.
2025, September 29. 42. Tagung Kryoelektronischer Bauelemente (KRYO 2025), Erkner, Deutschland, 28.–30. September 2025
Riedel, J. L.; Kauffmann, A.; Guth, S.; Muench, M.; Winkens, G.; Schliephake, D.; Lee, J. S.; Best, J. P.; Stein, F.; Heilmaier, M.
2026. Intermetallics, 193, 109273. doi:10.1016/j.intermet.2026.109273
Salden, T.; Mikó, I.; Staverløkk, A.; Moser, M.; Vasilița, C.; van de Kamp, T.; Vogel, J.; Podsiadlowski, L.; Hein, N.; Japoshvili, G.; Peters, R. S.
2026. Journal of Hymenoptera Research, 99, 125–214. doi:10.3897/jhr.99.178410
Krumbiegel, F.
2026, April 2. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191812
Ma, Y.; Abraham, N. L.; Versick, S.; Ruhnke, R.; Schneidereit, A.; Niemeier, U.; Back, F.; Braesicke, P.; Nowack, P.
2026. Journal of Advances in Modeling Earth Systems, 18 (4). doi:10.1029/2025MS005459
Mukherjee, N.; Peerless, B.; Nadurata, V. L.; Kumar, V.; Sangole, M. P.; Singh, K.; Wiedemann, H. T. A.; Kay, C. W. M.; Kruk, R.; Weigend, F.; Dehnen, S.; Gonnade, R. G.; Yildiz, C. B.; Majumdar, M.
2026. Nature Communications, 17 (1), Art.-Nr.: 2697. doi:10.1038/s41467-026-70910-5
Psonis, N.; Tabakaki, E.; Vassou, D.; Papadantonakis, S.; Souleles, A.; Nafplioti, A.; Kousis Tsampazis, G.; Papadopoulou, A.; Xanthopoulos, K.; Panailidis, P.; Georgiadou, A.; Papakosta, D.; Koursioti, S.; Evangelinou, M.; Papadopoulou, V.; Evaggeloglou, P.; Korka, E.; Christidis, I.; Ioannou, M.; Kontogianni, T.; Arkoumanis, A.; Stamatakis, A.; Poulakakis, N.; Papageorgopoulou, C.; Pavlidis, P.
2026. Genome Biology, 27 (1), 96. doi:10.1186/s13059-026-03968-5
Droll, J.; Kaushik, A.; Messias, J.
2026. doi:10.5445/IR/1000191808
Banisch, S.; Jacob, D.; Willaert, T.; Olbrich, E.
2026. Rationality and Society. doi:10.1177/10434631261428850
Song, Y.
2026, April 1. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191805
Zhou, W.; Song, L.; Chen, X.; Huang, Z.; Du, B.
2026. Materials & Design, 265, 115766. doi:10.1016/j.matdes.2026.115766
Vogelgesang, M.; Chilingaryan, S. A.; Kopmann, A.
2016, November 10. CAMERA Workshop: Algorithms for Tomographic Reconstruction: State-of-the-Art and Future Goals (2016), Berkeley, CA, USA, 9.–11. November 2016
Ulaganathan, K.; Pieper, K.; Althön, M.; Bergmann, A.; Rockstuhl, C.; Küchenmeister, J.
2026. American Journal of Physics, 94 (4), 321–330. doi:10.1119/5.0300824
Hovhannisyan, A.; Nierste, U.
2025. arxiv. doi:10.48550/arXiv.2511.17759
Spieker, P.; Le Large, N.; Lauer, M.
2025. IEEE International Conference on Systems, Man, and Cybernetics (SMC 2025), 3921–3927, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SMC58881.2025.11343055
Hovhannisyan, A.; Nierste, U.
2026. Journal of High Energy Physics, 2026 (3), 236. doi:10.1007/JHEP03(2026)236
Parker, M. A.; Hauschild, D.; Priya, R.; Wansorra, C.; Steininger, R.; Peerless, B.; Weinhardt, L.; Heske, C.; Dehnen, S.
2026. Small. doi:10.1002/smll.73221
Erdmann, A.; Gasch, P.
2026. Geoscientific model development, 19 (6), 2497–2529. doi:10.5194/gmd-19-2497-2026
Weinhardt, L.; Hauschild, D.; Wansorra, C.; Steininger, R.; Göttlicher, J.; Blum, M.; Yang, W.; Heske, C.
2026. Photon Science. doi:10.1021/photonsci.6c00007
Leßmöllmann, A.; Medvecky, F.
2026. Journal of Science Communication, 25 (1), Art.-Nr.: C06
Wiltschko, F.; Zhang, Z.; Badea, A. F.; Cheng, X.
2026. International Journal of Heat and Mass Transfer, 263, 128675. doi:10.1016/j.ijheatmasstransfer.2026.128675
Drommershausen, A.-L.; Schnell, B. H. G.; Holtmann, D.
2026. Journal of Electroanalytical Chemistry, 1010, 120044. doi:10.1016/j.jelechem.2026.120044
Abd El-Haleem, L. E.; Aly, A. A.; Mohamed, A. H.; Fahmi, M. T.; Brown, A. B.; Fuhr, O.; Okda, T. M.; Abdelaziz, M. E.; El-Agroudy, E. J.
2026. Bioorganic Chemistry, 174, Article no: 109695. doi:10.1016/j.bioorg.2026.109695
Medvecky, F.; Lessmöllmann, A.
2026. Journal of Science Communication, 25 (1), Art.-Nr.: C01. doi:10.22323/346720251108000555
Kalwa, N.; Leßmöllmann, A. (Hrsg.)
2026
Graf, M.; Bareš, V.; Messer, H.; Nebuloni, R.; Fencl, M.; Chwala, C.; Overeem, A.; Beek, R. van de; Olsson, J.; Ostrometzky, J.; Hanna, N.; Uijlenhoet, R.; Gottschalk, M.; Winterrath, T.
2026. Bulletin of the American Meteorological Society, 107 (3), E585–E591. doi:10.1175/BAMS-D-25-0326.1
Maltchik, L.; Piedade, M. T. F.; Schöngart, J.; Stenert, C.; Batzer, D. P.; Wittmann, F.; Finlayson, C. M.; Junk, W. J.; Davidson, N.; Capobianco, J. P. R.; de Oliveira Roque, F.
2026. Aquatic Conservation: Marine and Freshwater Ecosystems, 36 (3), Art.-Nr.: e70355. doi:10.1002/aqc.70355
Fischer, H.; Erhardt, F.; Kramer, O.; Holzschuh, N.; Leßmöllmann, A.; Utz, S.
2026. PsychArchives. doi:10.23668/psycharchives.21758
Thomas, A.; Pohle, B.; Hantusch, M.; Schultz, J.; Avdoshenko, S.; Buckan, R.; Giebeler, L.; Mühl, T.; Bhardwaj, M.; Tietz, F.; Feller, J.; Kaskel, S.; Mikhailova, D.
2026. Chemical Engineering Journal, 534, 175127. doi:10.1016/j.cej.2026.175127
Kemmler, L.; Giebel, R. J.; Walter, B. F.; Marks, M. A. W.; Reid, D. L.; Raza, M.; Kluge, T.; Markl, G.
2026. Lithos, 530-531, 108485. doi:10.1016/j.lithos.2026.108485
Liu, Q.; King, L.; Wagner, H.; Križan, A.; Derr, L.; Browning, K. L.; Veith, G. M.; Ericson, T.; Temperton, R.; Hahlin, M.
2026. ACS Applied Materials & Interfaces, 18 (12), 18460–18474. doi:10.1021/acsami.5c25272
Wörner, M.; Lacerda de Oliveira Campos, B.; Hornung, U.; Dahmen, N.
2026. Journal of Environmental Chemical Engineering, 14 (3), Art.-Nr. 122311. doi:10.1016/j.jece.2026.122311
Kirchner, F.; Wieland, D. C. F.; Irvine, S.; Schimek, S.; Reimers, J.; Aversa, R.; Boubnov, A.; Lucas, C.; Flenner, S.; Greving, I.; Marinho, A. L.; Wong, T. M.; Willumeit-Römer, R.; Eschke, C.; Zeller-Plumhoff, B.
2026. Scientific Data, 13, Article no: 432. doi:10.1038/s41597-026-07052-2
Blümlein, J.; Marquard, P.; Schneider, C.; Schönwald, K.
2021. arxiv. doi:10.48550/arXiv.2111.12401
Blümlein, J.; Marquard, P.; Schneider, C.; Schönwald, K.
2026. Journal of High Energy Physics, 2026 (2), 49. doi:10.1007/JHEP02(2026)049
Bachmann, L. J.; Dwivedi, J.; Lapkin, D.; Wang, B.; Schober, J.-C.; Hinsley, G. N.; Bernart, S.; Ngoi, K. H.; Rysov, R.; Dangwal Pandey, A.; Keller, T. F.; Vartanyants, I. A.; Stierle, A.
2026. Nanoscale, 18 (15), 8127–8137. doi:10.1039/d5nr05321h
Cazado, M. E.; Murat, O.; Gabrielli, F.
2026. Radioprotection, 61 (1), 11–12. doi:10.1051/radiopro/2025045
Boltz, N.; Sterz, L.; Raabe, O.; Gerking, C.
2026. Information and Software Technology, 195, 108121. doi:10.1016/j.infsof.2026.108121
Schmidt, A. J.; Knispel, A. M. L.; Wagenknecht, H.-A.
2026. Chemical Communications, 62 (27), 7111–7113. doi:10.1039/d6cc00319b
Butsch, L.; Fasen-Hartmann, V.
2026. arxiv. doi:10.48550/arXiv.2603.26618
Heudorfer, B.; Loritz, R.
2026. Hydrology Research, 57 (3), 501–517. doi:10.2166/nh.2026.119
Schmidt, A. (Hrsg.)
2026. ThinkMind
Maisch, R.; Schmid, L.; Sağlam, T.; Niehues, N.
2026. IEEE/ACM 48th International Conference on Software Engineering (ICSE ’26), Association for Computing Machinery (ACM). doi:10.1145/3744916.3773225
Bruns, L.
2026, März. Karlsruher Institut für Technologie (KIT)
Kleinn, A.; Eckerle, C.
2025, November 20. 39th RENT Conference: Entrepreneurship in and for Fast-Changing Worlds: Making the Future with Resilience, Impact, and Fairness (RENT 2025), Enschede, Niederlande, 18.–20. November 2025
Heinz, L.; Wagner, U.; Koch, T.
2026. Automotive and Engine Technology, 11 (1), 7. doi:10.1007/s41104-026-00169-x
Bihler, M.; Roming, L.; Čibiraitė-Lukenskienė, D.; Aderhold, J.; Keil, A.; Schlüter, F.; Gruna, R.; Heizmann, M.
2026. Scientific Data, 13 (1), 498. doi:10.1038/s41597-026-07053-1
Avdoshin, A.; Matsokin, N. A.; Huynh, T.-N.; Sharapa, D. I.; Fink, K.; Studt, F.; Wenzel, W.; Kozlowska, M.
2026. npj Computational Materials, 12 (1), 124. doi:10.1038/s41524-026-02044-7
Götz, J.; Rudszuck, T.; Kontschak, L.; Oerther, T.; Nirschl, H.; Guthausen, G.
2026. Magnetic Resonance in Chemistry. doi:10.1002/mrc.70100
Schulz, K. E.; Hegmann, P.; Dreher, B.; Muniesa, C. D.; Frey, W.; Ochsenreither, K.; Neumann, A.
2026. Fermentation, 12 (4), 172. doi:10.3390/fermentation12040172
Gottwald, E.; Nies, C.; Grün, C.
2026. Journal of Stem Cells Research, Development and Therapy, 12 (1), 1–3. doi:10.24966/SRDT-2060/100119
Maurer, K.; Unger, D.; Behe, M.; Knecht, A.; von Schoeler, K.; Hengstler, D.; Vitova, T.; Benešová-Schäfer, M.; Fleischmann, A.; Gastaldo, L.; Wängler, C.; Enss, C.; Schacherl, B.
2026. Communications Medicine, 6 (1), 169. doi:10.1038/s43856-026-01377-0
Maisch, R.; Sağlam, T.; Schmid, L.; Hahner, S.; Hey, T.
2026. Proceedings of the IEEE/ACM 48th International Conference on Software Engineering: Companion Proceedings (ICSE ’26). doi:10.1145/3774748.3795678
Maisch, R.; Schmid, L.; Glassey, R.; Fuchß, D.; Niehues, N.; Liu, H.; Koziolek, A.
2026. 34th ACM Joint European Software Engineering Conference and Symposium on the Foundations of Software Engineering (FSE Companion ’26), July 5–9, 2026, Montreal, QC, Canada, Association for Computing Machinery (ACM). doi:10.1145/3803437.3805789
Hu, D.; Deng, S.; Sun, Y.; Shi, K.; Sürgers, C.; Fischer, G.; Yuan, B.; Shen, X.; Gao, D.; Li, Z.; Kang, L.; Wang, C.
2026. iScience, 29 (4), 115300. doi:10.1016/j.isci.2026.115300
Wang, J.; Shi, K.; Jiang, Y.; Sun, Y.; Deng, S.; Cui, J.; Wang, H.; Cai, W.; Zhu, D.; Yang, G.; Sürgers, C.; Cao, J.; Zhu, F.; Wang, Y.; Zhao, W.; Wang, C.
2026. Advanced Materials, 38 (22), e21771. doi:10.1002/adma.202521771
Nuss, B.; Ruhnau, S.; Karle, C.; Zwick, T.
2026. International Conference on Medical Microwave Imaging Applications (ICMWIA 2026), 1–5, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICMWIA67461.2026.11448367
Merz, T.; Sommer, F.; Menger, N.; Knierim, S.; Schwendemann, R.; Hiller, M.
2025. IEEE 10th Southern Power Electronics Conference (SPEC 2025), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SPEC64875.2025.11376818
Merz, T.; Menger, N.; Zieglmaier, G.; Sommer, F.; Schwendemann, R.; Hiller, M.
2025. 2025 IEEE 10th Southern Power Electronics Conference (SPEC), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SPEC64875.2025.11377262
Merz, T.; Graute, H.; Menger, N.; Kraus, D.; Schwendemann, R.; Hiller, M.
2025. 2025 IEEE 10th Southern Power Electronics Conference (SPEC), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SPEC64875.2025.11377266
Mwanake, R. M.; Wangari, E. G.; Kiese, R.
2026. Global Change Biology, 32 (3), e70828. doi:10.1111/gcb.70828
Bradley, P. E.
2026. Reports on Mathematical Physics, 97 (1), 115–142. doi:10.1016/S0034-4877(26)00013-3
Vollmer, E. M.
2026, März 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191747
Mehler, J.; Albrecht, S.; Hahn, J.; Kehl, C.; Riousset, P.; Stegmann, B.; Milchram, C.
2026, März 12
Riousset, P.; Albrecht, S.; Kehl, C.; Mehler, J.; Milchram, C.; Stegmann, B.
2025, Dezember 11
Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Tomei, T. R. F. P.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdalla, H.; Aly, R.; Assran, Y.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampé, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Chokheli, D.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Mukherjee, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Montecassiano, F.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimé, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Marañez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; Bryas Dexmiers D‘archiac, P. D.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Fackeldey, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Budkouski, D.; Ershov, A.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Gribushin, A.; Khein, L.; Korotkikh, V.; Savrin, V.; Snigirev, A.; Vardanyan, I.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.
2026. Physics Letters B, 874, Art.-Nr.: 140120. doi:10.1016/j.physletb.2025.140120
Oliveira, R. A. H. de; Espenhahn, T.; Berger, D.; Schultz, L.; Ferreira, A. C.; Stephan, R. M.
2015. 10th International Symposium on Linear Drives for Industry Applications (LDIA)
De Oliveira, R. A. H.; Costa, F.; Pinto, F. C.
2014. 22nd International Conference on Magnetically Levitated Systems and Linear
Leyer, D.; Heizmann, M.
2026. IEEE Open Journal of Intelligent Transportation Systems, 1. doi:10.1109/OJITS.2026.3677476
Oliveira, R. A. H. de; Berger, D.; Schultz, L.; Stephan, R. M.; Ferreira, A. C.
2015. 2015 IEEE 13th Brazilian Power Electronics Conference and 1st Southern Power Electronics Conference (COBEP/SPEC), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/COBEP.2015.7420063
Oliveira, R. A. H.; Stephan, R. M.; Rodriguez, E. F.; Messer, G. K.
2023. 2023 14th International Symposium on Linear Drivers for Industry Applications (LDIA), 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/LDIA59564.2023.10297455
De Oliveira, R. A. H.; Benes, M. M.; Ferreira, A.; Mattos, L.
2014. 22nd International Levitated Systems and Linear Drives Conference
De Oliveira, R. A. H.; Mattos, L. S.; Ferreira, A. C.; Stephan, R. M.
2014. Eletrônica de Potência, 19 (3), 241–251. doi:10.18618/REP.2014.3.241251
Emden, D.; Richter, M.; Chevance, A.; Leenings, R.; Herpertz, J.; Gutfleisch, L.; Fleuchaus, A.; Blitz, R.; Holstein, V. L.; Goltermann, J.; Winter, N. R.; Spanagel, J.; Meinert, S.; Borgers, T.; Flinkenflügel, K.; Stein, F.; Alexander, N.; Jamalabadi, H.; Repple, J.; Dobel, C.; Leehr, E. J.; Redlich, R.; Ebner-Priemer, U. W.; Nenadić, I.; Kircher, T.; Dannlowski, U.; Hahn, T.; Opel, N.
2026. npj Digital Medicine, 9 (1), Art.-Nr.: 230. doi:10.1038/s41746-026-02486-9
Sotelo, G. G.; de Oliveira, R. A. H.; Costa, F. S.; Dias, D. H. N.; de Andrade, R.; Stephan, R. M.
2015. IEEE transactions on applied superconductivity, 25 (3), 1–5. doi:10.1109/TASC.2014.2371432
de Oliveira, R. A. H.; Mattos, L. S.; Ferreira, A. C.; Stephan, R. M.
2014. 2013 Brazilian Power Electronics Conference, 950–956, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/COBEP.2013.6785229
Sotelo, G. G.; Dias, D. H. J. N.; de Oliveira, R. A. H.; Ferreira, A. C.; De Andrade, R., Jr; Stephan, R. M.
2014. Journal of Physics: Conference Series, 507 (3), Art.Nr: 032017. doi:10.1088/1742-6596/507/3/032017
Sotelo, G. G.; de Andrade, R.; Dias, D. H. N.; Ferreira, A. C.; Costa, F.; Machado, O. J.; de Oliveira, R. A. H.; Santos, M. D. A.; Stephan, R. M.
2013. IEEE transactions on applied superconductivity, 23 (3), Art.Nr: 3601204. doi:10.1109/TASC.2013.2237875
Bachmann, C.; Siccinio, M.; Aiello, G.; Ambrosino, R.; Bajari, J.; Boscary, J.; Carusotti, S.; Claps, V.; Cufar, A.; Elbez-Uzan, J.; Federici, G.; Franke, T.; Giannini, L.; Gliss, C.; Haertl, T.; Hopf, C.; Luongo, C.; Maione, I.; Maisonnier, D.; Marzullo, D.; Maviglia, F.; Marek, P.; Mollicone, P.; Moscato, I.; Mozzillo, R.; Muscat, M.; Pagani, I.; Park, J. H.; Pereslavtsev, P.; Quartararo, A.; Renard, S.; Steinbacher, T.; Tarallo, A.; Vallone, E.; Vigano, F.; Wiesen, S.; Wu, C.
2026. Nuclear Fusion, 66 (4), 046015. doi:10.1088/1741-4326/ae4e46
XLZD Collaboration; Aalbers, J.; Abe, K.; Adrover, M.; Maouloud, S. A.; Althueser, L.; Amaral, D. W. P.; Andrieu, B.; Angelino, E.; Antón Martin, D.; Antunovic, B.; Aprile, E.; Babicz, M.; Bajpai, D.; Balzer, M.; Barberio, E.; Baudis, L.; Bazyk, M.; Bell, N. F.; Bellagamba, L.; Biondi, R.; Biondi, Y.; Bismark, A.; Boehm, C.; Boese, K.; Braun, R.; Breskin, A.; Brommer, S.; Brown, A.; Bruni, G.; Budnik, R.; Cai, C.; Capelli, C.; Chauvin, A.; Chavez, A. P. C.; Colijn, A. P.; Conrad, J.; Cuenca-García, J. J.; D’Andrea, V.; Garcia, L. C. D.; Decowski, M. P.; Deisting, A.; Donato, C. D.; Gangi, P. D.; Diglio, S.; Doerenkamp, M.; Drexlin, G.; Eitel, K.; Elykov, A.; Engel, R.; Ferella, A. D.; Ferrari, C.; Fischer, H.; Flehmke, T.; Flierman, M.; Fujikawa, K.; Fulgione, W.; Fuselli, C.; Gaemers, P.; Gaior, R.; Galloway, M.; Gao, F.; Garroum, N.; Giacomobono, R.; Girard, F.; Glade-Beucke, R.; Glück, F.; Grandi, L.; Grigat, J.; Größle, R.; Guan, H.; Guida, M.; Gyorgy, P.; Hammann, R.; Hannen, V.; Hansmann-Menzemer, S.; Hargittai, N.; Higuera, A.; Hils, C.; Hiraoka, K.; Hoetzsch, L.; Hood, N. F.; Iacovacci, M.; Itow, Y.; Jakob, J.; James, R. S.; Joerg, F.; Kahlert, F.; Kaminaga, Y.; Kara, M.; Kavrigin, P.; Kazama, S.; Keller, M.; Kharbanda, P.; Kilminster, B.; Kleifges, M.; Klute, M.; Kobayashi, M.; Koke, D.; Kopec, A.; Krosigk, B. von; Kuger, F.; LaCascio, L.; Landsman, H.; Lang, R. F.; Levinson, L.; Li, I.; Li, A.; Li, S.; Liang, S.; Liang, Z.; Lin, Y.-T.; Lindemann, S.; Lindner, M.; Liu, K.; Loizeau, J.; Lombardi, F.; Long, J.; Lopes, J. A. M.; Lucchetti, G. M.; Luce, T.; Ma, Y.; Macolino, C.; Mahlstedt, J.; Maier, B.; Mancuso, A.; Manenti, L.; Marignetti, F.; Martens, K.; Masbou, J.; Masson, E.; Mastroianni, S.; Melchiorre, A.; Menéndez, J.; Messina, M.; Milosovic, B.; Milutinovic, S.; Miuchi, K.; Miyata, R.; Molinario, A.; Monteiro, C. M. B.; Morå, K.; Moriyama, S.; Morteau, E.; Mosbacher, Y.; Müller, J.; Murra, M.; Newstead, J. L.; Ni, K.; O’Hare, C.; Oberlack, U.; Obradovic, M.; Ostrowskiy, I.; Ouahada, S.; Paetsch, B.; Pan, Y.; Pandurovic, M.; Pellegrini, Q.; Peres, R.; Piastra, F.; Pienaar, J.; Pierre, M.; Plante, G.; Pollmann, T. R.; Principe, L.; Qi, J.; Qiao, K.; Qin, J.; Rajado, M.; García, D. R.; Ravindran, A.; Razeto, A.; Sanchez, L.; Sanchez-Lucas, P.; Sartorelli, G.; Scaffidi, A.; Schreiner, J.; Schulte, P.; Eißing, H. S.; Schumann, M.; Schwenck, A.; Lavina, L. S.; Selvi, M.; Semeria, F.; Shagin, P.; Sharma, S.; Shen, W.; Shi, S. Y.; Shimada, T.; Simgen, H.; Singh, R.; Solmaz, M.; Stanley, O.; Steidl, M.; Stevens, A.; Takeda, A.; Tan, P.-L.; Thers, D.; Thümmler, T.; Tönnies, F.; Toschi, F.; Trinchero, G.; Trotta, R.; Tunnell, C. D.; Urquijo, P.; Utoyama, M.; Valerius, K.; Vecchi, S.; Vetter, S.; Volta, G.; Vorkapic, D.; Wang, W.; Weerman, K. M.; Weinheimer, C.; Weiss, M.; Wenz, D.; Wilson, M.; Wittweg, C.; Wolf, J.; Wu, V. H. S.; Wüstling, S.; Wurm, M.; Xing, Y.; Xu, D.; Xu, Z.; Yamashita, M.; Yang, L.; Ye, J.; Yuan, L.; Zavattini, G.; Zhong, M.; Zuber, K.
2026. The European Physical Journal C, 86 (3), Art.Nr: 312. doi:10.1140/epjc/s10052-025-15161-2
Vacirca, D.; Bignoli, F.; Li Bassi, A.; Dai, Y.; Ahmadian, A.; Abadias, G.; Djemia, P.; Dehm, G.; Best, J. P.; Ghidelli, M.
2026. Materials Today, 95, 103280. doi:10.1016/j.mattod.2026.103280
Henrique de Oliveira, R. A.; Pina, J. M.; Stephan, R. M.; Ferreira, A. C.
2019. 2019 12th International Symposium on Linear Drives for Industry Applications (LDIA), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/LDIA.2019.8770985
Steinhoff, A.; Koenig, J.; Blanke, J.; Santangelo, P.; Ebner-Priemer, U.; Kaess, M.
2026. Borderline Personality Disorder and Emotion Dysregulation, 13 (1), 6. doi:10.1186/s40479-026-00336-4
Orosz, T.; Pánek, D.; Karban, P.; Oliveira, R. A. H. de; Murta Pina, J.
2020. 2020 27th International Workshop on Electric Drives: MPEI Department of Electric Drives 90th Anniversary (IWED), 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IWED48848.2020.9069502
de Oliveira, R. A. H.; Stephan, R. M.; Ferreira, A. C.
2020. IEEE transactions on applied superconductivity, 30 (5), 1–8. doi:10.1109/TASC.2020.2976589
de Oliveira, R. A. H.; Stephan, R. M.; Ferreira, A. C.; Murta-Pina, J.
2020. IEEE Transactions on Industry Applications, 56 (6), 6949–6956. doi:10.1109/TIA.2020.3023066
Kiss, G. M.; Kaska, J.; De Oliveira, R. A. H.; Rubanenko, O.; Tóth, B.
2021. Periodica Polytechnica Electrical Engineering and Computer Science, 65 (2), 113–122. doi:10.3311/PPee.17144
Oliveira, R. A. H. de; Murta-Pina, J.; Rivera, M. B.; Álvarez, A.; Valtchev, S.; Pronto, A. G.; Suárez, P.
2021. IEEE Transactions on Power Electronics, 36 (12), 13697–13705. doi:10.1109/TPEL.2021.3087956
Mendes, C.; Jorge, L. R.; Oliveira, R. de; Murta-Pina, J.; Stephan, R. M.; Valtchev, S.
2021. 2021 IEEE 30th International Symposium on Industrial Electronics (ISIE), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISIE45552.2021.9576462
Varela, D.; Oliveira, R. de; Romba, L.; Murta-Pina, J.
2021. 2021 9th International Conference on Smart Grid (icSmartGrid), 216–219, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/icSmartGrid52357.2021.9551240
Oliveira, R. A. H.; Costa, F.; Stephan, R. M.; Costa, P. R. da; Ferreira, A. C.
2022. Eletrônica de Potência, 27 (2), 149–155. doi:10.18618/REP.2022.2.0007
Schwade, V. D.; Neville, M. L.; Claude, G.; Jungfer, M. R.; Hagenbach, A.; Lang, E. S.; Figueroa, J. S.; Abram, U.
2026. Inorganic Chemistry, 65 (12), 6942–6952. doi:10.1021/acs.inorgchem.6c00462
Pinto, J.; Gregorio, F.; Oliveira, R. de; Granados, X.; Alvarez, A.; Murta-Pina, J.
2022. 2022 International Young Engineers Forum (YEF-ECE), 25–32, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/YEF-ECE55092.2022.9850088
Santos, G. dos; Sass, F.; Hugo, V.; Sotelo, G.; Vilhena, N.; Oliveira, R. de; Pronto, A.; Pina, J. M.
2023. IEEE transactions on applied superconductivity, 33 (2), 1–11. doi:10.1109/TASC.2022.3222260
Kabakci, Y. G.; Mehtap, N.; Kabatas, M. A. B.-M.; Kiliç, H. Ş.
2026. Colloid and Interface Science Communications, 72, 100885. doi:10.1016/j.colcom.2026.100885
Widmer, R.
1991, September 7. University of California (UCSD)
Förstner, E.; Heiko, M.; Dughmosh, M.; Mikut, R.; Haefele, K.-H.; Jakel, D.; Bao, K.; Jumar, R.; Fotler, A.; Kühnapfel, U.; Hagenmeyer, V.
2026, März 5. doi:10.5281/zenodo.16306034
Richards, C. L.; Ervens, B.; Parmesan, C.; Amato, P.; Andrade, C.; Asatryan, G.; Balaji, V.; Ballantyne, A.; Barbier, M.; Blanc, S.; Bossdorf, O.; Bouchard, F.; Boucharel, J.; Cantrell, C.; Capron, E.; Carbonne, C.; Carrier, M.; Ceratti, D.; Choi, H.; Christoforodis, K.; Clark, J.; Cojocaru, L.; Derry, L.; Dewar, W.; Dubo, T.; Espinoza, J.-C.; Fedorov, A.; Forte, A.; Giambastiani, G.; Giannini, A.; Goldthau, A.; González-García, A.; Guemas, V.; Hamelin, L.; Hill, E.; Hoveyda, A.; Hughes-Allan, L.; Jatav, S.; Javourez, U.; Kaplan, J.; Keppetipola, N.; Kiko, R.; Lauvaux, T.; Lazarus, D.; Lee, C. E.; Lguensat, R.; Lucas-Picher, P.; Mallick, M.; da Costa, J. M.; Melnikova, I.; Monnain, G.; Özen, V.; Palomo, I.; Parepa, M.; Possner, A.; Renard, D.; Ridde, V.; Rivada-Wheelaghan, O.; de Faria, G. R.; Sanderson, B.; Scheer, C.; Schulz, P.; Strutz, S.; Subramanian, R.; Tanaka, K.; Teixidó, N.; Tesche, M.; Thomas, H.; Todorović, S.; Tsai, Y.; Turnheim, B.; Uchida, T.; Vadez, V.; Valla, P.; van Riemsdijk, I.; Villard, L.; Vincent, E.; Wang, C.; Wu, H.; Zuerch, M.
2026. PLOS Climate, 5 (3), e0000849. doi:10.1371/journal.pclm.0000849
Fu, C.; Cao, Y.; Mei, Y.; Xiao, Q.; Hu, J.; Gao, Z.; Gao, X.; Hou, Y.; Zhang, F.; Zhu, G.; Zhang, C.; Yin, Y.; Liu, H.; Chen, R.; Zhang, J.; Han, X.; Song, Y.; Wang, W.; Tang, L.
2026. Advanced Functional Materials, e29034. doi:10.1002/adfm.202529034
Raab, S.; Weber, A.
2026. Journal of Power Sources, 673, 239725. doi:10.1016/j.jpowsour.2026.239725
Karakaya, O.; Lopez-Larrea, N.; Tunc, A. V.; Rincon-Iglesias, M.; Chen, K. J.; Nau, K.; Lanceros-Mendez, S.; Mecerreyes, D.; Criado-Gonzalez, M.; Hernandez-Sosa, G.
2026. Advanced Materials Technologies, e02107. doi:10.1002/admt.202502107
Hof, D.; Janoschka, M.; Strohdiek, M.
2026. European Urban and Regional Studies. doi:10.1177/09697764261424196
Kalospyros, S. A.; Gkikoudi, A.; Koutsostathis, A.; Adamopoulou, A.; Vasilopoulos, S. N.; Rangos, V.; Stylianou-Markidou, E.; Pantalos, I.; Koumenis, C.; Georgakilas, A. G.
2026. Cancers, 18 (5), 885. doi:10.3390/cancers18050885
Schröder, J.; Douglin, J. C.; Zamora Zeledón, J. A.; Aleman, A. M.; Liu, M. J.; Guo, J.; Miller, D.; Stone, K. H.; Tarpeh, W. A.; Dekel, D. R.; Gunasooriya, G. T. K. K.; Burke Stevens, M.; Jaramillo, T. F.
2026. ACS Energy Letters, 11 (3), 2698–2707. doi:10.1021/acsenergylett.5c03664
Shirali, H.; Wührl, L.; Lee, L.; Klug, N.; Meier, R.; Pylatiuk, C.; Hartop, E.
2026. Systematic Entomology, 51 (1), e70039. doi:10.1111/syen.70039
Wang, T.; Jin, J.; Zhao, X.; Liu, H.; Qu, X.; Liu, Y.
2026. ACS Energy Letters, 11 (3), 2841–2850. doi:10.1021/acsenergylett.5c04134
Wang, M.; Lützenkirchen, J.; Haderlein, S. B.
2026. ACS ES and T Water, 6 (3), 2018–2028. doi:10.1021/acsestwater.6c00065
Hendriks, D.; Spitzer, P.; Kühl, N.; Satzger, G.
2026. IEEE Transactions on Knowledge and Data Engineering, 38 (6), 3710–3721. doi:10.1109/TKDE.2026.3671872
Weber, T.; Schmalzl, K.; Waizner, J.; Bauer, A.; Garst, M.; Pfleiderer, C.
2026. Journal of Applied Crystallography, 59 (2), 1–8. doi:10.1107/S1600576725011537
Schweickart, L.
2026, März 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191697
Ashanujjaman, S.; Coloretti, G.; Crivellin, A.; Maharathy, S. P.; Mellado, B.
2026. Physical Review D, 113 (5), Art.-Nr.: L051702. doi:10.1103/9jdj-hg8y
Ashanujjaman, S.; Coloretti, G.; Crivellin, A.; Maharathy, S. P.; Mellado, B.
2025. arxiv. doi:10.48550/arXiv.2510.23714
Hilt, T.; Mack, C.; Matheis, P.; Berens, B.; Länge, T.; Haenni, R.; Koenig, R. E.; Locher, P.; Volkamer, M.
2026. 11th IEEE European Symposium on Security and Privacy (EuroS&P)
Ashanujjaman, S.; Dev, P. S. B.; Huang, J.; Zhou, S.
2026. Physical Review D, 113 (5), Art.-Nr.: L051704. doi:10.1103/mhds-pwkd
Niedtfeld, I.; Kolar, M.; Hepp, J.; Schmitz, S. E.; Steinmann, S.; Witt, S. H.
2026. Borderline Personality Disorder and Emotion Dysregulation, 13 (1), 9. doi:10.1186/s40479-026-00340-8
Lüders, T.; Leidecker-Sandmann, M.; Lehmkuhl, M.
2026, März 19. 71. Jahrestagung : #Wissenschaft #Kommunikation #Demokratie (DGPuk 2026), Dortmund, Deutschland, 18.–20. März 2026
Strecker, D.; Axtmann, A.; Bertelmann, R.; Cousijn, H.; Elger, K.; Ferguson, L. M.; Fichtmüller, D.; Jones, C.; Lindenmann, I.; Neidiger, C.; Nguyen, T. B.; Pal, J. K.; Pampel, H.; Petras, V.; Schnepf, E.; Semrau, A.; Ulrich, R.; Upmeier, A.; Vierkant, P.; Wang, H.; Weickert, G.; Weisweiler, N.; Williams, S. C.; Witt, M.; Wright, S. J.
2023. doi:10.48440/re3.014
Schüßler, P.; Schulze, V.; Dietrich, S.
2026, März 30. doi:10.35097/c5r9sskm0pan3ggk
Link, L.; Bause, K.; Düser, T.
2025. XXXVI ISPIM Innovation Conference - "Innovation Powered by Nature" 2025 : Bergen, Norway, 15 June to 18 June 2025. Ed.: L. Bitran, 11 S., International Society for Professional Innovation Management (ISPIM)
Valentinis, D.; Schmalian, J.; Sachdev, S.; Patel, A. A.
2026. Physical Review Research, 8 (1), Art.-Nr.: 013299. doi:10.1103/32ts-qh8d
Currie, B.; Perkins, D. T. S.; Kozik, E.; Betouras, J. J.; Schmalian, J.
2026. Physical Review B, 113 (11), Art.-Nr.: 115134. doi:10.1103/zjhr-xw73
Ceppi, P.; Wilson Kemsley, S.; Andersen, H.; Andrews, T.; Kramer, R. J.; Nowack, P.; Wall, C. J.; Zelinka, M. D.
2026. Atmospheric Chemistry and Physics, 26 (6), 4153–4171. doi:10.5194/acp-26-4153-2026
Zhong, S.
2026, April 2. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191682
Groß, S.; Ratzel, M.; Welte, E.; Hidalgo-Carvajal, D.; Chen, L.; Fortunić, E. P.; Ganguly, A.; Swikir, A.; Haddadin, S.
2024. 2024 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), 5311–5318, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IROS58592.2024.10801426
Liu, S.; Koch, D.; Kaiser, J.-P.; Stamer, F.
2026. Procedia CIRP, 139, 313–318. doi:10.1016/j.procir.2025.09.037
Cheng, H.; Çakmak, H. K.; Hagenmeyer, V.
2026. arxiv. doi:10.48550/arXiv.2603.23015
Knecht, C. A.; Prack McCormick, B.; Álvarez, V. E.; Gonzales Machuca, A.; Buzzola, F.; Fuchs, J.; Salgado, P.; Campos, J.; Müller, J. A.; Quiroga, M. P.; Centrón, D.
2026. Frontiers in Microbiology, 17. doi:10.3389/fmicb.2026.1740431
Wiegels, R.; Chwala, C.; Polz, J.; Glawion, L.; Lorenz, C.; Schober, T. C.; Kunstmann, H.
2026. Frontiers in Climate, 8. doi:10.3389/fclim.2026.1691030
Altmann, S.; Reinhardt, L.; Simon, M.; Schwab, S.
2025. Deutsche Vereinigung für Sportwissenschaft (DVS)
Hilt, T.; Mack, C.; Berens, B.; Volkamer, M.
2026. Proceedings of the 2026 CHI Conference on Human Factors in Computing Systems (CHI ’26). doi:10.1145/3772318.3791035
Rudenko, S.; Dettmering, D.; Lemoine, J.-M.; Bloßfeld, M.; Zeitlhöfler, J.
2026. Surveys in Geophysics. doi:10.1007/s10712-026-09942-x
Anzt, H.; Cojean, T.; Chen, Y.-C.; Flegar, G.; Göbel, F.; Grützmacher, T.; Koch, M.; Nayak, P.; Olenik, G.; Ribizel, T.; Tsai, Y.-H.
2025, Dezember 15. doi:10.5281/zenodo.17936456
Neuhauser, J.; Bürk, L.; Gatti, D.; Frohnapfel, B.
2026. Journal of Physics: Conference Series, 3173 (1), Art.Nr: 012040. doi:10.1088/1742-6596/3173/1/012040
Masry, G.; Vieira, D.; Orjuela, R.; Meurer, T.; Basset, M.
2025. 2025 11th International Conference on Control, Decision and Information Technologies (CoDIT), 2202–2207, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/CoDIT66093.2025.11321811
Thumm, M.
2025. 2025 50th International Conference on Infrared, Millimeter, and Terahertz Waves (IRMMW-THz), 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IRMMW-THz61557.2025.11320013
Picmausová, H.; Písařík, M.; Romano, C.; Panitzek, D.; Farlík, J.; Eichhorn, M.; Kieleck, C.
2025. Optica Laser Congress Congress 2025, JW2A.44, Optica Publishing Group (OSA). doi:10.1364/ASSL.2025.JW2A.44
Cipelli, S.; Rapp, N.; Frohnapfel, B.; Gatti, D.
2026. Journal of Physics: Conference Series, 3173 (1), Art.Nr: 012004. doi:10.1088/1742-6596/3173/1/012004
Eckhardt, J.; Rupp, M.; Güntert, S.; Eichhorn, M.; Kieleck, C.
2025. Optica Laser Congress Congress 2025, Art.Nr: JW2A.9, Optica Publishing Group (OSA). doi:10.1364/ASSL.2025.JW2A.9
Büker, H.; Granados, E.; Chrysalidis, K.; Eichhorn, M.
2025. Optica Laser Congress Congress 2025, JW2A.42, Optica Publishing Group (OSA). doi:10.1364/ASSL.2025.JW2A.42
Mazzocchi, F.; Neidig, M.; Kempf, S.; Strauß, D.; Scherer, T.; Yamada, H.
2025. 2025 50th International Conference on Infrared, Millimeter, and Terahertz Waves (IRMMW-THz), 1–2, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IRMMW-THz61557.2025.11320120
Wagner, D.; Leuterer, F.; Schütz, H.; Stober, J.; Thumm, M.
2025. 2025 50th International Conference on Infrared, Millimeter, and Terahertz Waves (IRMMW-THz), 1–2, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IRMMW-THz61557.2025.11319757
Goth, K.; Rupp, M.; Eitner, M.; Eichhorn, M.; Kieleck, C.
2025. Optica Laser Congress Congress 2025, JW2A.15, Optica Publishing Group (OSA). doi:10.1364/ASSL.2025.JW2A.15
Rupp, M.; Eckhardt, J.; Eichhorn, M.; Kieleck, C.
2025. Optica Laser Congress Congress 2025, JW2A.12, Optica Publishing Group (OSA). doi:10.1364/ASSL.2025.JW2A.12
Büker, H.; Granados, E.; Chrysalidis, K.; Eichhorn, M.
2025. Optica Laser Congress Congress 2025, JW2A.16, Optica Publishing Group (OSA). doi:10.1364/ASSL.2025.JW2A.16
Secchi, F.; Gatti, D.; Piomelli, U.; Frohnapfel, B.
2026. Journal of Physics: Conference Series, 3173 (1), 012020. doi:10.1088/1742-6596/3173/1/012020
Fracchia, E.; Antal, L.; Cafiero, G.; Gatti, D.; Serpieri, J.
2026. Journal of Physics: Conference Series, 3173 (1), Art.Nr: 012005. doi:10.1088/1742-6596/3173/1/012005
Kazemi, S.; Gröll, L.
2026. 2025 4th International Conference on Mechanical Engineering and Power Engineering (MEPE), Wuhan, 19th-21st December 2025, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/MEPE68633.2025.11429905
Wang, H.; Chakrabarty, S.; Fischlschweiger, M.
2026, März 18. Thermodynamik-Symposium (2026), Dortmund, Deutschland, 17.–18. März 2026
Decker, G. W.
2026, März 21. Karlsruher Institut für Technologie (KIT)
Haghsheno, S.; Weinmann, M.; Baier, C.; Wachter, L.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191653
David, C.; Guillou, M.; Garipi, X.; Schill, E.; Gaucher, E.; Barnes, C.
2026. Geomechanics for Energy and the Environment, 46, 100821. doi:10.1016/j.gete.2026.100821
Shefali, S.
2026, März 27. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191650
Ruf, L.; Härtel, S.; Altmann, S.
2026. doi:10.64898/2025.12.04.25341632
Fiedler, J.; Thron, M.; Altmann, S.; Härtel, S.; Barsch, F.; Schlenker, L.; Krug, S.; Bös, K.; Woll, A.
2026. Sports orthopaedics and traumatology. doi:10.1016/j.orthtr.2026.02.009
Engel, F. A.; Kubica, C.; Altmann, S.; Neumann, R.; Sperlich, B.
2026. Physiological reports, 14 (4), Art.: e70778. doi:10.14814/phy2.70778
Kettner, C.; Stetter, B. J.; Stein, T.
2025. ISB 2025 Conference Proceedings
Weber, P.; Toedter, O.; Koch, T.
2025. doi:10.5445/IR/1000191641
Arumugam, A.; Zimmermann, J.; Weingartz, T.; Fischlschweiger, M.; Hirschberg, V.
2026. Polymer Degradation and Stability, 247, 111981. doi:10.1016/j.polymdegradstab.2026.111981
Schmerbeck, C.; Heizmann, M.
2026, März 26. doi:10.35097/201mntku2rh9uxhm
Simensen, O. H.; Christensen, D.; Hjort, N. L.
2026. Computational Statistics & Data Analysis, 220, 108367. doi:10.1016/j.csda.2026.108367
Damm, J.; Haase, P.; Albiez, M.; Ummenhofer, T.; Veller, S.
2026. Karlsruher Institut für Technologie (KIT)
Herlina, H.; Wissink, J. G.
2026, März 25. doi:10.35097/am39qrc7g64kc6er
Riehm, A.; Drüppel, K.; Lenhart, L.; Mertz-Kraus, R.; Ellmies, R.
2026. Mineralium Deposita. doi:10.1007/s00126-026-01441-8
Digel, C.; Kesten, J.; Bremer, M.; Brodatzki, M.; Doppelbauer, M.
2026. e+i Elektrotechnik und Informationstechnik, 143 (2), 125–137. doi:10.1007/s00502-026-01422-9
Schäfer, W.; Jakobs, T.; Stegmann, P.
2026, März 4. Jahrestreffen der DECHEMA/VDI-Fachgruppe: Trocknungstechnik (2026), Frankfurt am Main, Deutschland, 4.–6. März 2026
Darijani, A.; Beyerer, J.; Nasrollah, Z. S. H.; Hoffmann, L.; Heizmann, M.
2026. arxiv. doi:10.48550/arXiv.2603.20365
Schmollack, J. U.; Cohrs, K.; Heitsch, C.; Herb, J.; Jopen, M.; Kowalik, M.; Petermann, I.; Pistner, C.; Kopp, A.; Englert, M.; Sauter, P.; Jin, X. Z.; Radloff, D.
2025. 30th IAEA Fusion Energy Conference (FEC 2025), Chengdu, China, 13.–18. Oktober 2025
Müller, A.-L.; Pardo, G.; Friedrich, S.; Kiese, R.; Scheer, C.
2026. The International Journal of Life Cycle Assessment, 31 (1-3), 41. doi:10.1007/s11367-026-02599-z
Coleman, M.; Cook, J. E.; Franza, F.; Maione, I. A.; McIntosh, S.; Blair, A. I.; Desai, S.; Funk, O.; Graham, G.; Matthews, J.; Morris, J.; Mould, C.; Nilima, A.; Saunders, H. R. D.; Short, D.; Vaccaro, D.; Wong, O.
2026. Open Source Software for Fusion Energy Conference (OSSFE 2023), München, Deutschland, 10.–12. März 2026
Vicente, H.; Plessow, P. N.
2026. Journal of Catalysis, 457, 116817. doi:10.1016/j.jcat.2026.116817
Wachter, J.
2026, März 2. Brennpunkt: Dynamisches Lastmanagement im Spannungsfeld von PV – eMobilität – Wärmepumpe und Speicherung (2026), Karlsruhe, Deutschland, 2. März 2026
Wendelstein 7-X Team; Han, X.; Smith, D. R.; Windisch, T.; Laube, R.; Ford, O.; Den Hartog, D.; Seyfert, C.; Gallenberger, T.; Jaehnig, K.; Shin, J.; Geiger, B.; McKee, G.; Grulke, O.
2026. Review of Scientific Instruments, 97 (3), Article no: 033506. doi:10.1063/5.0311666
Wehr, M.; Palacios Vera, J. S.; Wolf, M. J.
2023, September 20. 16th European Conference on Applied Superconductivity (EUCAS 2023), Bologna, Italien, 3.–7. September 2023
Wehr, M.; Palacios Vera, J. S.; Wolf, M. J.
2024, September 3. Applied Superconductivity Conference (ASC 2024), Salt Lake City, UT, USA, 1.–6. September 2024
Drüppel, K.; Stober, I.; Schuller, L.; Grimmer, J. C.; Mertz-Kraus, R.
2026. Geothermics, 138, 103643. doi:10.1016/j.geothermics.2026.103643
W7-X Team; Kolesnichenko, Y. I.; Lutsenko, V. V.; Tykhyy, A. V.
2026. Physics of Plasmas, 33 (3), Article no: 032506. doi:10.1063/5.0315228
Winiwarter, L.; Jutzi, B.; Mandlburger, G.; Brezovsky, M.; Günthner, A.; Schulte, F.
2026. 46. Wissenschaftlich-Technische Jahrestagung der DGPF in Darmstadt, 5 S., Deutsche Gesellschaft für Photogrammetrie, Fernerkundung und Geoinformation (DGPF)
Jäger, M.; Jutzi, B.
2026. arxiv. doi:10.48550/arXiv.2603.06216
Greza, M.; You, T.; Jutzi, B.
2025. ISPRS Annals of the Photogrammetry, Remote Sensing and Spatial Information Sciences, X-3/W4-2025, 185–190. doi:10.5194/isprs-annals-X-3-W4-2025-185-2026
Moesch, S. S.; Sultana, M.; Peerenboom, G.; Storch, I.
2026. Wildlife Biology. doi:10.1002/wlb3.01522
Zhang, Q.; Zhang, T.
2026. Journal of Environmental Psychology, 111, Art.Nr: 102971. doi:10.1016/j.jenvp.2026.102971
Kristoffersson Lind, S.; Triebel, R.; Krüger, V.
2026. International Journal of Computer Vision, 134 (4), 185. doi:10.1007/s11263-026-02794-3
Esterlis, I.; Schmalian, J.
2026. Annual Review of Condensed Matter Physics, 17 (1), 419–448. doi:10.1146/annurev-conmatphys-032822-042856
Pertermann, E. F. R.; Simonetti, S. O.; Beil, S. B.; Waldvogel, S. R.
2026. ACS Sustainable Chemistry & Engineering, 14 (12), 6161–6169. doi:10.1021/acssuschemeng.6c00249
Frey, D.; Weng, S.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191606
W7-X Team; Stechow, A. von; Baek, S. G.; Bähner, J.-P.; Ballinger, S.; Cipciar, D.; Edlund, E. M.; Fuchert, G.; Grulke, O.; Gonda, T.; Hansen, S. K.; Killer, C.; Kwak, S.; Krychowiak, M.; Langenberg, A.; Pablant, N.; Pasch, E.; Pavone, A.; Porkolab, M.; Svensson, J.; Terry, J. L.; Zhang, D.
2026. Nuclear Fusion, 66 (4), Article no: 046014. doi:10.1088/1741-4326/ae4919
Dobroć, P.
2026. 15th Workshop des Netzwerks kulturwissenschaftliche Stadtforschung "Städtische Möglichkeitsräume. Konzeptuelle Konjunkturen und lokale Praxis" (2026), Wien, Österreich, 19.–20. März 2026
Fante, N.; Grünberger, A.
2026. Biosensors, 16 (3), Article no: 173. doi:10.3390/bios16030173
Bremert, L.; Hoppe, M.; Krings, B.-J.; Schmidt, W.
2026. Der Betreib als sozialer Ort. Hrsg.: L. Bremert. Bd. 3, 9–22, VSA Verlag
Sauerschell, S.; Bajohr, S.; Kolb, T.
2026, März 18. Jahrestreffen der VDI / DECHEMA - Fachgruppen "Mehrphasenströmungen, Agglomerations- und Schüttguttechnik, Computational Fluid" (2026), Dresden, Deutschland, 16.–18. März 2026
Bremert, L.; Hoppe, M.; Krings, B.-J.; Schmidt, W. (Hrsg.)
2026. VSA Verlag
Jakobs, T.; Richter, J.; Fleck, S.; Kolb, T.; Stein, O.; Roeb, J.; Scheiff, F.
2026, März 16. Jahrestreffen der VDI / DECHEMA - Fachgruppen "Mehrphasenströmungen, Agglomerations- und Schüttguttechnik, Computational Fluid" (2026), Dresden, Deutschland, 16.–18. März 2026
Wydra, M.
2026. KIT Scientific Publishing. doi:10.5445/KSP/1000191598
Özeşme, G.
2026, März 25. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191596
Khodadadi, A.; Lazarova-Molnar, S.
2026. Proceedings of the 14th International Conference on Model-Based Software and Systems Engineering (MODELSWARD 2026). Vol. 1, 290–299, SciTePress. doi:10.5220/0014335500004058
Assengar, I.; Li, H.; Indris, S.; Bokov, A.; Mereacre, L.; Mangold, S.; Schwarz, B.; Trouillet, V.; Saadoune, I.
2026. ACS Applied Energy Materials, 9 (7), 3765–3781. doi:10.1021/acsaem.5c03710
Bäuerle, N.; Göll, T.; Jaśkiewicz, A.
2026. European Journal of Operational Research. doi:10.1016/j.ejor.2026.03.010
Last, G.; Picker, B.
2026. arxiv. doi:10.48550/arXiv.2603.07104
Fuchs, J.
2026, März 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191589
Rajakrishnan, R. R.
2026, April 13. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191587
Toedter, O.; Heinz, A.; Koch, T.; Glaser, M.; Dahmen, N.; Cyffka, K.-F.; Karras, T.; Görsch, K.; Lentjes, C.; Wittmann, J.-H.; Rausch, B.; Menger, L.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191586
Toedter, O.; Heinz, A.; Koch, T.; Glaser, M.; Dahmen, N.; Cyffka, K.-F.; Karras, T.; Görsch, K.; Lentjes, C.; Wittmann, J.-H.; Rausch, B.; Menger, L.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191584
Ramms, A. S.
2026, März 20. Karlsruher Institut für Technologie (KIT)
Castillo, A. E.; Linz, M.; Ray, E.; Saunders, L. N.; Walker, K. A.; Stiller, G. P.; Mooring, T. A.; Bourguet, S.
2026. Copernicus Publications. doi:10.5194/egusphere-2026-1236
Brehon, M.; Tegtmeier, S.; Bourassa, A.; Davis, S. M.; Grabowski, U.; Kerzenmacher, T.; Stiller, G.
2026. Atmospheric Chemistry and Physics, 26 (5), 3743–3764. doi:10.5194/acp-26-3743-2026
Sofieva, V. F.; Laeng, A.; von Clarmann, T.; Stiller, G.; Kiefer, M.; Tamminen, J.; Rozanov, A.; Arosio, C.; Livesey, N.; Damadeo, R.; Sheese, P.; Walker, K. A.; Degenstein, D.; Zawada, D.; Kramarova, N. A.; Keppens, A.
2026. Atmospheric Measurement Techniques, 19 (5), 1837–1852. doi:10.5194/amt-19-1837-2026
Holstein, J.
2026, April 13. Karlsruher Institut für Technologie (KIT)
Allgayer, F.
2026, März 24. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191577
Lange, A.; Dries, R.; Bastmeyer, M.; Bentrop, J.
2026. International Journal of Molecular Sciences, 27 (6), 2738. doi:10.3390/ijms27062738
Vasilenko, E.; Unni Chorakkunnath, V.; Resch, J.; Jobbitt, N.; Serrano, D.; Goldner, P.; Kuppusamy, S. K.; Ruben, M.; Hunger, D.
2026. Nature Materials. doi:10.1038/s41563-026-02539-0
Retich, E.
2026, März 19. Karlsruher Institut für Technologie (KIT)
Metzger, S.
2026, März 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191573
(The IceCube Collaboration); (The Atacama Cosmology Telescope Collaboration); Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Amin, N. M.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Motzkin, J. Y. B.; Boscolo Meneguolo, C.; Böser, S.; Botner, O.; Böttcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Connolly, A.; Conrad, J. M.; Corley, R.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Díaz-Vélez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Fürst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Günther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Häussler, J.; Helbing, K.; Hellrung, J.; Hennig, L.; Heuermann, L.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kimku, H.; Kiryluk, J.; Klein, C.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Köpke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N.; Lagunas Gualda, C.; Arnaud, L. L.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Leonard DeHolton, K.; Leszczyńska, A.; Liao, J.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Mahn, K. B. M.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Mariş, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Montaruli, T.; Moore, R. W.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Obertacke Pollmann, A.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; de los Heros, C. P.; Pernice, T.; Peterson, J.; Plum, M.; Pontén, A.; Poojyam, V.; Popovych, Y.; Rodriguez, M. P.; Pries, B.; Procter-Murphy, R.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Robertson, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seunarine, S.; Myhr, P. A. S.; Shah, R.; Shefali, S.; Shimizu, N.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Søgaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Stürwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; Van Eeden, T.; van Eijndhoven, N.; Van Rootselaar, L.; van Santen, J.; Vara, J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Carrasco, S. V.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E.; Weaver, C.; Weigel, P.; Weindl, A.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yañez, J. P.; Yao, Y.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.; Hincks, A. D.; Ma 马 X. 潇.; Vargas, C.; Hervías-Caimapo, C.; Battistelli, E. S.; Huffenberger, K.; Mcmahon, J.; Naess, S.; Orlowski-Scherer, J.; Partridge, B.; Sifón, C.; Wollack, E. J.
2026. The Astrophysical Journal, 999 (1), 98. doi:10.3847/1538-4357/ae31e2
Bhandari, N.; Kinabo, N. R.; Martin, D. A.; Boesing, A. L.; Neyret, M.; Bocksberger, G.; Albrecht, J.; Appelhans, T.; Arbieu, U.; Becker, J. N.; Bianco, G.; Byamungu, R. M.; Classen, A.; Degano, M. E.; Gebert, F.; Gross, M.; Hemp, C.; Junquera, V.; Kiese, R.; Koggani, K. D.; Komposch, A.; Kuzyakov, Y.; Mauki, D. G.; Mayr, A. V.; Müller, T.; Njovu, H. K.; Otte, I.; Pearson, J.; Peters, M. K.; Sanya, J.; Schleuning, M.; Steffan-Dewenter, I.; Vollstaedt, M. G. R.; Zhang, J.; Böhning-Gaese, K.; Fischer, M.; Hemp, A.; Manning, P.; Zeuss, D.
2026. Environmental Research Letters, 21 (5), 054026. doi:10.1088/1748-9326/ae45bd
Azfar, F.; Tseng, J.; Molla, M. C.; Scholberg, K.; Habig, A.; BenZvi, S.; Kara, M.; Kneller, J.; Migenda, J.; Milisavljevic, D.; O’Connor, E.
2026. Physical Review D, 113 (6), 063005. doi:10.1103/t1qp-1q9z
Nater, D. F.; Stenner, P.; Aust, N. C.; Gärtner, T.; Waldvogel, S. R.
2026. Current Opinion in Chemical Engineering, 51, Art.Nr: 101238. doi:10.1016/j.coche.2026.101238
Metni, H.; Ruple, L.; Walters, L. N.; Torresi, L.; Teufel, J.; Schopmans, H.; Östreicher, J.; Zhang, Y.; Neubert, M.; Koide, Y.; Steiner, K.; Link, P.; Bär, L.; Petrova, M.; Ceder, G.; Friederich, P.
2026. Advanced Materials, 38 (18). doi:10.1002/adma.202523620
Zipperling, D.; Ott, L.; Vössing, M.; Kühl, N.
2026. Business & Information Systems Engineering, 1. doi:10.1007/s12599-026-00994-2
Finner, A.-S.
2026, März 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191564
Philippidis, A.; Mamali, A.; Pinon, V.; Vassou, D.; Nafplioti, A.; Tabakaki, E.; Poulakakis, N.; Stamatakis, A.; Pavlidis, P.; Psonis, N.; Anglos, D.
2026. Microchemical Journal, 224, Art.Nr: 117446. doi:10.1016/j.microc.2026.117446
Finner, A.-S.; Eckerle, C.; Terzidis, O.
2025. Academy of Management Proceedings, 2025 (1). doi:10.5465/AMPROC.2025.14222abstract
Schepper, J. D. W.; Orthaber, A.; Pammer, F.
2026. Organic & Biomolecular Chemistry, 24 (13), 2683–2695. doi:10.1039/d5ob01979f
Hauck, M.; Lozinski, A.; Maier, R.
2026. ESAIM: Mathematical Modelling and Numerical Analysis, 60 (1), 445–471. doi:10.1051/m2an/2026006
Abbak, R. A.; Seitz, K.
2026. Surveys in Geophysics, 47 (2), 449–471. doi:10.1007/s10712-026-09948-5
Schacht, H.
2026, März 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191557
Dörich, B.; Dörner, J.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191556
Zimmerer, N.; Quarz, P.; Janning, L.; Scharfer, P.; Schabel, W.
2026. Chemical Engineering & Technology, 49 (3). doi:10.1002/ceat.70192
Mostafa, O.; Lazarova-Molnar, S.
2025. 2025 9th International Conference on System Reliability and Safety (ICSRS), 590–598, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICSRS68021.2025.11422160
Gießler, A.; Malan, A. J.; Hohmann, S.
2025. 2025 IEEE 64th Conference on Decision and Control (CDC), 3761–3768, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/CDC57313.2025.11312822
Raghuraman, S.; Baumann, D.; Schindewolf, M.; Sax, E.
2026. Data Management Technologies and Applications – 13th International Conference, DATA 2024, Revised Selected Papers. Ed.: A. Cuzzocrea, 142–162, Springer Nature Switzerland. doi:10.1007/978-3-032-17915-9_8
Panja, P.; Platzer, A.
2025. 2025 IEEE 64th Conference on Decision and Control (CDC), 7701–7707, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/CDC57313.2025.11312663
Bachmann, C.; Maximova, A.; Kohn, T.; Komm, D.
2026. Proceedings of the 57th ACM Technical Symposium on Computer Science Education V.1, 73–79, Association for Computing Machinery (ACM). doi:10.1145/3770762.3772670
Buehrle, E.; Taş, Ö. Ş.; Stiller, C.
2025. 2025 IEEE 64th Conference on Decision and Control (CDC), 6655–6662, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/CDC57313.2025.11312437
Talenti, F. R.; Wabnitz, S.; Sun, Y.; Hansson, T.; Lovisolo, L.; Gerini, A.; Leo, G.; Vivien, L.; Koos, C.; Peng, H.; Parra-Rivas, P.
2025. Advanced Photonics Congress (IPR, Networks, NOMA, SOLITH, SPPCom), IM3A.1, Optica Publishing Group (OSA). doi:10.1364/IPRSN.2025.IM3A.1
Li, M.; Chatterjee, D.; Glassmeier, F.; Senf, F.; Wang, B.
2025. 2025 IEEE Workshop on Topological Data Analysis and Visualization (TopoInVis), 89–99, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/TopoInVis68599.2025.00013
Lovisolo, L.; Talenti, F. R.; Gerini, A.; Wabnitz, S.; Morassi, M.; Lemaître, A.; Harouri, A.; Koos, C.; Peng, H.; Alonso-Ramos, C.; Vivien, L.; Leo, G.
2025. Advanced Photonics Congress (IPR, Networks, NOMA, SOLITH, SPPCom), IM3A.2, Optica Publishing Group (OSA). doi:10.1364/IPRSN.2025.IM3A.2
Yilmaz, A. G.; Atabay, S.; Imteaz, M.; Oyounalsoud, M. S.; Abdallah, M.
2026. 4th International Conference on Water and Environmental Engineering – Proceedings of iCWEE 2025. Ed.: A. Rahman, 91–99, Springer Nature Switzerland. doi:10.1007/978-3-032-18708-6_8
Haruna, B. R.; Jasper, F. B.; Premathilake, D. S.; Baumann, M.; Peters, J. F.; Weil, M.
2026. Discover Sustainability, 7 (1), 524. doi:10.1007/s43621-026-02950-2
Koide, Y.; Teufel, J.; Torresi, L.; Kaithakkal, A. J.; Stroh, A.; Friederich, P.
2026. APL Machine Learning, 4 (1), Art.-Nr. 016109. doi:10.1063/5.0317297
Schulz, K. E.; Hegmann, P.; Dreher, B.; Schreidl, M.; Ochsenreither, K.; Neumann, A.
2026. Fermentation, 12 (3), 154. doi:10.3390/fermentation12030154
Zahid, R.; Viola, M.; Balli, M. V.; Moreno-Alcántar, G.; Picchetti, P.
2026. Advanced Sensor Research, 5 (3), Art.-Nr. e00154. doi:10.1002/adsr.202500154
Grunwald, A.
2026. Künstliche Intelligenz, Folgen für Menschen und Gesellschaft und eine ethische Beurteilung (Roncalli Forum) (2026), Karlsruhe, Deutschland, 9. März 2026
Grunwald, A.
2026. International Graduate School "Responsible Innovation" (2026), Online, 9. März 2026
Grunwald, A.; Martin, A.; Schmidt, C. M.
2026, März 17. Reihe "acatech am Dienstag" (2026), Online, 17. März 2026
Albiez, M.; Beecroft, R.
2026. Handbuch Bildung für nachhaltige Entwicklung: Carrapatoso, Astrid; Kenner, Steve; Bergmüller-Hauptmann, Claudia; Inkermann, Nilda; Reinhardt, Volker (Hg.), 499–504, Wochenschau Verlag
Rappenecker, K.; Peinhardt, F.; Geiser, F.; Peters, J.; Kachel, G.; Isele, A.; Matthiesen, S.
2025. Schraubenverbindungen 2025 – Berechnung, Gestaltung, Montage, Anwendung, 297–312, VDI Verlag. doi:10.51202/9783181024669-297
Fotler, D.; Matthiesen, S.
2023. News / Wissenschaftliche Gesellschaft für Produktentwicklung, WiGeP, Berliner Kreis & WGMK
Fotler, D.; Matthiesen, S.
2021. News / Wissenschaftliche Gesellschaft für Produktentwicklung, WiGeP, Berliner Kreis & WGMK
Heckmann, T.; Barbig, P.; Pham, A. T.; Eser, J. C.; Scharfer, P.; Schabel, W.
2026. Drying Technology, 1–12. doi:10.1080/07373937.2026.2631674
Kurig, N.; Moioli, E.; Börnhorst, M.; Friedland, J.; Röse, P.
2026. Chemie Ingenieur Technik, 98 (5), 177–180. doi:10.1002/cite.70088
Stocker, B. F. C.; Gamba, R.; van de Kamp, T.; Hamann, E.; Zuber, M.; Vagovič, P.; Staniczek, A. H.
2026. (R. Beutel, Hrsg.) Insect Systematics and Diversity, 10 (2). doi:10.1093/isd/ixag011
Albers, A.; Martin, A.; Altner, M.; Gesmann, L.; Düser, T.
2025. Forschung im Ingenieurwesen, 89 (1), 161. doi:10.1007/s10010-025-00927-7
Walz, M.; Lehmann, T.; Rauscher, F.; Senger, C.; Furmans, K.; Eder, M.; Schaffer, S.; Trost, P.; Wagner, M. M.; Kartnig, G.
2025. 17th IMHRC Proceedings (Trondheim, Norway-2025), Georgia Southern University
Beck, C.; Forbriger, T.; Sneeuw, N.
2026. Pure and Applied Geophysics. doi:10.1007/s00024-025-03903-y
Hanebeck, U. D.; Horn, J.
1999. Proceedings of the 1999 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS 1999), 665–670, Institute of Electrical and Electronics Engineers (IEEE)
Horn, J.; Hanebeck, U. D.; Riegel, K.; Heesche, K.; Hauptmann, W.
2003. Location Services and Navigation Technologies. Ed.: Y. Zhao, 51–58, SPIE. doi:10.1117/12.487805
Nitzsche, N.; Hanebeck, U. D.; Schmidt, G.
2003. Journal of Robotic Systems, 20 (9), 549–556. doi:10.1002/rob.10105
Su, J.; Xi, Y.; Hanebeck, U. D.; Schmidt, G.
2004. IEEE Transactions on Systems, Man and Cybernetics, Part B (Cybernetics), 34 (1), 652–659. doi:10.1109/TSMCB.2002.805813
Henderson, T. C.; Hanebeck, U. D.; Guibas, L. J.
2006. Dagstuhl Seminar Proceedings, 1–4, Schloss Dagstuhl - Leibniz-Zentrum für Informatik (LZI)
Wang, H.; Szabo, A.; Bamberger, J.; Brunn, D.; Hanebeck, U. D.
2008. 2008 11th International Conference on Information Fusion, Institute of Electrical and Electronics Engineers (IEEE)
Hanebeck, U. D.; Henderson, T. C. (Hrsg.)
2009. Elsevier
Sawo, F.; Henderson, T. C.; Sikorski, C.; Hanebeck, U. D.
2009. Multisensor Fusion and Integration for Intelligent Systems : An Edition of the Selected Papers from the IEEE International Conference on Multisensor Fusion and Integration for Intelligent Systems 2008, 375–392, Springer-Verlag. doi:10.1007/978-3-540-89859-7_26
Sommer, K.; Hanebeck, U. D.; Krystek, M.; Hauswaldt, A.-L.; Weckenmann, A.
2009. Fundamental and applied metrology : IMEKO XIX world congress, September 6 - 11, 2009, Lisbon, Portugal, 1037–1041
Sommer, K.-D.; Hanebeck, U.; Krystek, M.; Sawo, F.
2009. Advanced mathematical and computational tools in metrology and testing : AMCTM VIII / Ed.: F. Pavese, 309–318, World Scientific. doi:10.1142/9789812839527_0044
Dillmann, R.; Beyerer, J.; Hanebeck, U. D.; Schultz, T.
2010. KI 2010: Advances in Artificial Intelligence : 33rd Annual German Conference on AI, Karlsruhe, Germany, September 21-24, 2010, Proceedings. Ed.: R. Dillmann, Springer-Verlag
Ghabeli, A.; Noe, M.; Rother, S.; Schacherer, C.; Mbuy, A.; Gangel, J.; Grilli, F.
2026. Energy Reports, 15, 109233. doi:10.1016/j.egyr.2026.109233
Hanebeck, U. D.
2014. Journal of Advances in Information Fusion, 9 (1), 1 – 2
Hanebeck, U. D.; Koch, W.
2016. FUSION 2016 : 19th International Conference on Information Fusion : proceedings : Heidelberg, 5-8 July 2016, xlvi – xlvii, Institute of Electrical and Electronics Engineers (IEEE)
Klemm, M.; Hanebeck, U. D.; Hoppe, H.
2019. Journal of Medical Robotics Research, 04 (02), Art.-Nr.: 1950002. doi:10.1142/S2424905X19500028
Roth, N.; Küderle, A.; Prossel, D.; Gassner, H.; Eskofier, B. M.; Kluge, F.
2021. Sensors, 21 (19), Art.-Nr.: 6559. doi:10.3390/s21196559
Ludwig, J. N.; Flitter, M.; Maier, G.; Bauer, A.; Reith-Braun, M.; Gruna, R.; Kruggel-Emden, H.; Längle, T.; Beyerer, J.
2022. 9th Sensor-Based Sorting & Control SBSC 2022. Ed.: K. Greiff, 113–132, Shaker Verlag. doi:10.2370/9783844085457
Siebler, B.; Heirich, O.; Lehner, A.; Sand, S.; Hanebeck, U. D.
2022. Proceedings of the 35th International Technical Meeting of the Satellite Division of The Institute of Navigation (ION GNSS+ 2022), 1849–1858, Institute of Navigation (ION). doi:10.33012/2022.18536
Ernst, E.; Pfaff, F.; Hanebeck, U. D.; Baum, M.
2023. 2023 American Control Conference (ACC), 355–361, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/ACC55779.2023.10155842
Vieth, J.; Reith-Braun, M.; Bauer, A.; Pfaff, F.; Maier, G.; Gruna, R.; Längle, T.; Kruggel-Emden, H.; Hanebeck, U. D.
2023. Proceedings of the 2023 American Control Conference (ACC 2023), 3257–3263, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/ACC55779.2023.10156014
Küderle, A.; Ullrich, M.; Roth, N.; Ollenschläger, M.; Ibrahim, A. A.; Moradi, H.; Richer, R.; Seifer, A.-K.; Zürl, M.; Sîmpetru, R. C.; Herzer, L.; Prossel, D.; Kluge, F.; Eskofier, B. M.
2024. IEEE Open Journal of Engineering in Medicine and Biology, 5 (1), 163–172. doi:10.1109/OJEMB.2024.3356791
Siebler, B.; Lehner, A.; Sand, S.; Hanebeck, U. D.
2024. Proceedings of the 27th International Conference on Information Fusion (FUSION 2024), Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/FUSION59988.2024.10706392
Reith-Braun, M.; Liang, K.; Pfaff, F.; Maier, G.; Gruna, R.; Bauer, A.; Kruggel-Emden, H.; Längle, T.; Beyerer, J.; Hanebeck, U. D.
2024. 10th Sensor-Based Sorting & Control 2024. Ed. K. Greiff, 23–44, Shaker Verlag. doi:10.2370/9783844094138
Siebler, B.; Lehner, A.; Sand, S.; Hanebeck, U. D.
2025. 2025 33rd Europaen Signal Processing Conference (EUSIPCO), 2142–2146, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/EUSIPCO63237.2025.11226624
Giraldo-Grueso, F.; Popov, A. A.; Hanebeck, U. D.; Zanetti, R.
2025. 35th AAS/AIAA Space Flight Mechanics Meeting
Durant, D.; Hanebeck, U. D.; Zanetti, R.
2025. Proceedings of the AAS/AIAA Space Flight Mechanics Meeting, Kaua’i, Hawaii, 309
Zhou, J.; Kruggel-Emden, H.; Hanebeck, U. D.
2025. 2025 IEEE International Conference on Multisensor Fusion and Integration for Intelligent Systems (MFI), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/MFI67357.2025.11259287
Frisch, D.; Hanebeck, U. D.
2025. IEEE International Conference on Multisensor Fusion and Integration for Intelligent Systems (MFI 2025), 6 S., Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/MFI67357.2025.11259346
Hanebeck, U. D.; Prossel, D.; Popov, A. A.; Giraldo-Grueso, F.; Zanetti, R.
2025. Proceedings of the 2025 IEEE International Conference on Multisensor Fusion and Integration for Intelligent Systems (MFI 2025), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/MFI67357.2025.11259284
Walker, M.; Reith-Braun, M.; Hanebeck, U. D.
2025. 2025 IEEE International Conference on Multisensor Fusion and Integration for Intelligent Systems (MFI), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/MFI67357.2025.11259249
Winheim, L.; Hanebeck, U. D.
2025. 2025 IEEE International Conference on Multisensor Fusion and Integration for Intelligent Systems (MFI), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/MFI67357.2025.11259353
Frisch, D.; Hanebeck, U. D.
2025. 17th Symposium Sensor Data Fusion: Trends, Solutions, Applications (SDF 2025), 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SDF67080.2025.11330240
Li, S.; Yuan, T.; Fan, J.; Zhang, H.; Li, Z.; Hanebeck, U. D.; Qian, J.
2026. Measurement, 272, Art.-Nr.: 121107. doi:10.1016/j.measurement.2026.121107
Schuhmacher, D.; Maroni, F.; Delaney, J.; Ahmadian, A.; Marinaro, M.
2026. Journal of Materials Chemistry A, 14 (24), 15418–15436. doi:10.1039/D5TA10290A
Fakharizadehshirazi, E.; Rezagholi, R.; Rösch, C.; Peters, I.
2026. Energy Reports, 15, 109170. doi:10.1016/j.egyr.2026.109170
Fritsch, J.; D’Agostino, M.; Furley, P.
2026. Journal of sport & exercise psychology, 48 (2), 110–115. doi:10.1123/jsep.2025-0136
Schmalle, V.; Renz, J.; Ferrario, P. G.; Seifert, S.; Engelbert, A.; Wittek, O.; Merz, B.; Brennan, L.; Manach, C.; Rist, M. J.; Bub, A.
2026. JMIR Research Protocols, 15 (1), Art.: e77571. doi:10.2196/77571
Weber, D.; Ferrario, P. G.; Bub, A.
2026. European journal of applied physiology, 1–15. doi:10.1007/s00421-026-06184-y
Lazar, L.
2026. SoftwareX, 34, 102602. doi:10.1016/j.softx.2026.102602
Grau, J.; Weyland, C. M.; Baumann, M. V.; Vortisch, P.
2026. Transportation Research Procedia, 95, 433–440. doi:10.1016/j.trpro.2026.02.055
Kumar, A.; Nishant Prajapati; Reder, M.; Jeela, R. K.; Schneider, D.; Nestler, B.
2026, März. 2nd GeoLaB Scientific Workshop (2026), Karlsruhe, Deutschland, 12.–13. März 2026. doi:10.13140/RG.2.2.36823.74409
Herzinger, E.; Berger, J.; Wolf, M.
2026. Chemical Engineering Journal, 534, 175168. doi:10.1016/j.cej.2026.175168
Metzler, T.; Gaganidze, E.; Aktaa, J.
2026. Nuclear Materials and Energy, 47, 102099. doi:10.1016/j.nme.2026.102099
Jasper, F. B.; Zhou, Y.; Ersoy, H.; Baumann, M. J.; Peters, J.; Neuhaus, D. H.; Weil, M.
2026. Energy Advances, d5ya00341e. doi:10.1039/D5YA00341E
Krnjaca, D.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191476
Quinteros, S.; Dyvik, R.; Peikli, I.; Silva, D. C. A.; Seiphoori, A.; Westgate, Z.; Kidane, M.; Zepilli, D.; Sørensen, K. K.; Song, S.; Uday, A.; Cudmani, R.; Gebremeskel, B. M.; Stutz, H. H.; Franco, A.; Chen, Z.
2026. Journal of Geotechnical and Geoenvironmental Engineering, 152 (6). doi:10.1061/JGGEFK.GTENG-13628
Rudolph, J. A.; Haitz, D.; Ulrich, M.
2026. arxiv. doi:10.48550/arXiv.2603.15126
Gürkan Demirkıran, İ.; Niedermeier, K.; Cetkin, E.
2026. IOP Conference Series: Earth and Environmental Science, 1588 (1), Art.-Nr.: 012007. doi:10.1088/1755-1315/1588/1/012007
Bossle, L.; Stroh, A.
2026, März 10. 22nd Symposium on Modeling and Experimental Validation of Electrochemical Energy Technologies (ModVal 2026), Lausanne, Schweiz, 10.–11. März 2026
Aksenton, Y.; Genda, A.; Gendelman, O. V.; Fidlin, A.
2026. Nonlinear Dynamics, 114 (5), 362. doi:10.1007/s11071-026-12241-0
Genda, A.; Fidlin, A.; Gendelman, O. V.
2026. Nonlinear Dynamics, 114 (6), 405. doi:10.1007/s11071-026-12277-2
Ullrich, M.; Kruse, N.; Schiefer, G.; Al-Washash, Z.; Kroschwald, S.; Schuster, T.
2026. HMD Praxis der Wirtschaftsinformatik. doi:10.1365/s40702-026-01249-0
Striewe, M.; Strickroth, S.; Ullrich, M.
2026. i-com. doi:10.1515/icom-2026-0008
Wang, X.; Singh, R. P.; Eiche, E.; Jiang, F.; Pippal, P. S.; Kumar, R.; Chauhan, A.; Norra, S.
2026. Science of The Total Environment, 1014, Art.-Nr.: 181386. doi:10.1016/j.scitotenv.2026.181386
Marek, Š.; Wulfhekel, W.; Evers, F.; Korytár, R.
2026. Physical Review Research, 8 (1), 013270. doi:10.1103/zx3k-hkph
Rodrigues Silva Filho, E.
2026, März 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191462
Berghaus, K.
2026. Early Universe from Home (2026), Online, 24.–27. Februar 2026
Schaßberger, J. M.; Thäter, G.; Gröll, L.
2026. IFAC Journal of Systems and Control, 36, 100402. doi:10.1016/j.ifacsc.2026.100402
Jouini, T.; Wachter, J.; An, S.; Hagenmeyer, V.
2025. arxiv. doi:10.48550/arXiv.2507.10004
Shatov, V.; Schieler, S.; Muth, C.; Miguel Mateos-Ramos, J.; Bizon, I.; Euchner, F.; Semper, S.; ten Brink, S.; Fettweis, G.; Häger, C.; Wymeersch, H.; Schmalen, L.; Thomä, R. S.; Franchi, N.
2026. IEEE Communications Surveys and Tutorials, 28, 5081–5120. doi:10.1109/COMST.2026.3668458
Berendes, P.; Unger, B.; Wiedemann, B.
2026. Advances in Mechanical Engineering, 18 (3), 1. doi:10.1177/16878132251404097
Poleva, M.; Holzinger, E.; Krstić, M.; Holzer, C.; Fernandez-Corbaton, I.; Rockstuhl, C.
2026. Optical Materials Express, 16 (3), 588–602. doi:10.1364/OME.586502
Finner, A.-S.; Eckert, L. S.; Terzidis, O.
2026. Business Strategy and the Environment, 1. doi:10.1002/bse.70660
Benedikt, M.; Zimmermann, F.; Auchmann, B.; Bartmann, W.; Burnet, J. P.; Carli, C.; Chancé, A.; Craievich, P.; Giovannozzi, M.; Grojean, C.; Gutleber, J.; Hanke, K.; Henriques, A.; Janot, P.; Lourenço, C.; Mangano, M.; Otto, T.; Poole, J.; Rajagopalan, S.; Raubenheimer, T.; Todesco, E.; Ulrici, L.; Watson, T.; Wilkinson, G.; Abada, A.; Abbrescia, M.; Abdolmaleki, H.; Abidi, S. H.; Abramov, A.; Adam, C.; Ady, M.; Adz̆ić P. R.; Agapov, I.; Aguglia, D.; Ahmed, I.; Aiba, M.; Aielli, G.; Akan, T.; Akchurin, N.; Akturk, D.; Al-Thakeel, M.; Alberghi, G. L.; Alcaraz Maestre, J.; Alcaraz Maestre, J.; Aleksa, M.; Aleksan, R.; Alharthi, F.; Alimena, J.; Alimenti, A.; Alioli, S.; Alix, L.; Allanach, B. C.; Allwicher, L.; Altintas, A. A.; Altınlı, M.; Alviggi, M.; Ambrosio, G.; Amhis, Y.; Amiri, A.; Ammirabile, G.; Andeen, T.; André, K. D. J.; Andrea, J.; Andreazza, A.; Andreini, M.; Andriollo, T.; Angel, L.; Angelucci, M.; Antusch, S.; Anwar, M. N.; Apolinário, L.; Apollinari, G.; Appleby, R. B.; Apresyan, A.; Apyan, A.; Apyan, A.; Arbey, A.; Argiento, B.; Ari, V.; Arias, S.; Arias Alonso, B.; Arnaez, O.; Arnaldi, R.; Arneodo, F.; Arnold, H.; Arrutia Sota, P.; Ascioti, M. E.; Assamagan, K. A.; Aumiller, S.; Aydın, G.; Azizi, K.; Azzi, P.; Bacchetta, N.; Bacci, A.; Bai, B.; Bai, Y.; Balconi, L.; Baldinelli, G.; Balhan, B.; Ball, A. H.; Ballarino, A.; Banerjee, S.; Banik, S.; Barber, D. P.; Barbero, M. B.; Barducci, D.; Barna, D.; Barnaföldi, G. G.; Barnes, M. J.; Barr, A. J.; Bartek, R.; Bartosik, H.; Bass, S. A.; Bassler, U.; Basso, M. J.; Bastianin, A.; Bataillard, P.; Battistin, M.; Bauche, J.; Baudin, L.; Baudot, J.; Baudouy, B.; Bauerdick, L.; Bayındır, C.; Beck, H. P.; Bedeschi, F.; Bee, C.; Begel, M.; Behtouei, M.; Bellagamba, L.; Bellegarde, N.; Belli, E.; Bellingeri, E.; Belomestnykh, S.; Benaglia, A. D.; Bencivenni, G.; Bendavid, J.; Benmergui, M.; Benoit, M.; Benvenuti, D.; Bergauer, T.; Bernachot, N.; Bernardi, G.; Bernardi, J.; Berthet, Q.; Bertoni, S.; Bertulani, C.; Besana, M. I.; Besson, A.; Bettelini, M.; Bettoni, S.; Beuvier, S.; Bhat, P. C.; Bhattacharya, S.; Bhom, J.; Biagini, M. E.; Bibet-Chevalier, A.; Bicrel, M.; Biglietti, M.; Bilei, G. M.; Bilki, B.; Bisgaard Christensen, K.; Biswas, T.; Blanc, F.; Blekman, F.; Blondel, A.; Blümlein, J.; Boccanfuso, D.; Bogomyagkov, A.; Boillon, P.; Boivin, P.; Boland, M. J.; Bologna, S.; Bolukbasi, O.; Bonnet, R.; Borburgh, J.; Bordry, F.; Borges de Sousa, P.; Borghello, G.; Borriello, L.; Bortoletto, D.; Boscolo, M.; Bottura, L.; Boudoul, G.; Boudry, V.; Boughezal, R.; Bourilkov, D.; Boyd, M.; Boye, D.; Bozzi, G.; Braccini, V.; Bracco, C.; Bradu, B.; Braghieri, A.; Braibant, S.; Bramante, J.; Branco, G. C.; Brenner, R.; Brisa, N.; Britzger, D.; Broggi, G.; Bromiley, L.; Brost, E.; Bruant, Q.; Bruce, R.; Bründermann, E.; Brunetti, L.; Brüning, O.; Brunner, O.; Buffat, X.; Bulyak, E.; Burdyko, A.; Burkhardt, H.; Burrows, P. N.; Busatto, S.; Buschaert, S.; Buttazzo, D.; Butterworth, A.; Butti, D.; Cacciapaglia, G.; Cai, Y.; Caiffi, B.; Cairo, V.; Cakir, O.; Calafiura, P.; Calaga, R.; Calatroni, S.; Caldwell, D. G.; Çalışkan, A.; Calpini, C.; Calviani, M.; Camacho-Pérez, E.; Camarri, P.; Caminada, L.; Campajola, M.; Canbay, A. C.; Canderan, K.; Candido, S.; Canelli, F.; Canepa, A.; Cantarella, S.; Cantún-Avila, K. B.; Capriotti, L.; Caram, A.; Carbone, A.; Carceller, J. M.; Carini, G.; Carlier, F.; Carloni Calame, C. M.; Carra, F.; Cartannaz, C.; Casenove, S.; Catalano, G.; Cavaliere, V.; Cazzaniga, C.; Cecchi, C.; Celiberto, F. G.; Cepeda, M.; Cerutti, F.; Cetorelli, F.; Chachamis, G.; Chae, Y.; Chagnet, F.; Chaikovska, I.; Chalhoub, M.; Chamizo-Llatas, M.; Champagne, M.; Chanal, H.; Chapelier, G.; Charitos, P.; Charles, C.; Charles, T. K.; Charlot, C.; Chatterjee, S.; Chaudhuri, A.; Chehab, R.; Chekanov, S. V.; Chen, H.; Chesne, T.; Chiapponi, F.; Chiarello, G.; Chiesa, M.; Chiggiato, P.; Chomaz, P.; Chorowski, M.; Chou, J. P.; Chrzaszcz, M.; Chung, W.; Ciarlantini, S.; Ciarma, A.; Cieri, D.; Ciftci, A. K.; Ciftci, R.; Cimino, R.; Cirotto, F.; Ciuchini, M.; Cobal, M.; Coccaro, A.; Coelho Lopes De Sa, R.; Coleman-Smith, J. A.; Collamati, F.; Colldelram, C.; Collier, P.; Collins, P.; Collot, J.; Colmenero, M.; Colnot, L.; Coloretti, G.; Contardo, D.; Conte, E.; Conventi, F. A.; Cook, A.; Cooley, L.; Cornell, A. S.; Cornella, C.; Cornette, G.; Corredoira, I.; Costa Pinto, P.; Costa Pinto, P.; Couderc, F.; Coupard, J.; Coussy, S.; Crawford, G.; Crescenzi, R.; Crespo Garrido, I.; Critchley, T.; Crivellin, A.; Croci, T.; Cudré, C.; Cummings, G.; Cuna, F.; Cunningham, R.; Curé, B.; Curtis, E.; D’Alfonso, M.; D’Aloia Schwartzentruber, L.; D’Amen, G.; D’Anzi, B.; D’Avanzo, A.; d’Enterria, D.; D’Onofrio, A.; D’Onofrio, M.; Da Col, M.; Da Rocha Rolo, M.; Dachauer, C.; Dağli, B.; Dainese, A.; Dalena, B.; Dallapiazza, W.; Dam, M.; Damerau, H.; Dao, V.; Das, A.; Daugaard, M. S.; Dauphin, S.; David, A.; Davídek, T.; Davies, G. J.; Davighi, J.; Dawson, S.; Blas, J. de; de Cosa, A.; De Curtis, S.; De Filippis, N.; De Lucia, E.; De Maria, R.; De Matteis, E.; De Roeck, A.; De Santis, A.; De Vita, A.; Deandrea, A.; Debono, C. J.; Deeb, M.; Defranchis, M. M.; Degens, J.; Deghaye, S.; Del Duca, V.; Del Pio, C. L.; Del Vecchio, A.; Delikaris, D.; Dell’Acqua, A.; Della Pietra, M.; Delmastro, M.; Delprat, L.; Delugas, E.; Demiragli, Z.; Deniau, L.; Denisov, D.; Denizli, H.; Denner, A.; Denot, A.; Deptuch, G.; Desai, A.; Deveci, H.; Di Canto, A.; Di Ciaccio, A.; Di Ciaccio, L.; Di Croce, D.; Di Fraia, C.; Di Micco, B.; Di Nardo, R.; Dingley, T. B.; Djama, F.; Djurabekova, F.; Dockery, D.; Doebert, S.; Domange, D.; Donegà, M.; Dosselli, U.; Dostmann, H. A.; Dragovich, J. A.; Drebot, I.; Drewes, M.; Pree, T. A. du; Duan, Z.; Duarte-Galvan, C.; Duboc, O.; Dubovyk, I.; Duda, M.; Duda, P.; Duran Yildiz, H.; Durand, H.; Durand, P.; Durieux, G.; Dutheil, Y.; Dutta, I.; Dutta, J. S.; Dutta, S.; Duval, F.; Eder, F.; Eisterer, M.; El Bitar, Z.; El Saied, A.; Elisei, M.; Ellis, J.; Elmetenawee, W.; Elmsheuser, J.; Daniel Elvira, V.; Eno, S. C.; Enomoto, Y.; Erdelyi, B. A.; Eruteya, O. E.; Escobar, M.; Etisken, O.; Eymard, I.; Eysermans, J.; Falchieri, D.; Falkenberg, C.; Fallavollita, F.; Afalou, A.; Faltova, J.; Fanini, J.; Fanò, L.; Fanti, K.; Farinelli, R.; Farino, M.; Farinon, S.; Fatehi, H.; Fatterbert, J.; Faure, A.; Faus-Golfe, A.; Favia, G.; Favilla, L.; Fawcett, W. J.; Federowicz, A.; Feligioni, L.; Felsberger, L.; Feng, Y.; Fernández Téllez, A.; Ferrari, R.; Ferreira, L.; Ferro, F.; Fiascaris, M.; Fiorio, C.; Fleury, S. A.; Florez, L.; Florio, M.; Fondacci, A.; Fontimpe, B.; Foraz, K.; Fortunati, R.; Fouaidy, M.; Foussat, A.; Fowler, A.; Fox, J. D.; Francesconi, M.; Francois, B.; Franqueira Ximenes, R.; Fransesini, F.; Frasca, A.; Freitas, A.; Frost, J. A.; Furukawa, K.; Gabrielli, A.; Gaddi, A.; Gaede, F.; Gallén, A.; Galler, R.; Gallice, E.; Gallo, E.; Gamper, H.; Ganis, G.; Ganjour, S.; Gao, S.; Garand, A.; Garaus, C.; Garcia, D.; García Alía, R.; García Gil, R.; Garcia Jaimes, C. M.; Garcia Rodrigues, H.; Garion, C.; Garlaschè, M.; Garnier, D.; Garzelli, M. V.; Gascon-Shotkin, S.; Gasior, M.; Gaudino, G.; Gaudio, G.; Gaur, V.; Gautam, K.; Gawas, V.; Gehrmann, T.; Gehrmann-De Ridder, A.; Geiger, K.; Genco, M.; Gerigk, F.; Gerwig, H.; Ghribi, A.; Giacomelli, P.; Giagu, S.; Gianfelice, E.; Giappichini, S.; Gibellieri, D.; Giffoni, F.; Gil da Silveira, G.; Gil da Silveira, G.; Gilardoni, S. S.; Giovannetti, M.; Girardet, T.; Girod, S.; Giubellino, P.; Giubilato, P.; Giuli, F.; Giuliani, M.; Gkougkousis, E. L.; Glukhov, S.; Gluza, J.; Goddard, B.; Goffing, C.; Goldsworthy, D.; Golling, T.; Gonçalo, R.; Gonçalves, V. P.; Gonçalves Da Silva, T.; Gonçalves Da Silva, T.; Gonski, J.; Gonzalez Suarez, R.; Gorgi Zadeh, S.; Gori, S.; Gorini, E.; Gouskos, L.; Gouzevitch, M.; Granados, E.; Grancagnolo, F.; Grancagnolo, S.; Grassellino, A.; Grau, A.; Graverini, E.; Gravili, F. G.; Gray, H. M.; Grazzini, M.; Greco, M.; Greco, M.; Greljo, A.; Grenard, J.-L.; Gritsan, A. V.; Gröber, R.; Grudiev, A.; Gschwendtner, E.; Gu, J.; Guadagnoli, D.; Guerrieri, G.; Guiavarch, A.; Guillermo Canton, G.; Guinchard, M.; Günaydin, Y. O.; Gurcel, K.; Gutierrez Guerrero, L. X.; Gutiérrez Rueda, D.; Gutiérrez-Rodríguez, A.; Guzey, V.; Haber, C.; Hacheney, T.; Hacışahinoğlu, B.; Hahn, K.; Hajer, J.; Hakulinen, T.; Hammersley, J. C.; Hance, M.; Hansen, J. B.; Härer, B.; Hauzinger, E.; Haviernik, M.; Hegner, B.; Helsens, C.; Henriques, A.; Hernalsteens, C.; Hernández-Arellano, H.; Hernández-Pinto, R. J.; Hernández-Ruíz, M. A.; Hernández-Sánchez, J.; Heron, J. W.; Herrmann, L. M.; Hirosky, R.; Hirschauer, J. F.; Hobbs, J. D.; Hock, K.; Höche, S.; Hofer, M.; Hoffstaetter, G.; Höfle, W.; Hohlmann, M.; Holdener, F.; Holzer, B.; Honorato, C. G.; Hoorani, H.; Houver, A.; Howling, E.; Huang, X.; Hug, F.; Humann, B.; Hunchak, P.; Husein, Y.; Hussain, A.; Iadarola, G.; Iakovidis, G.; Iaselli, G.; Iengo, P.; Ilg, A.; Iodice, M.; Iorio, A. O. M.; Ippolito, V.; Iriso, U.; Isaacson, J.; Isidori, G.; Islam, R.; Istepanyan, A.; Izquierdo Bermudez, S.; Izzo, V.; Jackson, P. D.; Jafari, R.; Jagabathuni, S. S.; Jana, S.; Järmyr Eriksson, C.; Jausserand, P.; Jensen, M.; Jimenez, J. M.; Joaquim, F. R.; Jones, O. R.; Joos, J.; Jourd’huy, E.; Jourdan, E.; Jowett, J. M.; Jueid, A.; Jung, A. W.; Kagan, M.; Kahraman, I.; Kain, V.; Kalinowski, J.; Kamenik, J. F.; Kanso, A.; Kar, T.; Kara, S. O.; Karadeniz, H.; Karmakar, B.; Karmarkar, S. R.; Karpati, V.; Karpov, I.; Karppinen, M.; Karst, P.; Kartal, S.; Kashikhin, V. V.; Kaya, U.; Kehagias, A.; Keintzel, J.; Kennouche, M.; Kenzie, M.; Kerréveur-Lavaud, M.; Kersevan, R.; Keus, V.; Khanpour, H.; Khoze, V. V.; Khoze, V. A.; Kicsiny, P.; Kieffer, R.; Kiel, C.; Kieseler, J.; Kilic, A.; Kilminster, B.; Kim, S.; Kırca, Z.; Klein, M.; Klimentov, A.; Klute, M.; Klyukhin, V.; Knecht, M.; Kniehl, B.; Ko, P.; Ko, S.; Kocak, F.; Koffas, T.; Kokkinos, C.; Kołodziej, K.; Kong, K.; Kontaxakis, P.; Koop, I. A.; Kopciewicz, P.; Koppenburg, P.; Koratzinos, M.; Kordas, K.; Korsun, A.; Kortner, O.; Kortner, S.; Korzh, B.; Koseki, T.; Kosse, J.; Kostka, P.; Kostoglou, S.; Kotwal, A. V.; Kozlov, G.; Kozsar, I.; Kramer, T.; Krkotić, P.; Kroha, H.; Kröninger, K.; Kuday, S.; Kuhlmann, G.; Kuhlmann, O.; Kuhn, M.; Kulesza, A.; Kumar, M.; Kurian, F.; Kurtulus, A.; Kwok, T. H.; La Mendola, S.; Lackner, M.; Ładziński, T.; Lafarge, D.; Laïdouni, P.; Lamanna, G.; Lamas, N.; Landsberg, G.; Lange, C.; Lange, D. J.; Langner, A.; Lankford, A. J.; Lari, L.; Larson, M. S.; Lasocha, K.; Latina, A.; Lauciani, S.; Laufenberg, M.; Lavezzari, G.; Lavezzi, L.; Lavezzo, L.; Le Garrec, M.; Le Jeune, A.; Lebrun, P.; Léchevin, Y.; Lechner, A.; Lecointe, E.; Lee, J. S. H.; Lee, S. W.; Lee, S. J.; Lefevre, T.; Leggett, C.; Lehtinen, T.; Leone, S.; Leonidopoulos, C.; Leontsinis, S.; Leprince-Maillère, G.; Lerner, G.; Leroy, O.; Lesiak, T.; Levai, P.; Leveratto, A.; Levi, R.; Li, A.; Li, S.; Liberati, D.; Lichtenstein, G. L.; Liepe, M.; Ligeti, Z.; Lin, H.; Linda, S.; Lipeles, E.; Liu, Z.; Liuzzo, S. M.; Loeliger, T.; Loeschcke Centeno, A.; Lorenzetti, A.; Lorin, C.; Losito, R.; Louka, M.; Loureiro García, M. L.; Low, I.; Lubonis, K.; Lucchini, M. T.; Lukashenko, V.; Luminati, G.; Lunt, A. J. G.; Lusiani, A.; Luzum, M.; Ma, H.; Maas, A.; Macchia, E.; Macchiolo, A.; Machinet, G. E.; Madar, R.; Madlener, T.; Madrid, C.; Magalotti, A.; Maggiora, M.; Magnan, A.-M.; Mahmoud, M. A.; Mahmoud, Y.; Mahmoudi, F.; Mainaud Durand, H.; Maitre, J.; Makhloufi, Y.; Malaescu, B.; Malagoli, A.; Malan, C. H.; Malekhosseini, M.; Maloizel, A.; Malvezzi, S.; Malzac, A.; Manco, G.; Mandacarú Guerra, L. S.; Manfrinetti, P.; Manoni, E.; Mans, J.; Mantani, L.; Manzoni, S.; Marafatto, L.; Marcel, C.; Marcel, T.; Marchevski, R.; Marchiori, G.; Mariani, F.; Mariani, V.; Marin, S.; Marinas, C.; Marinozzi, V.; Mariotto, S.; Marquis, C.; Martelain, J.; Martelli, G.; Martens, A.; Martin-Melero, I.; Martinez Outschoorn, V. I.; Martinez, F.; Jardim, C. M.; Marzola, L.; Masciocchi, S.; Mashal, A.; Masi, A.; Masina, I.; Mastrapasqua, P.; Mateu, V.; Mattiazzo, S.; Maugis, M.; Maura, V.; Mauree, D.; Maury-Cuna, G. H. I.; Mayoux, A.; Mazzeo, E.; Mazzoni, S.; McCullough, M.; Meena, M.; Meftah, E.; Mehta, A.; Mehta, A.; Mele, B.; Mena-Andrade, R.; Mentink, M.; Mergelkuhl, D.; Mertinger, V.; Mether, L.; Meylan, S.; Michel, T.; Michlmayr, T.; Migliorati, M.; Milanese, A.; Milardi, C.; Milhano, G.; Minty, M.; Mirabelli, C.; Miralles Verge, L.; Miralles, T.; Miralles Verge, L.; Mirarchi, D.; Mirbaghestan, K.; Mirian, N.; Mitsou, V. A.; Mitzel, D. S.; Mlynarikova, M.; Möbius, S.; Mohammadi Najafabadi, M.; Mohanty, G. B.; Mohapatra, R. N.; Moneta, S.; Monni, P. F.; Monnier, E.; Monteil, S.; León Monzón, I.; Moortgat, F.; Morange, N.; Moretti, M.; Moretti, S.; Mori, T.; Morozov, I.; Morozzi, A.; Morrone, M.; Moscariello, A.; Moscatelli, F.; Moulin, I.; Mounet, N.; Mueller, A.; Müller, A.-S.; Müller, B. O.; Mundet, J.; Musa, E.; Musat, V.; Musenich, R.; Musumeci, E.; Mylona, M.; Mytrochenko, V. V.; Nachman, B.; Nagaitsev, S.; Nakamoto, T.; Napsuciale, M.; Nardecchia, M.; Nardini, G.; Narváez-Arango, G.; Naseem, S.; Natochii, A.; Navascues Cornago, A.; Naydenov, B.; Nergiz, G.; Nesterenko, A. V.; Neubüser, C.; Newman, H. B.; Niccoli, F.; Nicrosini, O.; Niedermayer, U.; Niehues, G.; Nielsen, J.; Nigrelli, G.; Nikitin, S.; Nikolaev, I. B.; Nisati, A.; Nitika, N.; No, J. M.; Nonis, M.; Nosochkov, Y.; Novokhatski, A.; O’Callaghan, J. M.; Ochoa-Oregon, S. A.; Ohmi, K.; Oide, K.; Okorokov, V. A.; Oleari, C.; Oliveira Damazio, D.; Onel, Y.; Onofre, A.; Osland, P.; Oviedo-Torres, Y. M.; Ozansoy, A.; Ozaydin, F.; Ozdemir, K.; Ozturk, A.; Pérez de León, M. A.; Pacetti, S.; Pacey, H.; Paciello, J.; Pagliarone, C. E.; Paillex, A.; Pais da Silva, H. F.; Palla, F.; Pampaloni, A.; Pancotti, C.; Pandurović, M.; Panella, O.; Panizzo, G.; Pantouvakis, C.; Panwar, L.; Paolucci, P.; Papa, Y.; Papaefstathiou, A.; Papaphilippou, Y.; Paramonov, A.; Pareti, A.; Parker, B.; Parma, V.; Parodi, F.; Parodi, M.; Paroli, B.; Parsons, J. A.; Passarelli, D.; Passeri, D.; Pattnaik, B.; Patwa, A.; Paus, C.; Pauss, F.; Peauger, F.; Pedraza, I.; Pedro, R.; Pekkanen, J.; Peon, G.; Perez, A.; Perez, E.; Pérez, F.; Perez, J. C.; Pérez, J. M.; Perez-Ramos, R.; Pérez Segurana, G.; Perillo Marcone, A.; Perna, S.; Peters, K.; Petracca, S.; Petri, A. R.; Petriello, F.; Petrovic, A.; Pezzotti, L.; Piacquadio, G.; Piazza, G.; Piccini, A.; Piccinini, F.; Pich, A.; Pieloni, T.; Pierlot, J.; Pilkington, A. D.; Pillet, M.; Pinamonti, M.; Pinto, N.; Pintucci, L.; Pinzauti, F.; Piotrzkowski, K.; Pira, C.; Pitt, M.; Pittau, R.; Pittet, S.; Placidi, P.; Płaczek, W.; Plätzer, S.; Pleier, M.-A.; Ploerer, E.; Podlech, H.; Poirier, F.; Poli Lener, M.; Polesello, G.; Poli Lener, M.; Polinski, J.; Polonsky, Z.; Pompeo, N.; Pont, M.; Alexandru-Popeneciu, G.; Porod, W.; Porta, L.; Portales, L.; Portaluri, T.; Potenza, M. A. C.; Prasse, C.; Premat, E.; Presilla, M.; Prestemon, S.; Price, A.; Primavera, M.; Principe, R.; Prioli, M.; Procacci, F. M.; Proserpio, E.; Provino, A.; Pueyo, C.; Puig, T.; Pukhaeva, N.; Pulawski, S.; Punzi, G.; Pyarelal, A.; Qian, J.; Quack, H.; Queiroz, F. S.; Quintas-Neves, G.; Rafique, H.; Raguin, J.-Y.; Raidal, J.; Raidal, M.; Raimondi, P.; Rajabi, A.; Ramírez-Uribe, S.; Randles, S.; Rao, T.; Rasmussen, C. Ø.; Ratkus, A.; Ratoff, P. N.; Rebello Teles, P.; Razis, P.; Rebello Teles, P.; Rebelo, M. N.; Reboud, M.; Redaelli, S.; Regazzoni, C.; Reichenbach, L.; Reissig, M.; Renou, E.; Rentería-Olivo, A.; Reuter, J.; Rey, S.; Ribon, A.; Ricci, D.; Riegler, W.; Rignanese, M.; Rimjaem, S.; Rimmer, R. A.; Rinaldesi, R.; Rinolfi, L.; Rios, O.; Ripellino, G.; Rivas, B.; Rivetti, A.; Robens, T.; Robert, F.; Robutti, E.; Roderick, C.; Rodrigo, G.; Rodríguez-Cahuantzi, M.; Röhrig, L.; Roig, M.; Rojat, F.; Rojo, J.; Roloff, J.; Roloff, P.; Romero Francia, A.; Romanenko, A.; Romero Francia, A.; Romeyer, H.; Rompotis, N.; Rongieras, N.; Rosaz, G.; Roslon, K.; Rossetti Conti, M.; Rossi, A.; Rossi, E.; Rossi, L.; Rossia, A. N.; Rostami, S.; Roy, G.; Rubik, B.; Ruehl, I.; Ruiz-Jimeno, A.; Ruprecht, R.; Rutherfoord, J. P.; Rygaard, L.; Ryu, M. S.; Sabato, L.; Sadowski, G.; Saez de Jauregui, D.; Saez de Jauregui, D.; Sahin, M.; Sailer, A.; Saito, M.; Saiz, P.; Salam, G. P.; Salerno, R.; Salmi, T.; Salvachua, B.; Salvesen, J. P. T.; Salvi, B.; Sampsonidis, D.; Villamizar, Y.; Sandoval, C.; Sanfilippo, S.; Santopinto, E.; Santoro, R.; Sarasola, X.; Sarperi, L.; Sarpün, I. H.; Sasikumar, S.; Sauvain, M.; Savoy-Navarro, A.; Sawada, R.; Sborlini, G.; Scamardella, J.; Schaer, M.; Schaumann, M.; Schenk, M.; Scheuerlein, C.; Schiavi, C.; Schloegelhofer, A.; Schoerling, D.; Schöning, A.; Schramm, S.; Schulte, D.; Schwaller, P.; Schwartzman, A.; Schwemling, P.; Schwienhorst, R.; Sciandra, A.; Scibile, L.; Scimemi, I.; Scomparin, E.; Sebastiani, C.; Seeber, B.; Seeman, J. T.; Sefkow, F.; Seidel, M.; Seidel, S.; Seixas, J.; Selimović, N.; Selvaggi, M.; Senatore, C.; Senol, A.; Serra, N.; Seryi, A.; Sfyrla, A.; Sharma, P.; Sharma, P.; Sharp, C. J.; Shchutska, L.; Shiltsev, V.; Siano, M.; Sierra, R.; Silva, E.; Silva, R. C.; Silvestrini, L.; Simon, F.; Simonetti, G.; Simoniello, R.; Singh, B. K.; Singh, S.; Singhal, B.; Siodmok, A.; Sirois, Y.; Sirtori, E.; Sitar, B.; Sittard, D.; Sitti, E.; Sjöstrand, T.; Skands, P.; Skinnari, L.; Skoufaris, K.; Skovpen, K.; Skrzypek, M.; Slavich, P.; Slokenbergs, V.; Smaluk, V.; Smiesko, J.; Snyder, S. S.; Solano, E.; Sollander, P.; Solovyanov, O. V.; Son, M.; Sonnemann, F.; Soos, R.; Sopkova, F.; Sorais, T.; Sorbi, M.; Sorti, S.; Soualah, R.; Souayah, M.; Spallino, L.; Spanier, S.; Spiller, P.; Spira, M.; Stagnara, D.; Stallmann, M.; Standen, D.; Stanyard, J. L.; Stapf, B.; Stark, G. H.; Statera, M.; Staudinger, C.; Stefanek, B. A.; Streicher, G.; Strohmaier, N. P.; Stroynowski, R.; Stucci, S.; Stupakov, G.; Su, S.; Sublet, A.; Sugita, K.; Sullivan, M. K.; Sultansoy, S.; Sutherland, D.; Syratchev, I.; Szafron, R.; Sznajder, A.; Tachon, W.; Tagdulang, N. D.; Tahir, N. A.; Takahashi, Y.; Tamazirt, J.; Tang, S.; Tanimoto, Y.; Tapan, I.; Tassielli, G. F.; Teixeira, A. M.; Telnov, V. I.; Ten Kate, H. H. J.; Teotia, V.; ter Hoeve, J.; Thabuis, A.; Telles, G. T.; Tishelman-Charny, A.; Tissandier, S.; Tizchang, S.; Tock, J.-P.; Todd, B.; Toffolin, L.; Tolosa-Delgado, A.; Tomás García, R.; Tomasini, T.; Tonelli, G.; Tong, T.; Toral, F.; Torims, T.; Torino, L.; Torokhtii, K.; Torre, R.; Torrence, E.; Torres, R.; Mitsuhashi, T.; Tracogna, A.; Traver, O.; Treille, D.; Tricoli, A.; Trubacova, P.; Tsesmelis, E.; Tsipolitis, G.; Tsulaia, V.; Tuchming, B.; Tully, C. G.; Turk Cakir, I.; Turrioni, C.; Tynan, J.; Ucci, F. P.; Udongwo, S.; Ün, C. S.; Unnervik, A.; Upegui, A.; Uribe-Ramírez, J. P.; Uythoven, J.; Vaglio, R.; Valchkova-Georgieva, F.; Valente, P.; Valente, R. U.; Valente-Feliciano, A.-M.; Valentino, G.; Valerio-Lizarraga, C. A.; Valette, S.; Valle, J. W. F.; Valle, L.; Valle, N.; Vallis, N.; Vallone, G.; van Gemmeren, P.; Van Goethem, W.; van Hees, P.; van Rienen, U.; van Riesen-Haupt, L.; Van Trappen, P.; Vande Voorde, M.; Vanel, A. L.; Varnes, E. W.; Vay, J.-L.; Veit, F.; Veliscek, I.; Veness, R.; Ventura, A.; Verdú-Andrés, S.; Verducci, M.; Verhaaren, C. B.; Vernieri, C.; Verweij, A. P.; Vian, J.-F.; Vicini, A.; Vignaroli, N.; Vignetti, S.; Villeneuve, M. C.; Vivarelli, I.; Voevodina, E.; Vogt, D. M.; Voirin, B.; Voiriot, S.; Voiron, J.; Vojtyla, P.; Freeden, L. von; Völkl, V.; von Freeden, L.; Vostrel, Z.; Voumard, N.; Vryonidou, E.; Vysotsky, V.; Wallny, R.; Wang, L.-T.; Wang, Y.; Wanzenberg, R.; Ward, B. F. L.; Wardle, N.; Wa̧s Z.; Watrelot, L.; Watson, A. T.; Watson, M. F.; Weber, M. S.; Welsch, C. P.; Wendt, M.; Wenninger, J.; Weyer, B.; White, G.; White, S.; Wicki, B.; Widorski, M.; Wiedemann, U. A.; Wiederhold, A. R.; Wiedl, A.; Wienands, H.-U.; Wieser, A.; Wiesner, C.; Wilkens, H.; Willi, D.; Williams, P. H.; Williams, S. L.; Winter, A.; Wittwer, R. B.; Wollmann, D.; Wu, Y.; Wu, Z.; Xiao, J.; Xie, K.; Xie, S.; Yalvac, M.; Yaman, F.; Yao, W.-M.; Yeresko, M.; Yilmaz, A.; Yoo, H. D.; You, T.; Yu, F.; Yu, S. S.; Yu, T.-T.; Yue, S.; Zaborowska, A.; Zahnd, M.; Zamantzas, C.; Zanderighi, G.; Zannini, C.; Zanzottera, R.; Zaro, P.; Zennaro, R.; Zerlauth, M.; Zhang, H.; Zhang, J.; Zhang, Y.; Zhang, Z.; Zhao, Y.; Zhong, Y.-M.; Zhou, B.; Zhou, D.; Zhu, J.; Zick, G.; Zielinski, M. A.; Zimmermann, E.; Zingaretti, A.; Zinn-Justin, J.; Zlobin, A. V.; Zobov, M.; Zomer, F.; Zorzetti, S.; Zuo, X.; Zurita, J.
2025. The European Physical Journal Special Topics, 234 (19), 5713–6197. doi:10.1140/epjs/s11734-025-01967-4
Guo, Y.-N.; Zhu, X.-Y.; Zhou, Z.-Q.; Song, L.; Xiong, X.-H.; Sun, H.-H.; Chen, C.-X.; Jiang, J.-J.; Fenske, D.; Chen, H.-Y.; Wei, Z.-W.; Su, C.-Y.
2026. Journal of Materials Chemistry A, 14 (23), 14128–14140. doi:10.1039/D6TA00133E
Esse, D.; Enzler, S.; Heuer, A.; Weidemann, K. A.; Trauth, A.; Liebig, W. V.
2026. Sustainable Materials and Technologies, 48, e01946. doi:10.1016/j.susmat.2026.e01946
Braun, J.; Bihlmeier, A.; Bunzel, M.
2026. Journal of Agricultural and Food Chemistry, 74 (8), 7072–7083. doi:10.1021/acs.jafc.5c17509
Spanier, L. V.; Guo, R.; Heger, J. E.; Schwartzkopf, M.; Roth, S. V.; Müller-Buschbaum, P.
2026. Solar RRL, 10 (5), e202500819. doi:10.1002/solr.202500819
Cunha, J. C.; G. Rocha, G.; Santos, F. M. F.; Bräse, S.; B. Marques, M. M.
2026. European Journal of Organic Chemistry, 29 (13), e202501113. doi:10.1002/ejoc.202501113
Pianowski, Z. L.
2026. ChemPhotoChem, 10 (3), e202500372. doi:10.1002/cptc.202500372
Dietzfelbinger, M.; Dillinger, P. C.; Hübschle, L.; Sanders, P.; Walzer, S.
2026. Journal of the ACM, 73 (1), 1–45. doi:10.1145/3785417
Dexl, J.; Gatidis, S.; Früh, M.; Jeblick, K.; Mittermeier, A.; Stüber, A. T.; Schachtner, B.; Topalis, J.; Fabritius, M. P.; Gu, S.; Murugesan, G. K.; VanOss, J.; Ye, J.; He, J.; Alloula, A.; Papież, B. W.; Mesbah, Z.; Modzelewski, R.; Hadlich, M.; Marinov, Z.; Stiefelhagen, R.; Isensee, F.; Maier-Hein, K. H.; Galdran, A.; Nikolaou, K.; la Fougère, C.; Kim, M.; Kallenberg, N.; Kleesiek, J.; Herrmann, K.; Werner, R.; Ingrisch, M.; Cyran, C. C.; Küstner, T.
2026. Journal of nuclear medicine : official publication, Society of Nuclear Medicine, 67 (3), 481–488. doi:10.2967/jnumed.125.270260
Aliaskari, M.; Horn, H.; Saravia, F.
2026. Chemical Engineering Journal, 533, 174769. doi:10.1016/j.cej.2026.174769
Tischer, S.; Deutschmann, O.
2026. Combustion Theory and Modelling, 1–13. doi:10.1080/13647830.2026.2625145
Seidel, F.; Vu, H. T. D.; Gonzalez, W.; Oberle, P.
2026. WASSERWIRTSCHAFT, 116 (2-3), 17–24. doi:10.1007/s35147-026-2632-4
Geiger, B.; Liu, F.; Lu, S.; Rode, A.; Gaviria, D. G.; Muth, C.; Schmalen, L.
2026. IEEE Transactions on Communications, 74, 6025–6042. doi:10.1109/TCOMM.2026.3669491
Marten, I.; Dilanas, M. E. A.; Podlech, J.
2026. Chemistry – A European Journal, Art.-Nr.: e70838. doi:10.1002/chem.70838
Schmidt, F.; Wagner, N.; Mulder, I.; Emmerich, K.; Bore, T.; Bumberger, J.
2026. Journal of Geophysical Research: Solid Earth, 131 (3), e2025JB031945. doi:10.1029/2025JB031945
Dao, T. N.; Gabelmann, M.; Mühlleitner, M.
2026. The European Physical Journal C, 86 (3), Art.-Nr.: 210. doi:10.1140/epjc/s10052-026-15408-6
Kaya, A.; Ghazi, A. A. El; Frey, U.; Rebennack, S.
2026. IISE Transactions, 1–16. doi:10.1080/24725854.2026.2620077
Luise, R.; Azzaro-Pantel, C.; Brisse, A.
2026. Energy Conversion and Management: X, 30, 101750. doi:10.1016/j.ecmx.2026.101750
Stelzner, B.; Habisreuther, P.; Hagen, F. P.; Sentko, M. M.; Vourliotakis, G.; Keramiotis, C.; Founti, M.; Trimis, D.
2026. Fuel, 420, 138968. doi:10.1016/j.fuel.2026.138968
Abramowicz, H.; Adli, E.; Alharthi, F.; Almanza-Soto, M.; Altakach, M. M.; Altmannshofer, W.; Ampudia Castelazo, S.; Ampudia Castelazo, S.; Angal-Kalinin, D.; Anguiano, J.; Appleby, R. B.; Apsimon, O.; Arbey, A.; Arco, F.; Arquero, O.; Aryshev, A.; Asai, S.; Attié, D.; Avila-Jimenez, J. L.; Baer, H.; Bagger, J. A.; Bai, Y.; Bailey, I. R.; Balazs, C.; Bambade, P.; Barklow, T.; Baudot, J.; Bechtle, P.; Behnke, T.; Bellerive, A. B.; Belomestnykh, S.; Benhammou, Y.; Berenguer-Antequera, J.; Berger, M.; Berggren, M.; Bertucci, M.; Besançon, M.; Bett, D.; Bhat, P.-C.; Biekötter, T.; Bilanishvili, S.; Bilki, B.; Bilki, B.; Bjelland, V. M.; Björklund Svensson, J.; Blanch, C.; Blas, J. de; Bliewert, B.; Boehler, M.; Boogert, S.; Boronat, M.; Boudry, V.; Bourilkov, D.; Bozovic, I.; Braathen, J.; Brau, J. E.; Breuning, C.; Brient, J.-C.; Brock, I.; Brudnowski, B.; Buesser, K.; Bulyak, E.; Burrows, P. N.; Burt, G.; Cakir, O.; Caldwell, A.; Canbay, A. C.; Celiberto, F. G.; Cenni, E.; Chaikovska, I.; Chehab, R.; Chen, J. B. B.; Chen, G.; Chikamatsu, T.; Cilento, V.; Colas, P.; Coman, M.; Del Core, E.; Corner, L.; Cornet, F.; Cornet-Gomez, F.; Corriveau, F.; Corsini, R.; Cvach, J.; Damerell, C.; D’Arcy, R.; Das, A.; Dasu, S.; Demarteau, M.; Denizli, H.; Dermisek, R.; Dhar, A.; Dittmaier, S.; Djurabekova, F.; Donegani, E. M.; Doyle, A.; Drobniak, P.; Duran Yildiz, H.; Dudar, B.; Duran Yildiz, H.; Durieux, G.; Dutta, J.; Easo, S.; Eckerlin, G.; Einhaus, U.; Emma, C.; Esarey, E.; Esperante, D.; Espriu, D.; Evans, L. R.; Farmer, J.; Faus Golfe, A.; Fernandez, M.; Fernandez-Ortega, J. C.; Formela, M.; Formenti, A.; Forrester, L. J.; Foster, B.; Fourches, N.; Fouz, M. C.; Freitas, A.; Fu, C. D.; Fujii, K.; Fujimoto, J.; Fuks, B.; Fuster, J.; Fuster-Martínez, N.; Gabelmann, M.; Gaede, F.; Galletti, M.; Gallo, E.; Ganjour, S.; Garzelli, M. V.; Geng, R. L.; Gessner, S.; Gialamas, I. D.; Gimeno, B.; Goldstein, J.; Goncerz, M.; Gonsalves, A. J.; Gonzalez, F. J.; González-Iglesias, D.; Gori, S.; Grames, J.; Grannis, P.; Gray, L.; Grenier, G.; Guler, H.; Haber, H. E.; Hamaguchi, K.; Hamann, N.; Hartbrich, O.; Hartman, N. M.; Heinemeyer, S.; Heinrich, G.; Hensel, C.; Hidaka, K.; Hirose, S.; Hoang, A. H.; Hogan, M. J.; Hollik, W.; Horii, Y.; Hosokawa, R.; Huang, S.; Hütsi, G.; Hynds, D.; Idzik, M.; Iguro, S.; Iiyama, Y.; Ikematsu, K.; Irles, A.; Ishikawa, A.; Ishino, M.; Ivanov, I. P.; Iwashita, Y.; Jacewicz, M.; Jaramillo, R.; Jeans, D.; Jing, C.; Jones, R. M.; Kaabi, W.; Käfer, D.; Kagan, M.; Kalinowski, J.; Kalvik, D. K.; Kaminski, J.; Kanemura, S.; Kannike, K.; Karam, A.; Kato, Y.; Kawagoe, K.; Kennedy, L.; Kersten, J.; Khan, S. A.; Khoze, V. A.; Kilian, W.; Klamka, J.; Kluit, P.; Kong, K.; Kooten, R. Van; Koppenburg, P.; Korsun, A.; Kotwal, A. V.; Kraml, S.; Krüger, K.; Kubo, T.; Kubo, K.; Kucharczyk, M.; Kuday, S.; Kumar, N.; Kumar, A.; Kurata, M.; Kurihara, Y.; Kuriki, M.; Kvasnička, J.; Kyoya, K.; Laktineh, I.; Latina, A.; LeDiberder, F.; Levy, A.; Liepe, M.; Lindstrøm, C. A.; List, J.; List, B.; Litos, M.; Litvinenko, V. N.; Lopez-Virto, A.; Lu, X.; Luo, T.; Lupberger, M.; Márquez, J. P.; Madison, B.; Madlener, T.; Maeda, J.; Mahmoudi, F.; Maina, E.; Majernik, N.; Margraf-O’Neal, R.; Markiewicz, T. W.; Martens, A.; Martin, V. J.; Martín-Luna, P.; Marzola, L.; Maslov, V. I.; Matchev, K. T.; Matsumoto, S.; Mawatari, K.; McIlvenny, A.; McIntosh, P. A.; Mekala, K.; Melini, D.; Meloni, F.; Menéndez, A.; Michizono, S.; Mimasu, K.; Miralles, V.; Mitaroff, W.; Mitsou, V. A.; Monaco, L.; Moortgat-Pick, G.; Moreno-Llácer, M.; Mori, T.; Moron, J.; Morton, S.; Moya, D.; Mühlleitner, M. M.; Mulder, M.; Munbodh, P.; Murayama, H.; Musumeci, E.; Mytrochenko, V. V.; Nagata, N.; Nagy, E.; Nakada, T.; Nakajima, J.; Nakamura, K.; Nanni, E. A.; Nardi, E.; Narita, S.; Nojiri, M.; Ntounis, D.; Núñez Pardo de Vera, M. T.; Ody, A.; Ogreid, O. M.; Ohl, T.; Okada, Y.; Oleari, C.; Olvegøard, M.; Omet, M.; Omori, T.; Onel, Y.; Ono, H.; Ootani, W.; Orero, C.; Osborne, J.; Österberg, K.; Osterhoff, J.; Ouchemhou, M.; Pagan Griso, S.; Ouyang, Q.; Pagan Griso, S.; Paparella, R.; Park, S. C.; Pata, J.; Patterson, J. R.; Pedraza-Motavita, L. K.; Peña, F.; Peskin, M. E.; Pilat, F.; Piot, P.; Plätzer, S.; Polák, I.; Porod, W.; Pöschl, R.; Potamianos, K.; Potter, C. T.; Poulose, P.; Power, J. G.; Pree, T. A. du; Protopopescu, D.; Rabara Bailey, J.; Qi, H. R.; Rabara Bailey, J.; Racioppi, A.; Raidal, M.; Ralston, J. P.; Rastogi, A.; Reichenbach, L.; Reichwein, L.; Reina, L.; Reuter, J.; Richard, F.; Riemann, S.; Rimmer, R. A.; Robens, T.; Robson, A.; Rodrigo, G.; Rogan, C. S.; Rojo, J.; Ruan, M. Q.; Rudrabhatla, S.; Ruiz-Jimeno, A.; Saeki, T.; Sakai, H.; Sakaki, Y.; Salvatore, F.; Sanuki, T.; Sasikumar, S.; Scheinker, A.; Schörner, T.; Schroeder, C. B.; Schroeder, S.; Schulthess, I.; Schumacher, M.; Schwartzman, A.; Seiya, Y.; Senol, A.; Sert, H.; Sertore, D.; Seryi, A.; Shidara, T.; Sjobak, K.; Smiljanic, I.; Spannagel, S.; Spira, M.; Stanitzki, M.; Stapnes, S.; Storey, D.; Strube, J.; Su, S.; Subba, A.; Subba, A.; Suehara, T.; Sugawara, H.; Sugizaki, K.; Sun, Z.; Szafron, R.; Takahashi, T.; Takeshita, T.; Tauchi, T.; Taylor, G.; Terunuma, N.; Terzani, D.; Teubner, T.; Tian, J.; Tilborg, J. van; Timmermans, J.; Titov, M.; Tomás García, R.; Tong, T.; Torndal, J. M.; Trautwein, M.; Tricoli, A.; Tsumura, K.; Tuchming, B.; Tuckler, D.; Turk Cakir, I.; Tytgat, M.; Ukleja, A.; Vallee, C.; Vauth, A.; Vellasco, M.; Vernieri, C.; Verra, L.; Vicente Barreto Pinto, M.; Vidakovic, I.; Videau, H.; Viklund, E.; Vila, I.; Villaplana, M.; Vos, M.; Vukasinovic, N.; Walker, N.; Wandall-Christensen, K.; Wang, Y.; Ward, B. F. L.; Was, Z.; Watanabe, T.; Watson, N. K.; Weiglein, G.; Wells, J. D.; Wennlöf, H.; Wenskat, M.; Westhoff, S.; Wetzel, J. W.; White, A. P.; Williams, M.; Williams, P. H.; Wilson, G. W.; Wing, M.; Winter, M.; Winter, A.; Wojton, T.; Wood, J. C.; Wuensch, W.; Xia, X.; Yagyu, K.; Yamamoto, A.; Yamamoto, Y.; Yamamoto, K.; Yamamoto, H.; Yamashita, S.; Yamauchi, M.; Yokoya, K.; Yoshioka, M.; Zálešák, J.; Żarnecki, A. F.; Zembaczynski, K.; Zerwas, D.; Zhang, Y.; Zhang, W.; Zhang, J.; Zhong, Y.-M.
2026. The European Physical Journal Special Topics, 1. doi:10.1140/epjs/s11734-026-02153-w
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Matthewman, M.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Laer, T. Van; Mechelen, P. Van; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Damas, F.; Tomei, T. R. F. P.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Quaranta, C.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Cui, Z.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M.; Ayala, E.; Carrera Jarrin, E.; Abdalla, H.; Assran, Y.; Abdullah Al-Mashad, M.; Hussein, A.; Mohammed, H.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Gaigne, P.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Guvenli, A. A.; Haller, J.; Hundhausen, D.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Nigamova, A.; Nikolopoulos, K.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Horzela, M.; Hummer, F.; Husemann, U.; Kieseler, J.; Klute, M.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Tzovara, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; León Coello, M.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Capiluppi, P.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Kim, M. R.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Azzi, P.; Bacchetta, N.; Benettoni, M.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Solanki, P.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Kim, J.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, H.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Choi, M.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; Murillo Quijada, J. A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; Cuchillo Ortega, J.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Paz Herrera, R.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Ardino, R.; Auffray, E.; Baechler, J.; Barney, D.; Bendavid, J.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Fernández Manteca, P. J.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Hofsaess, R.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Mehta, A.; Meijers, F.; Merlin, J. A.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Reimers, A.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Bilandzija, F.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Missiroli, M.; Motta, J.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Viscone, P.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Dozen, C.; Isildak, B.; Simsek, E.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Leutgeb, E.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Lambrecht, L.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Cannaert, E.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Salazar Segovia, I.; Tafoya Vargas, J. S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; D’Anzi, B.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Kwan, S.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Dickinson, J.; Duquette, A.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Goff, R.; Hashmi, R.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Reddy, G. G.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Saha, N. R.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Ecklund, K. M.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Wulansatiti, M.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Seo, H.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Houghton, C.; Jaroslawski, D.; Kobert, A.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Perez Prada, M.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Cagnotta, A.; D’Amante, V.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hamilton Ilha Machado, G.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Wu, Z.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Korsakov, I.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Slizhevskiy, K.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Zarubin, A.; Zhizhin, I.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Boos, E.; Bunichev, V.; Dubinin, M.
2026. Physical Review Letters, 136 (8), Art.-Nr.: 081802. doi:10.1103/rk6w-1pcl
n_TOF Collaboration; Lerendegui-Marco, J.; Guerrero, C.; Mendoza, E.; Quesada, J. M.; Eberhardt, K.; Junghans, A. R.; Alcayne, V.; Babiano, V.; Aberle, O.; Andrzejewski, J.; Audouin, L.; Bacak, M.; Balibrea-Correa, J.; Barbagallo, M.; Barros, S.; Bečvář, F.; Bécares, V.; Beinrucker, C.; Berthoumieux, E.; Billowes, J.; Bosnar, D.; Brugger, M.; Caamaño, M.; Calviño, F.; Calviani, M.; Cano-Ott, D.; Cardella, R.; Casanovas, A.; Castelluccio, D. M.; Cerutti, F.; Chen, Y. H.; Chiaveri, E.; Colonna, N.; Cortés, G.; Cortés-Giraldo, M. A.; Cosentino, L.; Damone, L. A.; Diakaki, M.; Domingo-Pardo, C.; Dressler, R.; Dupont, E.; Durán, I.; Fernández-Domínguez, B.; Ferrari, A.; Ferreira, P.; Finocchiaro, P.; Furman, V.; Göbel, K.; García, A. R.; Gawlik-Ramięga, A.; Glodariu, T.; Gonçalves, I. F.; González-Romero, E.; Goverdovski, A.; Griesmayer, E.; Gunsing, F.; Harada, H.; Heftrich, T.; Heinitz, S.; Heyse, J.; Jenkins, D. G.; Jericha, E.; Käppeler, F.; Kadi, Y.; Katabuchi, T.; Kavrigin, P.; Ketlerov, V.; Khryachkov, V.; Kimura, A.; Kivel, N.; Kokkoris, M.; Krtička, M.; Leal-Cidoncha, E.; Lederer-Woods, C.; Leeb, H.; Lo Meo, S.; Lonsdale, S. J.; Losito, R.; Macina, D.; Marganiec, J.; Martínez, T.; Massimi, C.; Mastinu, P.; Mastromarco, M.; Matteucci, F.; Maugeri, E. A.; Mengoni, A.; Milazzo, P. M.; Mingrone, F.; Mirea, M.; Montesano, S.; Musumarra, A.; Nolte, R.; Oprea, A.; Patronis, N.; Pavlik, A.; Perkowski, J.; Porras, I.; Praena, J.; Rajeev, K.; Rauscher, T.; Reifarth, R.; Riego-Perez, A.; Rout, P. C.; Rubbia, C.; Ryan, J. A.; Sabaté-Gilarte, M.; Saxena, A.; Schillebeeckx, P.; Schmidt, S.; Schumann, D.; Sedyshev, P.; Smith, A. G.; Stamatopoulos, A.; Tagliente, G.; Tain, J. L.; Tarifeño-Saldivia, A.; Tassan-Got, L.; Tsinganis, A.; Valenta, S.; Vannini, G.; Variale, V.; Vaz, P.; Ventura, A.; Vlachoudis, V.; Vlastou, R.; Wallner, A.; Warren, S.; Weigand, M.; Weiss, C.; Wolf, C.; Woods, P. J.; Wright, T.
2026. The European Physical Journal A, 62 (2), 33. doi:10.1140/epja/s10050-026-01788-6
Höffgen, J. P.; Schmitt, M.; Dehn, F.
2026. Journal of Building Engineering, 122, Art.Nr: 115767. doi:10.1016/j.jobe.2026.115767
Ferrer-Nicomedes, S.; Zarrabeitia, M.; Mormeneo-Segarra, A.; Bresser, D.; Garcia-Belmonte, G.; Vicente-Agut, N.; Barba-Juan, A.
2026. Battery Energy, 5 (2), Art.-Nr.: e70100. doi:10.1002/bte2.70100
Jalali, M.; Vu, B.; Chandna, S.; Nadimi-Shahraki, M. H.
2026. Applied Soft Computing, 194, 114914. doi:10.1016/j.asoc.2026.114914
Rotea, F.; Goldberg, E.; Cazado, M. E.; Soba, A.
2026. Nuclear Engineering and Design, 452, 114859. doi:10.1016/j.nucengdes.2026.114859
Oberle, P.; Jakobs, T.; Franca, M. J.
2026. WASSERWIRTSCHAFT, 116 (2-3), 10–16. doi:10.1007/s35147-026-2631-5
Höfer, S.
2026, März 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191425
Schuler, N.; Scotti, V.; Mirandola, R.
2026. arxiv. doi:10.48550/arXiv.2603.15087
Jouini, T.; Wachter, J.; An, S.; Hagenmeyer, V.
2026. IET Power Electronics, 19 (1). doi:10.1049/pel2.70212
Jetter, M.
2026, März 25. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191422
Frey, P.; Gnisa, F.; Puccini, I.
2026. Prokla, 56 (222), 85–102. doi:10.32387/prokla.v56i222.2225
Jungmann, M.; Lazarova-Molnar, S.
2025. 2025 Winter Simulation Conference (WSC), 3146–3157, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/WSC68292.2025.11338972
Link, G.; Soldatov, S.; Neumaier, D.; Jelonnek, J.
2026. Workshop "Nutzung der Mikrowellenerwärmung in verfahrenstechnischen Prozessen", Zenodo. doi:10.5281/zenodo.18832314
Sieber, I.
2026. Proceedings of the 2nd German Robotics Conference (GRC 2026), 662–664, Robotics Institute Germany (RIG)
Lautenschlager, T.; Friederich, N.; Yamachui Sitcheu, A. J.; Nau, K.; Hayot, G.; Dickmeis, T.; Mikut, R.
2025. Proceedings 35. Workshop Computational Intelligence : Berlin, 20. - 21. November 2025, 131–157, Karlsruher Institut für Technologie (KIT)
Misko, M.; Feuerstein, L.; Illy, S.; Jelonnek, J.; Jin, J.; Thumm, M.; Wagner, D.
2026, März 10. 17th German Microwave Conference (GeMiC 2026), Karlsruhe, Deutschland, 9.–11. März 2026
Nick, M. A.; Kluy, L.; Deml, B.
2026. Menschengerechte Arbeitsgestaltung, 276–281, GfA-Press
Bertazzoni, R. G.; Feuerstein, L.; Illy, S.; Jelonnek, J.; Ruck, S.; Schmidt, A.; Stanculovic, S.; Thumm, M.; Wu, C.
2026, März 10. 17th German Microwave Conference (GeMiC 2026), Karlsruhe, Deutschland, 9.–11. März 2026
W7-X Team; Nishizawa, T.; Partesotti, G.; Tokuda, S.; Wurden, G. A.; Siever, K. A.; Maaziz, N.; Winters, V. R.; Ford, O. P.; Mukai, K.; Peterson, B. J.; Munechika, K.; Reimold, F.
2026. Review of Scientific Instruments, 97 (3). doi:10.1063/5.0313633
Büscher, C.; Gazos, A.; Röller, T.
2026. MOTRA-K #25 "Extremismus/Radikalisierung/Prävention" (2026), Wiesbaden, Deutschland, 4.–5. März 2026
Goorney, S.; Karydi, E.; Muñoz, B.; Santesson, O.; Seskir, Z. C.; Tudoran, A. A.; Sherson, J.
2026. EPJ Quantum Technology, 13 (1), 36. doi:10.1140/epjqt/s40507-026-00477-z
Langner, F.; Matthes, J.; Hagenmeyer, V.
2026. Energy, 350, 140746. doi:10.1016/j.energy.2026.140746
Grunwald, A.
2026. Handbuch Verkehrspolitik. Hrsg.: O. Schwedes, 17 S., Springer Fachmedien Wiesbaden. doi:10.1007/978-3-658-04777-1_57-1
Seskir, Z. C.
2026. Future of Computing | Quantum Connect (2026), München, Deutschland, 3. März 2026
Frey, P.; Gnisa, F.
2026. Institut für Mitbestimmung und Unternehmensführung
Schütte, S.; Smeddinck, U.; Ossenberg, C.
2026. Bundesamt für die Sicherheit der nuklearen Entsorgung (BASE)
Azzola, J.; Bremer, J.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191402
Frank, L.; Wendl, K. H.; Götzelmann, G.; Tonne, D.; Martini, A.
2026. DHd 2026 Nicht nur Text, nicht nur Daten (DHd 2026) Book of Abstracts. Hrsg: S. Schwandt., 222–226, Zenodo. doi:10.5281/zenodo.18696390
Weber, M.
2026, März 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191400
Aghassi-Hagmann, J.; Alam, S.; Wang, X.; Hu, H.; Scholz, A.; Neffe, A. T.; Seo, S.; Toma, F. M.; Marques, G. C.
2025. IEEE International Electron Devices Meeting (IEDM 2025), 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IEDM50572.2025.11353507
Fuchs, C.
2026, März 18. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191398
Schäfer, V.; Seliwjorstow, A.; Fuhr, O.; Pianowski, Z. L.
2026. Nature Communications, 17 (1), 2488. doi:10.1038/s41467-026-70406-2
Ramanantoanina, H.; Schacherl, B.; Kovács, A.; Tagliavini, M.; Reynolds, E. M.; Reitz, C.; Ekanayake, R. S. K.; Schäfer, M.; von Massow, P.-V.; Göttlicher, J.; Steininger, R.; Dardenne, K.; Haverkort, M. W.; Benešová-Schäfer, M.; Vitova, T.
2026. Communications Chemistry, 9 (1), 148. doi:10.1038/s42004-026-01929-4
van der Sande, L.; Müller, M.; Holtmann, D.
2026. ChemElectroChem, 13 (5). doi:10.1002/celc.70166
Spiesberger, P.; Beyer, N. H.; Hartenstein, H.
2026. arxiv. doi:10.48550/arXiv.2603.05666
Gerhäuser, J.
2026, März 18. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191389
Bauer, J. M.
2026, März 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191388
Busch, B.; Hilgers, C.
2026. Artificial Intelligence in Geosciences, 7 (2), 100202. doi:10.1016/j.aiig.2026.100202
Fegert, J.; Slivko, O.; Stieglitz, S.; Weinhardt, C.
2026. 59th Hawaii International Conference on System Sciences (HICSS 2026). Ed.: T.X. Bui, 6789–6791, University of Hawaii
Müller, J.
2026, März 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191385
Yang, Y.; Ismail-Zadeh, A.; Wu, J.
2026. npj Natural Hazards, 3 (1), 32. doi:10.1038/s44304-026-00196-6
Dorner, I.
2026, März 18. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191382
Voigtländer, T. A.
2026, März 17. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191383
Acan, A. S.
2026, April 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191381
Weese, A. L.
2026. Doktorandenkolloquium Holzbau „Forschung + Praxis“ 3./4. März 2026. Ed.: M. Knobloch, 139–146, Universität Stuttgart
Widmer-Schnidrig, R.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191379
Aiello, G.; Meier, A.; Scherer, T. A.; Schreck, S.; Strauss, D.
2026, März 10. DPG Spring Meeting of the Condensed Matter Section (SKM 2026), Dresden, Deutschland, 8.–13. März 2026
Gaucher, E.; Lengliné, O.; Schmittbuhl, J.
2026. Frontiers in Earth Science, 14. doi:10.3389/feart.2026.1738377
Kansy, M.; Bajohr, S.; Scheiff, F.; Kolb, T.
2026, März 11. Annual Meeting of the DECHEMA/VDI Subject Groups Fluid Process Engineering with Heat and Mass Transfer (2026), Luzern, Schweiz, 9.–11. März 2026
Erz, J.
2026, März 13. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191375
Hämmerling, D.; Pieronek, L.; Rieder, A.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191374
Geiger, J.
2026, März 17. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191373
Rebholz, L.; Rockstuhl, C.; Fernandez-Corbaton, I.
2026. Physical Review Letters, 136 (10), Art.-Nr.: 103802. doi:10.1103/bchn-b47c
Gusbeth, C.; Zocher, K.
2026, März. D‑A‑CH Algen Summit (2026), München, Deutschland, 11.–12. März 2026
Arabidian, V. de C.; Müller, A. S. K.; Pinto, L. A. de A.; Jaeschke, D. P.; Cadaval, T. R. S., Jr.; Frey, W.; Gusbeth, C.
2026. Algal Research, 95, Art.-Nr.: 104611. doi:10.1016/j.algal.2026.104611
Held, M.; Holfelder, A.; Bajohr, S.; Kolb, T.
2025. Reaction Chemistry & Engineering, 10 (12), 2825–2834. doi:10.1039/d5re00152h
Otten, S.
2026, März 12. Karlsruher Institut für Technologie (KIT)
Liu, D.; Niehues, J.
2022. arxiv. doi:10.48550/arXiv.2211.01292
Zimina, A.; Fadlalla, M. I.; Potgieter, J.; Jimenez, C. E.; Ilica, R.; Sireci, E.; Sharapa, D. I.; Oliveira, D. de; Hsu, C.; Saraci, E.; Wolf, M.; Sakoglu, P.; Skaltsogiannis, A.; Zhong, T.; Bär, M.; Botha, T.; Moodley, D.; Claeys, M.; Studt, F.; Grunwaldt, J.-D.
2026. The Journal of Physical Chemistry C, 130 (10), 3676–3690. doi:10.1021/acs.jpcc.5c05172
Petersen, M. K. F.
2026, März 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191365
Mehner, L.-M.
2026, März 12. Karlsruher Institut für Technologie (KIT)
Förstner, E.; Dughmosh, M.; Mikut, R.; Haefele, K.-H.; Jakel, D.; Bao, K.; Maaß, H.; Jumar, R.; Fotler, A.; Kühnapfel, U.; Hagenmeyer, V.
2026. International Journal of Electrical Power & Energy Systems, 176, Art.-Nr.: 111744. doi:10.1016/j.ijepes.2026.111744
Nieße, A.; Ferenz, S.; Auer, S.; Engel, F.; Finke, O.; Forberg, J.; Fuentes Grau, L.; German, R.; Hagenmeyer, V.; Hoffart, F. M.; Huber, J.; Hülk, L.; Karras, O.; Kotthoff, F.; Kuhlmann, L.; Lehnhoff, S.; Lilliestam, J.; Monti, A.; Niemann, L.; Oelen, A.; Pan, Z.; Richter, M.; Rohde, P. D.; Schäfer, M.; Schmurr, P.; Schwarz, J. S.; Seiwerth, C.; Selzer, M.; Speck, C.; Stappel, M.; Steinert, A.; Süß, W.; Vogel, B.; Weidlich, A.; Wein, A.; Weinhardt, C.; Werth, O.
2026. Zenodo. doi:10.5281/zenodo.18744051
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Matthewman, M.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Laer, T. Van; Mechelen, P. Van; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Damas, F.; Tomei, T. R. F. P.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Quaranta, C.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Aly, R.; Abdullah Al-Mashad, M.; Hussein, A.; Mohammed, H.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Gaigne, P.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Lomidze, I.; Toriashvili, T.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Guvenli, A. A.; Haller, J.; Hundhausen, D.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Nigamova, A.; Nikolopoulos, K.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Horzela, M.; Hummer, F.; Husemann, U.; Kieseler, J.; Klute, M.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Katris, P.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Plastiras, N.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Tzovara, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; León Coello, M.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Kim, M. R.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Dorigo, T.; Gasparini, F.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Pazzini, J.; Ronchese, P.; Rossin, R.; Sgaravatto, M.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Solanki, P.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Kim, J.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, H.; Kim, J.; Kim, T.; Kim, Y. W.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Choi, M.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; Murillo Quijada, J. A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; Cuchillo Ortega, J.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Paz Herrera, R.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Ardino, R.; Auffray, E.; Baechler, J.; Barney, D.; Bendavid, J.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Fernández Manteca, P. J.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Hofsaess, R.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Mehta, A.; Meijers, F.; Merlin, J. A.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Reimers, A.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Bilandzija, F.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Missiroli, M.; Motta, J.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Viscone, P.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Dozen, C.; Isildak, B.; Simsek, E.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Leutgeb, E.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Lambrecht, L.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Cannaert, E.; Chertok, M.; Citron, M.; Vargas, J. S. T.; Conway, J.; Wei, W.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Salazar Segovia, I.; Tafoya Vargas, J. S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; D’Anzi, B.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Kwan, S.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Dickinson, J.; Duquette, A.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Goff, R.; Hashmi, R.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Reddy, G. G.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Saha, N. R.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Ecklund, K. M.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Wulansatiti, M.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Seo, H.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Prada, M. P.; Halkiadakis, E.; Houghton, C.; Jaroslawski, D.; Kobert, A.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Perez Prada, M.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Cagnotta, A.; D’Amante, V.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hamilton Ilha Machado, G.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Korsakov, I.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Slizhevskiy, K.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Boos, E.
2026. Physical Review Letters, 136 (1), Art.Nr: 011801. doi:10.1103/9nwb-splk
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Damanakis, K.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Van den Bossche, N.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Tomei, T. R. F. P.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Hou, Q.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdalla, H.; Aly, R.; Assran, Y.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Chatterjee, S.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nikolopoulos, K.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Mukherjee, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Di Fraia, C.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Gozzelino, A.; Lusiani, E.; Margoni, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Cotto, G.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Ha, S.; Hwang, K.; Kim, B.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Soto Rodriguez, A.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Avila, G. F.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Schmitz, E.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Fackeldey, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Danilov, M.; Dimova, T.; Ershov, A.; Golutvin, I.; Gorbunov, I.; Gribushin, A.; Karjavine, V.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Kozyrev, A.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chistov, R.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Perfilov, M.; Savrin, V.; Blinov, V.
2025. Physical Review D, 112 (11), Art.Nr: 112023. doi:10.1103/b26z-zmpy
Goreis, A.; van Eickels, R. L.; Chang, D.; Klinger, D.; Zesch, H.-E.; Prillinger, K.; Pfeffer, B.; Oehlke, S.-M.; Ebner-Priemer, U. W.; Claes, L.; Plener, P. L.; Kothgassner, O. D.
2026. Frontiers in Psychiatry, 17. doi:10.3389/fpsyt.2026.1758601
Achtert, P.; Seelig, T.; Wallentin, G.; Ickes, L.; Shupe, M. D.; Hoose, C.; Tesche, M.
2026. Atmospheric Chemistry and Physics, 26 (4), 3049–3068. doi:10.5194/acp-26-3049-2026
Yang, X.; Qin, X.; Ma, M.; You, J.; Chen, Y.; Zhu, L.; Wei, J.; Gao, L.; Kunstmann, H.
2026. Journal of Hydrology: Regional Studies, 64, Art.Nr: 103284. doi:10.1016/j.ejrh.2026.103284
Stalter, S. P.; Rabe, K. S.; Niemeyer, C. M.
2026. JACS Au, 6 (3), 1411–1423. doi:10.1021/jacsau.5c01595
Jia, Z.; Chen, S.; Fu, Y. H.; Martín Belda, D.; Wårlind, D.; Olin, S.; Xu, C.; Tang, J.
2026. Geoscientific Model Development, 19 (4), 1727–1747. doi:10.5194/gmd-19-1727-2026
Both, S.; Hein, S.; Latz, A.; Danner, T.
2026. Energy Storage Materials, 86, Art.Nr: 104994. doi:10.1016/j.ensm.2026.104994
Portela, R. M.; Schäfer, B.; Kärger, L.; de Faria, A. R.; Montesano, J.
2026. Composites Part A: Applied Science and Manufacturing, 204, Art.Nr: 109643. doi:10.1016/j.compositesa.2026.109643
Schlegel, M.
2026, März 16. doi:10.35097/3ev0fewvnxuj1pg8
Schneider, J. C.; Niederhuber, T.; Müller, B.; Stutz, H. H.
2026. doi:10.35097/tb0a0u64eem497pf
Ferraz, V.; Olah, T.; Sazedul, R.; Schmidt, R.; Schwieren, C.
2026. Computers in Human Behavior: Artificial Humans, 7, Art.-Nr.: 100281. doi:10.1016/j.chbah.2026.100281
Borne, M.; Knippertz, P.; Rennie, M.; Weissmann, M.
2026. Weather and Climate Dynamics, 7 (1), 489–505. doi:10.5194/wcd-7-489-2026
Borne, M.; Knippertz, P.; Rennie, M.; Weissmann, M.
2025. Copernicus. doi:10.5194/egusphere-2025-5219
Fallahi, M.; Arias-Cabarcos, P.; Strufe, T.
2026. arxiv. doi:10.48550/arXiv.2501.17866
El Hariry, A.; Hirvell, A.; Nöcker, P.; Heinrich-Zellner, F.; Conover, C.; Bauer, R.; Reischl, M.
2026. SLAS Technology, 38, Art.-Nr: 100406. doi:10.1016/j.slast.2026.100406
Deeb, M.
2026, März 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191342
Bühler, P.; Gießler, M.; Burkhart, C.; Franosch, G.; Christiansen, H.
2026, März 5. Tire Technology Expo Conference (2026), Hannover, Deutschland, 3.–5. März 2026
Zhang, M.; Glatzel, U.; Heilmaier, M.; George, E. P.
2026. Intermetallics, 192, Art.-Nr.: 109242. doi:10.1016/j.intermet.2026.109242
Chu, A.; Stork, W.
2025. 2025 IEEE International Conference on Big Data (BigData), 4494–4503
Böhmeke, C. B.
2026, März 9. Logos Verlag Berlin
Rümenapf, M.; Horn, H.; Hille-Reichel, A.
2026. Frontiers in Microbiology, 17, Art.-Nr.: 1753230. doi:10.3389/fmicb.2026.1753230
Karlsruher Institut für Technologie (KIT) (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie (KIT) (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Werner, F.; Glockow, T.; Meissner, K.; Krüger, M.; Reischl, M.; Niemeyer, C. M.
2026. Sustainability, 18 (6), 2700. doi:10.3390/su18062700
Badran, M. M.; Beyri, B.; Tateishi, H.; Shimagaki, K.; Nakata, A.; Ito, A.; Nishimura, N.; Abbas, S. H.; Abdel-Aziz, M.; Otsuka, M.; Yoshida, M.; Fujita, M.; Bräse, S.; Radwan, M. O.
2026. Pharmaceuticals, 19 (3), 442. doi:10.3390/ph19030442
Saleem, B. A. A.; Qurtam, A. A.; Ahmed, M.; Al-Aouadi, R. F. A.; Alrikabi, A. A. A.; Hetta, H. F.; Bräse, S.; Alotaibi, G.; Alkhammash, A.; Farhan, S. M.
2026. Molecules, 31 (6), 917. doi:10.3390/molecules31060917
Giffels, M.; Fischer, M.; Haas, A.; Kroboth, S.; Schnepf, M.; Kuehn, E.; Schuhmacher, P.; Caspart, R.; von Cube, F.; Sammel, D.; Rottler, B.; Wienemann, P.; Kleinemühl, R.; Wozniewski, S.
2026, Januar 30. doi:10.5281/zenodo.18428389
Karlsruher Institut für Technologie (KIT) (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Rausch, C.; Fritsch, J.; Altmann, S.; Spielmann, J.; Steindorf, L.; Jekauc, D.
2026. PLOS One, 21 (2). doi:10.1371/journal.pone.0343985
Karlsruher Institut für Technologie (KIT) (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Noseck, U.; Schäfer, T.; Alonso, U.; Hamamoto, T.; Havlova, V.; Hibberd, R.; Ishidera, T.; Kitamura, A.; Klajmon, M.; Missana, T.; Quinto, F.; Blechschmidt, I.; Schneeberger, R.
2026. Applied Geochemistry, 201, 106762. doi:10.1016/j.apgeochem.2026.106762
Matalla, P.; Koos, C.; Randel, S.
2025. 2025 European Conference on Optical Communications (ECOC), 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECOC66593.2025.11262937
A. Akitaya, H.; Dallant, J.; Demaine, E. D.; Kaufmann, M.; Kleist, L.; Stock, F.; Tóth, C. D.; Ueckerdt, T.
2025. 33rd International Symposium on Graph Drawing and Network Visualization (GD 2025). Ed.: V. Dujmović, F. Montecchiani, Art.-Nr.: 23, Schloss Dagstuhl - Leibniz-Zentrum für Informatik (LZI). doi:10.4230/lipics.gd.2025.23
Brennenstuhl, F.; Leitenberger, F.; Kretschmer, T.; Hemmerich, J.; Doellken, M.; Matthiesen, S.
2025. 2025 IEEE Annual Reliability and Maintainability Symposium - Europe (RAMS-Europe), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/RAMS-Europe62094.2025.11274683
Winter, D.; Ryf, R.; Fontaine, N. K.; Dallachiesa, L.; Sillard, P.; Bigot, M.; Achten, F.; Neilson, D.; Randel, S.; Mazur, M.
2025. 2025 European Conference on Optical Communications (ECOC), 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECOC66593.2025.11263136
Hahn, B.; Ueckerdt, T.; Vogtenhuber, B.
2025. V. Dujmović & F. Montecchiani (Hrsg.), 33rd International Symposium on Graph Drawing and Network Visualization (GD 2025). Ed.: V. Dujmović, F. Montecchiani, Art.-Nr.: 33, Schloss Dagstuhl - Leibniz-Zentrum für Informatik (LZI). doi:10.4230/lipics.gd.2025.33
Goetze, M.; Hoffmann, M.; Rutter, I.; Ueckerdt, T.
2025. V. Dujmović & F. Montecchiani (Hrsg.), 33rd International Symposium on Graph Drawing and Network Visualization (GD 2025). Ed.: V. Dujmović, F. Montecchiani;, Art.-Nr.: 15, Schloss Dagstuhl - Leibniz-Zentrum für Informatik (LZI). doi:10.4230/lipics.gd.2025.15
Koos, C.
2025. 2025 European Conference on Optical Communications (ECOC), 1–2, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECOC66593.2025.11262932
Hampel, M.; Ferreyro, L.; Kieler, O.; Iuzzolino, R.; Real, M.; Bauer, S.; Müller, N.; Neira, J. B.; Redondo, M. G.; Bonaparte, J.; Petriella, E.; Sucunza, L.; Muscheid, T.; Gartmann, R.; Ardila-Perez, L.; Wegner, M.; Fuster, A.; Platino, M.; Kempf, S.; Weber, M.
2026. IEEE Transactions on Applied Superconductivity, 36 (6), 1–6. doi:10.1109/TASC.2026.3668113
Lu, Y.; Dai, Y.; Salishchev, G.; Semenyuk, A.; Ungar, T.; Zhou, X.; Chen, X.; Hahn, H.; Ivanisenko, Y.
2026. Materials Science and Engineering: A, 958, 150011. doi:10.1016/j.msea.2026.150011
Gálíková, M.; Šulák, I.; Babinský, T.; Guth, S.; Kuběna, I.
2026. Advanced Engineering Materials, Art.-Nr.: e202502716. doi:10.1002/adem.202502716
Pandeirada, S. V.; Lacerda, P. S. S.; Meier, M. A. R.; Sousa, A. F.
2026. Green Chemistry, 28 (6), 2706–2714. doi:10.1039/D5GC03705K
Licu, M.-C.; Stoian, G.-S.; Toma, E.-E.; Niceno, B.; Karalis, K.; Banuti, D.; Testino, A.; Maxim, F.
2026. The Journal of Supercritical Fluids, 233, 106946. doi:10.1016/j.supflu.2026.106946
Kämmerer, G.; Kämmerer, L.; Sleziona, S.; Kuppusamy, S. K.; Ruben, M.; Schleberger, M.; Wende, H.; Kratzer, P.
2026. Physical Chemistry Chemical Physics, 28 (11), 6884–6893. doi:10.1039/D5CP04473A
Kunze, M.; Mui, J.; Ploß, D.
2026. Journal of Spectral Theory, 16 (1), 197–242. doi:10.4171/jst/595
Ved, K.; Folke Johann Rolf, H.; Ivanov, T.; Meurer, T.; Ziegler, M.; Lenk, C.
2026. Neuromorphic Computing and Engineering, 6 (1), Art.-Nr.: 014015. doi:10.1088/2634-4386/ae45c9
Hofmann, C.; Benfer, M.; Lanza, G.; Rüdiger, T.
2026. wt Werkstattstechnik online, 116 (01-02), 22–29. doi:10.37544/1436-4980-2026-01-02-26
Fallahi, M.; Arias-Cabarcos, P.; Strufe, T.
2026. IEEE Transactions on Biometrics, Behavior, and Identity Science, 8 (3), 445–460. doi:10.1109/TBIOM.2026.3666044
Bodaghi, M.; Nikzad, M.; Lira, C.; Endruweit, A.; Afgan, I.; Albayraktar, A. B.; Binetruy, C.; Cassola, S.; Droste, D.; Duhovic, M.; Faizan, M.; Guessesma, S.; Kärger, L.; Kperegueni, S.; Leitão, A.; Lomov, S. V.; Mokli, S. M.; Mulye, P.; May, D.; Matveev, M.; Machado, J.; Park, C. H.; Pilkauskas, K.; Rouhi, M.; Schlegel, S.; Schmidt, T.; Shakoor, M.; Syerko, E.; Sozer, E. M.; Umer, R.; Waqas, M.; Weitze, D.; Nezhad, H. Y.
2026. Polymer Composites, 1. doi:10.1002/pc.70946
Pacetti, S.; Karlsson, C.; Mijit, E.; Drüschler, M.; Di Cicco, A.; Pinto, N.; Bresser, D.; Rezvani, J.
2026. The Journal of Physical Chemistry C, 130 (8), 3040–3049. doi:10.1021/acs.jpcc.5c06227
Vo, T. B. T.; Wassmann, R.; Romasanta, R. R.; Centeno, C. A. R.; Mendoza, M. L. C.; Willibald, G.; Kiese, R.; Radanielson, A. M.
2026. Frontiers in Agronomy, 7. doi:10.3389/fagro.2025.1693620
Guth, S.; Babinský, T.; Riedel, J. L.; Kan, W. H.; Huang, A.; Heilmaier, M.; Šulák, I.
2026. Advanced Engineering Materials, e202502624. doi:10.1002/adem.202502624
Thai, L.-Y. J.; Schmidt, S.; Walter, A.; Häcker, R. V.; Giske, K.; Vedelago, J.
2026. Radiation Measurements, 193, 107662. doi:10.1016/j.radmeas.2026.107662
Zhang, Y.; Hu, F.; Zhou, R.; Yang, T.; Cai, P.; Picchetti, P.; Huang, X.; Li, Z.; Zhai, X.; Zhang, R.; Zhang, J.; Shi, J.; Guo, Z.; Gao, S.; Zou, X.
2026. ACS Sensors, 11 (2), 853–884. doi:10.1021/acssensors.5c03955
Stein, V.; Fraske, T.; Schippl, J.
2026. Technological Forecasting and Social Change, 226, 124616. doi:10.1016/j.techfore.2026.124616
Doellerer, D.; Schüll, A.; Weyhermüller, T.; Beil, S. B.; Waldvogel, S. R.
2026. Organic Letters, 28 (8), 2591–2595. doi:10.1021/acs.orglett.5c05349
Kirschner, M.; Dudzik, K.; Krusekamp, B.; Becker, J.
2026. arxiv. doi:10.48550/arXiv.2511.05321
Kirschner, M.; Peccia, F.; Thömmes, F.; Betancourt, V. P.; Bringmann, O.; Becker, J.
2023. 2023 IEEE International Symposium on Dependable, Autonomic and Secure Computing (DASC), Abu Dhabi, 14th-17th November 2023, 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/DASC/PiCom/CBDCom/Cy59711.2023.10361287
Sóti, G.
2026, März 18. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191293
Meng, D.; Popescu, R.; Andrei, C. M.; Himbert, J.; Madirov, E.; Branson, J. A.; Reynolds, E. M.; Prüßmann, T.; Göttlicher, J.; Vitova, T.; Hildebrandt, N.; Eggeler, Y.; Richards, B. S.; Walter, O.; Hudry, D.
2026. Angewandte Chemie International Edition, 65 (12), Art.-Nr.: e24282. doi:10.1002/anie.202524282
Zachmann, G.; Todt, J.
2026. doi:10.5445/IR/1000191291
Netsch, N.; Tauber, A.; Merz, D.; Bergfeldt, B.; Tavakkol, S.; Stapf, D.
2026. Chemical engineering science, 327, 123622. doi:10.1016/j.ces.2026.123622
Bashan, N.; Tulipman, E.; Kivelson, S. A.; Schmalian, J.; Berg, E.
2026. Physical Review B, 113 (7), Art.-Nr.: 075124. doi:10.1103/m23x-96cr
Heinz, D.
2026, März 10. Karlsruher Institut für Technologie (KIT)
Alam, S.
2026, März 13. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191286
Acemel, R. D.; Bobe, J.; Centanin, L.; Centola, C.; Chhabra, S.; Loosli, F.; Bhandari, R. K.; Vázquez-Marin, J.; Zilova, L.; Birney, E.; Wittbrodt, J.; Martinez-Morales, J. R.
2026. Developmental Dynamics, 255 (2), 116–125. doi:10.1002/dvdy.70110
Zimprich, S.; Reiser, J.; Matter, F.; Robens, J. H.; Matthiesen, S.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191284
(FACT Collaboration); (H.E.S.S. Collaboration); (MAGIC Collaboration); (VERITAS Collaboration); (Fermi-LAT Collaboration); (IceCube Collaboration); Abhir, J.; Biland, A.; Brand, K.; Bretz, T.; Dorner, D.; Eisenberger, L.; Elsaesser, D.; Günther, P.; Hasan, S.; Hildebrand, D.; Mannheim, K.; Linhoff, M.; Pfeifle, F.; Rhode, W.; Schleicher, B.; Sliusar, V.; Vorbrugg, M.; Walter, R.; Aharonian, F.; Ait Benkhali, F.; Aschersleben, J.; Ashkar, H.; Backes, M.; Barbosa Martins, V.; Batzofin, R.; Becherini, Y.; Berge, D.; Böttcher, M.; Boisson, C.; Bolmont, J.; Borowska, J.; Brose, R.; Brown, A.; Brun, F.; Bruno, B.; Casanova, S.; Celic, J.; Cerruti, M.; Chen, A.; Chernyakova, M.; Chibueze, J.; Chibueze, O.; Cornejo, B.; Cotter, G.; Cozzolongo, G.; Damascene Mbarubucyeye, J.; de Assis Scarpin, J.; Delgado Giles, A.; Djannati-Ataï, A.; Djuvsland, J.; Dmytriiev, A.; Egberts, K.; Egg, K.; Einecke, S.; Ernenwein, J.-P.; Escañuela Nieves, C.; Feijen, K.; Filipovic, M.; Fontaine, G.; Funk, S.; Gabici, S.; Glicenstein, J. F.; Goswami, P.; Grolleron, G.; Hess, B.; Hinton, J. A.; Holler, M.; Jamrozy, M.; Jankowsky, F.; Jung-Richardt, I.; Kasai, E.; Katarzyński, K.; Katjaita, H.; Kerszberg, D.; Khatoon, R.; Khélifi, B.; Kluźniak, W.; Komin, N.; Konno, R.; Kosack, K.; Kostunin, D.; Kukec Mezek, G.; Lang, R. G.; Lemière, A.; Lemoine-Goumard, M.; Lenain, J.-P.; Luashvili, A.; Mackey, J.; Marandon, V.; Martí-Devesa, G.; Marx, R.; Mayer, M.; Mehta, A.; Mitchell, A.; Moderski, R.; Moghadam, M. O.; Mohrmann, L.; Moulin, E.; de Naurois, M.; Niemiec, J.; de Ona Wilhelmi, E.; Panny, S.; Panter, M.; Parsons, R. D.; Pensec, U.; Pichard, P.; Pühlhofer, G.; Punch, M.; Quirrenbach, A.; Regeard, M.; Reimer, O.; Ren, H.; Rieger, F.; Rowell, G.; Rudak, B.; Sabri, K.; Sahakian, V.; Salzmann, H.; Sasaki, M.; Schäfer, J.; Schüssler, F.; Schutte, H. M.; Senniappan, M.; Shapopi, J. N. S.; Sharma, A.; Sol, H.; Spencer, S.; Stawarz, Ł.; Steenkamp, R.; Steinmassl, S.; Steppa, C.; Takahashi, T.; Tanaka, T.; Taylor, A. M.; Tsirou, M.; van Eldik, C.; Vecchi, M.; Venter, C.; Vink, J.; Wach, T.; Wagner, S. J.; Wierzcholska, A.; Zacharias, M.; Zdziarski, A. A.; Zech, A.; Żywucka, N.; Abe, S.; Abhir, J.; Abhishek, A.; Aguasca-Cabot, A.; Agudo, I.; Aniello, T.; Ansoldi, S.; Antonelli, L. A.; Arbet Engels, A.; Arcaro, C.; Artero, M.; Asano, K.; Babić, A.; Bakshi, C.; Barres de Almeida, U.; Barrio, J. A.; Barrios-Jiménez, L.; Batković, I.; Baxter, J.; Becerra González, J.; Bednarek, W.; Bernardini, E.; Bernete, J.; Berti, A.; Besenrieder, J.; Bigongiari, C.; Biland, A.; Blanch, O.; Bökenkamp, H.; Bonnoli, G.; Bošnjak, Ž.; Bronzini, E.; Burelli, I.; Campoy-Ordaz, A.; Carosi, A.; Carosi, R.; Carretero-Castrillo, M.; Castro-Tirado, A. J.; Cerasole, D.; Ceribella, G.; Chai, Y.; Chilingarian, A.; Cifuentes, A.; Contreras, J. L.; Cortina, J.; Covino, S.; D’Amico, G.; Da Vela, P.; Dazzi, F.; De Angelis, A.; De Lotto, B.; Delfino, M.; Delgado Mendez, C.; Di Pierro, F.; Di Tria, R.; Di Venere, L.; Dinesh, A.; Dominis Prester, D.; Donini, A.; Dorner, D.; Doro, M.; Eisenberger, L.; Elsaesser, D.; Escudero, J.; Fariña, L.; Fattorini, A.; Foffano, L.; Font, L.; Fröse, S.; Fukazawa, Y.; Gasparyan, S.; Gaug, M.; Giesbrecht Paiva, J. G.; Giglietto, N.; Giordano, F.; Gliwny, P.; Godinović, N.; Gradetzke, T.; Grau, R.; Green, D.; Green, J. G.; Günther, P.; Hadasch, D.; Hahn, A.; Hassan, T.; Heckmann, L.; Hrupec, D.; Imazawa, R.; Israyelyan, D.; Jiménez Martínez, I.; Jiménez Quiles, J.; Jormanainen, J.; Kankkunen, S.; Kayanoki, T.; Kerszberg, D.; Konrad, J.; Kouch, P. M.; Kubo, H.; Kushida, J.; Láinez, M.; Lamastra, A.; Lindfors, E.; Lombardi, S.; Longo, F.; López-Coto, R.; López-Moya, M.; López-Oramas, A.; Loporchio, S.; Lulić, L.; Lyard, E.; Majumdar, P.; Makariev, M.; Mallamaci, M.; Maneva, G.; Manganaro, M.; Mangano, S.; Marchesi, S.; Mariotti, M.; Martínez, M.; Maruševec, P.; Mas-Aguilar, A.; Mazin, D.; Menchiari, S.; Méndez Gallego, J.; Miceli, D.; Miranda, J. M.; Mirzoyan, R.; Molero González, M.; Molina, E.; Mondal, H. A.; Moralejo, A.; Nakamori, T.; Nanci, C.; Neustroev, V.; Nievas Rosillo, M.; Nigro, C.; Nikolić, L.; Nilsson, K.; Nishijima, K.; Noda, K.; Nozaki, S.; Okumura, A.; Otero-Santos, J.; Paiano, S.; Paneque, D.; Paredes, J. M.; Peresano, M.; Persic, M.; Pihet, M.; Podobnik, F.; Prada Moroni, P. G.; Prandini, E.; Ribó, M.; Rico, J.; Saito, T.; Sakurai, S.; Satalecka, K.; Saturni, F. G.; Schmitz, K.; Schmuckermaier, F.; Schubert, J. L.; Sciaccaluga, A.; Silvestri, G.; Sitarek, J.; Sliusar, V.; Sobczynska, D.; Stamerra, A.; Strišković, J.; Strom, D.; Strzys, M.; Suda, Y.; Tajima, H.; Takahashi, M.; Takeishi, R.; Temnikov, P.; Terauchi, K.; Terzić, T.; Tutone, A.; Ubach, S.; van Scherpenberg, J.; Vazquez Acosta, M.; Ventura, S.; Verna, G.; Viale, I.; Vigliano, A.; Vigorito, C. F.; Visentin, E.; Vitale, V.; Vovk, I.; Walter, R.; Wersig, F.; Will, M.; Yamamoto, T.; Yeung, P. K. H.; Yoo, S.; Acharyya, A.; Archer, A.; Bangale, P.; Bartkoske, J. T.; Benbow, W.; Buckley, J. H.; Chen, Y.; Christiansen, J. L.; Chromey, A. J.; Errando, M.; Feldman, S.; Feng, Q.; Filbert, S.; Fortson, L.; Furniss, A.; Hanlon, W.; Hervet, O.; Hinrichs, C. E.; Holder, J.; Hughes, Z.; Humensky, T. B.; Jin, W.; Johnson, M. N.; Kaaret, P.; Kertzman, M.; Kherlakian, M.; Kieda, D.; Kleiner, T. K.; Korzoun, N.; Lang, M. J.; Lundy, M.; Maier, G.; Millard, M. J.; Millis, J.; Moriarty, P.; Mukherjee, R.; Ning, W.; Ong, R. A.; Pandey, A.; Pohl, M.; Quinn, J.; Rabinowitz, P. L.; Ragan, K.; Reynolds, P. T.; Ribeiro, D.; Roache, E.; Sadeh, I.; Sadun, A. C.; Saha, L.; Santander, M.; Sembroski, G. H.; Shang, R.; Tak, D.; Talluri, A. K.; Tucci, J. V.; Valverde, J.; Vassiliev, V. V.; Williams, D. A.; Wong, S. L.; Buson, S.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Ali, S.; Amin, N. M.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J. Y.; Boscolo Meneguolo, C.; Böser, S.; Botner, O.; Böttcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Coloma Borja, D. A.; Connolly, A.; Conrad, J. M.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Díaz-Vélez, J. C.; DiKerby, S.; Ding, T.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Fürst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Günther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Häussler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Hrywniak, M.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kimku, H.; Kiryluk, J.; Klein, C.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Köpke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Kravka, A.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N.; Lagunas Gualda, C.; Lallement Arnaud, L.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Leonard DeHolton, K.; Leszczyńska, A.; Liao, J.; Lin, C.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Macdonald, M.; Madsen, J.; Magnus, E.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Mariş, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R.; Mauro, J.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Mondal, S.; Montaruli, T.; Moore, R. W.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Obertacke, A.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; Pérez de los Heros, C.; Pernice, T.; Petersen, T. C.; Peterson, J.; Plum, M.; Pontén, A.; Poojyam, V.; Popovych, Y.; Prado Rodriguez, M.; Pries, B.; Procter-Murphy, R.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seunarine, S.; Sevle Myhr, P. A.; Shah, R.; Shefali, S.; Shimizu, N.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Sègaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Stürwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; Van Eeden, T.; van Eijndhoven, N.; Van Rootselaar, L.; van Santen, J.; Vara, J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Vergara Carrasco, S.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E. H. S.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yanez, J. P.; Yao, Y.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zander Jurowitzki, A.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.; D’Ammando, F.
2026. The Astrophysical Journal, 997 (2), Art.-Nr.: 141. doi:10.3847/1538-4357/ae2c4e
Otic, I.; Schulenberg, T.; Šípová, M.; Sáez-Maderuelo, A.; Czifrus, S.; Cizelj, L.
2026. doi:10.5445/IR/1000191281
Jagdhuber, T.; Jach, L.; Fluhrer, A.; Chaparro, D.; Hellwig, F. M.; Portal, G.; Bauer, H.-S.; Kunstmann, H.
2026. Remote Sensing, 18 (4), Art.-Nr.: 608. doi:10.3390/rs18040608
Maletzko, A. M.
2026, März 10. Fraunhofer Verlag. doi:10.24406/publica-7015
Woodman, T. L.; Arendarczyk, B.; Winkler, K.; Henry, R. C.; Eigenbrod, F.; Burslem, D. F. R. P.; Alexander, P.; Travis, J. M. J.
2026. One Earth, 9 (2), Art.-Nr.: 101525. doi:10.1016/j.oneear.2025.101525
Grote, A.; Hariharan, A.; Weinhardt, C.
2026. Proceedings of the 59th Annual Hawaii International Conference on System Sciences (HICSS) : January 6-9, 2026. Ed.: T. X. Bui, 1271–1280, University of Hawaii
Wagner, R.
2026. KIT Scientific Publishing. doi:10.5445/KSP/1000191275
Cormier, M. W. J.
2026, März 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191274
Friedmann, M.
2026, März 20. Shaker Verlag. doi:10.5445/IR/1000191273
Lubkowitz, V.
2026, März 11. Shaker Verlag. doi:10.5445/IR/1000191272
Langendörfer, R.; Hillemann, M.; Ulrich, M.
2025. Dreiländertagung der OVG, DGPF und SGPF - Photogrammetrie - Fernerkundung - Geoinformation. 45. Jahrestagung der DGPF in Muttenz / Basel 2025. Hrsg.: T. P. Kersten, 99–112, Deutsche Gesellschaft für Photogrammetrie, Fernerkundung und Geoinformation (DGPF). doi:10.24407/KXP:1928479294
Salvio, A.; Strumia, A.; Vitti, M.
2026. Journal of High Energy Physics, 2026 (2), Art.-Nr.: 250. doi:10.1007/JHEP02(2026)250
Streit, A. von; Schubert, A.; Garschagen, M.; Baumann, C.; Bierl, K.; Böker, B.; Feldmann, D.; Freundl, E.; Garbarino, N.; Heckl, A.; Koç, G.; Kunstmann, H.; Laux, P.; Lippelt, J.; Marz, W.; Pittel, K.; Rummler, T.; Unterpertinger, H.; Marie-Theres von Schickfus
2025. Center for Open Science (OSF). doi:10.17605/osf.io/twkb8
Koc, G.; Streit, A. von; Schubert, A.; Garschagen, M.
2022. Book of Abstracts zur 1. KAHR Wissenschaftskonferenz, 29. bis 30. Juni 2022, 36, Klima Anpassung Hochwasser Resilienz (KAHR)
Caggio, M.; Donatelli, D.; Hientzsch, L. E.
2026. Journal of Evolution Equations, 26 (1), 43. doi:10.1007/s00028-025-01179-2
Koc, G.
2023, April 25. European Geosciences Union General Assembly (EGU 2023), Wien, Österreich, 23.–28. April 2023. doi:10.5194/egusphere-egu23-6846
Schubert, A.; Bauer, F.; Streit, A. von; Koç, G.
2025. Center for Open Science (OSF). doi:10.17605/osf.io/jvz6m
Liu, H.; Fuchß, D.; Corallo, S.; Hummel, M.; Keim, J.; Hey, T.
2026, März. doi:10.5281/zenodo.18891216
Liu, H.; Fuchß, D.; Corallo, S.; Hummel, M.; Keim, J.; Hey, T.
2026. 23rd IEEE International Conference on Software Architecture (ICSA 2026), Institute of Electrical and Electronics Engineers (IEEE)
Brinker, D.; Hensle, N.; Kardeş, G.; Breuninger, D.; Schächinger, M.; Gladik, A.; Röse, P.; Weber, A.
2026. International Journal of Hydrogen Energy, 218, 154048. doi:10.1016/j.ijhydene.2026.154048
Pahuja, S.; Ivucic, G.; Putze, F.; Cai, S.; Li, H.; Schultz, T.
2023. 2023 IEEE International Conference on Systems, Man, and Cybernetics (SMC), 3715–3720, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SMC53992.2023.10394150
Hwang, T.; Kim, J.-H.; Sugimoto, Y.; Tanigawa, H.; Terentyev, D.; Fontanelli, S.; Gaisin, R.; Chakin, V.; Vladimirov, P.
2026. Nuclear Materials and Energy, 46, 102088. doi:10.1016/j.nme.2026.102088
Tack, M.; Plech, A.; Pokhrel, Y.; Dolling, M.; Ahrens, M.; Hüttmann, G.; Reichenberger, S.
2026. ChemPhysChem, 27 (5), e202500671. doi:10.1002/cphc.202500671
Roth, T.; Quinto, F.; Plaschke, M.; Hain, K.; Steier, P.; Palina, N.; Moisei-Rabung, S.; Geckeis, H.
2026. Journal of Analytical Atomic Spectrometry, 41 (4), 1397–1410. doi:10.1039/D5JA00487J
Ivucic, G.; Pahuja, S.; Cai, S.; Li, H.; Schultz, T.
2023. 10th International Brain-Computer-Interfaces Meeting, 2023
Angrick, M.; Ottenhoff, M.; Diener, L.; Ivucic, D.; Ivucic, G.; Goulis, S.; Colon, A. J.; Wagner, L.; Krusienski, D. J.; Kubben, P. L.; Schultz, T.; Herff, C.
2022. ICASSP 2022 - 2022 IEEE International Conference on Acoustics, Speech and Signal Processing (ICASSP), Singapore, 23-27 May 2022, 1296–1300, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICASSP43922.2022.9747300
Eilks, A. E.; Kücük, A. S.; Putze, F.; Schultz, T.
2024. VRST ’24: Proceedings of the 30th ACM Symposium on Virtual Reality Software and Technology. Ed.: B. Weyers, Art.-Nr.: 89, Association for Computing Machinery (ACM). doi:10.1145/3641825.3689525
Trat, M.
2026, März 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191254
Ivucic, G.; Putze, F.; Cai, S.; Li, H.; Schultz, T.
2022. The Third Neuroadaptive Technology Conference. Ed.: T. Zander, 76–77
Ramanantoanina, H.; Schenk, S.; Reitz, C.; Fellhauer, D.; Kaufmann-Heimeshoff, H.; Prüssmann, T.; Vitova, T.
2025, März 18. 54èmes Journées des Actinides (JdA 2025), Annecy, Frankreich, 18.–21. März 2025
Hörter, J.; Kempf, D.; Koch, M.
2026. Zenodo. doi:10.5281/zenodo.18909685
Sitter, L.; Bunzel, M.
2026. Frontiers in Plant Science, 17. doi:10.3389/fpls.2026.1784230
Steurer, X.; Kalik, B.; Jakobs-Schönwandt, D.; Grünberger, A.; Patel, A. V.
2026. Bioresource Technology, 447, 134217. doi:10.1016/j.biortech.2026.134217
Resch, O.; Semmelmann, L.; Weinhardt, C.
2026. Energy Reports, 15, Article no: 109148. doi:10.1016/j.egyr.2026.109148
Hennerici, L.; Bröse, D.; Schamel, M.; Lang, S.; Ficht, P.; Kramer, D.; Mönig, R.; Danzer, M. A.; Moos, R.
2026. Journal of The Electrochemical Society, 173 (4), Art.-Nr.: 040517. doi:10.1149/1945-7111/ae4543
Hartmann, L.; Schreidl, M.; Pyschik, M.; Stöckl, M.; Holtmann, D.
2026. Chemical Engineering and Processing - Process Intensification, 222, 110750. doi:10.1016/j.cep.2026.110750
Ullrich, A.; Garbev, K.; Stemmermann, P.
2026. Cement and Concrete Research, 203, 108185. doi:10.1016/j.cemconres.2026.108185
Klein, H.; Jaquier, N.; Meixner, A.; Asfour, T.
2022. IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS 2022), 5210–5217, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IROS47612.2022.9982127
Yun, J.; Lee, J.; Carne, G. D.; Cui, S.
2026. IEEE Transactions on Power Electronics, 1–15. doi:10.1109/TPEL.2026.3670163
Landgraf, S.; Hillemann, M.; Kapler, T.; Ulrich, M.
2026. International Journal of Computer Vision, 134 (4), Article no: 142. doi:10.1007/s11263-026-02751-0
Fröhlich, Y.
2026, Februar 28. doi:10.5281/zenodo.13799086
Antscan GAGA Consortium; Katzke, J.; Hita Garcia, F.; Lösel, P. D.; Azuma, F.; Faragó, T.; Aibekova, L.; Casadei-Ferreira, A.; Gautam, S.; Richter, A.; Toulkeridou, E.; Bremer, S.; Hamann, E.; Hein, J.; Odar, J.; Sarkar, C.; Zuber, M.; Boomsma, J. J.; Feitosa, R. M.; Schrader, L.; Zhang, G.; Csősz, S.; Dong, M.; Evangelista, O.; Fischer, G.; Fisher, B. L.; Florez-Fernandez, J. A.; Aron, S.; Bernadou, A.; Bollazzi, M.; Boulay, R.; Cremer, S.; Feldhaar, H.; Foitzik, S.; Frank, E. T.; Gadau, J.; Giannetti, D.; de Greef, S.; Helanterä, H.; Ješovnik, A.; Larabee, F.; Markó, B.; Nash, D.; Orivel, J.; Pedersen, J. S.; Petitclerc, F.; Rehner, S.; Schiøtt, M.; Tartally, A.; Tsuji, K.; Villalta, I.; Wagner, H. C.; García, F.; Gómez, K.; Grasso, D. A.; de Greef, S.; Guénard, B.; Hawkes, P. G.; Johnson, R. A.; Keller, R. A.; Larsen, R. S.; Linksvayer, T. A.; Liu, C.; Matte, A.; Ogasawara, M.; Ran, H.; Rodriguez, J.; Schifani, E.; Schultz, T. R.; Shik, J. Z.; Sosa-Calvo, J.; Tong, C.; Tozetto, L.; Yoon, S.; Yoshimura, M.; Zhao, J.; Baumbach, T.; Economo, E. P.; van de Kamp, T.
2026. Nature Methods, 23 (3), 663–672. doi:10.1038/s41592-026-03005-0
Bi, L.; Wang, F.; Nestler, B.
2026. The Journal of Chemical Physics, 164 (9), Article no: 094701. doi:10.1063/5.0303819
Dillerup, I.; Lemburg, A.; Buschow, S.; Pinto, J. G.
2026. Earth System Dynamics, 17 (2), 265–289. doi:10.5194/esd-17-265-2026
Zeng, Y.; Brown, C.; Rounsevell, M.
2026. npj Complexity, 3, Article no: 13. doi:10.1038/s44260-026-00075-1
Bokov, A.; Shelyug, A.; Mereacre, L.; Knapp, M.; Ehrenberg, H.
2026. Chemistry of Materials, 38 (6), 2727–2742. doi:10.1021/acs.chemmater.5c02896
Hernandez, M. S.; Mikolaiczyk, Y.; Soldatov, S.; Link, G.; Silberer, L.; Dittmeyer, R.; Navarrete, A.
2026. Journal of the American Chemical Society, 148 (10), 10378–10387. doi:10.1021/jacs.5c14829
Grunwald, A.
2026. Journal of Responsible Innovation, 13 (1), Article no: 2605766. doi:10.1080/23299460.2025.2605766
Krack, T.; Zitterbart, M.
2025. IFIP Networking Conference 2025 Proceedings. Ed.: S. Sargento, 447–455, IFIP Open Digital Library
Scharnhorst, L.; Vrain, E.; Kleinebrahm, M.; Fichtner, W.
2025, September 24. 13th Oxford Energy Day – Energy and Data: Opportunities and Challenges for the Energy Transition (2025), Oxford, UK, 24. September 2025
Borlinghaus, P.; Coblenz, M.; Grothe, O.; Kächele, F.
2026. The American Statistician, 1–33. doi:10.1080/00031305.2026.2635650
Luu, T. D.; Shamooni, A.; Zhou, Y.; Kronenburg, A.; Stein, O. T.
2026. Fuel, 421, Article no: 138969. doi:10.1016/j.fuel.2026.138969
Kretzler, D.; Puri, R.; Bock-Seefeld, B.; Stelzner, B.; Zirwes, T.; Brachhold, N.; Aneziris, C. G.
2026, März 5. Jahrestreffen der DECHEMA Fachgruppe Hochtemperaturtechnik (2026), Renningen, Deutschland, 4.–5. März 2026
Hettler, S.; Furqan, M.; Sotelo, A.; Arenal, R.
2025. Ultramicroscopy, 268, Art.Nr: 114071. doi:10.1016/j.ultramic.2024.114071
Nuñez, J. M.; Lima, E., Jr.; Lohr, J. H.; Vásquez Mansilla, M.; Zysler, R. D.; Tolley, A.; Bartolomé, F.; Rubín, J.; Hettler, S.; Arenal, R.; Aguirre, M. H.; Winkler, E. L.
2025. ACS Applied Nano Materials, 8 (25), 13024–13036. doi:10.1021/acsanm.5c01929
Majumder, S.; Shinde, N.; Cavin, J.; Chen, C.; Dey, A. B.; Narayanachari, K. V. L. V.; Zhang, J.; Garcia-Wetten, D.; Dieguez, O.; Hettler, S.; Cohen, A.; Keane, D. T.; Arenal, R.; Rondinelli, J. M.; Ismach, A.; Bedzyk, M. J.
2025. ACS Applied Nano Materials, 8 (18), 9256–9267. doi:10.1021/acsanm.5c00681
Makarchuk, I.; Rotonnelli, B.; Royer, L.; Hettler, S.; Gallet, J.-J.; Bournel, F.; Guehl, J.; Brige, A.; Zitolo, A.; Kéranguéven, G.; Bonnefont, A.; Arenal, R.; Savinova, E.; Asset, T.; Pichon, B. P.
2025. Chemistry of Materials, 37 (3), 833–844. doi:10.1021/acs.chemmater.4c01784
Roy, A.; Hettler, S.; Arenal, R.
2025. Small, 21 (19). doi:10.1002/smll.202408109
Torres, T. E.; Valdés, D. P.; Hettler, S.; Nuñez, J. M.; Rodrigo, I.; Orue, I.; García, J. Á.; Plazaola, F.; Zysler, R. D.; Lima, E.; Aguirre, M. H.; Goya, G. F.; Arenal, R.
2025. Nanoscale, 17 (16), 10205–10218. doi:10.1039/d4nr04219k
Pandey, S.; Pin, T.; Hettler, S.; Arenal, R.; Bouillet, C.; Maroutian, T.; Robert, J.; Gobaut, B.; Kundys, B.; Dayen, J.-F.; Halley, D.
2025. Advanced Materials, 37 (17). doi:10.1002/adma.202417669
Hettler, S.; Arenal, R.
2024. Carbon Trends, 15, Art.Nr: 100348. doi:10.1016/j.cartre.2024.100348
Hettler, S.; Furqan, M.; Arenal, R.
2024. Small Methods, 8 (12). doi:10.1002/smtd.202400034
Hettler, S.; Roy, K. S.; Arenal, R.; Panchakarla, L. S.
2024. Advanced Materials Interfaces, 11 (31). doi:10.1002/admi.202400317
Quirós-Ovies, R.; Bastante, P.; Hettler, S.; Vega-Mayoral, V.; Aina, S.; Balos, V.; Pucher, T.; Castellanos-Gomez, A.; Arenal, R.; Cabanillas-Gonzalez, J.; Pérez, E. M.; Santamaría, J.; Sebastian, V.
2026. Small, 22 (25). doi:10.1002/smll.202406030
Khadiev, A.; Sreedhara, M. B.; Hettler, S.; Novikov, D.; Arenal, R.; Tenne, R.
2024. Accounts of Chemical Research, 57 (22), 3243–3253. doi:10.1021/acs.accounts.4c00412
Sreedhara, M. B.; Khadiev, A.; Zheng, K.; Hettler, S.; Serra, M.; Castelli, I. E.; Arenal, R.; Novikov, D.; Tenne, R.
2024. Chemistry of Materials, 36 (9), 4736–4749. doi:10.1021/acs.chemmater.4c00481
Pandey, S.; Hettler, S.; Arenal, R.; Bouillet, C.; Moghe, A. R.; Berciaud, S.; Robert, J.; Dayen, J.-F.; Halley, D.
2023. Physical Review B, 108 (14), Art.Nr: 144423. doi:10.1103/physrevb.108.144423
Royer, L.; Makarchuk, I.; Hettler, S.; Arenal, R.; Asset, T.; Rotonnelli, B.; Bonnefont, A.; Savinova, E.; Pichon, B. P.
2023. Sustainable Energy & Fuels, 7 (14), 3239–3243. doi:10.1039/d3se00130j
Cohen, A.; Mohapatra, P. K.; Hettler, S.; Patsha, A.; Narayanachari, K. V. L. V.; Shekhter, P.; Cavin, J.; Rondinelli, J. M.; Bedzyk, M.; Dieguez, O.; Arenal, R.; Ismach, A.
2023. ACS Nano, 17 (6), 5399–5411. doi:10.1021/acsnano.2c09754
Royer, L.; Bonnefont, A.; Asset, T.; Rotonnelli, B.; Velasco-Vélez, J.-J.; Holdcroft, S.; Hettler, S.; Arenal, R.; Pichon, B.; Savinova, E.
2023. ACS Catalysis, 13 (1), 280–286. doi:10.1021/acscatal.2c04512
Jimenéz-Calvo, P.; Naciri, Y.; Sobolewska, A.; Isaacs, M.; Zhang, Y.; Leforestier, A.; Degrouard, J.; Rouzière, S.; Goldmann, C.; Vantelon, D.; Hettler, S.; Zaluzec, N. J.; Arenal, R.; Launois, P.; Ghazzal, M. N.; Paineau, E.
2024. Small Methods, 8 (8). doi:10.1002/smtd.202301369
Hettler, S.; Arenal, R.
2022. Ultramicroscopy, 239, Art.Nr: 113564. doi:10.1016/j.ultramic.2022.113564
Roy, K. S.; Hettler, S.; Arenal, R.; Panchakarla, L. S.
2022. Materials Horizons, 9 (8), 2115–2127. doi:10.1039/d1mh01987b
Bar-Hen, A.; Hettler, S.; Ramasubramaniam, A.; Arenal, R.; Bar-Ziv, R.; Bar Sadan, M.
2022. Journal of Energy Chemistry, 74, 481–488. doi:10.1016/j.jechem.2022.07.020
Nuñez, J. M.; Hettler, S.; Lima Jr, E.; Goya, G. F.; Arenal, R.; Zysler, R. D.; Aguirre, M. H.; Winkler, E. L.
2022. Journal of Materials Chemistry C, 10 (41), 15339–15352. doi:10.1039/d2tc03144b
Sreedhara, M. B.; Miroshnikov, Y.; Zheng, K.; Houben, L.; Hettler, S.; Arenal, R.; Pinkas, I.; Sinha, S. S.; Castelli, I. E.; Tenne, R.
2022. Journal of the American Chemical Society, 144 (23), 10530–10542. doi:10.1021/jacs.2c03187
Kretzler, D.; Rishabh, P.; Stelzner, B.; Zirwes, T.; Hagen, F. P.; Stein, O. T.; Trimis, D.
2025, April 8. 12th European Combustion Meeting (ECM 2025), Edinburgh, Vereinigtes Königreich, 7.–10. April 2025
Hettler, S.; Arenal, R.
2021. Ultramicroscopy, 227, Art.Nr: 113319. doi:10.1016/j.ultramic.2021.113319
Hettler, S.; Sebastian, D.; Pelaez-Fernandez, M.; Benito, A. M.; Maser, W. K.; Arenal, R.
2021. 2D Materials, 8 (3), Art.Nr: 031001. doi:10.1088/2053-1583/abedc9
Sreedhara, M. B.; Hettler, S.; Kaplan-Ashiri, I.; Rechav, K.; Feldman, Y.; Enyashin, A.; Houben, L.; Arenal, R.; Tenne, R.
2021. Proceedings of the National Academy of Sciences, 118 (35), Art.Nr: e2109945118. doi:10.1073/pnas.2109945118
Bar-Hen, A.; Bar-Ziv, R.; Ohaion-Raz, T.; Mizrahi, A.; Hettler, S.; Arenal, R.; Bar Sadan, M.
2021. Chemical Engineering Journal, 420, Art.Nr: 129771. doi:10.1016/j.cej.2021.129771
Sartori, K.; Musat, A.; Choueikani, F.; Grenèche, J.-M.; Hettler, S.; Bencok, P.; Begin-Colin, S.; Steadman, P.; Arenal, R.; Pichon, B. P.
2021. ACS Applied Materials & Interfaces, 13 (14), 16784–16800. doi:10.1021/acsami.0c18310
Malac, M.; Hettler, S.; Hayashida, M.; Kano, E.; Egerton, R. F.; Beleggia, M.
2021. Microscopy, 70 (1), 75–115. doi:10.1093/jmicro/dfaa070
Hettler, S.; Sreedhara, M. B.; Serra, M.; Sinha, S. S.; Popovitz-Biro, R.; Pinkas, I.; Enyashin, A. N.; Tenne, R.; Arenal, R.
2020. ACS Nano, 14 (5), 5445–5458. doi:10.1021/acsnano.9b09284
Varga, B.; Gashi, I.; Liu, J.; Galambos, P.; Rudas, I.
2026. Springer. doi:10.5445/IR/1000191194
Schramm, L.
2026, März 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191192
Beck, M.
2026, März 10. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191190
Seitz, K.; Kutterer, H.
2026. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT)
Gabrielli, F.; Mascari, F.; Bersano, A.; Maccari, P.; Ederli, S.; Cazado, M. E.; Sanchez-Espinoza, V. H.; Di Giuli, M.; Bittan, J.; Bakouta, N.; Malicki, M.; Lind, T.; Makarenko, M.; Yesipenko, Y.; Zhabin, O.; Gumenyuk, D.; Kelm, S.; Reinecke, E.-A.; Vázquez-Rodríguez, C.; Koch, M. K.; Krieger, J.; Stahlberg, G.; Jankowski, T.; Garcia Martin, M.; Herranz, L.; Reinke, N.; Bentaib, A.; Carenini, L.; Rosa Blul, J.-C. de la; Papera, O.; Kaliatka, A.; Valincius, M.; Constantin, M.; Giannetti, F.; Sevon, T.; Groudev, P.
2025. CSARP-MCAP Meeting (2025), Bethesda, MD, USA, 2.–6. Juni 2025
Tantos, C.; Litovoli, F.; Schweizer, F.; Baldas, L.; Brandner, J. J.; Korvink, J. G.; Giegerich, T.; Rojas-Cárdenas, M.
2026. Rarefied Gas Dynamics : Proceedings of the 33rd International Symposium. Ed.: M. Grabe, 235–246, Springer Nature Switzerland. doi:10.1007/978-3-032-00094-1_23
Herranz, L.; Gabrielli, F.; Tivorc, L.; Mascari, F.; Groudev, P.; Pavel, G.; Paci, S.
2025. 11th Edition of the International Euratom research and training conferences on fission safety of the reactor systems (FISA) and radioactive waste management (EURADWASTE 2025), Warschau, Polen, 12.–16. Mai 2025
Cazado, M. E.
2026. International Webinars in Nuclear Energy (2026), Online, 20. Februar 2026
Renaud, K.; Berard, W.; Rineiski, A.
2025. European Nuclear Young Generation Forum. Proceedings. Ed.: P. Družijanić, 155–158, Croatian Nuclear Society
Griesmaier, R.; Senapati, S.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191178
Collignon, T.; Pfeiffer, M.; Poignet, G.; Rineiski, A.
2025. European Nuclear Young Generation Forum. Proceedings. Ed.: P. Družijanić, 145–149, Croatian Nuclear Society
Shi, Y.; Lubich, C.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191177
Dilanas, M. E. A.
2026, Mai 4. Logos Verlag Berlin
Rietz, P.
2026, März 6. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191174
Bieringer, S.; Kasieczka, G.; Steffen, M. F.; Trabs, M.
2026. Journal of Machine Learning Research, 27 (1), 1–50
Riousset, P.
2026. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB). doi:10.5445/IR/1000191167
Wefers, N.; Vlček, D.; Kinkorova, T.; Petrosyan, T.; Gabriel, S.
2026. 30th International QUENCH Workshop, 16-18 December 2025, Karlsruhe Institute of Technology, Karlsruhe, Germany. Ed.: M. Steinbrück, 906–921, Karlsruher Institut für Technologie (KIT)
Gabriel, S.; Heiler, W.; Wefers, N.
2026. 30th International QUENCH Workshop, 16-18 December 2025, Karlsruhe Institute of Technology, Karlsruhe, Germany. Ed.: M. Steinbrück, 604–615, Karlsruher Institut für Technologie (KIT)
Kuper, P. V.; Liu, R.; Breunig, M.
2025. ISPRS Annals of the Photogrammetry, Remote Sensing and Spatial Information Sciences, X-4/W6-2025, 121–128. doi:10.5194/isprs-annals-X-4-W6-2025-121-2025
Jahn, M. W.
2025. ISPRS Annals of the Photogrammetry, Remote Sensing and Spatial Information Sciences, X-4/W6-2025, 97–104. doi:10.5194/isprs-annals-X-4-W6-2025-97-2025
Schwall, F.; Becker, M.; Ashri, A.; Beyerer, J.
2026. Computational Intelligence – 17th International Joint Conference, IJCCI 2025, Marbella, Spain, October 22–24, 2025, Proceedings, Part III. Ed.: F. Marcelloni, 232–248, Springer Nature Switzerland. doi:10.1007/978-3-032-15638-9_14
Korth, M.; Wurster, M.; May, M. C.; Lanza, G.
2026. Procedia CIRP, 138, 174–179. doi:10.1016/j.procir.2026.01.031
Martin, A.; Schäfer, L.; Fründ, J.; Schwarz, S. E.; Lanza, G.; Albers, A.
2026. Procedia CIRP, 138, 274–279. doi:10.1016/j.procir.2026.01.048
Schwarz, S. E.; Spekker, M. W.; Vlajic, K.; Neb, A.; Fischer, M.; Martin, A.; Albers, A.
2026. Procedia CIRP, 138, 756–761. doi:10.1016/j.procir.2026.01.130
Otic, I.
2026. Thermal Science, 30 (1 Part B), 441–452. doi:10.2298/TSCI251125244O
Flößer, D.; DerPunkt; Knaus, A.; Eisenmann, M.; Bold, B. M.
2026. doi:10.5445/IR/1000191156
Brinker, D.; Hensle, N.; Büsching, C.; Breuninger, D.; Smolinka, T.; Weber, A.
2026, Mai 12. doi:10.35097/40ftt1bc5gdg2cz6
Derr, L.; Braun, S.; Palanisamy, K.; Kranz, C.; Schuster, R.
2026. Batteries & supercaps, 9 (3), Art.-NR.: e202500924. doi:10.1002/batt.202500924
Pechancová, V.; Hrbáčková, L.; Ersoy, H.; Baumann, M.; Pavelková, D.; Paul, D.; Ivanichenko, A.; Buchgeister, J.; Kumar, M.
2026. Sustainable Futures, 11, 101767. doi:10.1016/j.sftr.2026.101767
SuperCDMS Collaboration; Albakry, M. F.; Alkhatib, I.; Alonso-González, D.; Anczarski, J.; Aralis, T.; Aramaki, T.; Ataee Langroudy, I.; Bathurst, C.; Bhattacharyya, R.; Biffl, A. J.; Brink, P. L.; Buchanan, M.; Bunker, R.; Cabrera, B.; Calkins, R.; Cameron, R. A.; Cartaro, C.; Cerdeño, D. G.; Chang, Y.-Y.; Chaudhuri, M.; Chen, J.-H.; Chen, R.; Chott, N.; Cooley, J.; Coombes, H.; Cushman, P.; Cyna, R.; Das, S.; Dharani, S.; di Vacri, M. L.; Diamond, M. D.; Elwan, M.; Fallows, S.; Fascione, E.; Figueroa-Feliciano, E.; Franzen, S. L.; Gevorgian, A.; Ghaith, M.; Godden, G.; Golatkar, J.; Golwala, S. R.; Gualtieri, R.; Hall, J.; Harms, S. A. S.; Hays, C.; Hines, B. A.; Hong, Z.; Hsu, L.; Huber, M. E.; Iyer, V.; Kashyap, V. K. S.; Keller, S. T. D.; Kelsey, M. H.; Kennard, K. T.; Kromer, Z.; Kubik, A.; Kurinsky, N. A.; Lee, M.; Leyva, J.; Lichtenberg, B.; Liu, J.; Liu, Y.; Lopez Asamar, E.; Lukens, P.; López Noé, R.; MacFarlane, D. B.; Mahapatra, R.; Mammo, J. S.; Mast, N.; Mayer, A. J.; McNamara, P. C.; Meyer zu Theenhausen, H.; Michaud, É.; Michielin, E.; Mickelson, K.; Mirabolfathi, N.; Mirzakhani, M.; Mohanty, B.; Mondal, D.; Monteiro, D.; Nelson, J.; Neog, H.; Novati, V.; Orrell, J. L.; Osborne, M. D.; Oser, S. M.; Pandey, L.; Pandey, S.; Partridge, R.; Patel, P. K.; Pedreros, D. S.; Peng, W.; Perry, W. L.; Podviianiuk, R.; Potts, M.; Poudel, S. S.; Pradeep, A.; Pyle, M.; Rau, W.; Ren, R.; Reynolds, T.; Rios, M.; Roberts, A.; Robinson, A. E.; Rosado Del Rio, L.; Ryan, J. L.; Saab, T.; Sadek, D.; Sadoulet, B.; Sahoo, S. P.; Saikia, I.; Salehi, S.; Sander, J.; Sandoval, B.; Sattari, A.; Schmidt, B.; Schnee, R. W.; Serfass, B.; Sharbaugh, A. E.; Shenoy, R. S.; Simchony, A.; Sinervo, P.; Smith, Z. J.; Soni, R.; Stifter, K.; Street, J.; Stukel, M.; Sun, H.; Tanner, E.; Tenpas, N.; Toback, D.; Villano, A. N.; Viol, J.; von Krosigk, B.; Wang, Y.; Wen, O.; Williams, Z.; Wilson, M. J.; Winchell, J.; Yellin, S.; Young, B. A.; Zatschler, B.; Zatschler, S.; Zaytsev, A.; Zhang, E.; Zheng, L.; Zuniga, A.; Zurowski, M. J.
2026. Physical Review D, 113 (3), Art.-Nr.: 032001. doi:10.1103/5lnp-6mng
Duc, T. A.
2026, März 9. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191149
Kretschmann, M.
2026, März 5. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191148
Rütten, E.; Leister, N.; Karbstein, H.; Håkansson, A.
2023, September 18. 14th European Congress of Chemical Engineering (ECCE 2023), Berlin, Deutschland, 17.–21. September 2023
Pétursdóttir, E. K.
2026, März 6. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191145
Costa, A.; Berber Sardinha, T.
2026. John Benjamins Publishing. doi:10.5445/IR/1000191144
Moutahir, H.; Sulzer, M.; Kiese, R.; Christen, A.; Weiler, M.; Dedden, L.; Brzozon, J.; Labenski, P.; Khanal, P.; Šigut, L.; Grote, R.
2026. Biogeosciences, 23 (4), 1719–1738. doi:10.5194/bg-23-1719-2026
Goutier, M.; Spitzer, P.; Zipperling, D.
2026. Proceedings of the 59th Annual Hawaii International Conference on System Sciences (HICSS), Maui, HI, 6th-9th January 2026, 5380–5389, HICSS
Ribeiro, D.; Rottier, B.; Godet, A.; Beaudoin, G.; Patten, C. G. C.; Guilmette, C.; Rehm, A. G.; Malta, I. S.; Kolb, J.; Tinkham, D. K.; Pitcairn, I.
2026. Geology, 54 (2), 99–104. doi:10.1130/G53574.1
Meier, B.
2026. Progress in Nuclear Magnetic Resonance Spectroscopy, Art.Nr: 101598. doi:10.1016/j.pnmrs.2026.101598
Weintz, D.; Werres, M.; Horstmann, B.; Amine, R.; Su, C.; Su, C.-C.; Li, X.; Xu, Y.; Ahmed, R. A.; Xu, W.; Wang, C.; von Holtum, B.; Wiemers-Meyer, S.; Chen, D.; Lai, J.; Shi, F.; Berg, S.; Figgemeier, E.; Plaza-Rivera, C. O.; Wang, D.; Shao-Horn, Y.; Unni, A.; Krewer, U.; Scoggins, S.; Balbuena, P. B.; Seminario, J. M.; Sarycheva, A.; Lyu, Z.; Bresser, D.; Hausen, F.; Eichel, R. A.; Amine, K.; Latz, A.; Kostecki, R.; Winter, M.; Cekic-Laskovic, I.
2026. Nature Nanotechnology, 21 (3), 336–351. doi:10.1038/s41565-025-02110-z
Peter, S.; Wember, C.; Sterly, S.; Stein, V.; Pentzold, C.
2026. European Urban and Regional Studies, 1. doi:10.1177/09697764261419451
Gao, Z.; Xu, H.; Tian, J.; Xue, Z.; Miao, Y.; Li, Q.; Zhao-Karger, Z.; Zhao, X.
2026. Advanced Functional Materials, 1. doi:10.1002/adfm.202527919
Younesi, A.; Ansari, M.; Ejlali, A.; Fazli, M. A.; Shafique, M.; Henkel, J.
2026. IEEE Internet of Things Journal, 1. doi:10.1109/JIOT.2026.3666558
Lu, Y.; Aslam, M. N.; Urbano, J. L. G.; Zhang, S.; Zarrabeitia, M.; Werner, T.; Axmann, P.; Leibing, C.; Balducci, A.
2026. Small, 22 (23), 1. doi:10.1002/smll.202600061
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Matthewman, M.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Laer, T. Van; Mechelen, P. Van; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Muller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.
2026. Physical Review D, 113 (1), Art.Nr: 012009. doi:10.1103/7ldn-snzn
Grasel, D.; Wittmann, F. K.; Giehl, E. L. H.; Jarenkow, J. A.
2026. Aquatic Conservation: Marine and Freshwater Ecosystems, 36 (2), 1. doi:10.1002/aqc.70330
Wolter, C.; Panitzek, D.; Písařík, M.; Lorenz, D.; Eichhorn, M.; Kieleck, C.
2026. Optics Continuum, 5 (2), 587–594. doi:10.1364/OPTCON.583161
Zhang, S.; Liu, F.; Ning, C.; Yu, G.; Xie, C.; Xing, H.; Wang, J.; Zhu, S.; Xiong, R.
2026. Nano Letters, 26 (6), 2034–2041. doi:10.1021/acs.nanolett.5c05031
Shang, H.; Wu, S.; Sun, Y.; Plank, M.; Xie, W.; Chen, X.; Wu, J.; Théato, P.; Le, X.; Chen, T.
2026. Nano Letters, 26 (6), 2229–2238. doi:10.1021/acs.nanolett.5c06050
Ferreira, J. P. B.; Batista, A. L. de O.; Piotrowski, M. J.; Rêgo, C. R. C.; Guedes-Sobrinho, D.; Campos, M. D. A.; Campos, M. de A.; Cabral, L. A.; Ribeiro Jr, L. A.; Dias, A. C.
2026. Journal of physics. Condensed matter : an Institute of Physics journal, 38 (7), Art.Nr: 075501. doi:10.1088/1361-648X/ae443a
Braga, A.; Armengol-Profitós, M.; Pascua-Solé, L.; Soler, L.; Serrano, I.; Villar-Garcia, I. J.; Pérez-Dieste, V.; Tusini, E.; De Giacinto, A.; Zimina, A. V.; Grunwaldt, J.-D.; Llorca, J.; Divins, N. J.
2026. ACS Catalysis, 16 (4), 3159–3174. doi:10.1021/acscatal.5c06508
Arneth, J.; Pachl, C.; Greif, G.; Beier, B. G.; Roesky, P. W.; Fink, K.; Klingeler, R.
2026. Inorganic Chemistry, 65 (7), 3929–3939. doi:10.1021/acs.inorgchem.5c05241
Ottenburger, S. S.
2026. Mathematische Annalen, 394 (3), 56. doi:10.1007/s00208-026-03402-y
Cillari, R.; Sciortino, A.; Popescu, R.; Rubino, R.; Eggeler, Y. M.; Cannas, M.; Messina, F.; Cavallaro, G.; Mauro, N.
2026. Surfaces and Interfaces, 86, Art.Nr: 108792. doi:10.1016/j.surfin.2026.108792
Endress, M. G. A.; Blagodatsky, S. A.
2026. Soil Biology and Biochemistry, 216, 110124. doi:10.1016/j.soilbio.2026.110124
Hoffrogge, P. W.; Becker, N.; Schneider, D.; Nestler, B.; Voigt, A.; Salvalaglio, M.
2026. Scripta Materialia, 277, Art.Nr: 117220. doi:10.1016/j.scriptamat.2026.117220
Kashyap, A.; Ehrich, H. J.; Ripoll, M. R.; Eder, S. J.; Greiner, C.; Schneider, J.
2026. Applied Surface Science, 730, 166382. doi:10.1016/j.apsusc.2026.166382
Masuda, L.; Matsumoto, R.; Takano, Y.; Martinelli, A.; Walter, K.; Jung, A.; Hänisch, J.; Iida, K.
2025. Superconductor Science and Technology, 38 (11), 115005. doi:10.1088/1361-6668/ae15c3
Di Matteo, G.; Lamm, T.
2026. manuscripta mathematica, 177 (2), 18. doi:10.1007/s00229-026-01693-8
Soeder, J.; Volk, C.; Ulmer, L.; Wagenblast, F.; Seibt, R.; Mendoza, E.; Bott, N.; Rieger, M. A.; Steinhilber, B.
2026. Scientific reports, 16, Art.-Nr.: 7477. doi:10.1038/s41598-026-38327-8
Davies, J.; Grau, D.; Schönwald, K.; Steinhauser, M.; Stremmer, D.
2025. arxiv. doi:10.48550/arXiv.2512.00156
Jin, X. Z.; Schuch, W.; Stieglitz, R.
2026. Decommissioning and Waste Management Considerations for Fusion Facilities, 83–106, International Atomic Energy Agency (IAEA)
Davies, J.; Grau, D.; Schönwald, K.; Steinhauser, M.; Stremmer, D.
2026. Journal of High Energy Physics, 2026 (2), Art.-Nr.: 191. doi:10.1007/JHEP02(2026)191
Herranz, L. E.; Bentaib, A.; Gabrielli, F.; Gupta, S.; Kljenak, I.; Paci, S.; Piluso, P.; Rocchi, F.
2025. Topical Issues in Nuclear Installation Safety. Strengthening the Safety of Evolutionary and Innovative Reactor Designs. Proceedings of an International Conference, 713–724, International Atomic Energy Agency (IAEA)
Das, A.; Szaniawski, R.; Dudzisz, K.
2026. Geophysical Journal International, 245 (1). doi:10.1093/gji/ggag032
Ortiz, J.; Sanchez, H.; Luxat, D.; Gabrielli, F.
2022. International Atomic Energy Agency (IAEA)
Okraschevski, M.; Bürkle, N.; Wicker, M.; Koch, R.; Bauer, H.-J.
2026. Journal of Fluid Mechanics, 1029, Art.-Nr.: A34. doi:10.1017/jfm.2026.11179
Stangier, V. C.; Sheehy, D. E.; Schmalian, J.
2026. Physical Review B, 113 (8), Art.-Nr.: 085119. doi:10.1103/x7lc-ztqn
Wagner, L. J.; Suzin, A. M.; Ismail, B. P.; Bunzel, M.
2026. European Food Research and Technology, 252 (3), 116. doi:10.1007/s00217-026-05047-2
Herranz, L. E.; Gabrielli, F.; Tiborcz, L.; Bersano, A.; Groudev, P.; Pavel, G.; Paci, S.
2024. Best Estimate Plus Uncertainty International Conference (BEPU 2024)
Herranz, L. E.; Gabrielli, F.; Piluso, P.; Journeau, C.; Gupta, S.; Paci, S.; Kljenak, I.
2024. Proceedings of the 33rd International Conference Nuclear Energy for New Europe. Ed.: L. Snoj, 416.1–416.8, Nuclear Society of Slovenia
Jamali, R.; Lazarova-Molnar, S.
2026. Journal of Simulation, 1–50. doi:10.1080/17477778.2026.2625187
Gabrielli, F.; Sanchez-Espinoza, V. H.; Murat, O.; Cazado, M. E.; Jiménez Balbuena, Z. I.
2024. Resúmenes de Mecánica Computacional, 1 (17), 185. doi:10.70567/rmc.v1i17.214
Borodavka, J. I.; Krumscheid, S.
2026. Journal of Statistical Physics, 193 (3), 35. doi:10.1007/s10955-026-03592-4
Heckmann, T. S.
2026, März 4. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191098
Azari, M.; Fuchs, S.
2026. Verlag Siedlungswasserwirtschaft Karlsruhe
Ponomarenko, S.; Moseev, D.; Stange, T.; Straus, D.; Jelonnek, J.; Krier, L.; Laqua, H. P.; Marsen, S.; Misko, M.; Nielsen, S. K.; Ragona, R.; Rasmussen, J.; Salewski, M.; Wolf, R. C.; Zimmermann, J.
2025. 2025 IEEE Pulsed Power & Plasma Science (PPPS), 1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248660
Ponomarenko, S.; Laqua, H. P.; Avramidis, K. A.; Feuerstein, L.; Gantenbein, G.; Gontard, J.; Hollmann, F.; Illy, S.; Ioannidis, Z. C.; Jelonnek, J.; Krier, L.; Leggieri, A.; Legrand, F.; Lietaer, G.; Lievin, C.; Marsen, S.; Moseev, D.; Noke, F.; Stange, T.; Thumm, M.; Wolf, R. C.
2025. 2025 50th International Conference on Infrared, Millimeter, and Terahertz Waves (IRMMW-THz), 1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IRMMW-THz61557.2025.11319588
Stančulović, S.; Bertazzoni, R.; Feuerstein, L.; Illy, S.; Rzesnicki, T.; Jelonnek, J.
2025. 2025 50th International Conference on Infrared, Millimeter, and Terahertz Waves (IRMMW-THz), Helsinki, Finland, 1–2, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IRMMW-THz61557.2025.11319654
Pehlivan, J.; Brosi, M.; Nasse, M.; Malygin, A.; Leichtle, D.; Bründermann, E.; Müller, A.-S.
2026. Eurados Annual Meeting (2026), Helsinki, Finnland, 16.–19. Februar 2026
Rineiski, A.
2025. IAEA Technical Meeting on Proliferation Resistance Features of Fast Reactors and Associated Fuel Cycles (2025), Wien, Österreich, 18.–21. August 2025
Pinto, J. G.; Hundhausen, M.; Weber, A.; Kohlhepp, R.; Mihalyfi-Dean, C.; Schipper, J. W.; Feldmann, H.
2026. International Journal of Climatology, 46 (6), e70304. doi:10.1002/joc.70304
Filio, B. A.; Otchere, A.; Srinivasan, S.; Thota, S.; Drake, L.; Ramos, L.; Maurus, P.; Wagner, M. J.
2026. BioRxiv. doi:10.64898/2026.02.02.703324
Maurus, P.; Mahdi, G.; Cluff, T.
2024. iScience, 27 (11), 111174. doi:10.1016/j.isci.2024.111174
Maurus, P.; Armstrong, D. P.; Scott, S. H.; Cluff, T.
2024. arxiv. doi:10.48550/arXiv.2410.16101
Klein, T.; Worth, A.; Niessner, C.; Merk, S.; Hanssen-Doose, A.
2026. Scientific Reports, 16 (1), Art.-Nr.: 6714. doi:10.1038/s41598-026-40270-7
Sudds, K. J.; Maurus, P.; Nigg, S. R.; Wyon, M. A.; Kolokythas, N.
2023. Journal of dance medicine & science, 27 (3), 139–152. doi:10.1177/1089313X231178096
Maurus, P.; Jackson, K.; Cashaback, J. G. A.; Cluff, T.
2023. iScience, 26 (6), Article no: 106756. doi:10.1016/j.isci.2023.106756
Li, C.; Walter, M.; Nguyen, T.; Aktaa, J.
2026. Journal of Nuclear Materials, 626, 156565. doi:10.1016/j.jnucmat.2026.156565
Lehmann, B.; Richards, B. S.; Huang, G.
2026. Advanced Optical Materials, 14 (10), Art.-Nr.: e02756. doi:10.1002/adom.202502756
Maurus, P.; Kurtzer, I.; Antonawich, R.; Cluff, T.
2021. Journal of neurophysiology, 126 (3), 743–762. doi:10.1152/jn.00152.2021
Rajic, S.; Legg, H. S.; Maurus, P.; Nigg, S. R.; Cleather, D. J.
2020. Journal of human kinetics, 75, Art.: 29. doi:10.2478/hukin-2020-0035
Priester, F.; Marsteller, A.; Sturm, M.; Tuchscherer, N.
2026. Fusion Science and Technology, 1–9. doi:10.1080/15361055.2026.2619232
Qi, B.
2026, März 10. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191078
Hofmann, A.; Reuter, I.; Müller, F.; Smith, A.
2026. Analytica Chimica Acta, 1395, 345217. doi:10.1016/j.aca.2026.345217
Jelonnek, J.; Avramidis, K. A.; Bertazzoni, R.; Braunmueller, F.; Bruschi, A.; Chelis, I.; Deliprimis, E.; Ell, B.; Feuerstein, L.; Genoud, G.; Hogge, J.-P.; Illy, S.; Ioannidis, Z. C.; Krier, L.; Laqua, H. P.; Misko, M.; Mondal, D.; Ponomarenko, S.; Rzesnicki, T.; Savoldi, L.; Schmidt, A.; Stanculovic, S.; Thumm, M.; Tigelis, I.; Wu, C.
2025. 50th International Conference on Infrared, Millimeter, and Terahertz Waves (IRMMW-THz 2025), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IRMMW-THz61557.2025.11319831
Hagemann, J. L.; Kille, S.; Varga, B.
2026, März 6. doi:10.35097/ew1m0akw45k3yazy
Nick, P.
2026. Protoplasma, 263 (2), 337–338. doi:10.1007/s00709-026-02174-1
Pfeifer, W.; Ulbrich, M.; Dietl, W.
2026. doi:10.5445/IR/1000191071
Tafili, M.; Gehring, S.; Knittel, L.; Wichtmann, T.; Stutz, H. H.
2026. Acta Geotechnica, 21 (4), 1923–1949. doi:10.1007/s11440-025-02913-3
Sievers, J.; Bischof, S.; Blank, T.; Simon, F.
2026. Scientific Data, 13 (1), 310. doi:10.1038/s41597-026-06955-4
Pham, V. C.; Ho, J.; Bauer, J.; Börsig, N.; Dörr, F.; Hoan, T. V.; Eiche, E.; Tiehm, A.; Norra, S.
2026. Environmental Challenges, 22, Article no: 101443. doi:10.1016/j.envc.2026.101443
Abo Khashaba, S. M.; El-Shibiny, N. H.; Hassan, S. M.; Drüppel, K.; Azer, M. K.
2026. Scientific Reports, 16 (1), 7832. doi:10.1038/s41598-026-40638-9
Lefringhausen, T. J.; Knecht, S.; Parspour, N.; Albers, A.
2026. Discover Applied Sciences, 8 (3), 297. doi:10.1007/s42452-026-08385-8
Panda, R.; Flecken, F.; Papke, C.; Anson, C. E.; Grell, T.; Hanf, S.
2026. ACS Omega, 11 (9), 15462–15475. doi:10.1021/acsomega.5c13312
Trupej, A.; Bergant, V.; Novljan, J.; Dodel, M.; Klobučar, T.; Adamek, M.; Lee, F. C. Y.; Yap, K.; Makeyev, E.; Kokot, B.; Čehovin Zajc, L.; Pichlmair, A.; Urbančič, I.; Mardakheh, F. K.; Modic, M.
2026. Nucleic Acids Research, 54 (4), Article no: gkag086. doi:10.1093/nar/gkag086
Schöck, N.; Mann, M.; Pirker, A.; Voigt, A.; Länge, K.
2026. Coatings, 16 (3), 283. doi:10.3390/coatings16030283
Rönspies, M.; Capdeville, N.; Puchta, H.
2026. BIOspektrum, 32, 46–48. doi:10.1007/s12268-026-2654-6
Dreisbach, M.; Kiyani, E.; Kriegseis, J.; Karniadakis, G. E.; Stroh, A.
2026, März 16. doi:10.35097/n8zc8hdj9myu0dj0
Trifonova-Ehrler, E.
2026, März 6. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191058
Hennecke, M.
2025, November 26. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191057
Khodadadi, A.; Lazarova-Molnar, S.
2025. 2025 IEEE International Conference on Systems, Man, and Cybernetics (SMC); Wien, Österreich, 05.-08.10.2025, 3611–3618, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SMC58881.2025.11343563
Shivanand, S.
2022. Universitätsbibliothek Braunschweig. doi:10.24355/dbbs.084-202212161045-0
Data Study Group Team
2024. The Alan Turing Institute. doi:10.5281/zenodo.13847810
Fahrendorf, F.; Shivanand, S.; Rosic, B. V.; Sarfaraz, M. S.; Wu, T.; De Lorenzis, L.; Matthies, H. G.
2022. Non-standard Discretisation Methods in Solid Mechanics. Ed.: J. Schröder, 449–504, Springer International Publishing. doi:10.1007/978-3-030-92672-4_16
Rosić, B.; Kumar Shivanand, S.; Vinh Hoang, T.; G. Matthies, H.
2018. Special Issue: 89th Annual Meeting of the International Association of Applied Mathematics and Mechanics (GAMM); München, 19.-23.03.2018, 18, Wiley-VCH Verlag. doi:10.1002/pamm.201800404
Shivanand, S. K.
2025. International Journal for Uncertainty Quantification, 15 (2), 43–64. doi:10.1615/Int.J.UncertaintyQuantification.2024051528
Shivanand, S. K.; Rosić, B.; Matthies, H. G.
2024. Journal of Computational Physics, 505, Art.Nr: 112883. doi:10.1016/j.jcp.2024.112883
Kazemi, S.; Gentes, S.
2025. DigiDECOM’s NuclearNEXT (2025), Halden, Norwegen, 17.–21. November 2025
Wallentin, G.; Ickes, L.; Achtert, P.; Tesche, M.; Hoose, C.
2026. Atmospheric Chemistry and Physics, 26 (4), 3069–3089. doi:10.5194/acp-26-3069-2026
Weinrich, U.; Linnig, M.; Kufky, J.; Grafl, K.; Pekyürek, A.; Kagerbauer, M.; Klinkhardt, C.; Kandler, K.; Banholzer, M.; Frischmann, M.; Hölbing, E.; Kaes, C.; Scheu, J.; Vogt, M.; Windmeier, D.; Wirkert, S.
2026. Universität Stuttgart. doi:10.18419/opus-17927
Bogenstahl, C.; Will, S.; Wolf, S.
2026. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB). doi:10.5445/IR/1000191045
Hille, M.
2026. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB). doi:10.5445/IR/1000191044
Kind, S.
2025. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB). doi:10.5445/IR/1000191042
Bogenstahl, C.
2025. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB). doi:10.5445/IR/1000191041
Keshtgar, B.; Hoose, C.; Voigt, A.
2026. Monthly Weather Review, 154 (3), 369–389. doi:10.1175/MWR-D-25-0077.1
Hungerland, T.
2025. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB). doi:10.5445/IR/1000191040
Heyn, A.
2026, März 2. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191039
Derr, L. G.
2026, März 2. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191038
Pachl, C. F.; Braun, J.; Anson, C.; Fink, K.
2026, März 3. doi:10.35097/mudjr5vgtzrwzuj9
Čufar, A.; Bachmann, C.; Boscary, J.; Gliss, C.; Kannamüller, M.; Leichtle, D.; Lengar, I.; Lesjak, P.; Marzullo, D.; Pereslavtsev, P.; Renard, S.; Vinoni, P.
2024. Proceedings of the 33rd International Conference Nuclear Energy for New Europe. Ed.: L. Snoj, 1011.1–1011.9, Nuclear Society of Slovenia
Dittmer, J.; Bhutani, A.; Bremauer, C.; Beuthan, F.; Seidel, J.; Wagner, S.; Tessmann, A.; Zwick, T.; Koos, C.; Randel, S.
2026. IEEE Access, 14, 31663–31670. doi:10.1109/ACCESS.2026.3668414
Čufar, A.; Bachmann, C.; Franke, T.; Leichtle, D.; Pereslavtsev, P.; Renard, S.; Spaeh, P.
2025. Proceedings of the 34th International Conference Nuclear Energy for New Europe. Ed.: . Uršič, 210.1–210.9, Nuclear Society of Slovenia
Hoshyaripour, G. A.; Baer, A.; Bierbauer, S.; Bruckert, J.; Brunner, D.; Förstner, J.; Hamzehloo, A.; Hanft, V.; Keller, C.; Klose, M.; Kumar, P.; Ludwig, P.; Metzner, E.; Muth, L.; Pauling, A.; Porz, N.; Ramezani Ziarani, M.; Reddmann, T.; Reißig, L.; Ruhnke, R.; Satitkovitchai, K.; Seifert, A.; Sinnhuber, M.; Steiner, M.; Versick, S.; Vogel, H.; Weimer, M.; Werchner, S.; Hoose, C.
2026. Geoscientific Model Development, 19 (4), 1645–1681. doi:10.5194/gmd-19-1645-2026
Hoffmeister, S.; Hassler, S. K.; Maier, R.; Lang, F.; Nyoka, B. I.; Zehe, E.
2026. Biogeosciences, 23 (4), 1545–1567. doi:10.5194/bg-23-1545-2026
Popp, M.; de Klerk, P.; Reed, B. C.
2026. Journal of Nuclear Engineering, 7 (1), 19. doi:10.3390/jne7010019
Kolthoff, K.; Kretzer, F.; Maedche, A.; Ponzetto, S. P.; Bartelt, C.
2026. 40th IEEE/ACM International Conference on Automated Software Engineering (ASE), Seoul, Korea, Republic of, 16-20 November 2025, 4053–4056, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ASE63991.2025.00373
Sanchez-Espinoza, V. H.; Imke, U.; Zhang, K.; Duran-Gonzalez, J.; Campos-Muñoz, A.; Huaccho-Zavala, G.
2024. International Congress on Advances in Nuclear Power Plants (ICAPP 2024, 516–526, American Nuclear Society (ANS). doi:10.13182/T130-43771
Chen, X.-N.; Tobita, Y.; Rineiski, A.; Zannetti, M.; Scheveneels, G.
2024. GLOBAL (2024), Tokio, Japan, 6.–10. Oktober 2024
Chen, X.-N.; Rineiski, A.; Perez-Martin, S.; Flad, M.; Bubelis, E.
2025. Fast Reactors and Related Fuel Cycles: Sustainable Clean Energy for the Future (FR22), 395, International Atomic Energy Agency (IAEA)
Horst, F.; Schüller, A.; Kapsch, R.-P.; Hackel, T.; Pehlivan, J.; Schott, C. S.; Beyreuther, E.; Pawelke, J.
2026. Physics in Medicine & Biology, 71 (4), 045020. doi:10.1088/1361-6560/ae47b6
Scharnhorst, L.; Vrain, E.; Kleinebrahm, M.; Fichtner, W.
2025. Behave 2025 Conference Proceedings : Equality in Energy Transitions, 356–361
Schroller, D. P.
2026, März 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191023
Panther, L. M.
2026, März 5. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000191022
Biswas, A.; Naumov, I. I.; Sahu, R.; Ragib Shahriar, T. A. M.; Hrubý, J.; Kazibwe, S.; Yang, S.; Narayanan, S. K.; Murukeshan, J.; Töllner, M.; Chattopadhyay, S.; Terlier, T.; Chu, C.-W.; Lang, L.; Zou, Y.; Filonenko, V. P.; Filleter, T.; Deng, L.; Zhu, H.; Hill, S.; Kübel, C.; Khabashesku, V. N.; Dev, P.; Ajayan, P. M.
2026, März 3. doi:10.35097/w590s1azuuryewev
Seehofer, P.; Bless, R.; Zitterbart, M.
2026. IEEE/IFIP Network Operations and Management Symposium 2026; Rom, Italien, 18.-22.05.2026, Institute of Electrical and Electronics Engineers (IEEE)
Chen, K. J.; Elkaseer, A.; Hagenmeyer, V.
2026, Januar 26. 2 Advanced Inkjet Technology (2026), Freiburg, Schweiz, 26.–28. Januar 2026
Heydenreich, M.; Hofstad, R. van der; Last, G.; Matzke, K.
2026. Annales de l’Institut Henri Poincaré, Probabilités et Statistiques, 62 (1), 1–67. doi:10.1214/24-AIHP1490
Al-Zeidaneen, F. K.; Schneider, Y. F.; Westerbeck, D.; Schlittenhardt, S.; Suryadevara, N.; Pfleger, R. F.; Ruppert, T.; Fuhr, O.; Abbas, G.; Malik, S.; Ruben, M.; Anson, C. E.; Braun, J.; Schnack, J.; Powell, A. K.
2026, März 2. doi:10.35097/egwq8h8abud6nu9c
Raquet, C.
2026, Februar 3. doi:10.5281/zenodo.18467218
Raquet, C.
2026, Februar 26. doi:10.5281/zenodo.18784061
Frölich, N. M.; Jauer, L.; Rhodius, R.
2024. Workshop mit Student*innen der Leuphana Universität Lüneburg (2024), Lüneburg, Deutschland, 28. Oktober 2024
Zürn, M.; Antusch, S.; Nötzel, D.; Schrage, A.; Walter, H.; Hanemann, T.
2026. Materials, 19 (5), Art.-Nr.: 854. doi:10.3390/ma19050854
Manthey, S. I.; Feldmann, N.
2025. ECIE 2025 : The Proceedings of the 20th European Conference on Innovation and Entrepreneurship, Krakau, 25th - 26th Sep 2025. Ed.: I. Lupa-Wójcik, D. Murzyn, 882–890, Academic Conferences and Publishing International Ltd. doi:10.34190/ecie.20.1.3856
Beyer, D.; Tolj, V.; Schroth, M. B.; Stork, W.
2025. 2025 9th International Conference on Robotics and Automation Sciences (ICRAS), Osaka, 27th-29th June 2025, 225–235, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICRAS65818.2025.11108852
Schempp, C.; Zhang, Y.; Friedrich, C.; Hein, B.
2025. 2025 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Hangzhou, 19th-25th October 2025, 1341–1348, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IROS60139.2025.11246437
Starke, J.; Hundhausen, F.; Weiner, P.; Rader, S.; Hyseni, E.; Asfour, T.
2025. 2025 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Hangzhou, 19th-25th November 2025, 8479–8486, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IROS60139.2025.11245848
Abouelazm, A.; Ratz, J.; Schoerner, P.; Zöllner, J. M.
2025. 2025 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Hangzhou, 19th-25th October 2026, 12034–12041, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IROS60139.2025.11246550
Helian, B.; Liu, X.; Liu, Z.; Geimer, M.
2025. 2025 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS); Hangzhou, 19th-25th October 2025, 4881–4888, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IROS60139.2025.11247184
Flögel, D.; Villafañe, M. G.; Ransiek, J.; Hohmann, S.
2025. 2025 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Hangzhou, 19th-25th October 2025, 15014–15021, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IROS60139.2025.11247153
Tang, Y.; Huang, X.; Zhang, Y.; Chen, T.; Mamaev, I.; Hein, B.
2025. 2025 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Hangzhou, 19th-25th October 2025, 7504–7511, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IROS60139.2025.11247583
Keller, P.; Strecker, L.; Durchdewald, F.; Graaf, F.; Schnell, T.; Dillmann, R.
2025. 2025 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Hangzhou, 19th-25th October 2025, 15135–15142, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IROS60139.2025.11246465
Li, J.; Peng, K.; Sun, Y.
2025. 2025 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Hangzhou, 19th-25th October 2025, 4123–4129, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IROS60139.2025.11246382
Schröder, A.; Cleven, M.; Doppelbauer, M.
2025. Elektromechanische Antriebssysteme 2025, Electromechanical Drive Systems 2025: Tagungsband der 10. Fachtagung; 8. und 9. Oktober 2025 in München, 27–32, VDE Verlag
Greenidge, N. J.; Marzi, C.; Calmé, B.; Martin, J. W.; Scaglioni, B.; Mathis-Ullrich, F.; Valdastri, P.
2025. 2025 IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS), Hangzhou, 19th-25th October 2025, 32–37, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IROS60139.2025.11247414
Afentaki, F.; Rakesh Nakkilla, S. S.; Balaskas, K.; Lozano Duarte, P. C.; Jiang, S.; Zervakis, G.; Firouzi, F.; Chakrabarty, K.; Tahoori, M. B.
2025. 2025 IEEE/ACM International Symposium on Low Power Electronics and Design (ISLPED), Reykjavik, 6th-8th August 2026, 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISLPED65674.2025.11261704
Song, J.; Harmening, C.
2025. The International Archives of the Photogrammetry, Remote Sensing and Spatial Information Sciences, XLVIII-1/W6-2025, 219–225. doi:10.5194/isprs-archives-XLVIII-1-W6-2025-219-2025
Langemeyer, I.
2026. Gaston Bachelard: Pädagogische Lektüren. Hrsg.: M. Ebner von Eschenbach ; I. Langemeyer, 29–54, Springer Fachmedien Wiesbaden. doi:10.1007/978-3-658-49820-7_2
Ebner von Eschenbach, M.; Langemeyer, I.; Schäffter, O. (Hrsg.)
2026. Springer Fachmedien Wiesbaden. doi:10.1007/978-3-658-49820-7
Langemeyer, I.; Ebner von Eschenbach, M.
2026. Gaston Bachelard: Pädagogische Lektüren. Hrsg.: M. Ebner von Eschenbach ; I. Langemeyer, 1–28, Springer Fachmedien Wiesbaden. doi:10.1007/978-3-658-49820-7_1
Langemeyer, I.
2026, Februar 23
Zapata Gonzalez, N.
2026, Februar 26. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190989
Haas, T.; Neumann, T.; Jobbitt, N.; Yang, X.; Schubert, H.; Hunger, D.; Seitz, M.
2026. Inorganic Chemistry, 65 (9), 5109–5118. doi:10.1021/acs.inorgchem.5c05828
Dobler, D.; Ebner, B.
2023. arxiv. doi:10.48550/arXiv.2302.01639
Ebner, B.; García-Portugués, E.; Verdebout, T.
2025. arxiv. doi:10.48550/arXiv.2501.10898
Ebner, B.; Hlubinka, D.
2025. arxiv. doi:10.48550/arXiv.2512.24128
Axmann, P.; Ebner, B.; García-Portugués, E.
2026. arxiv. doi:10.48550/arXiv.2602.20896
Gärtner, M. A.; Steinmann, R.; Gaßner, L.; Ritter, J. R. R.
2026. Geophysical Journal International, 245 (1), Art.-Nr.: ggag028. doi:10.1093/gji/ggag028
Wysocki, O.; Schwab, B.; Biswanath, M. K.; Greza, M.; Zhang, Q.; Zhu, J.; Froech, T.; Heeramaglore, M.; Hijazi, I.; Kanna, K.; Pechinger, M.; Chen, Z.; Sun, Y.; Segura, A. R.; Xu, Z.; AbdelGafar, O.; Mehranfar, M.; Yeshwanth, C.; Liu, Y.-C.; Yazdi, H.; Wang, J.; Auer, S.; Anders, K.; Bogenberger, K.; Borrmann, A.; Dai, A.; Hoegner, L.; Holst, C.; Kolbe, T. H.; Ludwig, F.; Nießner, M.; Petzold, F.; Zhu, X. X.; Jutzi, B.
2026. ISPRS Journal of Photogrammetry and Remote Sensing, 232, 810–830. doi:10.1016/j.isprsjprs.2025.12.013
Brezovsky, M.; Günthner, A.; Jutzi, B.; Mandlburger, G.; Winiwarter, L.
2026, Februar 25. doi:10.48323/g3caa-er166
Naruse, K.; Loosli, F.; Ansai, S.; Birney, E.; Wittbrodt, J.
2026. Trends in Genetics, 42 (4), 350–361. doi:10.1016/j.tig.2025.12.005
Frölich, N. M.; Rhodius, R.; Jauer, L.
2024, Oktober 24. Seminar der tdAcademy (2024), Online, 24. Oktober 2024
Mostafavi Pak, N.; Hachmeister, J.; Rettinger, M.; Buschmann, M.; Deutscher, N. M.; Griffith, D. W. T.; Iraci, L. T.; Lan, X.; McGee, E.; Morino, I.; Pollard, D.; Roehl, C. M.; Strong, K.; Kivi, R.; Wennberg, P.
2026. Biogeosciences, 23 (4), 1477–1495. doi:10.5194/bg-23-1477-2026
Careaga, J.; Dörich, B.; Nikolić, V.
2026. ESAIM: Mathematical Modelling and Numerical Analysis, 60 (1), 111–141. doi:10.1051/m2an/2025099
Halla, M.; Oberender, F.
2026. ESAIM: Mathematical Modelling and Numerical Analysis, 60 (1), 197–222. doi:10.1051/m2an/2025102
Hess, M.; Seiffer, A.; Bohn, C.; Hohmann, S.
2026, März 11. doi:10.35097/4mj6xh6jedtnd6e0
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Laer, T. Van; Mechelen, P. Van; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Tomei, T. R. F. P.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdalla, H.; Assran, Y.; Abdullah Al-Mashad, M.; Hussein, A.; Mohammed, H.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Adamov, G.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Saravia, L. X. C.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nikolopoulos, K.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Colafranceschi, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Azzi, P.; Bacchetta, N.; Bergnoli, A.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Merlin, J. A.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; Cuchillo Ortega, J.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Paz Herrera, R.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Ardino, R.; Auffray, E.; Baechler, J.; Barney, D.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Bilandzija, F.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Guvenli, A. A.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Leutgeb, E.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Avila, G. F.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Kwan, S.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mackenzie, M.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Boos, E.
2025. Physical Review D, 112 (11), Art.Nr: 112011. doi:10.1103/8lw4-6lyk
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velázquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Boháčová, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A. C.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C. E.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J. R. T.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J. C.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G.; Fauth, A. C.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipčič, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; García, B.; Gaudu, C.; Ghia, P. L.; Giaccari, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; González, J. M.; González, N.; Góra, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G. P.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J. R.; Horvath, P.; Hrabovský, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H. O.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; Lopes, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A. G.; Mariş, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E.; Mayotte, S.; Mazur, P. O.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotny, V.; Nožka, L.; Nucita, A.; Núñez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pȩkala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A. S.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A. C.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J. D.; Sánchez, F.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovánek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Šmída, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijärvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberič, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C.; Watson, A. A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Physical Review D, 112 (12), Art.Nr: 123042. doi:10.1103/2q9f-pbrp
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anchordoqui, L.; Andrada, B.; Andrade Dourado, L.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velázquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Balibrea, Y.; Baluta, A.; Barbato, F.; Bartz Mocellin, A.; Behler, J. P.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Boháčová, M.; Boncioli, D.; Bonifazi, C.; Borodai, N.; Brack, J.; Brichetto Orquera, P. G.; Bueno, A.; Buitink, S.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Cermenati, A.; Cerny, K.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A. C.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C. E.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J. R. T.; De Mitri, I.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Denner Syrokvas, K.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dominguez Ballesteros, Y.; Dorosti, Q.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G.; Fauth, A. C.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernández Alonso, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipčič, A.; Fitoussi, T.; Flaggs, B.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; García, B.; Gaudu, C.; Ghia, P. L.; Giaccari, U.; Glaser, C.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Vitale, P. F.; Gongora, J. P.; González, J. M.; González, N.; Góra, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G. P.; Guerra, Y. C.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Horandel, J. R.; Hörandel, J. R.; Horvath, P.; Hrabovský, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H. O.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; Lopes, L.; Lundquist, J. P.; Mallamaci, M.; Mancuso, S.; Mandat, D.; Mantsch, P.; Mariazzi, A. G.; Mariş, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martínez Bravo, O.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E.; Mayotte, S.; Mazur, P. O.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotny, V.; Nožka, L.; Nucita, A.; Núñez, L. A.; Nuza, S. E.; Ochoa, J.; Olegario, M.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pȩkala, J.; Pelayo, R.; Pelgrims, V.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A. C.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J. D.; Sánchez, F.; Sánchez Rodriguez, F. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovánek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Šmída, R.; Soares Sippert, S.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijärvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Trimarelli, C.; Tueros, M.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberič, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C.; Watson, A. A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Journal of Instrumentation, 20 (12), P12017. doi:10.1088/1748-0221/20/12/P12017
Monai, M.; Albrecht, W.; Alkemper, A.; Artrith, N.; Baldi, A.; Beck, A.; Berry, R. T.; Bianco, E.; Brzesowsky, F. A.; Dong, Q.; Faria Albanese, J. A.; Frontiera, R. R.; Galvin, E.; Garnett, E. C.; Gerrits, N.; Grzelczak, M.; Herzog, M.; Hess, F.; Kolganov, A. A.; Koopman, W.; Kosinov, N.; Lander, S.; Lepre, E.; Maaskant, D. N.; Miao, G.; Naik, A. M.; Onn, T. M.; Peterson, A. A.; Piankova, D.; Pidko, E. A.; Trangwachirachai, K.; van den Bosch, F.; Xu, D.; Yilmaz, B.; Zeininger, J.; Alarcón Lladó, E.; Meyer, J.; Dauenhauer, P. J.; Askes, S. H. C.
2026. ACS Catalysis, 16 (5), 4077–4112. doi:10.1021/acscatal.5c07014
Jungbluth, S.; Blumhofer, B.; Witucki, L.; Schaan, F.; Ruskowski, M.; Barth, M.
2026. Konferenzband zum VDI-Kongress AUTOMATION 2026, Baden-Baden, 17th-18th June 2026, VDI Verlag
Hindenlang, B.; Jimenez, A. E.; Krekeler, T.; Ritter, M.; Diaz, A.; Holler, M.; Häntsch, Y.; Furlan, K. P.; Zeller-Plumhoff, B.
2026. Discover Nano, 21 (1), 46. doi:10.1186/s11671-026-04435-7
Hattab, F.; Igitkhanov, Y.; Narcisi, V.; Santucci, A.; Giannetti, F.; Centomani, G. V.; Staniec, P. A.; Kembleton, R.; Giegerich, T.
2026. Fusion Engineering and Design, 225, Art.Nr: 115668. doi:10.1016/j.fusengdes.2026.115668
Wunsch, S.; Cañas, N. A.; Sax, E.
2026. Journal of Energy Storage, 153 (B), Art.Nr: 121018. doi:10.1016/j.est.2026.121018
Robbins, S.
2026. Ethics and Information Technology, 28 (1), 15. doi:10.1007/s10676-026-09890-5
Witucki, L.; Rösler, J. E.; Barth, M.
2026. Institute of Electrical and Electronics Engineers (IEEE)
Schippl, J.
2026, Januar 29. Drive2Transform: Driving Innovation (2026), Online, 29. Januar 2026
Schippl, J.
2025, Dezember 3. Ringvorlesung "Ethik und Technik", TU Wien (2025), Wien, Österreich, 3. Dezember 2025
Mahr, D.; Coenen, C.
2026. SN Social Sciences, 6 (3), 78. doi:10.1007/s43545-026-01365-0
Stokebrand, M.; Pushpendra, P.; Weil, M.
2026, Februar. 2nd Battery Direct Recycling (2026 2026), Würzburg, Deutschland, 3.–5. Februar 2026
Baur, T.
2026. KIT Scientific Publishing. doi:10.5445/KSP/1000190955
Kirsch, A.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190954
Schwarze, S.; Stein, O.
2026. Journal of Optimization Theory and Applications, 208 (3), 99. doi:10.1007/s10957-025-02911-1
Marinov, Z.
2026, Februar 25. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190952
David, P.; Fable, E.; Wu, C.; Gehring, M.; Sieben, M.; Sieglin, B.; Tardini, G.; Treutterer, W.; ASDEX Upgrade Team, the
2025. Open Plasma Science, Volume 1 - 2024/2025 (3). doi:10.46298/ops.14788
Geng, K.
2026, Februar 24. Karlsruher Institut für Technologie (KIT)
Poli, E.; Siccinio, M.; Bruschi, A.; Fable, E.; Franke, T.; Wu, C.
2026. EPJ Web of Conferences, 346, 02022. doi:10.1051/epjconf/202634602022
Makarem, S.; Röddiger, T.; Riedel, T.; Beigl, M.
2024. Mensch und Computer 2024 - Workshopband : 01.-04. September 2024, Karlsruhe, Germany, Gesellschaft für Informatik (GI). doi:10.18420/muc2024-mci-demo-305
Neff, C.
1998. Fremdenverkehrsgebiete des Mittelmeerraums im Umbruch : Beiträge der Tagung des Arbeitskreises "Geographische Mittelmeerländer-Forschung" vom 11. - 13. Oktober 1996 in Regensburg. Hrsg.: T. Breuer, 99–135, Inst. für Geographie der Univ
Beigl, M.
2024. 2024 IEEE International Conference on Pervasive Computing and Communications Workshops and other Affiliated Events (PerCom Workshops), Biaritz, 11th-15th March 2024, 31, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PerComWorkshops59983.2024.10503108
Burghardt, C.; Dütschke, E.; Fierke, M.; Frank, L.; Rosenberg, S.; Scherrer, A.; Sloot, D.; Späth, P.; Wagner, L.; Weidlich, A.; :unav
2026. Fraunhofer-Institut für System- und Innovationsforschung (ISI) (ISI). doi:10.24406/publica-6994
Bläsius, T.; Wilhelm, M.
2026. Journal of Computer and System Sciences, 159, Art.Nr: 103774. doi:10.1016/j.jcss.2026.103774
Gehér, P.; Sagdeev, A. A.; Tóth, G.
2026. Combinatorial Theory, 5 (4), 1. doi:10.5070/C65465673
Naujokaitis, T.; Rayamajhi, A.; Auffarth, G. U.; van den Berg, T. J. T. P.; Khoramnia, R.; Łabuz, G.
2025. Journal of Cataract and Refractive Surgery, 1. doi:10.1097/j.jcrs.0000000000001865
Qi, X.; Gao, X.; Zhao-Karger, Z.; Zhao, X.
2026. Energy and Environmental Materials, 1. doi:10.1002/eem2.70295
Lahiri, D.; Pandey, K. K.; Modak, P.; Ramanan, N.; Czyzycki, M.; Falkenberg, G.; Prakash, J.; Thakur, G. S.; Ganguli, A. K.; Garg, N.
2026. International Journal of Modern Physics B, 40 (08), 1. doi:10.1142/S0217979226500724
Li, H.; Chang, S.; Qu, H.; Wang, J.; Wu, F.; Chen, M.; Zhang, H.
2026. Advanced Functional Materials, 36 (37), 1. doi:10.1002/adfm.74509
Demirdag, Z. G.; Nassar, H.; Bauer, L.; Henkel, J.
2026. IEEE Embedded Systems Letters, 1. doi:10.1109/LES.2026.3663634
Jia, Y.; Wang, X.; Meng, J.; Zhu, L.; Xia, F.; Wang, H.; Liu, F.; Zhang, X.; Pang, Q.; Wang, J.; Xiao, Z.
2026. Advanced Functional Materials, 36 (37), 1. doi:10.1002/adfm.202532018
Boos, J.; Hu, H.
2026. Physical Review D, 113 (2), Art.Nr: 024065. doi:10.1103/dv28-xm9x
Brines, A.; López-Valverde, M. A.; Funke, B.; González-Galindo, F.; Aoki, S.; Thomas, I. R.; Villanueva, G. L.; Liuzzi, G.; Erwin, J. T.; Grabowski, U.; Forget, F.; Lopez-Moreno, J. J.; Rodriguez-Gomez, J.; Daerden, F.; Trompet, L.; Ristic, B.; Patel, M. R.; Holmes, J. A.; Bellucci, G.; Modak, A.; Vandaele, A. C.
2026. Journal of Geophysical Research: Planets, 131 (2), 1. doi:10.1029/2024JE008916
Xu, H.; Zhu, Y.; Wei, J.; Lü, H.; Pan, Y.; Xu, Y.; Yao, Y.; Liu, D.; Kunstmann, H.
2026. Journal of Hydrology, 665, Art.Nr: 134592. doi:10.1016/j.jhydrol.2025.134592
Bradford, J. L.; Neidinger, P.; Armbruster, M.; Bottle, S. E.; Unterreiner, A.-N.; Blinco, J. P.
2026. ChemPhotoChem, 10 (2), 1. doi:10.1002/cptc.202500299
Stelz, C.; Hübner, L.; Stamatakis, A. P.
2026. (R. Schwartz, Hrsg.) Bioinformatics, 42 (2), 1. doi:10.1093/bioinformatics/btag044
Hurtado-Gallego, J.; Pirard, J.; Daaoub, A. H. S.; Sangtarash, S.; Kress, C.; Mayor, M.; Sadeghi, H.; Gehring, P.
2026. Nano Letters, 26 (5), 1740–1746. doi:10.1021/acs.nanolett.5c05531
Liang, J.; Hasanpoor, M.; Passerini, S.; Varzi, A.
2026. Chemical Reviews, 126 (3), 2083–2142. doi:10.1021/acs.chemrev.5c00586
Chambers, L. C.; Capper-Duffin, H.; Blinco, J. P.; Barner-Kowollik, C.
2026. Journal of the American Chemical Society, 148 (5), 5818–5825. doi:10.1021/jacs.5c22743
Fan, Q.; Sun, H.; Yang, Z.; Li, Q.; Hinz, A.; Li, X.
2026. Applied Organometallic Chemistry, 40 (3), 1. doi:10.1002/aoc.70509
Schütt, J.; Kächele, F.
2026. Energy Economics, 155, Art.Nr: 109166. doi:10.1016/j.eneco.2026.109166
Nazemi, A.; Baumann, F.; Fabozzi, F. J.
2026. Journal of Corporate Finance, 98, Art.Nr: 102975. doi:10.1016/j.jcorpfin.2026.102975
Piazolo, J.; Fischer, B.; Gruna, R.; Beyerer, J.
2026. Computers and Electronics in Agriculture, 245, Art.Nr: 111529. doi:10.1016/j.compag.2026.111529
Xu, H.; Sun, Z.; Zhao, L.; Chen, Y.; Yang, J.
2026. Wave Motion, 143, Art.Nr: 103721. doi:10.1016/j.wavemoti.2026.103721
Teng, Z.; Moeller, F.; Waldvogel, S. R.
2026. Electrochimica Acta, 556, Art.Nr: 148424. doi:10.1016/j.electacta.2026.148424
Liu, Q.; Peng, K.; Liu, X.; Liu, J.; Li, J.; Si, J.; Yuan, W.; Fu, P.; Zhang, Y.; Chen, Y.
2026. Fuel, 418, Art.Nr: 138684. doi:10.1016/j.fuel.2026.138684
Moczek, N.; Bremer, J.; Azzola, J.; Häfner, P.
2026. Geothermische Energie, (113), 6–9
Borodavka, J. I.; Ebner, B.
2026. Bernoulli, 32 (2), 996–1019. doi:10.3150/25-BEJ1889
Grunwald, A.
2026. Foundational Principles of AI Governance and Policy. Ed.: A. Fitz-Gerald, 33–43, Springer Nature Switzerland. doi:10.1007/978-3-032-05588-0_3
Mital, A.; Gnisa, F.; Norman, U.; Weinberger, N.
2026. Companion of the 2026 ACM/IEEE International Conference on Human-Robot Interaction (HRI ’26 Companion), March 16–19, 2026, Edinburgh, Scotland, UK, 5, Association for Computing Machinery (ACM). doi:10.1145/3776734.3794569
Cortès, S. N. C.
2026, Februar 26. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190917
Zhang, Q.; Li, Y.; Tian, X.; Kondratenko, V. A.; Fedorova, E. A.; Yang, T.; Ding, X.; Doronkin, D. E.; Zhao, D.; Deng, C.; Chen, H.; Xu, S.; Zanina, A.; Bartling, S.; Otroshchenko, T.; Wang, Y.; Zhao, Z.; Xu, C.; Jiang, G.; Jiao, H.; Kondratenko, E. V.
2026. Nature Catalysis, 9 (3), 269–280. doi:10.1038/s41929-026-01488-w
Rudenko, I.; Norman, U.; Hilgert, L.; Niehues, J.; Bruno, B.
2026. Companion of the 2026 ACM/IEEE International Conference on Human-Robot Interaction (HRI ’26 Companion), March 16–19, 2026, Edinburgh, Scotland, UK, 201–206, Association for Computing Machinery (ACM). doi:10.1145/3776734.3794383
Busch, S.; Ferrario, P. G.; Henk, A.-K.; Engelbert, A. K.; Wittek, O.; Seifert, S.; Bub, A.; Mack, C. I.; Hieronimus, B.
2026. JMIR Research Protocols, 15, Article no: e81857. doi:10.2196/81857
Wunsch, T.; Hoffmann, M.; Woll, A.
2026. QLB@BW – Eine Bestandsaufnahme der Lehrkräftebildung in Baden-Württemberg. Hrsg.: C. Sälzer, 93–114, Waxmann Verlag
Tarantini, C.; Talantsev, E. F.; Pallecchi, I.; Hänisch, J.; Tallon, J. L.; Larbalestier, D. C.
2026. Superconductor Science and Technology, 39 (2), 021001. doi:10.1088/1361-6668/ae417f
Teramae, T.; Wild, J.; Huang, J.; Chassaing, D.; Issariyapat, A.; Eusterholz, M. K.; Kariya, S.; Umeda, J.; Kondoh, K.
2026. Journal of Alloys and Compounds, 1057, 186733. doi:10.1016/j.jallcom.2026.186733
Masuda, L.; Matsumoto, R.; Takano, Y.; Walter, K.; Jung, A.; Martinelli, A.; Hänisch, J.; Iida, K.
2025, Februar 14. 2nd Iron-based Superconductors: Advances towards applications (IBS2app 2025), Miyazaki, Japan, 13.–15. Februar 2025
Welz, B.; Pierotti, S.; Fitzgerald, T.; Thumberger, T.; Suzuki, R.; Watson, P.; Fuss, J.; Cordeiro da Trindade, T.; Defranoux, F.; Ferreira, M.; Naruse, K.; Loosli, F.; Gierten, J.; Wittbrodt, J.; Birney, E.
2026. Cell Genomics, Art.Nr: 101164. doi:10.1016/j.xgen.2026.101164
Ivanov, V.; Markowz, G.; Schmitt, F.; Pauleikhoff, J.
2025. CBR Sustainability Partners. doi:10.5445/IR/1000190908
Baruah, S.; Popov, R.; Hanisch, J.; Matias, V.; Bagrets, N.; Selskij, V.; Holzapfel, B.
2025, September 22. 17th European Conference on Applied Superconductivity (EUCAS 2025), Porto, Portugal, 21.–25. September 2025
Baruah, S.; Singhal, S.; Dam, M.; Jelden, P.; Hänisch, J.; Börner, M.; Arndt, T.; Gerrit Korvink, J.; Holzapfel, B.
2025, Juni 30. 1st Microscale NMR and MRI conference (2025), Ettlingen, Deutschland, 29. Juni–2. Juli 2025
Masuda, L.; Moorinaga, K.; Matsumoto, R.; Takano, Y.; Martinelli, A.; Walter, K.; Jung, A.; Hänisch, J.; Iida, K.
2025, Oktober 13. Materials Research Meeting (2025), Yokohama, Japan, 8.–13. Dezember 2025
Baruah, S.; Popov, R.; Hänisch, J.; Matias, V.; Bagrets, N.; Nast, R.; Singhal, S.; Korvink, J.; Barth, C.; Ballarino, A.; Holzapfel, B.
2026. IEEE transactions on applied superconductivity, 36 (5), 1–5. doi:10.1109/TASC.2026.3661464
Masuda, L.; Matsumoto, R.; Takano, Y.; Martinelli, A.; Walter, K.; Jung, A.; Hänisch, J.; Iida, K.
2025, September 23. 17th European Conference on Applied Superconductivity (EUCAS 2025), Porto, Portugal, 21.–25. September 2025
Jamatia, T.; Pechancová, V.; Paul, D.; Buchgeister, J.; Baumann, M.; Ersoy, H.; Erakca, M.; Saha, P.
2026. iScience, 29 (3), Art.Nr: 115110. doi:10.1016/j.isci.2026.115110
Zhong, S.; Sui, P.; Holtappels, P.; Navarrete, A.; Li, F.; Dittmeyer, R.
2025. Chemical Engineering Journal, 509, Art.-Nr.: 161119. doi:10.1016/j.cej.2025.161119
Laborgne, P.; Wieczorek, W.; Wendeberg, E.
2026. Book of Abstracts from the Urban Europe Research Alliance (UERA) Conference 2026. Ed.: E Lissandrello, 34–35, Aalborg University Open Publishing
Laborgne, P.; Wieczorek, W.; Wendeberg, E.
2026. Urban Transformation in a New Geopolitical Era? Nexus Thinking in Energy, Food, Ecological and Mobility Transition (UERA 2026), Straßburg, Frankreich, 4.–6. Februar 2026
Seebacher, A.; Laborgne, P.; Parodi, O.
2026. Urban Transformation in a New Geopolitical Era? Nexus Thinking in Energy, Food, Ecological and Mobility Transition (UERA 2026), Straßburg, Frankreich, 4.–6. Februar 2026
Feldmann, D.; Laux, P.; Heckl, A.; Nujić, M.; Böker, B.; Schindler, M.; Kunstmann, H.
2026. Journal of Hydrology, 669 (Part A), Art.-Nr.: 135088. doi:10.1016/j.jhydrol.2026.135088
Laborgne, P.; Huber, D.; Beecroft, R.; Ober, S.; Seebacher, A.
2026. Urban Transformation in a New Geopolitical Era? Nexus Thinking in Energy, Food, Ecological and Mobility Transition (UERA 2026), Straßburg, Frankreich, 4.–6. Februar 2026
Eckstein, S.; Herbsleb, L.; Gröger, H.; Feldmann, C.; Alves, F.; Walter, A.; Schneckenburger, H.
2026. International Journal of Molecular Sciences, 27 (3), 1339. doi:10.3390/ijms27031339
Dall, N.; Terzidis, O.; Humburger, M.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190894
Heil, R.
2026. The Bloomsbury Handbook to Slavoj Žižek. Ed.: D. Finkelde, 565–568, Bloomsbury
Lunghi, E.; Koten, A. M. van; Waldvogel, S. R.
2026. European Journal of Organic Chemistry, 29 (10), Art.-Nr.: e70328. doi:10.1002/ejoc.70328
Heil, R.
2026. The Bloomsbury Handbook to Slavoj Žižek. Ed.: D. Finkelde, 189–194, Bloomsbury
Hensgen, L.; Frölich, N. M.; Weiser, A.; Wollenweber, V.
2025. 4. Konferenz zur Vernetzung und Stärkung von Partizipation in der Wissenschaft (PartWiss 2025), Leipzig, Deutschland, 12.–14. November 2025
SynCom, H. E.-U.
2026. GFZ Helmholtz Centre for Geosciences. doi:10.48440/syncom.2026.001
Bareis, J.; Ackerl, C.; Heil, R.
2026. AI and Ethics, 6, Article no: 152. doi:10.1007/s43681-025-00928-w
Grunwald, A.
2026. Max-Planck Winter School "Science and Policy" (2026), Berlin, Deutschland, 27. Januar 2026
Grunwald, A.
2026. Kompetenznetzwerk Verfahrenstechnik Pro3 (2026), Online, 11. Februar 2026
Bächler, P.; Weis, F.; Kohler, S.; Dittler, A.
2026. Aerosol Research, 4, 63–80. doi:10.5194/ar-4-63-2026
Rabold, J.; Werny, L.; Harmening, C.
2026. Beiträge zum 21. Internationalen Ingenieurvermessungskurs; Graz, Österreich, 10.-13.02.2026, 123–134, Verlag der Technischen Universität Graz. doi:10.3217/978-3-99161-070-0-011
Lingel, L.; Schneider, L.; Ummenhofer, T.; Harmening, C.
2026. Beiträge zum 21. Internationalen Ingenieurvermessungskurs; Graz, Österreich, 10.-13.02.2026, 258–269, Verlag der Technischen Universität Graz. doi:10.3217/978-3-99161-070-0-022
Neff, C.
2025, Dezember 29
Mörsel, J.
2026. Technische Informationsbibliothek Hannover. doi:10.34657/30080
De Carne, G.; Lauss, G.; D’Arco, S.; Srdic, S.; Wiegel, F.; Buticchi, G.; Kotsampopoulos, P.; Ashrafidehkordi, F.; Wald, F.; Schoder, K.; Hubschneider, S.; Monti, A.; Benigni, A.; Paspatis, A.; Cui, S.; Jung, J.-J.; Nazir, M.; Cox, R.; Strunz, K.; Hagenmeyer, V.; Enslin, J.
2026. IEEE Open Journal of Power Electronics, 1–23. doi:10.1109/OJPEL.2026.3666762
Resch, J.; Karapatzakis, I.; Elshorbagy, M.
2026, Februar 24. doi:10.35097/c00su4fewkzanfgh
Araúz, J.; Labonne, A.; Besanger, Y.; Wurtz, F.; Waczowicz, S.; Hagenmeyer, V.
2026. IEEE Open Access Journal of Power and Energy, 13, 196–206. doi:10.1109/OAJPE.2026.3666226
Greif, L.; Ortner, J.; Kummert, P.; Kimmig, A.; Kreuzwieser, S.; Bönsch, J.; Ovtcharova, J.
2026. Sustainability, 18 (4), 2001. doi:10.3390/su18042001
Narwal, P.; Lorz, N.; Minaei, M.; Gossert, A. D.; Meier, B.
2026. Communications Chemistry, 9 (1), 140. doi:10.1038/s42004-026-01934-7
Afanasenko, R.; Elbez-Uzan, J.; Leichtle, D.; Park, J. H.; Pereslavtsev, P.
2026. Applied Sciences, 16 (4), 1983. doi:10.3390/app16041983
Bäuerle, N.; Vasileiadis, A.
2026. Karlsruher Institut für Technologie (KIT). doi:10.48550/arXiv.2602.06567
Heß, D.; Rubin, M.; Dittmeyer, R.
2026. Journal of CO2 Utilization, 105, 103351. doi:10.1016/j.jcou.2026.103351
Jayavelu, V.; Klahn, C.
2026. Separation and Purification Technology, 393 (6), Art.Nr: 137337. doi:10.1016/j.seppur.2026.137337
Karlsruher Institut für Technologie. KIT (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT)
Dwivedi, M.
2026. Technische Informationsbibliothek Hannover. doi:10.34657/30076
Amalfitano, D.; Metzger, A.; Autili, M.; Fulcini, T.; Hey, T.; Keim, J.; Pelliccione, P.; Scotti, V.; Koziolek, A.; Mirandola, R.; Vogelsang, A.
2026. ACM Transactions on Software Engineering and Methodology. doi:10.1145/3788879
Albajar, F.; Sanchez, F.; Alberti, S.; Avramidis, K.; Bader, M.; Bin, W.; Braunmueller, F.; Bruschi, A.; Cavinato, M.; Chelis, I.; Cindric, K.; Garavaglia, S.; Carannante, G.; Casal, N.; Chanois, J.; Dall’Acqua, D.; Darbos, C.; Ell, B.; Fasel, D.; Frei, M.; Gantenbein, G.; Genoud, J.; Goodman, T.; Granucci, G.; Hogge, J.-P.; Illy, S.; Ioannidis, Z.; Jelonnek, J.; Jin, J.; Jubany, E.; Legrand, F.; Leggieri, A.; Lievin, C.; Lescure, C.; Picas, O.; Raval, B.; Rzesnicki, T.; Romano, A.; Romanova, A.; Savoldi, L.; Siravo, U.; Thumm, M.; Tigelis, I.; Timperi, F.; Team, the F. O.
2025, Oktober. 30th IAEA Fusion Energy Conference (FEC 2025), Chengdu, China, 13.–18. Oktober 2025
Länge, T.; Ballreich, F. L.; Hennig, A.; Mayer, P.; Volkamer, M.
2026. Workshop on Measurements, Attacks, and Defenses for the Web (MADWeb) 2026 : Co-located with NDSS Symposium 2026, San Diego, CA, 23rd February - 27th February 2026. doi:10.14722/madweb.2026.23031
Kettner, C.; Poppenborg, R.; Hermann, B.; Haidn, O.; Stein, T.
2025. Sportwissenschaft: Vielfalt und Nachhaltigkeit!? Abstracts zum 27. Hochschultag der Deutschen Vereinigung für Sportwissenschaft; Münster, 16.-19.09.2025; Strauß, B., Tietjens, M., van Meurs, E. & Henning, L. (Hrsg.)
Roth, C.; Maier, L.; Abel, B.; Roigk, P.; Rapp, K.; Schmidberger, O.; Bongartz, M.; Maier, S.; Wirth, I.; Metz, B.; Immel, D.; Finger, B.; Schölch, S.; Büchele, G.; Deuster, O.; Koenig, H.-H.; Gottschalk, S.; Dams, J.; Micol, W.; Bauer, J. M.; Wensing, M.; Benzinger, P.
2024. BMC geriatrics, 24 (1), Art.: 720. doi:10.1186/s12877-024-05277-7
Maier, L.; Benzinger, P.; Abel, B.; Roigk, P.; Bongartz, M.; Wirth, I.; Cuvelier, I.; Schölch, S.; Büchele, G.; Deuster, O.; Bauer, J.; Rapp, K.; Ullrich, C.; Wensing, M.; Roth, C.
2024. European geriatric medicine, 15 (5), 1369–1382. doi:10.1007/s41999-024-01027-5
Qiu, Y.; Álvarez, I.; Ambrožič, K.; Berry, T.; Bieńkowska, B.; Chohan, H.; Čufar, A.; Dworak, D.; Lopez-Revelles, A.; Lopez, V.; Mota, F.; Martinez-Echevarria, M.; Piotrowski, T.; Serikov, A.; Stankunas, G.; Tidikas, A.; Taling, L.; Tracz, G.; Wiącek, U.; Ansorge, M.; Jimenez-Rey, D.; Mendoza, E.; Malec, J.; Martínez-Serrano, J.; Akbaş, S.
2025. 30th IAEA Fusion Energy Conference (FEC 2025), Wien, Österreich, 13.–18. Oktober 2025
Sanchez Ortiz, G.; Löberbauer, M.; Andrić-Tomašević, N.; Mandic, O.; Pavelić, D.; Demir, V.; Keys, P. W.; Meijers, M. J. M.; Rugenstein, J. K. C.
2026. Journal of Hydrology: Regional Studies, 64, Art.-Nr.: 103214. doi:10.1016/j.ejrh.2026.103214
Zipperling, D.; Ott, L.; Vössing, M.; Kühl, N.
2026. Business & Information Systems Engineering, 68 (1). doi:10.1007/s12599-026-00986-2
Stakhanova, A.; Gabrielli, F.; Sanchez Espinoza, V. H.; Pauli, E.-M.; Hoefer, A.
2025. Nuclear Technology, 1–18. doi:10.1080/00295450.2025.2544372
Schußmann, M. G.; Hirschberg, V.; Wilhelm, M.; Wagner, M. H.
2026. Macromolecular Rapid Communications, 47 (9), Art.-Nr.: e00930. doi:10.1002/marc.202500930
Polly, R.; Bagus, P.
2026. Inorganic Chemistry, 65 (9), 4925–4938. doi:10.1021/acs.inorgchem.5c04776
Salehian, S.; Mora, J. M.; Li, H.; Esau, D.; Lee, M. H.; Weber, A.; Chuang, P.-Y. A.
2026. Applied Sciences, 16 (3), Art.-Nr.: 1497. doi:10.3390/app16031497
Lacerda de Oliveira Campos, B.; Dutzi, J.; Campos Fraga, M. M.; Vadarlis, A. A.; Sauer, J.
2026. Chemical Engineering Journal, 530, Art.-Nr.: 173614. doi:10.1016/j.cej.2026.173614
Pomella Lobo, T.; Maione, I. A.
2025. 30th IAEA Fusion Energy Conference (FEC 2025), Wien, Österreich, 13.–18. Oktober 2025
Sperrle, A.
2025, November 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190847
Yildiz, Z.
2026. Proceedings of the 2026 CHI Conference on Human Factors in Computing Systems (CHI ’26), April 13–17, 2026, Barcelona, Spain, 1–21, Association for Computing Machinery (ACM). doi:10.1145/3772318.3790600
Fuchs, S.; Debus, C.; Novack, P.; Goetz, M.
2026. doi:10.5445/IR/1000190844
Steil, P.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190843
Kedzierska, B.
2025. European Nuclear Young Generation Forum. Proceedings. Ed.: P. Družijanić, 127–130, Croatian Nuclear Society
Pfahl, P.; Kędzierska, B.; Kim, I.; Chambon, A.; Fischer, L.; Bureš, L.; Groth-Jensen, J.; Kim, Y.; Rineiski, A.; Lauritzen, B.
2026. Nuclear Engineering and Design, 449, 114790. doi:10.1016/j.nucengdes.2026.114790
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Zajicek, Z.; Paulescu, I.; Reiss, P.; Abedin, R. M.; Sun, K.; Singh, S. J.; Haghighirad, A. A.; Coldea, A. I.
2026. Physical Review B, 113 (7), Art.-Nr.: 075135. doi:10.1103/gbfx-x9w1
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Lang, M. S.
2026, Februar 19. Logos Verlag Berlin
Perez-Martin, S.; Ruck, S.; Rineiski, A.; Litfin, K.; Gabrielli, F.; Tromm, W.
2025. CSARP-MCAP Meeting (2025), Bethesda, MD, USA, 2.–6. Juni 2025
Rolf, H. F. J.
2026, Februar 24. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190834
Mikut, R.
2026, Februar 13. Gubra, Horsholm, Denmark (2026), Hørsholm, Dänemark, 11.–12. Februar 2026
Padalkar, A.
2026, Februar 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190832
Elykov, A.; Vetter, S.; Wu, V. H. S.; Deisting, A.; Eitel, K.; Gumbsheimer, R.; Kara, M.; Lichter, S.; Lindemann, S.; Luce, T.; Ma, Y.; Müller, J.; Müller, K.; Ni, K.; Oberlack, U.; Schumann, M.; Shagin, P.; Valerius, K.; Zhong, M.
2026. Journal of Instrumentation, 21 (02), Art.-Nr.: P02035. doi:10.1088/1748-0221/21/02/P02035
Mörsel, J.
2026, Februar 20
W7-X Team; Perseo, V.; Kriete, D. M.; Cansino, R. L.; Akhundzada, S.; Ford, O. P.; Reimold, F.; Ennis, D. A.; Viezzer, E.; Feuerstein, L.; Gantenbein, G.; Illy, S.; Jelonnek, J.; Jin, J.; Rzesnicki, T.; Thumm, M.
2026. Review of Scientific Instruments, 97 (2), Art.-Nr.: 023504. doi:10.1063/5.0289780
Minuzzi, F. C.; Yu, C.
2026. Proceeding Series of the Brazilian Society of Computational and Applied Mathematics, v. 12, n. 1, 2026, Art.-Nr.: 010239. doi:10.5540/03.2026.012.01.0239
Leue, A.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190826
Wesner, D.; Koch, D.; Mas, V. L.; Matthiesen, S.; Stamer, F.; Lanza, G.
2026. Procedia CIRP, 139, 174–178. doi:10.1016/j.procir.2025.09.022
Kronenberger, M. L.; Höfener, S.
2026. The Journal of Chemical Physics, 164 (7). doi:10.1063/5.0308919
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Ellwanger, F.; Engel, R.; Roth, M.; Hahn, S.; Schmidt, D.; Veberic, D.; Pierre Auger Collaboration
2026, März 18. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Tokareva, V.; Knezevic, I.; Enke, H.; Haungs, A.
2026, März 17. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Tokareva, V.
2026, März 16. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Meidow, A.; Pierre Auger Collaboration
2026, März 17. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Gottowik, M.; CORSIKA8 collaboration
2026, März 19. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Watanabe, K.; Huege, T.; Enßlin, T.; Eberle, V.; SKA HECP SWG collaboration
2026, März 17. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Mukherjee, T.; IceCube Collaboration*†
2026, März 16. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Fisher, C.; Mukherjee, T.; IceCube Collaboration*†
2026, März 16. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Venugopal, M.; IceCube Collaboration*†
2026, März 17. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Schmitt, F.; Venugopal, M.; Weindl, A.; Novikov, A.; Schröder, F.; Haungs, A.; Kleifges, M.; IceCube Collaboration*†
2026, März 18. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Kang, D.; Haungs, A.; KASCADE-Grande Collaboration
2026, März 19. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Turnwald, J.; Kang, D.; Haungs, A.; IceCube Collaboration
2026, März 18. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Sartorius, M. P.; Both, P. von
2025. 43rd Education and Research in Computer Aided Architectural Design in Europe (eCAADe), Ankara, 1st-5th September 2025, Vol. 2, 405–414, Education and research in Computer Aided Architectural Design in Europe (eCAADe)
Sapui, B.; Tahoori, M. B.
2025. 2025 IEEE/ACM International Conference On Computer Aided Design (ICCAD), Munich, 26th-30th October 2025, 1–9, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCAD66269.2025.11240919
Mentzos, G.; Frey, V. A.; Balaskas, K.; Zervakis, G.; Henkel, J.
2025. 2025 IEEE/ACM International Conference On Computer Aided Design (ICCAD), Munich, 26th-30th October 2025, 1–9, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCAD66269.2025.11240939
Shatta, M.; Balaskas, K.; Lozano Duarte, P. C.; Panagopoulos, G.; Tahoori, M. B.; Zervakis, G.
2025. 2025 IEEE/ACM International Conference On Computer Aided Design (ICCAD), Munich, 26th-30th October 2025, 1–9, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCAD66269.2025.11240680
Brunion, M.; Purayil, N. K.; Dell’Atti, F.; Lam, S.; Bilgic, R.; Tahoori, M. B.; Benini, L.; Ryckaert, J.
2025. 2025 IEEE/ACM International Conference On Computer Aided Design (ICCAD), Munich, 26th-30th October 2025, 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCAD66269.2025.11240655
Pal, P.; Sapui, B.; Tahoori, M. B.
2025. 2025 IEEE/ACM International Conference On Computer Aided Design (ICCAD), Munich, 26th-30th October 2025, 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCAD66269.2025.11240706
Kirschner, M.; Scheidt, H.; Becker, J.
2025. 2025 IEEE Nordic Circuits and Systems Conference (NORCAS 2025), Riga, 28th-29th October 2025, 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/NorCAS66540.2025.11231280
Lauble, S.; Wu, B.; Eisen, K.; Seibel, H.
2025. Proceedings of the 2025 European Conference on Computing in Construction, Porto, 14th-17th July 2025, 1, European Council for Computing in Construction (EC3). doi:10.35490/EC3.2025.167
Gutermann, A.; Serdyuk, A.; Paraskevas, F.; Kiesa, H. T.; Lesniak, F.; Schwarz, J.; Hartmann, M.; Harbaum, T.; Becker, J.
2025. 2025 IEEE Nordic Circuits and Systems Conference, NorCAS 2025, Riga, 28th-29th October 2025, 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/NorCAS66540.2025.11231285
Elshaboury, H.; Cecconi, F. Re; Scotti, V.; Baresi, L.; Angelis, E. De
2025. Proceedings of the 2025 European Conference on Computing in Construction, Porto, 14th-17th July 2025, 1, European Council for Computing in Construction (EC3). doi:10.35490/EC3.2025.337
Quint, A.; Valenziano, L.; Kretschmann, M.; Maier, P.; Schwaab, P.; Gramlich, G.; Kotz, A.; Koos, C. G.; Zwick, T.; Bhutani, A.
2025. 2025 55th European Microwave Conference (EuMC 2025), Utrecht, 23rd-25th September 2025, 262–265, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/EuMC65286.2025.11234996
Verdugo, P.; Ca˜Nizares, C.; Pirnia, M.; Leibfried, T.
2025. 2025 IEEE Electrical Power and Energy Conference (EPEC 2025), Waterloo, 15th-17th October 2025, 446, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/EPEC65543.2025.11230476
Bekker, E.; Glage, T.; Quint, A.; Valenziano, L.; Zwick, T.; Bhutani, A.
2025. 2025 55th European Microwave Conference (EuMC), Utrecht, 23rd-25th September 2025, 119–122, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/EuMC65286.2025.11235100
Dittmer, J.; Bhutani, A.; Valenziano, L.; Beuthan, F.; Wagner, S.; Tessmann, A.; Zwick, T.; Koos, C. G.; Randel, S.
2025. 2025 55th European Microwave Conference, EuMC 2025, Utrecht, 23rd-25th September 2025, 298–301, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/EuMC65286.2025.11235266
Kille, S.; Panchea, A. M.; Hohmann, S.
2025. IFAC-PapersOnLine, 59 (35), 138–143. doi:10.1016/j.ifacol.2025.12.465
Schneider, J.; Shen, Y.; Varga, B.; Hohmann, S.
2025. IFAC-PapersOnLine, 59 (35), 286–291. doi:10.1016/j.ifacol.2025.12.490
Stammler, M.; Lesniak, F.; Kumar, N. S.; Easwaran, A.; Becker, J.
2025. 2025 IEEE 38th International System-on-Chip Conference (SOCC), Dubai, 29th September 2025 - 1st October 2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SOCC66126.2025.11235395
Faliero, M.; Quint, A.; Valenziano, L.; Bekker, E.; Zwick, T.; Bhutani, A.
2025. 2025 55th European Microwave Conference, EuMC 2025, Utrecht, 23rd-25th September 2025, 135–138, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/EuMC65286.2025.11235059
Bhutani, A.; Dittmer, J.; Gramlich, G.; Valenziano, L.; Randel, S.; Zwick, T.
2025. 2025 55th European Microwave Conference (EuMC), Utrecht, 23rd-25th September 2025, 46–49, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/EuMC65286.2025.11235110
Valenziano, L.; Hebeler, J.; Bao, Y.; Koos, C. G.; Zwick, T.; Bhutani, A.
2025. 2025 55th European Microwave Conference (EuMC 2025), Utrecht, 23rd-25th September 2025, 69–72, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/EuMC65286.2025.11235147
Hoefer, J.; Lesniak, F. M.; Gutermann, A.; Wöran, F.; Harbaum, T.; Becker, J. E.
2025. 2025 IEEE 38th International System-on-Chip Conference (SOCC), Dubai, 29th September 2025 - 1st October 2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SOCC66126.2025.11235419
Antes, T.; Zwick, T.; Nuss, B.
2025. 2025 22nd European Radar Conference, EuRAD 2025, Utrecht, 24th-26th September 2025, 343–346, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/EuRAD65285.2025.11234288
Aliabadi, R.; Zwick, T.; Harter, M.
2025. 2025 22nd European Radar Conference, EuRAD 2025, Utrecht, 24th-26th September 2025, 437–440, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/EuRAD65285.2025.11233942
Albert, A. M.; ANTARES, IceCube, and KM3NeT Collaborations; Alves, S.; Hennig, L.; André, M.; Domi, A.; Ardid, M.; Argüelles-Delgado, C.; Ardid, S.; Aubert, J. J.; Aublin, J.; Baret, B.; Basa, S.; Becherini, Y.; Benfenati, F.; Bertin, V.; Biagi, S.; Boumaaza, J.; Brǎnzaş, H.; Bruijn, R.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025), Genf, 15th-24th July 2025, 1058, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1058
Khosravi, A.; Mohammadi, Z.; Saber, A.; Pourzangbar, A.; Neri, D.
2026. Acta Horticulturae, 1446, 159–169. doi:10.17660/ActaHortic.2026.1446.22
Maalek, R.; Maalek, S.
2026. Proceedings of the Canadian Society for Civil Engineering Annual Conference 2024, Volume 2 – Engineering Management. Ed.: P. Zangeneh, 277–288, Springer Nature Switzerland. doi:10.1007/978-3-031-97701-5_20
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Madeira, O.; Albrecht, S.
2025. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB). doi:10.5445/IR/1000190774
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Zarins, A.; Antuzevics, A.; Avotina, L.; Gonzalez, M.; Delgado Soria, G.; Leys, J. M.; Knitter, R.
2026. Journal of Nuclear Materials, 625, Art.Nr: 156524. doi:10.1016/j.jnucmat.2026.156524
Beskorovajnov, W.
2026, Februar 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190771
Black, F.; Schulze, P.; Unger, B.
2022. Active Flow and Combustion Control 2021 – Papers Contributed to the Conference “Active Flow and Combustion Control 2021”, September 28–29, 2021, Berlin, Germany. Ed.: R. King, 203–224, Springer International Publishing. doi:10.1007/978-3-030-90727-3_13
Nicodemus, J.; Voigt, M.; Gugercin, S.; Unger, B.
2026. SIAM Journal on Matrix Analysis and Applications, 47 (1), 1–24. doi:10.1137/25M1724432
Pfaendner, C.; Korn, V.; Gogoi, P.; Unger, B.; Pluhackova, K.
2025. Journal of Chemical Theory and Computation, 21 (8), 4151–4166. doi:10.1021/acs.jctc.5c00189
Hillebrecht, B.; Unger, B.
2025. IEEE Transactions on Neural Networks and Learning Systems, 36 (1), 1583–1593. doi:10.1109/TNNLS.2023.3335837
Altmann, R.; Mujahid, A.; Unger, B.
2024. Advances in Computational Mathematics, 50 (6), Art.-Nr.: 111. doi:10.1007/s10444-024-10200-0
Buchfink, P.; Glas, S.; Haasdonk, B.; Unger, B.
2024. Physica D: Nonlinear Phenomena, 468, Art.-Nr.: 134299. doi:10.1016/j.physd.2024.134299
Morandin, R.; Nicodemus, J.; Unger, B.
2023. SIAM Journal on Scientific Computing, 45 (4), A1690–A1710. doi:10.1137/22M149329X
Correa de Araujo, A. C.
2026, April 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190762
Frank, S. R.; Ehrlich, L.; Schwendemann, R.; Hiller, M.
2025. 2025 IEEE 10th Southern Power Electronics Conference (SPEC), Johannesburg, 1st-4th December 2025, 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SPEC64875.2025.11377355
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Karlsruher Institut für Technologie. KIT (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Heiland, J.; Unger, B.
2022. Mathematics, 10 (3), Art.-Nr.: 418. doi:10.3390/math10030418
Altmann, R.; Mehrmann, V.; Unger, B.
2021. Mathematical and Computer Modelling of Dynamical Systems, 27 (1), 429–452. doi:10.1080/13873954.2021.1975137
Black, F.; Schulze, P.; Unger, B.
2021. Fluids, 6 (8), Art.-Nr.: 280. doi:10.3390/fluids6080280
Altmann, R.; Maier, R.; Unger, B.
2021. Mathematics of Computation, 90 (329), 1089–1118. doi:10.1090/mcom/3608
Black, F.; Schulze, P.; Unger, B.
2020. ESAIM: Mathematical Modelling and Numerical Analysis, 54 (6), 2011–2043. doi:10.1051/m2an/2020046
Ahrens, I.; Unger, B.
2020. Transactions of Mathematics and Its Applications, 4 (1). doi:10.1093/imatrm/tnaa003
Unger, B.
2018. The Electronic Journal of Linear Algebra, 34, 582–601. doi:10.13001/1081-3810.3759
Hillebrecht, B.; Unger, B.
2022. 2022 International Joint Conference on Neural Networks (IJCNN), Padua, 18th-23rd July 2022, 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IJCNN55064.2022.9892569
Nicodemus, J.; Kneifl, J.; Fehr, J.; Unger, B.
2022. IFAC-PapersOnLine, 55 (20), 331–336. doi:10.1016/j.ifacol.2022.09.117
Gosea, I. V.; Gugercin, S.; Unger, B.
2021. 2021 60th IEEE Conference on Decision and Control (CDC), Austin, 14th-17th December 2021, 6895–6900, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/CDC45484.2021.9682841
Trenn, S.; Unger, B.
2019. 2019 IEEE 58th Conference on Decision and Control (CDC), Nizza, 11th-13th December 2019, 989–994, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/CDC40024.2019.9030146
Kreuzer, A. S.
2026, Februar 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190747
Adams, E.; Gerloff, T.; Klopsch, B.
2026. doi:10.5445/IR/1000190745
Zachmann, G.; Steyer, J.
2026. doi:10.5445/IR/1000190744
Ell, B.; Bertazzoni, R.; Feuerstein, L.; Gantenbein, G.; Illy, S.; Misko, M.; Mondal, D.; Rzesnicki, T.; Schmidt, A.; Stanculovic, S.; Thumm, M.; Weggen, J.; Wu, C.; Jelonnek, J.
2026, Januar 13. Microwaves in Beams and Plasmas Workshop (2026), Glasgow, Vereinigtes Königreich, 12.–14. Januar 2026
Da Silva, D. A.; Da Silva, A. S.; De Lima, D. V.; Da Costa, J. P. J.; De Melo, L. O.; Miranda, C.; Santos, G. A.; Vinel, A.; Mendes, P.; Verhoeven, S.; Voigt-Antons, J.-N.; De Freitas, E. P.
2026. IEEE Access, 1. doi:10.1109/ACCESS.2026.3660577
Seidler, H.
2026, Februar 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190738
Argyropoulos, C.; Avramidis, K. A.; Chelis, I.; Genoud, J.; Peponis, D.; Katsara, E.; Thumm, M.; Illy, S.
2026. Physics of Plasmas, 33 (2), Art.Nr: 023902. doi:10.1063/5.0308570
W7-X Team; Wagner, J.; Fuchert, G.; Brunner, K. J.; Pasch, E.; Knauer, J.; Bozhenkov, S. A.; Hirsch, M.; Wolf, R. C.
2026. Journal of Instrumentation, 21 (02), Article no: C02009. doi:10.1088/1748-0221/21/02/C02009
Klehenz, S. O.
2026, April 27. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190732
Álvarez Chaves, M.; Acuña Espinoza, E.; Ehret, U.; Guthke, A.
2026. Hydrology and Earth System Sciences, 30 (3), 629–658. doi:10.5194/hess-30-629-2026
Hanneke, B.; Hinz, O.; Pfeiffer, J.; Aalst, W. M. P. van der
2024. Business & Information Systems Engineering, 66 (4), 411–419. doi:10.1007/s12599-024-00883-6
Elsbury, D.; Serva, F.; Caron, J. M.; Back, S.-Y.; Orbe, C.; Richter, J. H.; Anstey, J. A.; Butchart, N.; Chen, C.-C.; García-Serrano, J.; Glanville, A.; Kawatani, Y.; Kerzenmacher, T.; Lott, F.; Naoe, H.; Osprey, S.; Palmeiro, F. M.; Son, S.-W.; Taguchi, M.; Versick, S.; Watanabe, S.; Yoshida, K.
2026. Weather and Climate Dynamics, 7 (1), 317–339. doi:10.5194/wcd-7-317-2026
Pohl, V. M.; Fonzeu Monguen, C. K.; Heitlinger, D. J.; Lott, P.; Deutschmann, O.
2026. Reaction Chemistry & Engineering, 11 (5), 1026–1039. doi:10.1039/D5RE00442J
Yang, W.; Han, J.; Xiao, P.; Plank, M.; Han, R.; Wang, Y.; Zhang, T.; Chen, T.
2026. Advanced Materials, 38 (14), 1. doi:10.1002/adma.202518207
Kammerer, J. A.; Holloway, J. O.; Stephan, T.; Gliemann, H.; Feist, F.; Pashley-Johnson, F.; Delafresnaye, L.; Barner-Kowollik, C.
2026. Angewandte Chemie International Edition, 65 (11), 1. doi:10.1002/anie.202524746
Zargham, N.; Tonini, L.; Alexandrovsky, D.; Ruthven, E. G.; Friehs, M. A.; Dratzidis, L. T.; Dänekas, B.; Bikas, I.; Nacke, L. E.; Zebel, S.; Malaka, R.
2026. International Journal of Human–Computer Interaction, 1–29. doi:10.1080/10447318.2026.2620647
Zhu, Z.; Wu, X.; Xu, H.; Zhang, D.; Geng, Z.; Zhang, C.; Passerini, S.; Xue, M.
2026. Advanced Energy Materials, 16 (15), Art.-Nr.: e06074. doi:10.1002/aenm.202506074
Ye, X.; Grobbel, M.; Schürmann, T.; Schwab, S.; Hohmann, S.
2026. The International Journal of Robotics Research, 1. doi:10.1177/02783649251400381
Briel, M.; Haide, L.; Reincke, M.; Peter, R.; Piccinelli, N.; Kronreif, G.; Mathis-Ullrich, F.; Tagliabue, E.
2026. IEEE Transactions on Biomedical Engineering, 1–13. doi:10.1109/TBME.2026.3661297
Häuser, L.; Jäger, G.; Stamatakis, A. P.
2026. Open Research Europe, 5, 258. doi:10.12688/openreseurope.20351.3
Pittrich, T.; Jansen, D.; Weise, F.; Stelzner, L.; Dehn, F.
2026. Case Studies in Construction Materials, 24, Art.Nr: e05784. doi:10.1016/j.cscm.2026.e05784
Schacht, H.; Trapp, L.; Föste, M.; Rothkopf, I.; Guthausen, G.
2026. (P. Jha, Hrsg.) Journal of Food Processing and Preservation, 2026 (1), 1. doi:10.1155/jfpp/3563570
Bechtel, S.; Brown, R. M.; Haller, R.; Tolksdorf, P.
2026. Annales de l’Institut Fourier, 76 (1), 291–339. doi:10.5802/aif.3707
Indergand, R.; Kochmann, D.; Rüland, A.; Tribuzio, A.; Zillinger, C.
2026. Mathematical Models and Methods in Applied Sciences, 1–54. doi:10.1142/S021820252650017X
Xu, R.; Mereacre, V. M.; Leiter, R.; Trouillet, V.; Geßwein, H.; Fleischmann, S.; Benayad, A.; Mikhailova, D. A.; Ehrenberg, H.; Binder, J. R.
2026. Batteries & Supercaps, 9 (2), 1. doi:10.1002/batt.202500672
Gao, X.; Nierste, U.
2026. Journal of High Energy Physics, 2026 (2), 82. doi:10.1007/JHEP02(2026)082
Słodczyk, I.; Frisch, A.; Fang, X.; Gitman, I.; Liu, F.
2026. Journal of the American Ceramic Society, 109 (2), 1. doi:10.1111/jace.70577
Zhang, L.; Zhang, L.; Go, D.; Niu, C.; Wulfhekel, W.; Li, P.; Chen, Y.; Mokrousov, Y.; Zhang, L.
2026. Nano Letters, 26 (4), 1254–1260. doi:10.1021/acs.nanolett.5c04985
Shao, Y.; Bertaux, T.; Shi, K.; Zarrabeitia, M.; Alloin, F.; Bresser, D.; Iojoiu, C.
2026. ACS Applied Materials & Interfaces, 18 (4), 6912–6925. doi:10.1021/acsami.5c21796
Gozlinski, T.; Li, Q.; Heid, R.; Kurnosikov, O.; Haas, A.; Nemoto, R.; Yamada, T. K.; Schmalian, J.; Wulfhekel, W.
2026. Physical Review Letters, 136 (5), Art.Nr: 056401. doi:10.1103/4vhj-s1fq
Premathilake, D. S.; Silva, A. A. M. P.; Illankoon, W. A. M. A. N.; Rosatelli, A.; Beltrametti, F.; Bava, A.; Battaglia, F.; Mendola, M.; Passaro, F.; Abbà, A.; Franzetti, A.; Vaccari, M.
2026. Energy Nexus, 21, Art.Nr: 100644. doi:10.1016/j.nexus.2026.100644
Castro, J. E.; Olympios, A. V.; Harraz, A. A.; Richards, B. S.; Xu, J.
2026. Energy, 347, Art.Nr: 140313. doi:10.1016/j.energy.2026.140313
Heckmann, T. S.; Lechner, M.; Barbig, P.; Gui, X.; Madlindl, L. B.; Scharfer, P.; Daub, R.; Schabel, W.
2026. Journal of Energy Storage, 153, Art.Nr: 120994. doi:10.1016/j.est.2026.120994
Khan, M. I.; Franke, L.; Rösch, A. G.; Wang, Z.; Mallick, M. M.; Alegría, P.; Pascual, N.; Astrain, D.; Lemmer, U.
2026. Applied Thermal Engineering, 290, Art.Nr: 130125. doi:10.1016/j.applthermaleng.2026.130125
Valverde, C.; Valverde, C.; Link, G.; Soldatov, S. V.; Catalá-Civera, J. M.; Plaza-González, P.; Dimitrakis, G.; Singh, B.; Cachot, A.; Del Campo, L.; Malki, M.; Rodriguez-Garcia, M. M.; Rojas, E.
2026. Energy Conversion and Management, 353, Art.Nr: 121205. doi:10.1016/j.enconman.2026.121205
Mautner-Culetto, A.; Huhn, M.; Schwarz, S.; Tian, L.; Hamballer, M.; Afonin, S.; Martinac, B.; Buth, G.; Watts, A.; Weinschenk, S.; Ulrich, A. S.; Grage, S. L.
2026. Biochimica et Biophysica Acta (BBA) - Biomembranes, 1868 (2), Art.Nr: 184504. doi:10.1016/j.bbamem.2026.184504
Semmelmann, L.; Kimbrough, S. O.; Staudt, P.
2026. Applied Energy, 409, Art.Nr: 127430. doi:10.1016/j.apenergy.2026.127430
Himma, N. F.; Horn, H.; Saravia, F.; Wagner, M.
2026. Desalination, 625, Art.Nr: 119913. doi:10.1016/j.desal.2026.119913
Kronsbein, M.; Böck, L.; Rößler, T.; Willenbacher, N.
2026. Solar Energy Materials and Solar Cells, 299, Art.Nr: 114228. doi:10.1016/j.solmat.2026.114228
Elmlinger, L.; Laube, T.; Dietrich, B.; Wetzel, T.
2026. International Journal of Heat and Mass Transfer, 260, Art.Nr: 128495. doi:10.1016/j.ijheatmasstransfer.2026.128495
Šulák, I.; Gálíková, M.; Babinský, T.; Poczklán, L.; Kuběna, I.; Guth, S.
2026. International Journal of Fatigue, 208, Art.Nr: 109552. doi:10.1016/j.ijfatigue.2026.109552
Neff, C.
2007. Karlsruhe, Stadt und Region : ein landeskundlicher Führer zu bekannten und weniger bekannten Exkursionszielen. Ed.: J. Vogt ; M. Meurer, 201–216, Regionalwissenschaftlicher Fachverlag (RWFV)
Schopmans, H.; Friederich, P.
2025. Proceedings of the 42nd International Conference on Machine Learning, Vancouver, Canada. Ed.: A. Singh, 53467–53500
Steinbrueck, M.; Lee, I.; Stegmaier, U.; Tang, C.; Stueber, M.
2026. Journal of Nuclear Materials, 625, Article no: 156520. doi:10.1016/j.jnucmat.2026.156520
Lüntzel, V.; Schade, F.; Sommer, M.; Sax, E.
2023. Human Interaction and Emerging Technologies (IHIET 2023) : Artificial Intelligence and Future Applications. Ed.: T. Ahram, AHFE International. doi:10.54941/ahfe1004092
Fuchß, D.; Hey, T.; Keim, J.; Liu, H.; Ewald, N.; Thirolf, T.; Koziolek, A.
2026. Software Engineering 2026 (SE 2026). Ed.: J. Spieler, Gesellschaft für Informatik, Bonn. doi:10.18420/se2026_37
Fuchß, D.; Liu, H.; Hey, T.; Keim, J.; Koziolek, A.
2026. Software Engineering 2026 (SE 2026). Ed.: J. Spieler, Gesellschaft für Informatik, Bonn. doi:10.18420/se2026_20
Resch, J.; Karapatzakis, I.; Elshorbagy, M.; Schrodin, M.; Fuchs, P.; Graßhoff, P.; Kussi, L.; Sürgers, C.; Popov, C.; Becher, C.; Wernsdorfer, W.; Hunger, D.
2026. Physical Review X, 16, Art.-Nr.: 011060. doi:10.1103/bmc6-qvwq
Oliveira, R. de; Arndt, T.; Grundmann, J.
2026. IEEE transactions on applied superconductivity, 36 (5), Art.-Nr. 5202806. doi:10.1109/TASC.2026.3664037
Auer, M.; Riester, M.; Fay, A.; Barth, M.
2026. Automation 2025 : human-centric automation ; 26. Leitkongress der Mess- und Automatisierungstechnik : 1. und 2. Juli 2025, Baden-Baden / VDI, VDI Verlag
Schicketanz, L.; Hoernicke, M.; Barth, M.
2026. AUTOMATION 2026 : 27. VDI-Kongress AUTOMATION – Leitkongress der Mess- und Automatisierungstechnik (2026). Baden-Baden, Deutschland, 17.06.2026–18.06.2026, VDI Verlag
Kuhn, P. B.; Daubner, S.; Weichel, M.; Prajapati, N.; SCHNEIDER, D.; Nestler, B.
2025. Proceedings of the 21st Symposium on Modeling and Experimental Validation of Electrochemical Energy Technologies. Ed.: W.G. Bessler, 143
Kumar, A.; Prajapati, N.; Späth, M.; Schneider, D.; Nestler, B.; Busch, B.
2024, Dezember 5. Seminar am Institut für Angewandte Geowissenschaften (AGW 2024), Karlsruhe, Deutschland, 5. Dezember 2024
Mazo-Vásquez, J. D.; Nyman, M.; Krstić, M.; Rebholz, L.; Rockstuhl, C.; Fernandez-Corbaton, I.
2025. arxiv. doi:10.48550/arXiv.2504.19788
Whittam, M. R.; Rebholz, L.; Zerulla, B.; Rockstuhl, C.
2024. arxiv. doi:10.48550/arXiv.2410.13494
Rebholz, L.; Krstić, M.; Zerulla, B.; Pawlak, M.; Lewandowski, W.; Fernandez-Corbaton, I.; Rockstuhl, C.
2024. arxiv. doi:10.48550/arXiv.2401.06664
Gabbert, M.; Nyman, M.; Rebholz, L.; Rockstuhl, C.; Fernandez-Corbaton, I.
2025. arxiv. doi:10.48550/arXiv.2508.11590
El-Naby, A. A. A.; Khalil, A. E.; Talaat, A.; Ismail, A.
2025. Journal of Umm Al-Qura University for Applied Sciences, 11 (3), 509–527. doi:10.1007/s43994-024-00204-3
Khan, M. I.
2025, Juni 17. 41 International Conference on Thermoelectrics (ICT 2025), Sendai, Japan, 15.–19. Juni 2025
Bönsch, J.
2026, Februar 27. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190676
Lüntzel, V.; Minhas, M. A.; Beck, M.; Sax, E.
2025. IEEE International Symposium on Systems Engineering (ISSE 2025), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISSE65546.2025.11370088
Neff, C.
2026, Januar 25
Weichel, M.; Jeela, R. K.; KUMAR, A.; Reder, M.; Prajapati, N.; Schneider, D.; Nestler, B.
2024. Mitteilungen, 24 (4)
Beck, M.; Lüntzel, V.; Sax, E.
2025. 2025 IEEE International Symposium on Systems Engineering (ISSE), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISSE65546.2025.11370098
Kumar, A.; Prajapati, N.; Reder, M. D.; Koeppe, A. H.; Schneider, D.; Selzer, M.; Nestler, B.
2025, Juni 16. Künstliche Intelligenz für effizienten Korrosionsschutz (2025), Frankfurt am Main, Deutschland, 16.–17. Juni 2025
Breiten, T.; Unger, B.
2022. Automatica, 142, Article no: 110368. doi:10.1016/j.automatica.2022.110368
Šepelák, V.; Harničárová, M.; Valíček, J.; Becker, K. D.
2025. Encyclopedia of Green Chemistry, 473–482, Elsevier. doi:10.1016/B978-0-443-15742-4.00006-5
Mehrmann, V.; Unger, B.
2023. Acta Numerica, 32, 395–515. doi:10.1017/S0962492922000083
García, F.; Senna, M.; Šepelák, V.
2025. RSC Mechanochemistry, 2 (4), 499–502. doi:10.1039/d5mr90017d
Bertschinger, B.; Hoffmann, K.; Baumgärtner, J.; Kanagalingam, G.; Fleischer, J.; Sawodny, O.; Reichelt, S.
2026. Procedia CIRP, 138 (2212-8271), 246–251. doi:10.1016/j.procir.2026.01.043
Wang, Y.; Zhou, Z.; Lu, J.; Chen, L.; Jia, H.; Tong, Z.; Schroer, C.; Liu, Y.; Chen, K.; Shen, Z.; Zeng, X.
2026. Progress in Nuclear Energy, 193, Art.Nr: 106226. doi:10.1016/j.pnucene.2025.106226
Santo, U.; Böning, D.; Jakobs, T.; Michelfelder, B.; Zimmerlin, B.; Kolb, T.; Scheiff, F.
2026. 8. Mitteleuropäische Biomassekonferenz (CEBC 2026), Graz, Österreich, 21.–23. Januar 2026
Beichter, S.; Dettki, M.; Beichter, M.; Galenzowski, J.; Reckel, J. M.; Pinter, J.; Stein, A.; Abel, D.; Jumar, R.; Wiegel, F.; Waczowicz, S.; Mikut, R.; Hagenmeyer, V.
2026. doi:10.5281/zenodo.17866847
Patwardhan, C.; Kusch, J.
2026. Journal of Computational and Theoretical Transport, 1–45. doi:10.1080/23324309.2026.2618786
Kolínský, P.; Meier, T.; Agius, M. R.; Bijedić, A.; Bokelmann, G.; Borleanu, F.; Brnović, D.; Cambaz, M. D.; Cammarano, F.; Čarman, M.; Cauzzi, C.; Chernih, D.; Csicsay, K.; Cvijić Amulić, S.; Czuba, W.; Diaz, J.; Dimitrova, L.; Dushi, E.; Evangelidis, C. P.; Faccenna, C.; Farfuliak, L.; Friederich, W.; Georgieva, G.; Horn, N.; Ivancic, I.; Ivančić, I.; Jia, Y.; Kaviris, G.; Kovács, I. J.; Lebedev, S.; Le Breton, E.; Lukešová, R.; Mazur, S.; van der Meijde, M.; Molinari, I.; Mustafa, S.; Nagel, T.; Nielsen, S. B.; Obermann, A.; Papazachos, C.; Parolai, S.; Paul, A.; Piromallo, C.; Plicka, V.; Rietbrock, A.; Rondenay, S.; Rossi, G.; Rümpker, G.; Schiffer, C.; Schlömer, A.; Sigloch, K.; Silvennoinen, H.; Sokos, E.; Špaček, P.; Stipčević, J.; Tallarico, A.; Tiira, T.; Tilmann, F.; Valčić, D.; Wassermann, J.; Wesztergom, V.; Xhahysa, A.; Živčić, M.; Seismology Group, the A.
2025. Annals of Geophysics, 68 (5), DM555. doi:10.4401/ag-9284
Li, Y.; Ye, Q.; Wei, J.; Arnault, J.; Xu, H.; Liu, Q.; Tian, Z.; Sun, L.; Kunstmann, H.; Laux, P.
2026. Journal of Geophysical Research: Atmospheres, 131 (3). doi:10.1029/2025JD044140
Lampen, A.; Lachenmeier, D. W.; Diel, P.; Ensenauer, R.; Frommherz, L.; Guth, S.; Humpf, H.-U.; Kulling, S. E.; Villar-Fernández, M. A.; Wätjen, W.; Mally, A.; Steinberg, P.
2026. Archives of Toxicology, 100 (5), 1657–1684. doi:10.1007/s00204-025-04274-y
van Uffelen, N.; Wuebben, D.; Frigo, G.; Meinhold, R.; Simone, L.
2026. Energy, Sustainability and Society, 16 (1), 10. doi:10.1186/s13705-025-00559-3
Kanchana, D.; Geurds, L.; Micallef, A.; Tuten, B.; Mundsinger, K.; Barner-Kowollik, C.
2026. Chemical Science, 17 (13), 6402–6410. doi:10.1039/D5SC07978K
Yanushkevich, S.; Berepiki, E.; Ciunkiewicz, P.; Shmerko, V.; Wolbring, G.; Guest, R.
2026. Computer Vision and Image Understanding, 265, Art.Nr: 104664. doi:10.1016/j.cviu.2026.104664
Keller, J. F.; D’Addio, A.; Mayor, M.
2026. Chemistry – A European Journal, 32 (15). doi:10.1002/chem.202503049
Idriss, H.
2026. Journal of Physics: Condensed Matter, 38 (5), Art.Nr: 055001. doi:10.1088/1361-648X/ae3cf5
Ahlbrecht, J.; Lutz, M. D. R.; Jost, V.; Färber, M.; Bräse, S.; Wuitschik, G.
2026. ACS Central Science, 12 (2), 222–232. doi:10.1021/acscentsci.5c02031
Yang, J.; Zhang, R.; Zimmermanns, R.; Schaller, M.; Indris, S.; Choi, J.; Fleischmann, S.; Brezesinski, T.; Strauss, F.
2026. Advanced Materials, 38 (15). doi:10.1002/adma.202513204
Vogelsang, A.; Nigg, C. R.; Ebner Priemer, U. W.; Haag, D.; Reichert, M.
2026. Sports medicine - open, 12, Article no.: 9. doi:10.1186/s40798-025-00973-z
Struzek, S.; Holtermann, B.; Sharma, S.; Maurer, F.; Jelic, J.; Zimina, A.; Studt, F.; Eggeler, Y. M.; Grunwaldt, J.-D.
2026. The Journal of Physical Chemistry C, 130 (9), 3235–3244. doi:10.1021/acs.jpcc.5c05574
Mueller, A. G.
2026. Mineralium Deposita, 61 (4), 973–977. doi:10.1007/s00126-025-01426-z
Hajizadeh Javaran, M. R.; Kreitmair, M. J.; Makasis, N.; Blum, P.; Menberg, K.
2026. Geothermal Energy, 14 (1), 5. doi:10.1186/s40517-026-00375-8
He, M.; Deng, Y.; Luy, B.; Korvink, J. G.
2026. The Journal of Chemical Physics, 164 (6), Article no: 064114. doi:10.1063/5.0305310
Alemdag, B.; Kocaarslan, A.; Kabay, G.
2026. Scientific Reports, 16 (1), 5947. doi:10.1038/s41598-025-33553-y
Vučinić, V.; Seidel, L.; Lukežić, N.; Hantschel, F.; Kotschenreuther, T.; Aleksendrić, D.; Sax, E.
2026. IEEE Access, 14, 24765–24785. doi:10.1109/ACCESS.2026.3664118
Salem, M.; Wael, O.; Attallah, M. M.; Elkaseer, A.
2026. IEEE Access, 14, 25677–25690. doi:10.1109/ACCESS.2026.3663618
Steingrebe, H.; Ehmann, H.; Sell, S.; Stein, T.
2026. BMC Musculoskeletal Disorders, 27 (1), 174. doi:10.1186/s12891-026-09587-2
Heide, B.
2026. Eurados Annual Meeting (2026), Helsinki, Finnland, 16.–19. Februar 2026. doi:02.2026/123709
Sommer, M.
2026, Februar 18. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190618
Ballesteros Martínez, M. Á.; Heider, B.; Gaukel, V.
2026. Chemical Engineering and Processing - Process Intensification, 222, Article no: 110745. doi:10.1016/j.cep.2026.110745
Arndt, T. K.
2026, Februar 17. Shaker Verlag. doi:10.5445/IR/1000190616
Huynh, T.-N.; Matsokin, N. A.; Studt, F.; Fink, K.; Sharapa, D. I.
2025. The Journal of Physical Chemistry C, 129 (51), 22377–22389. doi:10.1021/acs.jpcc.5c05954
Dwivedi, M.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190614
Flügge, M.; Klehenz, S.; Leidenheimer, S.; Rombach, D.; Wagenknecht, H.-A.
2026. JACS Au, 6 (2), 965–972. doi:10.1021/jacsau.5c01407
Lin, J.
2024. Justus-Liebig-Universität Gießen. doi:10.22029/jlupub-19677
Pansera, L.; Pagliari, S.; Mhalhel, K.; Aragona, M.; Sicari, M.; Galeano, M.; Colonna, M. R.; Levanti, M.; Laurà, R.; Abbate, F.; Cicero, N.; Labra, M.; Rastegar, S.; Germanà, A.; Campone, L.; Montalbano, G.
2026. International Journal of Molecular Sciences, 27 (4), Art.-Nr.: 1687. doi:10.3390/ijms27041687
Wallentin, G.; Ickes, L.; Achtert, P.; Tesche, M.; Hoose, C.
2025. Copernicus. doi:10.5194/egusphere-2025-5070
Schanz, P.; Blank, T.
2025. PCIM Conference 2025: International Exhibition and Conference for Power Electronics, Intelligent Motion, Renewable Energy and Energy Management 6 – 8 Mai 2025, Nuremberg, VDE Verlag. doi:10.30420/566541274
Fuchs, M.
2026, März 3. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190608
GRAND Collaboration; de Mello Neto, J. R. T.; de Errico, B.; Timmermans, C.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1024, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1024
GRAND Collaboration; Zhang, K.; Gülzow, L.; Huege, T.; Koirala, R.; Ma, P.-X.; Tueros, M. J.; Xu, X.; Zhang, C.; Zhang, P.; Zhang, Y.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 447, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0447
König, M.; Bless, R.
2025, Juli 23. 123rd Internet Engineering Task Force (IETF 2025), Madrid, Spanien, 19.–25. Juli 2025
GRAND Collaboration; Martineau-Huynh, O.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1114, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1114
GRAND Collaboration; Ma, P.-X.; Zhang, Y.; Xu, X.; Duan, B.; Wang, S.; Zhang, K.; Zhang, P.; Xu, X.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 453, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0453
GRAND Collaboration; Guelfand, M.; Fritsch, P.; Decoene, V.; Martineau-Huynh, O.; Bustamante, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 278, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0278
Poudyal, I.; Qiao, Z.; Last, A.; Armstrong, M. R.; Islam, Z.
2024. 23rd Biennial Conference of the APS Topical Group on Shock Compression of Condensed Matter; Chicago, IL, USA, 18.-23.06.2023, Art.Nr: 450005, AIP Publishing. doi:10.1063/12.0032449
Epp, F.; Reder, M.; Prajapati, N.; Nestler, B.
2026
Epp, F.; Prajapati, N.; Reder, M. D.; Kumar, A.; Nestler, B.
2025
Prajapati, N.; Schöller, L.; Reder, M. D.; Schneider, D.; Nestler, B.
2026
Prajapati, N.; Kumar, A.; Nestler, B.
2025, August 28. Circular Economy Seminar (2025), Bordeaux, Frankreich, 28.–29. August 2025
König, M.; Zitterbart, M.
2026. 7th KuVS Fachgespräch on Machine Learning in Networking (MaLeNe 2026); Augsburg, 19.-20.03.2026
Prajapati, N.; Schöller, L.; Reder, M. D.; Schneider, D.; Koeppe, A. H.; Selzer, M.; Nestler, B.
2025
König, M.; Zitterbart, M.
2026. IEEE/IFIP Network Operations and Management Symposium 2026; Rom, Italien, 18.-22.05.2026
König, M.; Rust, S.; Zitterbart, M.; Scheuermann, B.
2025. IFIP Networking 2025; Limassol, Zypern, 26.-29.05.2025
Bauer, R. A.
2026, Februar 18. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190591
Husseini, K. J.
2026, Februar 18. Shaker Verlag. doi:10.5445/IR/1000190590
Wawrzyńczak-Szaban, A.; Gabrielli, F.
2025. European Radiation Protectio Week (2025), London, Vereinigtes Königreich, 29. September–3. Oktober 2025
Stakhanova, A.; Dressner, J.
2025. Open Workshop Machine Learning for the Simulation of Nuclear Power Plants and Other Complex Systems (2025), Brüssel, Belgien, 24.–25. November 2025
Günseren, D.; Ertunç, Ö.; Ari, I.; Atik, A. A.; Muhtaroglu, N.; Otić, I.
2026. Journal of Computational Physics, 553, Art.Nr: 114725. doi:10.1016/j.jcp.2026.114725
König, L.; Ritz, D.; Burger, E.
2025. 2025 ACM/IEEE 28th International Conference on Model Driven Engineering Languages and Systems Companion (MODELS-C); Grand Rapids, MI, USA, 05.-10.10.2025, 752–761, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/MODELS-C68889.2025.00098
Glockner, F.; Heneka, M.; Graf, F.
2026. gwf. Gas + Energie, 167 (01-02), 67–81
Thron, M.; Sondermann, Y.; Ruf, L.; van Hooren, B.; Düking, P.; Wehdemeier, L.; Buday, L.; Woll, A.; Altmann, S.
2026. International journal of sports physiology and performance, 21 (2), 1–10. doi:10.1123/ijspp.2025-0311
Rout, S.; Mohanty, P. K.; Nayak, A. K.; Varsi, F.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 374, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0374
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 295, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0295
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 254, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0254
IceCube Collaboration; Mukherjee, T.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D. B.; Franckowiak, A.; Fukami, S.; Furst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J.; Goswami, S.; Granados, A.; Grant, D.; Gray, S.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D. J.; Günther, C.; Gutjahr, P.; Ha, C. H.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A.; Hatch, P.; Haungs, A.; Haussler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L. P.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G.; Hmaid, R.; Hoffman, K.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; KimKu, H.; Kiryluk, J.; Klein, C.; Klein, S.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Kopke, L.; Kopper, C.; Koskinen, J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Jayakumar, K.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N. N.; Lagunas Gualda, C.; Lallement Arnaud, L.; Lamoureux, M.; Larson, M. J.; Lauber, F. H.; Lazar, J.; Leonard DeHolton, K.; Leszczynska, A.; Liao, J.; Lin, C.; Liu, Y.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Mahn, K.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Maris, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R. H.; Mauro, J.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Montaruli, T.; Moore, R.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Pollmann, A.; O’Dell, V.; Olivas, A.; Ørsøe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; Pérez de los Heros, C.; Pernice, T.; Peterson, J.; Plum, M.; Ponten, A.; Poojyam, V.; Popovych, Y.; Prado Rodriguez, M.; Pries, B.; Procter-Murphy, R.; Przybylski, G.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M. L.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E.; Robertson, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M. F. H.; Seunarine, S.; Sevle Myhr, P. A.; Shah, R.; Shefali, S.; N, S.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Sogaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Sturwald, T.; Stuttard, T.; Sullivan, G.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; van Eeden, T.; van Eijndhoven, N.; van Rootselaar, L.; van Santen, J.; Vara Carbonell, F. J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Vergara Carrasco, S.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C.; Williams, D.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X.; Yanez, J. P.; Yao, Y.; Yildizci, E. B.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 954, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0954
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D. B.; Franckowiak, A.; Fukami, S.; Furst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J.; Goswami, S.; Granados, A.; Grant, D.; Gray, S.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D. J.; Günther, C.; Gutjahr, P.; Ha, C. H.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A.; Hatch, P.; Haungs, A.; Haussler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L. P.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G.; Hmaid, R.; Hoffman, K.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; KimKu, H.; Kiryluk, J.; Klein, C.; Klein, S.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Kopke, L.; Kopper, C.; Koskinen, J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Jayakumar, K.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N. N.; Lagunas Gualda, C.; Lallement Arnaud, L.; Lamoureux, M.; Larson, M. J.; Lauber, F. H.; Lazar, J.; Leonard DeHolton, K.; Leszczynska, A.; Liao, J.; Lin, C.; Liu, Y.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Mahn, K.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Maris, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R. H.; Mauro, J.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Montaruli, T.; Moore, R.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Pollmann, A.; O’Dell, V.; Olivas, A.; Ørsøe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; Pérez de los Heros, C.; Pernice, T.; Peterson, J.; Plum, M.; Ponten, A.; Poojyam, V.; Popovych, Y.; Prado Rodriguez, M.; Pries, B.; Procter-Murphy, R.; Przybylski, G.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M. L.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E.; Robertson, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M. F. H.; Seunarine, S.; Sevle Myhr, P. A.; Shah, R.; Shefali, S.; N, S.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Sogaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Sturwald, T.; Stuttard, T.; Sullivan, G.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; van Eeden, T.; van Eijndhoven, N.; van Rootselaar, L.; van Santen, J.; Vara Carbonell, F. J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Vergara Carrasco, S.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C.; Williams, D.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X.; Yanez, J. P.; Yao, Y.; Yildizci, E. B.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 437, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0437
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 195, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0195
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D. B.; Franckowiak, A.; Fukami, S.; Furst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J.; Goswami, S.; Granados, A.; Grant, D.; Gray, S.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D. J.; Günther, C.; Gutjahr, P.; Ha, C. H.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A.; Hatch, P.; Haungs, A.; Haussler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L. P.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G.; Hmaid, R.; Hoffman, K.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; KimKu, H.; Kiryluk, J.; Klein, C.; Klein, S.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Kopke, L.; Kopper, C.; Koskinen, J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Jayakumar, K.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N. N.; Lagunas Gualda, C.; Lallement Arnaud, L.; Lamoureux, M.; Larson, M. J.; Lauber, F. H.; Lazar, J.; Leonard DeHolton, K.; Leszczynska, A.; Liao, J.; Lin, C.; Liu, Y.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Mahn, K.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Maris, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R. H.; Mauro, J.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Montaruli, T.; Moore, R.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Pollmann, A.; O’Dell, V.; Olivas, A.; Ørsøe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; Pérez de los Heros, C.; Pernice, T.; Peterson, J.; Plum, M.; Ponten, A.; Poojyam, V.; Popovych, Y.; Prado Rodriguez, M.; Pries, B.; Procter-Murphy, R.; Przybylski, G.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M. L.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E.; Robertson, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M. F. H.; Seunarine, S.; Sevle Myhr, P. A.; Shah, R.; Shefali, S.; N, S.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Sogaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Sturwald, T.; Stuttard, T.; Sullivan, G.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; van Eeden, T.; van Eijndhoven, N.; van Rootselaar, L.; van Santen, J.; Vara Carbonell, F. J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Vergara Carrasco, S.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C.; Williams, D.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X.; Yanez, J. P.; Yao, Y.; Yildizci, E. B.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 837, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0837
Pierre Auger Collaboration; Hörandel, J.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, 294, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0294
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 292, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0292
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 416, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0416
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 176, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0176
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 272, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0272
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 825, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0825
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 401, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0401
Kang, D.; Arteaga-Velázquez", ". C.; Bertaina, M. E.; Chiavassa, A.; Colmenero-Cesar", ". L.; Daumiller", ".; de Souza", ".; Engel", ".; Gherghel-Lascu", ".; Grupen", ".; Haungs", ".; Hörandel", ". R.; Huege", ".; Kampert", ".-H.; Link", ".; Mathes", ". J.; Ostapchenko", ".; Pierog", ".; Rivera-Rangel", ".; Roth", ".; Schieler", ".; Schröder", ". G.; Sima", ".; Weindl", ".; Wochele", ".; Zabierowski", ".
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 297, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0297
Ferrari, A.; Engel, R.; Fedynitch, A.; Mazziotta, M. N.; Pierog, T.; Sala, P. R.; Unger, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 252, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0252
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 385, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0385
Keim, J.; Kaplan, A.
2026. arxiv. doi:10.48550/arXiv.2601.19548
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 373, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0373
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 388, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0388
Hülsdünker, T.; Bahdur, K.; Flammang, L.; Naclerio, F.; Sondermann, Y.; Mierau, A.; Karsten, B.
2026. Frontiers in sports and active living, 8, 01–09. doi:10.3389/fspor.2026.1749132
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1170, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1170
Strähnz, S.; Huege, T.; Enßlin, T.; Terveer, K.; Nelles, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 402, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0402
IceCube-Gen2 collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K.; Anton, G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Audehm, J.; Axani, S.; Babu, R.; Bai, X.; Balagopal V., A.; Baricevic, M.; Barwick, S. W.; Basu, V.; Bay, R.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Bishop, A.; Blaufuss, E.; Bloom, L.; Blot, S.; Bohmer, M.; Bontempo, F.; Book Motzkin, J.; Borowka, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Bouma, S.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Bustamante, M.; Butterfield, D.; Campana, M.; Carloni, K.; Cataldo, M.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Clark, R.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Conrad, J.; Corley, R.; Cowen, D.; Deaconu, C.; DE CLERCQ, C.; De Kockere, S.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desai, A.; Desiati, P.; de Vries, K.; de Wasseige, G.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Do, G.; Domi, A.; Draper, L.; Dueser, L.; Dujmovic, H.; Durnford, D.; Dutta, K.; DuVernois, M.; Egby, T.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Flaggs, B.; Fox, D. B.; Franckowiak, A.; Fujii, T.; Fukami, S.; Furst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Giri, P.; Glaser, C.; Glüsenkamp, T.; Goswami, S.; Granados, A.; Grant, D.; Gray, S.; Griffin, S.; Griswold, S.; Guevel, D. J.; Günther, C.; Gutjahr, P.; Ha, C. H.; Haack, C.; Hallgren, A.; Hallmann, S.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A.; Hatch, P.; Haungs, A.; Haussler, J.; Heinen, D.; Helbing, K.; Hellrung, J.; Hendricks, B.; Henke, B.; Hennig, L.; Henningsen, F.; Henrichs, J.; Heuermann, L. P.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G.; Hoffman, K.; Hoffmann, B.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Huege, T.; Huesca Santiago, E.; Hultqvist, K.; Hussain, R.; Hymon, K.; Ishihara, A.; Ishii, T.; Iwakiri, W.; Jacquart, M.; Jain, S.; Jaitly, A.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; KALEKIN, O.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Katori, T.; Katz, U.; Kauer, M.; Kelley, J.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kiryluk, J.; Kleifges, M.; Klein, C.; Klein, S.; Kobayashi, T.; Kobayashi, Y.; Kochocki, A.; Kolanoski, H.; Kontrimas, T.; Kopke, L.; Kopper, C.; Koskinen, J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Kravchenko, I.; Krieger, N.; Jayakumar, K.; Krishnan, T.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N. N.; Lallement Arnaud, L.; Larson, M. J.; Lauber, F. H.; Leonard DeHolton, K.; Leszczynska, A.; Liao, J.; Liu, M.; Liubarska, M.; Lohan, M.; LoSecco, J.; Love, C.; Lu, L.; Lucarelli, F.; Lyu, Y.; Madsen, J.; Magnus, E.; Mahn, K.; Makino, Y.; Manao, E.; Mancina, S.; Mandalia, S.; Marie Sainte, W.; Maris, I. C.; Marka, S.; Marka, Z.; Marsee, M.; Marten, L.; Martinez-Soler, I.; Maruyama, R. H.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Meyers, Z.; Mikhailova, M.; Millsop, A.; Mitchell, J.; Montaruli, T.; Moore, R.; Morii, Y.; Morse, B.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Mukherjee, T.; Muzio, M.; Naab, R.; Nakos, M.; Narayan, A.; Naumann, U.; Necker, J.; Nelles, A.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Oberla, E.; Pollmann, A.; O’Dell, V.; Olivas, A.; Ørsøe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Papp, L.; Parenti, A.; Park, N.; Paudel, E. N.; Paul, L.; Pérez de los Heros, C.; Pernice, T.; Petersen, T.; Peterson, J.; Pizzuto, A.; Plum, M.; Ponten, A.; Popovych, Y.; Prado Rodriguez, M.; Pries, B.; Procter-Murphy, R.; Przybylski, G.; Pyras, L.; Rack-Helleis, J.; Rad, N.; Rameez, M.; Ravn, M. L.; Rawlins, K.; Rechav, Z.; Rehman, A.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Riedel, B.; Riegel, M.; Rifaie, A.; Roberts, E.; Robertson, S.; Rongen, M.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Safa, I.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sandstrom, P.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Savina, P.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M. F. H.; Selcuk, Z. S.; Seunarine, S.; Shaevitz, M.; Shah, R.; Shefali, S.; N, S.; Silva, M.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Sogaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Stoffels, J.; Sturwald, T.; Stuttard, T.; Sullivan, G.; Taboada, I.; Taketa, A.; Tamang, T.; Tanaka, H.; Ter-Antonyan, S.; Terliuk, A.; Thiesmeyer, M.; Thompson, W.; Thwaites, J.; Tilav, S.; Tollefson, K.; Torres, J.; Toscano, S.; Tosi, D.; Trettin, A.; Tsunesada, Y.; Twagirayezu, J. P.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; van Eeden, T.; van Eijndhoven, N.; van Rootselaar, L.; van Santen, J.; Vara Carbonell, F. J.; Varsi, F.; Veberic, D.; Veitch-Michaelis, J.; Venugopal, M.; Vergara Carrasco, S.; Verpoest, S.; Vieregg, A. G.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Washington, D.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C.; Williams, D.; Wissel, S.; Witthaus, L.; Wolf, M.; Worner, G.; Wrede, G.; Wren, S.; Xu, X.; Yanez, J. P.; Yao, Y.; Yildizci, E. B.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zierke, S.; Zilberman, P.; Zimmerman, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 387, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0387
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 275, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0275
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1402, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1402
Song, Y.; Sanchez-Espinoza, V. H.
2026. EPJ Nuclear Sciences & Technologies, 12, Art.-Nr.: 6. doi:10.1051/epjn/2025077
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, 1093, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1093
Almeida Cheminant, K.; Borodai, N.; Engel, R.; Gora, D.; Pierog, T.; Pękala, J.; Roth, M.; Unger, M.; Veberic, D.; Wilczyński, H.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, 173, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0173
Broschart, D.; Sommer, S.; Zeile, P.
2025. Künstliche Intelligenz und Denkmalpflege. Kulturerbe schützen, Innovation fördern, 46–51, Deutsches Nationalkomitee von ICOMOS
Einstein Telescope Pathfinder (ET-PF) collaboration; Höhn, T.; Schwenck, A.; Thümmler, T.; Wolf, J.; Engel, R.; Haungs, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-04.07.2025, 932, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0932
IceCube Collaboration; Shefali, S.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.; Fox, D. B.; Franckowiak, A.; Fukami, S.; Furst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J.; Goswami, S.; Granados, A.; Grant, D.; Gray, S.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D. J.; Günther, C.; Gutjahr, P.; Ha, C. H.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A.; Hatch, P.; Haungs, A.; Haussler, J.; Helbing, K.; Hellrung, J.; Henke, B.; Hennig, L.; Henningsen, F.; Heuermann, L. P.; Hewett, R.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G.; Hmaid, R.; Hoffman, K.; Hooper, D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Kauer, M.; Kelley, J.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; KimKu, H.; Kiryluk, J.; Klein, C.; Klein, S.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Kopke, L.; Kopper, C.; Koskinen, J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Jayakumar, K.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N. N.; Lagunas Gualda, C.; Lallement Arnaud, L.; Lamoureux, M.; Larson, M. J.; Lauber, F. H.; Lazar, J.; Leonard DeHolton, K.; Leszczynska, A.; Liao, J.; Lin, C.; Liu, Y.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Mahn, K.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Maris, I. C.; Marka, S.; Marka, Z.; Marten, L.; Martinez-Soler, I.; Maruyama, R. H.; Mauro, J.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Montaruli, T.; Moore, R.; Morii, Y.; Mosbrugger, A.; Moulai, M.; Mousadi, D.; Moyaux, E.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Pollmann, A.; O’Dell, V.; Olivas, A.; Ørsøe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Parenti, A.; Park, N.; Parrish, V.; Paudel, E. N.; Paul, L.; Pérez de los Heros, C.; Pernice, T.; Peterson, J.; Plum, M.; Ponten, A.; Poojyam, V.; Popovych, Y.; Prado Rodriguez, M.; Pries, B.; Procter-Murphy, R.; Przybylski, G.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M. L.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rho, C. D.; Rhode, W.; Ricca, L.; Riedel, B.; Rifaie, A.; Roberts, E.; Robertson, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Sanger-Johnson, G.; Santander, M.; Sarkar, S.; Savelberg, J.; Scarnera, M.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schröder, F.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M. F. H.; Seunarine, S.; Sevle Myhr, P. A.; Shah, R.; Shefali, S.; N, S.; Skrzypek, B.; Snihur, R.; Soedingrekso, J.; Sogaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Sturwald, T.; Stuttard, T.; Sullivan, G.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W.; Thwaites, J.; Tilav, S.; Tollefson, K.; Toscano, S.; Tosi, D.; Trettin, A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Valverde, J.; Vandenbroucke, J.; van Eeden, T.; van Eijndhoven, N.; van Rootselaar, L.; van Santen, J.; Vara Carbonell, F. J.; Varsi, F.; Venugopal, M.; Vereecken, M.; Vergara Carrasco, S.; Verpoest, S.; Veske, D.; Vijai, A.; Villarreal, J.; Walck, C.; Wang, A.; Warrick, E.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C.; Williams, D.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X.; Yanez, J. P.; Yao, Y.; Yildizci, E. B.; Yoshida, S.; Young, R.; Yu, F.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, 394, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0394
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, 386, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0386
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, 426, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0426
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.; Calvo, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, 1236, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1236
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L. A.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velazquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Bohacova, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F. H.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G. R.; Fauth, A.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipcic, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; Garcia, B.; Gaudu, C.; Ghia, P. L.; GIACCARI, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; Gonzalez, J. M.; Gonzalez, N. M.; Gora, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P. M.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J.; Horvath, P.; Hrabovsky, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; LOPES, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A.; Maris, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E. W.; Mayotte, S.; Mazur, P.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotný, V.; Nozka, L.; Nucita, A.; Nunez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pękala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J. R.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H. I.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J.; Sánchez, F. A.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovanek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smida, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijarvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M. J.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberic, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C. K. O.; Watson, A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, 237, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0237
Wagemann, E. L.; Geib, B.; Olsson, R.; Keßler, C.; Barth, M.
2026. AUTOMATION 2026, 27. VDI-Kongress AUTOMATION – Leitkongress der Mess- und Automatisierungstechnik (2026). Baden-Baden, Deutschland, 17.06.2026–18.06.2026, VDI Verlag
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz. 15.-24.07.2025, Art.Nr: 1076, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1076
IceCube Collaboration; Dutta, K.; BOSER, S.; Rongen, M.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Andeen, K. G.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1030, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1030
CORSIKA 8 Collaboration; Alameddine, J.-M.; Albrecht, J.; Alves Jr., A. A.; Alves, A. A.; Ammerman-Yebra, J.; Arrabito, L.; Baack, D.; Cesista, R.; Coleman, A.; Deaconu, C.; Dembinski, H. P.; Elsässer, D.; Elsasser, D.; Engel, R.; Faure, A.; Ferrari, A.; Gaudu, C.; Glaser, C.; Gottowik, M.; Heck, D.; Huege, T.; Kampert, K.-H.; Karastathis, N.; Nellen, L.; Parello, D.; Parello, D.; Pierog, T.; Prechelt, R.; Reininghaus, M.; Rhode, W.; Riehn, F.; Sackel, M.; Sampathkumar, P.; Sandrock, A.; Soedingrekso, J.; Ulrich, R.; Windischhofer, P.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1214, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1214
IceCube Collaboration; Dutta, K.; Yuan, T.; Sclafani, S.; Mancina, S.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Andeen, K. G.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; Braun, J.; BOSER, S.; Brinson, B.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1029, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1029
IceCube-Gen2 collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Amin, N. M. B.; Andeen, K. G.; Anton, G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Audehm, J.; Axani, S.; Babu, R.; Bai, X.; Balagopal V., A.; Baricevic, M.; Barwick, S. W.; Basu, V.; Bay, R.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Bishop, A.; Blaufuss, E.; Bloom, L.; Blot, S.; Bohmer, M.; Bontempo, F.; Book Motzkin, J.; Borowka, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Braun, J.; Bottcher, J.; Brinson, B.; Bouma, S.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Bustamante, M.; Butterfield, D.; Campana, M.; Carloni, K.; Cataldo, M.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Clark, R.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Conrad, J.; Corley, R.; Cowen, D.; Deaconu, C.; DE CLERCQ, C.; De Kockere, S.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desai, A.; Desiati, P.; de Vries, K.; de Wasseige, G.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Do, G.; Domi, A.; Draper, L.; Dueser, L.; Dujmovic, H.; Durnford, D.; Dutta, K.; DuVernois, M.; Egby, T.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1045, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1045
IceCube Collaboration; Rongen, M.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal, A. V.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1035, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1035
IceCube and HAWC Collaborations; Díaz Vélez, J. C.; Abbasi, R.; Ackermann, M.; Adams, J.; Arteaga-Velázquez, J. C.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Farrag, K. R.; Fazely, A.; Fedynitch, A.; Feigl, N.; Finley, C.; Fischer, L.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 244, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0244
IceCube-Gen2 collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K. G.; Anton, G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Audehm, J.; Axani, S.; Babu, R.; Bai, X.; Balagopal, A. V.; Balagopal V, A.; Baricevic, M.; Barwick, S. W.; Basu, V.; Bay, R.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Bishop, A.; Blaufuss, E.; Bloom, L.; Blot, S.; Bohmer, M.; Bontempo, F.; Book Motzkin, J.; Borowka, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Bouma, S.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Bustamante, M. J.; Bustamante, M.; Butterfield, D.; Campana, M.; Carloni, K.; Cataldo, M.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Clark, R.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Conrad, J.; Corley, R.; Cowen, D.; Deaconu, C.; DE CLERCQ, C.; De Kockere, S.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desai, A.; Desiati, P.; de Vries, K.; de Wasseige, G.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Do, G.; Domi, A.; Draper, L.; Dueser, L.; Dujmovic, H.; Durnford, D.; Durnford, D.; Dutta, K.; DuVernois, M.; Egby, T.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1201, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1201
Schlüter, F.; Laub, P.; Nelles, A.; Bouma, S.; Bray, J.; Buitink, S.; Corstanje, A.; De Henau, V.; Desmet, M.; Dickinson, E.; van Dongen, L.; Hare, B. M.; He, H.; Hörandel, J. R.; Huege, T.; James, C. W.; Jetti, M.; Mathes, H.-J.; Mulrey, K.; Scholten, O.; Sterpka, C.; ter Veen, S.; Terveer, K.; Turekova, P.; Trinh, T. N. G.; Saha, S. K.; Sharma, S.; Spencer, R.; Veberǐc, D.; Watanabe, K.; Waterson, M.; Zhang, C.; Zhang, P.; Zhang, Y.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 835, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0835
M’sihid, E.; Parizot, E.; Battisti, M.; BLIN, S.; JEM-EUSO collaboration, F. the
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 326, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0326
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1224, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1224
IceCube Collaboration; Pyras, L.; Paul, L.; Rawlins, K.; Reistroffer, I.; Thakuri, A.; Abbasi, R.; Ackermann, M.; Adams, J.; Andeen, K. G.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Brinson, B.; Book Motzkin, J.; Boscolo Meneguolo, C.; Burley, R. T.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.; Fedynitch, A.; Feigl, N.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 367, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0367
IceCube-Gen2 collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K. G.; Anton, G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Audehm, J.; Axani, S.; Babu, R.; Bai, X.; Balagopal, A. V.; Balagopal V, A.; Baricevic, M.; Barwick, S. W.; Basu, V.; Bay, R.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Bishop, A.; Blaufuss, E.; Bloom, L.; Blot, S.; Bohmer, M.; Bontempo, F.; Book Motzkin, J.; Borowka, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Bouma, S.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Bustamante, M. J.; Bustamante, M.; Butterfield, D.; Campana, M.; Carloni, K.; Cataldo, M.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Clark, R.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Conrad, J.; Corley, R.; Cowen, D.; Deaconu, C.; DE CLERCQ, C.; De Kockere, S.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desai, A.; Desiati, P.; de Vries, K.; de Wasseige, G.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Do, G.; Domi, A.; Draper, L.; Dueser, L.; Dujmovic, H.; Durnford, D.; Durnford, D.; Dutta, K.; DuVernois, M.; Egby, T.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1159, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1159
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1211, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1211
IceCube Collaboration; Thiesmeyer, M.; Yuan, T.; Seen, L.; Lu, L.; Karle, A.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Andeen, K. G.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Braun, J.; Boscolo Meneguolo, C.; Brinson, B.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1193, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1193
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1219, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1219
JEM-EUSO Collaboration; Bertaina, M. E.; Palmieri, P. A.; Bargelli, M.; Rolo, M.; Dellacasa, G.; Di Salvo, A.; Garbolino, S.; Mazza, G.; Mignone, M.; Rivetti, A.; Traversi, G.; Trossarello, E.; Wheadon, R.; Zugravel, S. C.; Barghini, D.; Battisti, M.; Bellotti, R.; Belov, A. A.; Bertaina, M. E.; Betts, M.; Biermann, P. L.; Bisconti, F.; Blin-Bondil, S.; Boezio, M.; Bowaire, A. N.; Buckland, I. J.; Burmistrov, L.; Burton-Heibges, J.; Cafagna, F. S.; Campana, D.; Capel, F.; Caraca, J.; Caruso, R.; Casolino, M.; Cassardo, C.; Castellina, A.; Černý, K.; Conti, L.; Coretti, A. G.; Cremonini, R.; Creusot, A.; Cummings, A. L.; Davarpanah, S.; De Santis, C.; De La Taille, C. H.; Di Giovanni, A. D.; Di Salvo, A.; Ebisuzaki, T.; Eser, J. B.; Fenu, F.; Ferrarese, S.; Filippatos, G.; Finch, W. W.; Fornaro, C.; Fuglesang, C.; Galvez Molina, P.; Garbolino, S.; Garg, D.; Gardiol, D.; Garipov, G. K.; Golzio, A.; Guépin, C.; Haungs, A.; Heibges, T.; Isgrò, F.; Iuppa, R.; Judd, E. G.; Kajino, F.; Kupari, L.; Kim, S.- wook; Klimov, P. A.; Kreykenbohm, I.; Krizmanic, J. F.; Lesrel, J.; Liberatori, F.; Lima Júnior, H. P.; M’sihid, E.; Mandat, D.; Manfrin, M.; Marcelli, A.; Marcelli, L.; Marszał, W.; Masciantonio, G.; Masone, V.; Matthews, J. N.; Mayotte, E.; Meli, A.; Mese, M.; Meyer, S. S.; Mignone, M.; Miller, M. L.; Miyamoto, H.; Montaruli, T.; Moses, J.; Munini, R.; Nathan, C.; Neronov, A. Y.; Nicolaidis, R.; Nonaka, T.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 190, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0190
IceCube Collaboration; Nakos, M.; Rosted, A.; Lu, L.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Andeen, K. G.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1127, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1127
IceCube Collaboration; Neste, L.; Hunnefeld, M.; Finley, C.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Andeen, K. G.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1130, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1130
IceCube Collaboration; Paul, L.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Andeen, K. G.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.; Fedynitch, A.; Feigl, N.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 355, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0355
Ferriere, A.; Benoit-Levy, A.; Collaboration, G.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 253, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0253
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 423, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0423
JEM-EUSO Collaboration; Mayotte, E. W.; Cummings, A.; Degarate, P.; Alldredge, P.; DeWitt Pierrat, N.; Aloisio, R.; Eser, J.; Ammendola, R.; Finch, W.; Anastasio, A.; Burton-Heibges, J.; Anchordoqui, L. A.; Heibges, T.; Andreoli, V.; Mentzell, E.; Anzalone, A.; Meyer, S.; Arnone, E.; Shay, C.; Badoni, D.; Stillwell, B.; Ballmoos, P. von; Takizawa, Y.; Wanner, L.; Barghini, D.; Wiencke, L.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 332, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0332
IceCube-Gen2 collaboration; Koundal, P.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Andeen, K. G.; Ali, S.; Amin, N. M. B.; Andeen, K.; Anton, G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Audehm, J.; Axani, S.; Babu, R.; Bai, X.; Balagopal V., A.; Baricevic, M.; Barwick, S. W.; Basu, V.; Bay, R.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Bishop, A.; Blaufuss, E.; Bloom, L.; Blot, S.; Bohmer, M.; Bontempo, F.; Book Motzkin, J.; Borowka, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Bouma, S.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Bustamante, M.; Butterfield, D.; Campana, M.; Carloni, K.; Cataldo, M.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Clark, R.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Conrad, J.; Corley, R.; Cowen, D.; Deaconu, C.; DE CLERCQ, C.; De Kockere, S.; DeLaunay, J.; Delgado, D.; Desai, A.; Delmeulle, T.; Deng, S.; Desai, A.; Desiati, P.; de Vries, K.; de Wasseige, G.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Do, G.; Domi, A.; Draper, L.; Dueser, L.; Dujmovic, H.; Durnford, D.; Dutta, K.; DuVernois, M.; Egby, T.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 309, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0309
CORSIKA 8 Collaboration; Alameddine, J.-M.; Riehn, F.; Albrecht, J.; Alves Jr., A. A.; Ammerman-Yebra, J.; Alves, A. A.; Arrabito, L.; Baack, D.; Cesista, R.; Coleman, A.; Deaconu, C.; Elsässer, D.; Dembinski, H. P.; Engel, R.; Elsasser, D.; Faure, A.; Ferrari, A.; Gaudu, C.; Glaser, C.; Gottowik, M.; Heck, D.; Huege, T.; Kampert, K.-H.; Karastathis, N.; Nellen, L.; Parello, D.; Pierog, T.; Prechelt, R.; Reininghaus, M.; Rhode, W.; Sackel, M.; Sampathkumar, P.; Sandrock, A.; Soedingrekso, J.; Ulrich, R.; Windischhofer, P.; Yue, B.; Yue, B.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 267, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0267
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1122, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1122
IceCube Collaboration; Rechav, Z.; Yildizci, E. B.; Lu, L.; Adams, J. A.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Ali, S. J. M.; Amin, N. M. B.; Andeen, K. G.; Argüelles Delgado, C. A.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal, A. V.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R. C.; Beatty, J. J.; Becker-Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S. Y.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L. M.; Blot, S.; Bodo, I.; Bontempo, F.; Motzkin, J. Y. B.; Meneguolo, C. B.; Böser, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Carloni, K.; Carpio, J. A.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Borja, D. A. C.; Connolly, A. L.; Conrad, J. M.; Corley, R.; Cowen, D. F.; Clercq, C. de; Delaunay, J. J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; Vries, K. D. de; Wasseige, G. de; DeYoung, T.; Díaz-Vélez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsasser, D.; Engel, R.; Erpenbeck, H.; Esmail, W. A.; Eulig, S. Y.; Evans, J. J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); genf, Schweiz, 15.-24.07.2025, Art.Nr: 1154, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1154
NA61/SHINE Collaboration; Adhikary, H.; Shukla, A.; Adrich, P.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 397, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0397
IceCube-Gen2 collaboration; Kowalski, M.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Anton, G. K. S.; Amin, N. M. B.; Andeen, K.; Anton, G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Audehm, J.; Axani, S.; Babu, R.; Bai, X.; Balagopal V, A.; Baricevic, M.; Barwick, S. W.; Basu, V.; Bay, R.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bishop, A. C.; Bernardini, E.; Besson, D.; Bishop, A.; Blaufuss, E.; Bloom, L.; Blot, S.; Bohmer, M.; Bontempo, F.; Book Motzkin, J.; Borowka, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Bouma, S.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Bustamante, M.; Butterfield, D.; Campana, M.; Carloni, K.; Cataldo, M.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Clark, R.; Coleman, A.; Coloma-Borja, D. A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Conrad, J.; Corley, R.; Cowen, D.; Deaconu, C.; DE CLERCQ, C.; De Kockere, S.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desai, A.; Desiati, P.; de Vries, K.; de Wasseige, G.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Do, G.; Domi, A.; Draper, L.; Dueser, L.; Dujmovic, H.; Durnford, D.; Dutta, K.; DuVernois, M.; Egby, T.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1080, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1080
Colmenero César, A. L.; Arteaga-Velázquez, J. C.; Bertaina, M. E.; Chiavassa, A.; Daumiller, K.; De Souza, V.; de Souza, V.; Engel, R.; Gherghel-Lascu, A.; Grupen, C.; Haungs, A.; Hörandel, J. R.; Huege, T.; Kampert, K. H.; Kang, D.; Link, K.; Mathes, H. J.; Ostapchenko, S. S.; Pierog, T.; Rivera-Rangel, D.; Roth, M.; Schieler, H.; Schröder, F. G.; Schröder, F. G.; Sima, O.; Wochele, J.; Zabierowski, J. A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 224, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0224
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1183, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1183
Schroeder, F. G.; IceCube; Balagopal V., A.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 915, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0915
IceCube Collaboration; Balagopal V., A.; Karle, A.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal, A. V.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 985, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0985
Schroeder, F. G.; IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; de Vries, K.; de Wasseige, G.; DeYoung, T.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.; Fedynitch, A.; Feigl, N.; Finley, C.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 458, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0458
Schroeder, F. G.; IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1013, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1013
BEACON and GRAND Collaborations; Zeolla, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1227, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1227
GRAPES-3 collaboration; Mohanty, P.; Chakraborty, M.; Varsi, F.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 335, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0335
IceCube Collaboration; Balagopal V., A.; Basu, V.; Karle, A.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Amin, N. M. B.; Aguilar, J.; Andeen, K. G.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Barwick, S. W.; Bash, S.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.; Fedynitch, A.; Feigl, N.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 983, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0983
Vicha, J.; Bakalova, A.; Müller, A. L.; Tkachenko, O. Y.; Stadelmaier, M. K.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 430, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0430
Saha, S.; Jain", ".; Huege", ".; Besson", ". Z.; Martinelli", ".
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 377, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0377
Scotti, V.; Anastasio, A.; Bertaina, M. E.; Boiano, A.; Caruso, R.; De Santis, C.; Masone, V.; Mese, M.; Osteria, G.; Panico, B.; Passeggio, G.; Perfetto, F.; Qureshi, H. A.; Ricci, E.; Baret, B.; Barghini, D.; Battisti, M.; Bellotti, R.; Belov, A. A.; Bertaina, M. E.; Betts, M.; Biermann, P. L.; Bisconti, F.; Blin-Bondil, S.; Boezio, M.; Bowaire, A. N.; Buckland, I. J.; Burmistrov, L.; Burton-Heibges, J.; Cafagna, F. S.; Campana, D.; Capel, F.; Caraca, J.; Caruso, R.; Casolino, M.; Cassardo, C.; Castellina, A.; Černý, K.; Conti, L.; Coretti, A. G.; Cremonini, R.; Creusot, A.; Cummings, A. L.; Davarpanah, S.; De Santis, C.; De La Taille, C. H.; Di Giovanni, A. D.; Di Salvo, A.; Ebisuzaki, T.; Eser, J. B.; Fenu, F.; Ferrarese, S.; Filippatos, G.; Finch, W. W.; Fornaro, C.; Fuglesang, C.; Galvez Molina, P.; Garbolino, S.; Garg, D.; Gardiol, D.; Garipov, G. K.; Golzio, A.; Guépin, C.; Haungs, A.; Heibges, T.; Isgrò, F.; Iuppa, R.; Judd, E. G.; Kajino, F.; Kupari, L.; Kim, S.- wook; Klimov, P. A.; Kreykenbohm, I.; Krizmanic, J. F.; Lesrel, J.; Liberatori, F.; Lima Júnior, H. P.; M’sihid, E.; Mandat, D.; Manfrin, M.; Marcelli, A.; Marcelli, L.; Marszał, W.; Masciantonio, G.; Masone, V.; Matthews, J. N.; Mayotte, E.; Meli, A.; Mese, M.; Meyer, S. S.; Mignone, M.; Miller, M. L.; Miyamoto, H.; Montaruli, T.; Moses, J.; Munini, R.; Nathan, C.; Neronov, A. Y.; Nicolaidis, R.; Nonaka, T.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 391, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0391
IceCube Collaboration; Raab, C.; de Wasseige, G.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal, A. V.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1150, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1150
JEM-EUSO Collaboration; Bertaina, M. E.; Battisti, M.; Allard, D.; Alldredge, P.; Aloisio, R.; Ammendola, R.; Anastasio, A.; Anchordoqui, L. A.; Andreoli, V.; Anzalone, A.; Arnone, E.; Badoni, D.; Ballmoos, P. von; Baret, B.; Barghini, D.; Battisti, M.; Bellotti, R.; Belov, A. A.; Bertaina, M. E.; Betts, M.; Biermann, P. L.; Bisconti, F.; Blin-Bondil, S.; Boezio, M.; Bowaire, A. N.; Buckland, I. J.; Burmistrov, L.; Burton-Heibges, J.; Cafagna, F. S.; Campana, D.; Capel, F.; Caraca, J.; Caruso, R.; Casolino, M.; Cassardo, C.; Castellina, A.; Černý, K.; Conti, L.; Coretti, A. G.; Cremonini, R.; Creusot, A.; Cummings, A. L.; Davarpanah, S.; De Santis, C.; De La Taille, C. H.; Di Giovanni, A. D.; Di Salvo, A.; Ebisuzaki, T.; Eser, J. B.; Fenu, F.; Ferrarese, S.; Filippatos, G.; Finch, W. W.; Fornaro, C.; Fuglesang, C.; Galvez Molina, P.; Garbolino, S.; Garg, D.; Gardiol, D.; Garipov, G. K.; Golzio, A.; Guépin, C.; Haungs, A.; Heibges, T.; Isgrò, F.; Iuppa, R.; Judd, E. G.; Kajino, F.; Kupari, L.; Kim, S.- wook; Klimov, P. A.; Kreykenbohm, I.; Krizmanic, J. F.; Lesrel, J.; Liberatori, F.; Lima Júnior, H. P.; M’sihid, E.; Mandat, D.; Manfrin, M.; Marcelli, A.; Marcelli, L.; Marszał, W.; Masciantonio, G.; Masone, V.; Matthews, J. N.; Mayotte, E.; Meli, A.; Mese, M.; Meyer, S. S.; Mignone, M.; Miller, M. L.; Miyamoto, H.; Montaruli, T.; Moses, J.; Munini, R.; Nathan, C.; Neronov, A. Y.; Nicolaidis, R.; Nonaka, T.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 189, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0189
IceCube Collaboration; Häußler, J.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V., A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 492, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0492
Schroeder, F. G.; IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Ali, S.; Amin, N. M. B.; Andeen, K. G.; Argüelles, C.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Conrad, J.; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1135, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1135
IceCube Collaboration; Marka, Z.; Thwaites, J.; Vandenbroucke, J.; Veske, D.; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J.; Ahlers, M.; Alameddine, J.-M.; Andeen, K. G.; Ali, S.; Amin, N. M. B.; Argüelles, C.; Axani, S. N.; Ashida, Y.; Athanasiadou, S.; Axani, S.; Babu, R.; Bai, X.; Baines-Holmes, J.; Balagopal V, A.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J.; Becker Tjus, J.; Behrens, P.; Beise, J.; Bellenghi, C.; Benkel, B.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D.; Blaufuss, E.; Bloom, L.; Blot, S.; Bodo, I.; Bontempo, F.; Book Motzkin, J.; Boscolo Meneguolo, C.; BOSER, S.; Botner, O.; Bottcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Campana, M. A.; Burley, R. T.; Butterfield, D.; Campana, M.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, T. N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B.; Coleman, A.; Coleman, P. J. C.; Collin, G.; Coloma Borja, D. A.; Connolly, A.; Cowen, D. F.; Conrad, J.; Clercq, C. de; Corley, R.; Cowen, D.; DE CLERCQ, C.; DeLaunay, J.; Delgado, D.; Delmeulle, T.; Deng, S.; Desiati, P.; de Vries, K.; de Wasseige, G.; DeYoung, T.; Diaz-Velez, J. C.; DiKerby, S.; Dittmer, M.; Domi, A.; Draper, L.; Dueser, L.; Durnford, D.; Dutta, K.; DuVernois, M.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Eulig, S.; Evans, J.; Evenson, P.; Fan, K. L.; Fang, K.; Farrag, K. R.; Fazely, A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 1113, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1113
Scotti, V.; Anastasio, A.; Boiano, A.; Allard, D.; Cafagna, F. S.; Alldredge, P.; Masone, V.; Aloisio, R.; Mese, M.; Ammendola, R.; Osteria, G.; Anastasio, A.; Passeggio, G.; Anchordoqui, L. A.; Perfetto, F.; Collaboration, J.- euso; Anzalone, A.; Qureshi, H. A.; Badoni, D.; Baret, B.; Bellotti, R.; Belov, A. A.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 392, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0392
Berge, D.; newASTROGAM proposal team; Mazziotta, M. N.; Berge, D.; Tavani, M.; Mazziotta, M. N.; Tatischeff, V.; Tavani, M.; Oberlack, U. G.; Tatischeff, V.; Oberlack, U.; Ajello, M.; Amato, E.; Ambrosi, G.; Argan, A.; Ballmoos, P. von; Barbato, F. C. T.; Barschke, M. F.; Berger, N. B.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Art.Nr: 572, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0572
Bömer, T.; Koltermann, N.; Disselnmeyer, M.; Dörr, L.; Meyer, A.
2026. Computational Intelligence – 17th International Joint Conference, IJCCI 2025, Marbella, Spain, October 22–24, 2025, Proceedings, Part I. Ed.: F. Marcelloni, 214–235, Springer Nature Switzerland. doi:10.1007/978-3-032-15632-7_12
Dadfar, B.; Kabay, G.; Franzreb, M.; Whisnant, K.; Kotov, N. A.; Lahann, J.
2026. Advanced Intelligent Discovery. doi:10.1002/aidi.202500225
Hahnemann, D.; Noppel, M.; Ademi, L.; Wressnegger, C.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190493
Zhang, B.; Summers, T. J.; Augustine, L. J.; Taylor, M. G.; Geist, A.; Li, R.; Batista, E. R.; Perez, D.; Yang, P.; Schrier, J.
2026. Journal of the American Chemical Society, 148 (5), 5520–5532. doi:10.1021/jacs.5c19738
Neyyathala, A.; Jung, F.; Feldmann, C.; Barth, S.; Grunwaldt, J.-D.; Jevtovikj, I.; Schunk, S. A.; Dolcet, P.; Gross, S.; Hanf, S.
2026. Journal of Catalysis, 456, Art.-Nr.: 116733. doi:10.1016/j.jcat.2026.116733
Busch, L. N.
2026, Februar 16. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190490
Sadrikhanloo, S.; Busch, B.; Hilgers, C.
2026. Energy Geoscience, 7 (2), Art.-Nr.: 100537. doi:10.1016/j.engeos.2026.100537
Zuern, M.; Dadkhah, M.; Nitschke-Pagel, T.; Gibmeier, J.
2026. Journal of Applied Crystallography, 59 (1), 163–178. doi:10.1107/S1600576725010350
Dixneit, J.; Gibmeier, J.; Kromm, A.; Schubnell, J.; Lang, F.; Loebich, F.; Carl, E.-R.; Ya, W.
2026. The Journal of Strain Analysis for Engineering Design, 61 (3), 173–190. doi:10.1177/03093247251406876
Blumberg, A.; Merkert, J.; Fehler, R.; Immel, F.; Bieder, F.; Pauls, J.-H.; Stiller, C.
2025. 2025 IEEE Intelligent Vehicles Symposium (IV), Cluj-Napoca, Romania, 22-25 June 2025, 1833–1840, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IV64158.2025.11097513
Jachimowicz, J. J.
2026, Februar 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190485
Rosales Bravo, F. A.
2026, Februar 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190484
Kannenberg, T.; Prahs, A.; Nestler, B.; Schneider, D.
2026. PAMM, 26 (1), e70090. doi:10.1002/pamm.70090
Beranek, J.; Niesler, N.; Jochem, P.; Ardone, A.; Fichtner, W.
2026. Energy Policy, 212, Art.-Nr.: 115156. doi:10.1016/j.enpol.2026.115156
Baßler, J.; Delucchi, A. L.; Bäcker, P.; Heizmann, M.
2026. tm - Technisches Messen. doi:10.1515/teme-2025-0124
Gao, J.
2026, Februar 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190480
Litvinov, D.; Aktaa, J.; Bichler, A.; Stueber, M.; Ulrich, S.
2026. Materials, 19 (4), 675. doi:10.3390/ma19040675
Schwarzenberger, A.; Kotz, A.; Kholeif, H.; Eschenbaum, C.; Wilhelm, C. W.; Singer, S.; Mertens, A.; Martens, M.; Sarwar, S.; Kern, P.; Sirim, M.; Erk, P.; Kuzmin, A.; Bräse, S.; Randel, S.; Freude, W.; Popovic, M.; Koos, C.
2025. 2025 European Conference on Optical Communications (ECOC), Copenhagen, Denmark, 28 September 2025 - 02 October 2025, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECOC66593.2025.11263365
Becker, E. B. E.; Mayer, S.; Kutscher, L. M.
2026. Disease Models & Mechanisms, 19 (1). doi:10.1242/dmm.052478
Untersuchung und Bewertung von Betriebskonzepten für das System eWay innerhalb gemischt hybrid angetriebener Flotten in der Transportlogistik Deutschlands. Dissertation
2026, Februar 13. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190476
Schöberl, J.; Schaeffler, S.; Grahl, L.; Bach, C.; Ohneseit, S.; Förstermann, D.; Feng, X.; Ziebert, C.; Jossen, A.; Lienkamp, M.
2026. Journal of Power Sources, 668, Art.Nr: 239206. doi:10.1016/j.jpowsour.2025.239206
Korkembay, Z.; Auyelkhankyzy, M.; Atamanov, M.; Mansurov, Z.; Bykov, V. V.
2025. Eurasian Chemico-Technological Journal, 27 (3), 173–179. doi:10.18321/ectj1664
Cirik, H.; Kabakci, Y. G.; Basyooni-M. Kabatas, M. A.; Kiliç, H. Ş.
2026. Sensors, 26 (2), 391. doi:10.3390/s26020391
Fünkner, M.; Zeeb, G.; Wilhelm, M. L.; Eyerer, P.; Henning, F.
2026. Journal of Composites Science, 10 (1), 55. doi:10.3390/jcs10010055
Verma, A. K.; Vashishtha, P.; Aggarwal, V.; Kanan, B.; Giridhar, S. P.; Gupta, T.; Rahman, M. A.; Sehrawat, M.; Xu, C.; Murdoch, B. J.; Mayes, E. L. H.; Dhakate, S. R.; Gahtori, B.; Ahmed, T.; Abidi, I. H.; Walia, S.
2026. Small Structures, 7 (1), 1. doi:10.1002/sstr.202500657
Hamana, D.; Chetibi, L.; Zemieche, A.; Dolcet, P.; Achour, S.
2026. Surface and Interface Analysis, 1. doi:10.1002/sia.70059
Schönfelder, A.; Eberlein-Gonska, M.; Hülsken-Giesler, M.; Jovy-Klein, F.; Kather, J. N.; Kohoutek, E.; Lennefer, T.; Liebert, E.; Lipprandt, M.; Mathias, R.; Muti, H. S.; Obergassel, J.; Reibel, T.; Rösler, U.; Schneider, M.; Schlicht, L.; Schlieter, H.; Schmieding, M. L.; Schweingruber, N.; Sedlmayr, M.; Strametz, R.; Susec, B.; Wekenborg, M. K.; Weicken, E.; Weitz, K.; Diehl, A.; Gilbert, S.
2026. Journal of Medical Internet Research, 28, e80754. doi:10.2196/80754
Kuster, O.; Augenstein, Y.; Rockstuhl, C.; Sturges, T. J.
2026. IEEE Journal of Selected Topics in Quantum Electronics, 32 (2: 3-D Ho… Photonics), 1–8. doi:10.1109/JSTQE.2026.3657231
Wolffram, D.; Bracher, J.; Schienle, M.
2026. International Journal of Forecasting, 42 (3), 971–988. doi:10.1016/j.ijforecast.2026.01.001
Madani, S. S.; Shabeer, Y.; Fowler, M.; Panchal, S.; Ziebert, C.; Chaoui, H.; Allard, F.
2026. World Electric Vehicle Journal, 17 (1), 2. doi:10.3390/wevj17010002
Maier, M.; Griesinger, L.; Franzreb, M.; Kluters, S.
2026. Biotechnology and Bioengineering, 1. doi:10.1002/bit.70170
Devoto, F.; Melnikov, K. V.; Röntsch, R. H.; Signorile-Signorile, C.; Tagliabue, D. M.; Tresoldi, M.
2026. Journal of High Energy Physics, 2026 (1), 137. doi:10.1007/JHEP01(2026)137
Pandey, S. P.; Pradhan, M.; Baldwin, I. T.
2026. New Phytologist, 250 (2), 1004–1022. doi:10.1111/nph.70946
Li, N.; Yang, Y.; Xing, Z.; Zhao, Y.; Wei, J.; Ma, M.; Zhang, X.
2026. Hydrology, 13 (1), 16. doi:10.3390/hydrology13010016
Niessner, C.; Fears, N. E.; Keller, K.; Eberhardt, T.; Zimmermann, H.; Tamplain, P. M.; Miller, H. L.
2026. Journal of Motor Learning and Development, 14 (1), 1. doi:10.1123/jmld.2025-0052
Jorquera, C. A.; Ardila-Rey, J. A.; Castro, B. A. D.; Schurch, R.; Montaña, J.; Boya, C.; Orellana, L.
2026. IEEE Transactions on Instrumentation and Measurement, 1. doi:10.1109/TIM.2026.3659591
Weidner, P.; Ummenhofer, T.; Gölz, L.-M.; Kuhlmann, U.; Flügge, W.; Ripsch, B.; Gabriel, G.; Gericke, A.
2026. Stahlbau, 1. doi:10.1002/stab.70076
Xu, H.; Meschkov, S.; Meyers, V.; Tahoori, M. B.
2026. IACR Transactions on Cryptographic Hardware and Embedded Systems, 2026 (1), 448–471. doi:10.46586/tches.v2026.i1.448-471
Villinger, F.; Yahşi, D.; Schroers, S. C.; Zehe, E.
2026. Hydrologie und Wasserbewirtschaftung, 70 (1), 8–23. doi:10.5675/hywa_2026.1_1
Rucker, F.; Bezvershenko, A.; Mettus, D.; Bauer, A.; Garst, M.; Rosch, A.; Pfleiderer, C.
2026. Proceedings of the National Academy of Sciences of the United States of America, 123 (5), 1. doi:10.1073/pnas.2507428123
Peng, K.; Wen, D.; Sarfraz, M. S.; Chen, Y.; Zheng, J.; Schneider, D.; Yang, K.; Wu, J.; Roitberg, A.; Stiefelhagen, R.
2026. International Journal of Computer Vision, 134 (3), Art.Nr: 99. doi:10.1007/s11263-025-02643-9
Mayer, M. J.; Baran, Á.; Lerch, S.; Horat, N.; Yang, D.; Baran, S.
2026. Solar Energy, 307, Art.Nr: 114361. doi:10.1016/j.solener.2026.114361
Konow, J.; Kühl, L.; Szech, N.
2026. European Economic Review, 184, Art.Nr: 105269. doi:10.1016/j.euroecorev.2026.105269
Han, J.; Gasche, R.; Wolf, B.; Schweizer, S.; Garcia-Franco, N.; Wiesmeier, M.; Kiese, R.; Ostler, U.; Andrade, D.; Schloter, M.; Schlingmann, M.; Rennenberg, H. Z.; Dannenmann, M. U.
2026. Agriculture, Ecosystems and Environment, 401, Art.Nr: 110275. doi:10.1016/j.agee.2026.110275
Ludwig-Walz, H.; Heinisch, S.; Siemens, W.; Niessner, C.; Eberhardt, T.; Dannheim, I.; Guthold, R.; Bujard, M.
2026. Journal of Sport and Health Science, 15, Art.Nr: 101101. doi:10.1016/j.jshs.2025.101101
Baur, T.
2026, Februar 13. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190449
Personalentwicklung und Berufliche Ausbildung (PEBA) (Hrsg.)
2026. doi:10.5445/IR/1000190448
Sievers, J.; Kumbhani, K.; Blank, T.; Simon, F.; Mauthe, A.
2026. Energy and AI, 23, Art.-Nr.: 100680. doi:10.1016/j.egyai.2026.100680
Dittmer, J.; Bhutani, A.; Beuthan, F.; Krimmer, J.; Zwick, T.; Koos, C.; Randel, S.
2026. IEEE Open Journal of Antennas and Propagation, 1. doi:10.1109/OJAP.2026.3662746
Lu, X.; Groh, J.; Graf, A.; Pütz, T.; Gerke, H. H.; Gründling, R.; Rupp, H.; Kiese, R.; Vogel, H. J.; Javaux, M.; Vereecken, H.; Franssen, H.-J. H.
2026. Journal of Hydrology, 668, Art.-Nr.: 134959. doi:10.1016/j.jhydrol.2026.134959
Velagala, L. S. A. R.; Heidbach, O.; Ziegler, M.; Reiter, K.; Rajabi, M.; Henk, A.; Giger, S. B.; Hergert, T.
2026. Solid Earth, 17 (1), 179–201. doi:10.5194/se-17-179-2026
Kramer, S.; Lubkowitz, V.; Haas, M.; Michel, J.; Spurk, C.; Olowinsky, A.; Faria, G. A.; Jarwitz, M.; Graf, T.; Schulze, V.; Zanger, F.
2026. The International Journal of Advanced Manufacturing Technology, 142 (11-12), 6105–6123. doi:10.1007/s00170-025-17198-9
Pawlowski, M. von; Saur, L.; Röthele, J.; Pylatiuk, C.
2026. Journal of Hazardous Materials Advances, 21, Art.Nr: 101068. doi:10.1016/j.hazadv.2026.101068
Lehmkuhl, S.; Fleischer, S.; Yang, J.; Chekmenev, E. Y.; Theis, T.; Appelt, S.; Korvink, J. G.; Jouda, M.
2026. Angewandte Chemie International Edition, 65 (10), Art.-Nr.: e25699. doi:10.1002/anie.202525699
Roca González, D.
2026, Februar 16. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190440
Paulus, D.; Linz, M.; Hansen, A.-L.; Smaalen, S. van; Moos, R.; Ulrich, A. S.; Schönauer-Kamin, D.
2026. Journal of the European Ceramic Society, 46 (7), 118127. doi:10.1016/j.jeurceramsoc.2026.118127
Arco, F.; Heinemeyer, S.; Mühlleitner, M.
2025. arxiv. doi:10.48550/arXiv.2505.02947
Arco, F.; Heinemeyer, S.; Mühlleitner, M.
2026. Journal of High Energy Physics, 2026 (1), 160. doi:10.1007/JHEP01(2026)160
Mahmoudi, H.; Alam, A.; Theato, P.; Gaele, M. F.; Gargiulo, P.; Li, H.; Palma, T. M. Di
2026. Small, 22 (16), Art.-Nr.: e14913. doi:10.1002/smll.202514913
Chen, Y.
2026, Februar 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190435
Stelz, C.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190434
Parodi, O.
2026, Februar 10. Nachhaltigkeitsworkshop BBBank (2026), Karlsruhe, 10. Februar 2026
Szaguhn, M.; Fricke, A.; Wendeberg, E.
2026, Februar. Urban Transformation in a New Geopolitical Era? Nexus Thinking in Energy, Food, Ecological and Mobility Transition (UERA 2026), Straßburg, Frankreich, 4.–6. Februar 2026
Alexandri, G.
2026, Februar. Urban Transformation in a New Geopolitical Era? Nexus Thinking in Energy, Food, Ecological and Mobility Transition (UERA 2026), Straßburg, Frankreich, 4.–6. Februar 2026
Dobroć, P.
2026, Februar. Urban Transformation in a New Geopolitical Era? Nexus Thinking in Energy, Food, Ecological and Mobility Transition (UERA 2026), Straßburg, Frankreich, 4.–6. Februar 2026
Ufer, U.
2026, Februar. Urban Transformation in a New Geopolitical Era? Nexus Thinking in Energy, Food, Ecological and Mobility Transition (UERA 2026), Straßburg, Frankreich, 4.–6. Februar 2026
Alam, S.; Kister, T.; Scholz, A.; Sauva, S.; Lay, M.; Kraus, T.; Aghassi-Hagmann, J.
2026. Advanced Engineering Materials, 28 (6), Art.-Nr.: e202501740. doi:10.1002/adem.202501740
Fricke, A.
2019, März. 3. Frühlingstage der Nachhaltigkeit am KIT (2019), Karlsruhe, Deutschland, 25.–28. März 2019
Prabhakaran, P.
2026, Februar 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190426
Rüter, L.
2026, Februar 13. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190424
Karle, C.; Fuerst-Walter, I.; Schade, F.; Hoefer, J.; Lesniak, F.; Harbaum, T.; Becker, J.
2025. 2025 IEEE 4th German Education Conference (GECon), Hamburg, 21st-23rd July 2025, 1–5, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/GECon64629.2025.11369364
Seliwjorstow, A.
2026, Februar 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190422
Stößer, S.
2026, Februar 17. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190421
Thirolf, T.
2025, Dezember. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190420
Merx, C.; Verpoest, S.; Flaggs, B.; Schröder, F.; Pierre Auger Collaboration
2026, März 16. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Caba Pineda, T.; Pierre Auger Collaboration
2026, März 16. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Klemens, P.
2025, November. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190417
Haas, M.; Fleck, S.; Scheiff, F.; Kolb, T.
2026. Fuel, 416, 138473. doi:10.1016/j.fuel.2026.138473
Hahn, S.; Pierre Auger Collaboration
2026, März. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Varsi, F.; IceCube Collaboration
2026, März 16. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Mukherjee, T.; Mukhopadhyay, M.; Oikonomou, F.; Haungs, A.; Engel, R.
2026, März 16. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Gentner, S.
2026, März 16. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Henke, H.; KATRIN Collaboration
2026, März 16. 89. Annual Conference of the DPG and DPG Spring Meeting of the Matter an Cosmos Section (SMuK 2026), Erlangen, Deutschland, 15.–20. März 2026
Loseva, A.; Flache, A.; Steglich, C.; Otten, S.; Mäs, M.
2026. Group Processes & Intergroup Relations, 29 (3), 471–494. doi:10.1177/13684302251406209
Fuentes Mendoza, E. C.
2026, Februar 26. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190409
El Hariry, A.; Polomoshnov, M.; Urrutia Gómez, J. E.; Zellner, F.; Bauer, R.; O’Hea, A.; Bartscherer, K. A.; Reischl, M.
2026. Heliyon, 12 (3), e44601. doi:10.1016/j.heliyon.2026.e44601
Frey, A. M.
2026, Februar 11. Shaker Verlag. doi:10.5445/IR/1000190408
Grolig, J.; Griem, L.; Selzer, M.; Kauczor, H.-U.; Triphan, S. M. F.; Nestler, B.; Koeppe, A.
2026. Materials Today Communications, 51, 114817. doi:10.1016/j.mtcomm.2026.114817
Borbora, A.; Liu, M.; Gliemann, H.; Manna, U.; Wöll, C.
2026. Advanced Functional Materials, Art.-Nr.: e30998. doi:10.1002/adfm.202530998
Alongi, F.
2026, Februar 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190404/v2
Preuss, A.; Kamp, T. van de; Zuber, M.; Hamann, E.; Brunkert, L.; Herzog, I.; Lehnert, K.; Gorb, S. N.
2026. Zoomorphology, 145 (1), 8. doi:10.1007/s00435-025-00765-9
Peiffer, S.; Mohanraj, J.; Hockmann, K.; Göttlicher, J.; Thelakkat, M.; Marouane, B.
2026. Minerals, 16 (1), 68. doi:10.3390/min16010068
Gholipoor, M.; Rienaecker, M.; Liu, X.; Orooji, S.; Fang, L.; Fassl, P.; Guo, R.; Lemmer, U.; Peibst, R.; Paetzold, U. W.
2026. Advanced Science, 13 (18), Art.-Nr.: e20603. doi:10.1002/advs.202520603
Septina, W.; Paranhos Lopes, J.; Muzzillo, C. P.; Hua, A.; Hauschild, D.; Weinhardt, L.; Heske, C.; Gaillard, N.
2026. ACS Applied Energy Materials, 9 (1), 123–132. doi:10.1021/acsaem.5c02827
Dillerup, I.; Lemburg, A.; Buschow, S.; Pinto, J. G.
2025. Copernicus. doi:10.5194/egusphere-2025-3379
Chen, D.-H.; Wöll, C.
2026. Small, 22 (16), Art.-Nr.: e14668. doi:10.1002/smll.202514668
Bergen pCT Collaboration; Kortus, T.; Keidel, R.; Gauger, N. R.; Kieseler, J.
2026. Machine Learning: Science and Technology, 7 (1), Art.-Nr.: 015021. doi:10.1088/2632-2153/ae352b
Romero Carnicero, A.
2026, Februar 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190396
Lanoy, F.; White, E. M. H.; Schäfer, B.; Tang, C.; Schroer, C.; Duerrschnabel, M. T.; Gorr, B.; Galetz, M. C.
2026. High Temperature Corrosion of Materials, 103 (1), Art.-Nr.: 16. doi:10.1007/s11085-025-10365-z
Madsen, M.; Bühlmann, I.; Barth, M.
2026. AUTOMATION 2026 : 27. VDI-Kongress AUTOMATION – Leitkongress der Mess- und Automatisierungstechnik (2026). Baden-Baden, Deutschland, 17.06.2026–18.06.2026, VDI Verlag
Madsen, M.; Bühlmann, I.; Vogt, L.; Urbas, L.; Diedrich, C.; Maurer, F.; Doppmeier, J.; Beckhoff, L.; Berner, M.; Barth, M.
2026. AUTOMATION 2026 : 27. VDI-Kongress AUTOMATION – Leitkongress der Mess- und Automatisierungstechnik (2026). Baden-Baden, Deutschland, 17.06.2026–18.06.2026, VDI Verlag
Fuchs, C.; Arnold, U.; Sauer, J.
2026. ChemCatChem, 18 (2). doi:10.1002/cctc.202501589
Hebel, D. E.; Boerman, E.
2026. Bautechnik, 103 (1), 74–82. doi:10.1002/bate.70061
Schoch, L.; Axtmann, M.; Kolb, J.; Brodatzki, M.; Doppelbauer, M.
2025. 28th International Conference on Electrical Machines and Systems (ICEMS), Busan, 16th-19th November 2025, 1049–1054, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/ICEMS66262.2025.11317486
Salifou, I. T.; Maranan, M.; Fink, A. H.; Kouadio, K.; Yoroba, F.; Touré, N. E.; Kobea, T. A.; Diedhiou, A.
2026. Monthly Weather Review, 154 (2), 287–309. doi:10.1175/MWR-D-25-0021.1
Böser, J.
2026, Februar 16. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190388
Lukanowski, M.; Weigend, F.
2026. Physical Chemistry Chemical Physics, 28 (8), 5131–5137. doi:10.1039/d5cp04944j
Seiler, M.; Guardi, G.; Wagner, S.; Pundt, A.
2026. Electrochimica Acta, 548, Art.-Nr.: 148029. doi:10.1016/j.electacta.2025.148029
ASDEX Upgrade Team; W7-X Team; Hörmann, S.; Griener, M.; Krychowiak, M.; Gradic, D.; Siddiki, F. B. T.; Astrain, M.; Flom, E.; Birkenmeier, G.; Stechow, A. von; Killer, C.; Reimold, F.; Sereda, S.; Romba, T.; Brunner, K. J.; Knauer, J.; Stroth, U.
2026. Plasma Physics and Controlled Fusion, 68 (2), Article no: 025003. doi:10.1088/1361-6587/ae37a3
W7-X Team; Fuchert, G.; Bozhenkov, S. A.; Brunner, K. J.; Knauer, J.; Pasch, E.; Raak, A.; Wagner, J.; Hirsch, M.; Wolf, R. C.
2026. Plasma Physics and Controlled Fusion, 68, Article no: 015028. doi:10.1088/1361-6587/ae34e6
Warwicker, J. A.; Rebennack, S.
2026. Journal of Global Optimization. doi:10.1007/s10898-026-01588-8
W7-X Team; Sanchis, L.; Kurki-Suonio, T.; Särkimäki, K.; Ollus, P.; Kontula, J.; Äkäslompolo, S.; Lazerson, S.; Bozhenkov, S.; Smith, H. M.
2026. Nuclear Fusion, 66 (2), Article no: 026046. doi:10.1088/1741-4326/ae2f6f
Wagner, R.
2026, Februar 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190386
Schimek, A. M.
2026, Februar 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190378
Cabrero, J. M.; Hübner, U.; Sandhaas, C.
2025. Proceedings of INTER Meeting, 24th-28th August 2025, Istanbul: 58, Note 2
Poeppe, D.; Ungerer, M.; Kriegseis, J.; Hehner, M.; Sieber, I.
2026. Journal of Aerosol Science, Article no: 106760. doi:10.1016/j.jaerosci.2026.106760
Walter, K.; Rikel, M.; Erbe, M.; Hänisch, J.; Holzapfel, B.
2025, September 24. 17th European Conference on Applied Superconductivity (EUCAS 2025), Porto, Portugal, 21.–25. September 2025
Deschamps, I.; Schaefer, D. A.; Mocellin, I. C. M.; Sergeev, D.; Bouzbib, M.; Klein, A. N.; Bendo, T.; Furlan, K. P.
2026. Journal of Materials Research and Technology, 4844–4853. doi:10.1016/j.jmrt.2026.01.223
Holstein, J.; Spitzer, P.; Gensch, S.; Hoell, M.; Vössing, M.; Kühl, N.
2026. Business & Information Systems Engineering. doi:10.1007/s12599-026-00987-1
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velázquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Boháčová, M.; Boncioli, D.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraca-Valente, J.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A. C.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C. E.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J. R. T.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J. C.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G.; Fauth, A. C.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fernandez, M.; Fick, B.; Figueira, J. M.; Filip, P.; Filipčič, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Franco, A.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; García, B.; Gaudu, C.; Ghia, P. L.; Giaccari, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; González, J. M.; González, N.; Góra, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G. P.; Guido, E.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J. R.; Horvath, P.; Hrabovský, M.; Huege, T.; Insolia, A.; Isar, P. G.; Ismaiel, M.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H. O.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leal, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; Lopes, L.; Lundquist, J. P.; Mallamaci, M.; Mandat, D.; Mantsch, P.; Mariani, F. M.; Mariazzi, A. G.; Mariş, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E.; Mayotte, S.; Mazur, P. O.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotny, V.; Nožka, L.; Nucita, A.; Núñez, L. A.; Ochoa, J.; Oliveira, C.; Ostman, L.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pȩkala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A. S.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Priyadarshi, C.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A. C.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J. D.; Sánchez, F.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovánek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Šmída, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijärvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Syrokvas, K.; Szadkowski, Z.; Tairli, F.; Tambone, M.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; Dillen, P. van; van Dillen, P.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberič, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C.; Watson, A. A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Physical Review Letters, 135 (24), Art.Nr: 241002. doi:10.1103/p4l5-hxlf
Costa, G. S.; Alves do Nascimento Júnior, C.; Santos, A. S.; Piotrowski, M. J.; Caldeira Rêgo, C. R.; Guedes-Sobrinho, D.; Bastos, C. M. O.; Ribeiro Júnior, L. A.; Dias, A. C.
2026. ACS Omega, 11 (6), 9711–9718. doi:10.1021/acsomega.5c10173
Yin, J.; Drießen, C.; Klink, R.; Kizio, S.; Moser, J.; Ellersdorfer, C.; Höschele, P.
2026. Journal of Energy Storage, 150, Art.Nr: 120376. doi:10.1016/j.est.2026.120376
Chang, Y.-C.; García-Mejía, J.; Migliorini, M.
2026. Geometric and Functional Analysis, 1–58. doi:10.1007/s00039-026-00731-7
Hillenbrand, A.; Werner, T.; Winter, F.
2025. Experimental Economics, 28 (3, SI), 492–512. doi:10.1017/eec.2024.13
Vranic, A.; Wulff, S.; Rietz, P.; Schneider, J. L. G.; Abou El Mirate, S.; Wegener, M.; Bräse, S.
2026. ChemPhotoChem, 10 (1). doi:10.1002/cptc.202500337
Murphy, G. L.; Gilson, S.; Popa, K.; Prieur, D.; Schenk, S. M.; Valu, S.-O.; Ramanantoanina, H.; Prüßmann, T.; Vitova, T.; Dardenne, K.; Rothe, J.; Colle, J.-Y.; Walter, O.; Huittinen, N.
2025. Communications Chemistry, 9 (1), 50. doi:10.1038/s42004-025-01857-9
Biella, M.; Batzdorfer, V.
2026. Frontiers in Psychology, 16. doi:10.3389/fpsyg.2025.1763023
Fricke, A.; Trenks, H.
2019. Runder Tisch zum Projekt GrüneLunge (2019), Rheinstetten, Deutschland, 8. April 2019
Fricke, A.; Almeida Yakouchenkova, I. M.; Frank, R.; Saha, S.
2021. Transdisziplinärer Workshop im Rahmen des Projekts GrüneLunge (2021), Online, 4. August 2021
Fricke, A.; Meyer-Soylu, S.; Wendeberg, E.
2023. 3. FutureBowl "Klimafreundliche Kantinen" (2023), Karlsruhe, Deutschland, 1. Februar 2023
Wendeberg, E.; Fricke, A.; Meyer-Soylu, S.
2022. 2. FutureBowl „Klimafreundliche Kantinen“ (2022), Karlsruhe, Deutschland, 22. September 2022
Fricke, A.
2022. 1. FutureBowl "Klimafreundliche Kantinen" (2022), Online, 7. April 2022
Fricke, A.; Laborgne, P.; Szaguhn, M.
2026. Urban Transformation in a New Geopolitical Era? Nexus Thinking in Energy, Food, Ecological and Mobility Transition (UERA 2026), Straßburg, Frankreich, 4.–6. Februar 2026
Szaguhn, M.
2026. Urban Transformation in a New Geopolitical Era? Nexus Thinking in Energy, Food, Ecological and Mobility Transition (UERA 2026), Straßburg, Frankreich, 4.–6. Februar 2026
Schubert, J.
2026, Februar 12. Shaker Verlag. doi:10.5445/IR/1000190357
Buck, L.
2026, Februar 10. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190356
Chebunin, M.; Last, G.
2025. arxiv. doi:10.48550/arXiv.2512.00213
Chebunin, M.; Last, G.
2025. Electronic Journal of Probability, 30, Article no: 175. doi:10.1214/25-EJP1432
Liu, N.; Koubaa, M.-A.; Schmidt, A.; Stucky, K.-U.; Suess, W.; Hagenmeyer, V.
2026. Cooperative Information Systems : 31st International Conference, CoopIS 2025, Marbella, Spain, October 20–22, 2025, Proceedings. Ed.: C. Cappiello, 573–583, Springer Nature Switzerland. doi:10.1007/978-3-032-15538-2_35
Sagnier Eckert, L.; Finner, A.-S.; Heinz, D.; Satzger, G.
2026. Communications of the Association for Information Systems, 58
Landmark, A.; Rudolf, T.; Hundshammer, K.; Böhm, J.; Leister, K.; Erhardt, S.; Fischer, R.
2026. Nature Communications, 17 (1), 1483. doi:10.1038/s41467-026-69403-2
Bremer, J.; Azzola, J.; Moczek, N.; Kohl, T.
2026. Geothermal Energy, 14 (1), 3. doi:10.1186/s40517-026-00373-w
Heyer-Müller, J.; Schiemer, R.; Robbel, L.; Schmitt, M.; Hubbuch, J.
2026. Biotechnology and Bioengineering. doi:10.1002/bit.70163
Luo, X.; Tantos, C.; Hanke, S.; Giegerich, T.
2026. Journal of Vacuum Science & Technology B, 44 (2), Article no: 024201. doi:10.1116/6.0005086
Ackermann, M.; Sloot, L. H.; Mombaur, K.
2026. Journal of NeuroEngineering and Rehabilitation, 23 (1), Art.-Nr.: 76. doi:10.1186/s12984-025-01849-9
Han, H.; Li, R.; Wang, K.; Qu, H.; Li, H.; Chen, M.; Zhang, H.; Passerini, S.
2026. Small Structures, 7 (2), e202500785. doi:10.1002/sstr.202500785
Laborgne, P.
2026. Urban Transformations, 8 (1), 5. doi:10.1186/s42854-026-00092-2
Bernhard, D. A.
2026, Februar 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190341
Voelk, T. A.; Nowak, K.; Pfaff, F.; Dehghani, R.; Düser, T.; Koziolek, A.; Albers, A.
2025. IEEE International Symposium on Systems Engineering (ISSE 2025), 8 S., Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISSE65546.2025.11370100
Albers, A.; Grote, E.-M.; Voelk, T. A.; Düser, T.; Koziolek, A.; Dehghani, R.
2025. IEEE International Symposium on Systems Engineering (ISSE 2025), 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISSE65546.2025.11370063
Zhong, M.
2026, Februar 10. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190338
Förderer, K.; Waczowicz, S.; Dahmen, M.; Pesch, T.; Xhonneux, A.; Çakmak, H. K.; Cheng, H.; Kocher, A.; Lu, Y.; Pan, Y.; Zhang, J.; Schönfeldt, P.; Bartels, J.; Schlüters, S.; Maydell, K. von; Hagenmeyer, V.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190337
Rybinski, F.; Schiefer, G.; Frister, D.; Malekzadeh Mahani, M.
2026. Recent Advances in Information Systems Proceedings of the ICRAIS, Pointe aux Piments, Mauritius, 10–12 September 2025 Jorge Marx Gómez, Roopesh Kevin Sungkur, Sameerchand Pudaruth, Jan-Hendrik Witte, Gerrit Schumann, Springer Cham
Shad, G. M. R.
2026. (Dienstleistungseinheit Internationales, Hrsg.). doi:10.5445/IR/1000190335
Urbancsok, K.
2026. (Dienstleistungseinheit Internationales, Hrsg.). doi:10.5445/IR/1000190334
Bruno, O.; Shaw, J. K.; Storelvmo, T.; Hoose, C.
2026. Atmosphere, 17 (2), Art.-Nr.: 156. doi:10.3390/atmos17020156
Zhong, Z.
2024. Proceedings of the 2023 Joint Workshop of Fraunhofer IOSB and Institute for Anthropomatics, Vision and Fusion Laboratory. Ed.: J. Beyerer ; T. Zander, 109–118, Karlsruher Institut für Technologie (KIT)
Grimm, D.; Leiner, S.; Sommer, M.; Pistorius, F.; Sax, E.
2020. 2020 IEEE International Conference on Smart Computing (SMARTCOMP); Online, 14.-17.09.2020, 202–207, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SMARTCOMP50058.2020.00046
Pistorius, F.; Grimm, D.; Erdosi, F.; Sax, E.
2020. 2020 1st International Conference on Big Data Analytics and Practices (IBDAP); Bangkok, Thailand, 25.-26.09.2020, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IBDAP50342.2020.9245610
Zink, M.; Baumann, D.; Seidel, L.; Grimm, D.; Sax, E.
2025. 2025 IEEE International Conference on Recent Advances in Systems Science and Engineering (RASSE); Singapur, 04.-07.11.2025, 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/RASSE64831.2025.11315407
W7-X Team; Damm, H.; Baldzuhn, J.; Wolf, R. C.; Petersen, T. S.; Schilling, J.; Panadero, N.; Bozhenkov, S. A.; Brandt, C.; Brunner, K. J.; Fuchert, G.; Knauer, J.; Langenberg, A.; Kwak, S.; Pablant, N. A.; Pasch, E.; Thomsen, H.
2026. Nuclear Fusion, 66 (2), Art.Nr: 026031. doi:10.1088/1741-4326/ae2a4f
Disselnmeyer, M.; Bömer, T.; Dörr, L.; Amberg, B.
2026, Februar 10. doi:10.35097/emm4bsvq5vf0c3x6
W7-X Team; de la Riva Villén, J.; Alonso, J. A.; Ford, O. P.; Romba, T.; Maragkoudakis, E.; Carralero, D.; Estrada, T.; Windisch, T.; Velasco, J. L.; Smith, H. M.; Gradic, D.; Poloskei, P.
2026. Plasma Physics and Controlled Fusion, 68 (1), Art.Nr: 015015. doi:10.1088/1361-6587/ae2e3c
W7-X Team; Partesotti, G.; Reimold, F.; Wurden, G. A.; Maaziz, N.; Tsikouras, A.; Peterson, B. J.; Federici, F.; Siever, K. A.; Puig Sitjes, A.; Jakubowski, M.; Gao, Y.; Nishizawa, T.; Mukai, K.
2026. Nuclear Fusion, 66 (2), Art.Nr: 026021. doi:10.1088/1741-4326/ae2af3
W7-X Team; Lonigro, N.; Kriete, D. M.; Perseo, V.; Gradic, D.; Henke, F.; Krychowiak, M.; Reimold, F.; Verhaegh, K.
2026. Plasma Physics and Controlled Fusion, 68 (1), Art.Nr: 015013. doi:10.1088/1361-6587/ae2b0c
W7-X Team; Angelis, D.; Sofos, F.; Misdanitis, S.; Dritselis, C.; Karakasidis T. Ε.; Valougeorgis, D.; Haak, V.; Naujoks, D.; Schlisio, G.; Bozhenkov S. Α.; Perseo, V.
2026. Physics of Plasmas, 33 (1). doi:10.1063/5.0305811
W7-X Team; Johansson, C. A.; Aleynikov, P.; Cappa, A.
2026. Nuclear Fusion, 66 (2), Art.Nr: 026011. doi:10.1088/1741-4326/ae2b84
Wendelstein 7-X Team; Hansen, S. K.; Porkolab, M.; Rost, J. C.; Bähner, J.-P.; Major, M. R.; Stechow, A. von; Grulke, O.; Edlund, E. M.
2025. Review of Scientific Instruments, 96 (12). doi:10.1063/5.0287939
Rommel, M.
2026, Februar 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190328
da Palma Valério, M.; Becker, S.; Barreto Campos, H.; Aguiar dos Reis, P.; Bari, V.; de Almeida Moura, L.; Loewe, A.; Pereira da Silva, A.
2026. Proceedigs of the 52nd Computing in Cardiology Conference (CinC 2025); Santo Andre, Brasilien, 14.-17.09.2025, Computing in Cardiology. doi:10.22489/CinC.2025.159
Mader, J.; Suriyah, M.; Leibfried, T.
2025. Conference on Sustainable Energy Supply and Energy Storage Systems, Hamburg, September 15 – 16, 2025, VDE Verlag
Layer, K.; Gutmayer, S.; Sandmeier, T.; Ringger, J.; Cermak, J.; Fichtner, W.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190317
Appel, S.; Gerach, T.; Alberto Barrios Espinosa, C.; Wieners, C.; Loewe, A.
2025. Proceedings of the 52nd Computing in Cardiology Conference (CinC 2025); Santo Andre, Brasilien, 14.-17.09.2025, 1, Computing in Cardiology. doi:10.22489/CinC.2025.177
Krauss, J.; Gerach, T.; Alberto Barrios Espinosa, C.; Appel, S.; Loewe, A.
2025. Proceedings of the 52nd Computing in Cardiology Conference (CinC 2025); Santo Andre, Brasilien, 14.-17.09.2025, 1, Computing in Cardiology. doi:10.22489/CinC.2025.163
A. Vadhavkar, S.; Wang, L.; Appel, S.; Alberto Barrios Espinosa, C.; Loewe, A.; Meisenzahl, C.
2025. Proceedings of the 52nd Computing in Cardiology Conference (CinC 2025); Santo Andre, Brasilien, 14.-17.09.2025, 1, Computing in Cardiology. doi:10.22489/CinC.2025.419
Sanchez, J.; Loewe, A.
2025. Proceedings of the 52nd Computing in Cardiology Conference (CinC 2025); Santo Andre, Brasilien, 14.-17.09.2025, 1, Computing in Cardiology. doi:10.22489/CinC.2025.090
Becker, S.; Krishna, A.; Jadidi, A. S.; Loewe, A.; Krishna, A.; Eichenlaub, M.; Keller, T.; Westermann, D.; Arentz, T.
2025. Proceedings of the 52nd Computing in Cardiology Conference (CinC 2025); Santo Andre, Brasilien, 14.-17.09.2025, 1, Computing in Cardiology. doi:10.22489/CinC.2025.175
Behrendt, S.; Bail, F.; Benfer, M.; Lanza, G.
2025. IFAC-PapersOnLine, 59 (30), 671–676. doi:10.1016/j.ifacol.2025.12.315
Negrini, A.; Reiß, S.
2026. Efficient Medical Artificial Intelligence – First International Workshop, EMA4MICCAI 2025, Held in Conjunction with MICCAI 2025, Daejeon, South Korea, September 23, 2025, Proceedings. Ed.: T. Chen, 21–30, Springer Nature Switzerland. doi:10.1007/978-3-032-13961-0_3
Kotzer, S.; Gendelman, O. V.; Fidlin, A. Y.
2026. Proceedings of ICOVP and WMVC 2025 – Recent Trends in Vibration Problems and Wave Propagation. Ed.: Z. Dimitrovová, 314–322, Springer Nature Switzerland. doi:10.1007/978-3-032-13225-3_32
Bauer, A.; Mai, V.; Neef, C.; Richert, A.
2026. HCI International 2025 – Late Breaking Papers – 27th International Conference on Human-Computer Interaction, HCII 2025, Gothenburg, Sweden, June 22–27, 2025, Proceedings, Part XV. Ed.: H. Degen, 3–22, Springer Nature Switzerland. doi:10.1007/978-3-032-13184-3_1
Mohr, S.; Tonn, M.; Augenstein, M.; Sperka, C.; Kavil Kambrath, G.; Kunz, M.
2026. Frontiers in Environmental Science, 14. doi:10.3389/fenvs.2026.1736782
Bott, A.; Liu, B.; Nuding, L.; Wachsmuth, J.; Puchta, A.; Jürgen, F.
2026. IEEE Access, 14 (1), 1. doi:10.1109/ACCESS.2026.3661174
Ding, Z.; Ickstadt, K.; Klein, N.; Munteanu, A.; Omlor, S.
2026. Proceedings of the 29th International Conference on Artificial Intelligence and Statistics; Tanger, Marokko, 02.05.2026
Galenzowski, J.
2026, Februar 6. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190304
Schmitt, R.
2025, Mai 9. Jahresversammlung 2025 des VDB-Regionalverbands Südwest (2025), Karlsruhe, Deutschland, 9. Mai 2025
Heimberger, F.; Oexle, F.; Puchta, A.; Fleischer, J.
2026. doi:10.5445/IR/1000190302
Safi, S.
2026, Februar 5. Karlsruher Institut für Technologie (KIT)
Dahlinger, P.; Freymuth, N.; Hoang, T.; Würth, T.; Volpp, M.; Kärger, L.; Neumann, G.
2026. arxiv. doi:10.48550/arXiv.2511.05234
Córdoba, R.; (John) Wang, R.; Trouillet, V.; Dsoke, S.
2026. Journal of Power Sources, 669, Art.-Nr.: 239403. doi:10.1016/j.jpowsour.2026.239403
Büschges, M. I.; Dietz, C.; Trouillet, V.; Dippel, A.-C.; Igoa Saldaña, F.; Schneider, J. J.
2026. Advanced Electronic Materials, 12 (5). doi:10.1002/aelm.202500722
Jarebica, J.
2025, Dezember 29. doi:10.5445/IR/1000190297
Wardenga, J. G.; Käfer, T.
2025. TEXT2SPARQL 2025 : First International TEXT2SPARQL Challenge 2025 : Proceedings of the First International TEXT2SPARQL Challenge co-Located with Text2KG at ESWC25. Ed.: S. Trump, 1–19, RWTH Aachen
Inckmann, M.; Raquet, C.; Pfeil, A.; Jejkal, T.
2026, Februar 4. doi:10.5281/zenodo.18488878
Calmet, H.; Calafell, J.; Puri, R.; Johanning-Meiners, B.; Peiró, A. G.; Sarma, R.; Rüttgers, M.; Lintermann, A.; Houzeaux, G.
2026. Physics of fluids, 38 (2), Art.-Nr.: 027107. doi:10.1063/5.0304463
Inckmann, M.; Raquet, C.; Pfeil, A.; Jejkal, T.
2026, Februar 3. doi:10.5281/zenodo.18466184
Kernbach, A.; Schmerbeck, C.
2026. doi:10.5445/IR/1000190293
Hasanzadeh Azar, M.; Etehadi, F.; Mohamadbeigi, N.; Shahbazi, H.; Salehi Siouki, S.; Mirsepah, A.; Rahmani Taji Boyuk, M. R.; Alem, A.; Hatamie, A.; Simchi, A.; Angizi, S.
2026. Nanoscale, 18 (3), 1250–1315. doi:10.1039/D5NR03616J
Jaques, N. G.; Llevot, A.; Vidil, T.; Grau, É.; Hartman, O.; Cramail, H.; Meier, M. A. R.
2026. Macromolecular Chemistry and Physics, 227 (2). doi:10.1002/macp.202500426
Woordes, Y. T.; Luy, B.
2026. Magnetic Resonance, 7 (1), 1–14. doi:10.5194/mr-7-1-2026
Cisterna, D.; Weinmann, M.; Cruz, S.
2025. Revista ingeniería de construcción, 40, 1. doi:10.7764/RIC.00164.21
CMS Collaboration; Hayrapetyan, A.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Lowette, S.; Makarenko, I.; Muller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Jaramillo, J.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Hong, Y.; Knolle, J.; Lambrecht, L.; Marckx, D.; Mota Amarilo, K.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.
2025. Journal of High Energy Physics, 2025 (12), 52. doi:10.1007/JHEP12(2025)052
CMS Collaboration; Hayrapetyan, A.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Muller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Mota Amarilo, K.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.
2025. Journal of High Energy Physics, 2025 (12), 65. doi:10.1007/JHEP12(2025)065
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Matthewman, M.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Shooshtari, M.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Laer, T. Van; Mechelen, P. Van; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Muller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.
2025. Journal of High Energy Physics, 2025 (12), 178. doi:10.1007/JHEP12(2025)178
Cheng, X.; Wang, W.; Tang, Z.; Zhang, Y.; Chen, B.; Zhang, J.; Ye, F.; Dong, J.; Li, H.; Jia, J.; Xiao, Q.; Lin, H.; Wang, J.
2026. Angewandte Chemie - International Edition, 65 (9), 1. doi:10.1002/anie.202522417
Dantas, C. I. D. S.; Demarchi, L. O.; Wittmann, F. K.; Piedade, M. T. F.; Mano, G. B.; de Souza, J. P. M.; Schöngart, J.
2026. Forest Ecology and Management, 605, Art. Nr: 123496. doi:10.1016/j.foreco.2025.123496
Morrissey, A. C.; Sbordone, F.; Pashley-Johnson, F.; Micallef, A. S.; van de Worp, B.; Zaquen, N.; Egodawatta, P.; Delafresnaye, L.; Michalek, L.; Barner-Kowollik, C.
2026. Chemistry – A European Journal, 32 (12), 1. doi:10.1002/chem.202503580
Quarz, P.; Janning, L.; Zimmerer, N.; Scharfer, P.; Schabel, W.
2026. Drying Technology, 44 (3), 346–355. doi:10.1080/07373937.2026.2616748
Kim, J.; Kammerer, J.; Thai, L. D.; Ahn, Y.; Choi, J.; Phan, T. N.-L.; Ku, K. H.; Barner-Kowollik, C.; Kim, B. J.
2026. Advanced Materials, 38 (13), 1. doi:10.1002/adma.202518445
Haspel, L.; Oevermann, P.; Fettke, M.; Schneider, L.; Weidner, P.; Ruff, D. C.; Ummenhofer, T.; Birtel, V.; Castridis, S.; Schlaich, M.
2026. Bautechnik, 103 (2), 123–137. doi:10.1002/bate.70066
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Muller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.
2026. Journal of High Energy Physics, 2026 (1), Art.-Nr.: 47. doi:10.1007/JHEP01(2026)047
Mohassab, A. M.; Youssif, B. G. M.; Alzahrani, A. Y. A.; Abou-Zied, H. A.; Bräse, S. J.; Abdel-Aal, M. A. A.; Abdelrahman, K. S.; Abbas, S. H.
2026. Molecular Diversity, 1. doi:10.1007/s11030-026-11467-9
Beil, S. B.; Waldvogel, S. R.
2026. Chem, 12 (2), 102831. doi:10.1016/j.chempr.2025.102831
Muscheid, T.; Crovo, D.; Gartmann, R.; Gerlein, E.; Sander, O.; Kempf, S.; Ardila-Perez, L. E.
2026. IEEE Transactions on Applied Superconductivity, 1–6. doi:10.1109/TASC.2026.3652669
Ustimenko, N. A.; Evlyukhin, A. B.; Kyrimi, V.; Kildishev, A. V.; Rockstuhl, C.
2026. Physical Review Research, 8 (1), Art.Nr: 013074. doi:10.1103/wnmk-zhrb
Leven, F.; Heizmann, M.
2026. tm - Technisches Messen, 93 (3-4), 106–126. doi:10.1515/teme-2025-0145
Dahlinger, P.; Freymuth, N.; Hoang, T.; Würth, T.; Volpp, M.; Kärger, L.; Neumann, G.
2026. Transactions on Machine Learning Research, 2026-January, 1
Macchiagodena, A.; Breschi, M.; De Marzi, G.; Savoldi, L.; Grilli, F.
2026. IEEE Transactions on Applied Superconductivity, 36 (5), 1–5. doi:10.1109/TASC.2026.3654474
Ansari, A. H.; Esnaashari, M.; Safari, S.; Ansari, M.; Ejlali, A.; Henkel, J.
2026. IEEE Transactions on Parallel and Distributed Systems, 37 (3), 726–743. doi:10.1109/TPDS.2026.3655842
Cai, M.; Wei, Y.; Wang, K.; Chen, Y.; Zhou, P.; Hu, G.
2026. International Journal of Applied Mechanics, 18 (02), 1. doi:10.1142/S1758825125501352
Fadrique, B.; Costa, F.; Cuesta, F.; Arellano, G.; Cayuela, L.; Baker, T. R.; Draper, F. C.; Esquivel-Muelbert, A.; ter Steege, H.; Bauters, M.; Aguirre-Gutiérrez, J.; Aguirre-Mendoza, Z.; Alexiades, M. N.; Alvarez-Davila, E.; Arets, E.; Ayala, E.; Aymard, C. G. A.; Baccaro, F.; Báez, S.; Baraloto, C.; Barbosa, R. I.; Barbosa Camargo, P.; Barlow, J.; Barni, P. E.; Barroso, J.; Benchimol, M.; Bennett, A. C.; Berenguer, E.; Blanc, L.; Bonal, D.; Bongers, F.; Brienen, R.; Brown, F.; BT Andrade, M.; Burban, B.; Burnham, R. J.; Camargo, J. L.; Carvalho, S. P. C.; Castilho, C.; Chave, J.; Coelho de Souza, F.; Comiskey, J.; da Costa, L.; de Lima, R. B.; de Oliveira, E. A.; de Oliveira, R. L. C.; de Oliveira Perdiz, R.; De Rutte, J.; del Aguila-Pasquel, J.; Derroire, G.; Di Fiore, A.; Disney, M.; Duque, A.; Emilio, T.; Farfan-Rios, W.; Fauset, S.; Fearnside, P. M.; Feeley, K. J.; Feldpausch, T. R.; Ferreira, J.; Ferreira, L.; Flores Llampazo, G. R.; Galbraith, D.; García-Cabrera, K.; García Criado, M.; Gloor, E.; Grandez-Rios, J. M.; Hérault, B.; Homeier, J.; Honorio Coronado, E. N.; Huamantupa-Chuquimaco, I.; Huaraca Huasco, W.; Huillca-Aedo, Y. T.; Idárraga, Á.; Jadán-Maza, O.; Kalamandeen, M.; Killeen, T. J.; Laurance, S. G. W.; Laurance, W. F.; Levesley, A.; Lopez, W.; Macía, M. J.; Magnusson, W. E.; Malhi, Y.; Manzatto, A. G.; Marimon, B. S.; Marimon Junior, B. H.; Martínez-Villa, J. A.; Medeiros, M. B.; Melgaço, K.; Melo, L.; Metzker, T.; Monteagudo, A.; Morandi, P. S.; Myers, J. A.; Nascimento, H. M.; Nascimento, R.; Neill, D.; Nieto-Ariza, B.; Palacios, W. A.
2026. Nature Ecology and Evolution, 10 (2), 267–280. doi:10.1038/s41559-025-02956-5
Chen, H.; Borzì, A.; Janković, D.; Hartmann, J.-G.; Hervieux, P.-A.
2026. SIAM Journal on Scientific Computing, 48 (1), A1 - A26. doi:10.1137/24M1690795
Cárdenas, J. C.; Okulicz, D.; Pietrobon, D.; Rodríguez Barraquer, T.; Velasco, T.
2026. Network Science, 14, e1. doi:10.1017/nws.2025.10017
Paul, G.
2026. Asian Studies, 14 (1), 175–191. doi:10.4312/as.2026.14.1.175-191
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Matthewman, M.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Laer, T. Van; Mechelen, P. Van; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Muller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.
2026. Physical Review Letters, 136 (3), Art.Nr: 031902. doi:10.1103/njf9-4zfv
Baumgarten, L.; Hauberg, P.; Mangelsen, S.; Coppex, C.; Jelic, J.; Schulte, M. L.; Wolf, A.; Taetz, B.; Reller, H. K.; Saedimarghmaleki, M.; Studt, F.; Saraçi, E.; Just, J.; Behrens, M.; Grunwaldt, J.-D.
2026. ChemCatChem, 18 (2), 1. doi:10.1002/cctc.202501338
Angeli, S. D.; Xu, H.; Beger, T.; Titus-Emse, J.; Jentys, A.; Gläser, R.; Deutschmann, O.
2026. ChemCatChem, 18 (2), 1. doi:10.1002/cctc.202501318
Pavlov, A. I.; Kiselev, M. N.
2026. Physical Review Letters, 136 (4), 046301. doi:10.1103/h5ty-45rf
Purwitasari, A.; Fetzer, R.; Heinzel, A.; Weisenburger, A.; Müller, G. V.
2026. Energy Storage, 8 (1), 1. doi:10.1002/est2.70350
Peter, M.; Němcová B.; Twietmeyer, S.; Schumacher, N.; Klamm, A.; Luckas, V.; Henrich, M.; Puffpaff, S.; Rönitz, T.; Schneider, A.; Adamczak, O.; Busse, A.; Bracher, J.; Heurich, M.; Müller, C.
2026. Science of The Total Environment, 1015, 181415. doi:10.1016/j.scitotenv.2026.181415
Zhou, Y.; Zhou, G.; Zhou, G. Y.; Wei, C. Y.; Yu, K. D.; Jiang, H.; Zheng, H. X.; Schneider, R.; Gerthsen, D.; Skrotzki, W.; Cao, G. H.
2026. Journal of Alloys and Compounds, 1055, Art.Nr: 186407. doi:10.1016/j.jallcom.2026.186407
Lellig, S.; Balakumar, S.; Schweizer, P.; Mayer, E. B.; Evertz, S.; Hans, M.; Holzapfel, D. M.; Du, Y.; Zhou, Q.; Dienwiebel, M.; Michler, J.; Schneider, J. M.
2026. Surface and Coatings Technology, 523, Art. Nr: 133181. doi:10.1016/j.surfcoat.2026.133181
Nava Dominguez, A.; Azih, C.; Mendoza España, A. D.; Zahlan, H.; Mazzini, G.; Musa-Ruscak, A.; Kassem, S.; Pucciarelli, A.; Ambrosini, W.; Wiltschko, F.; Otic, I.; Varju, T.; Kiss, A.; Wu, P.; Poplavskaia, E.
2026. Nuclear Engineering and Design, 449, 114767. doi:10.1016/j.nucengdes.2026.114767
Hüholt, N.; Szech, N.
2026. European Economic Review, 184, Art.Nr: 105255. doi:10.1016/j.euroecorev.2025.105255
Lauff, C.; Schneider, M.; Böhlke, T.
2026. Computer Methods in Applied Mechanics and Engineering, 452, Art.Nr: 118759. doi:10.1016/j.cma.2026.118759
Kersten, F.; Martin, D.; van der Schaaf, U. S.; Wefers, D.
2026. Food Hydrocolloids, 175, Art.Nr: 112454. doi:10.1016/j.foodhyd.2026.112454
Araujo, A. C. C. D.; Fonseca, F. G.; Dahmen, N.; Funke, A.
2026. Biomass and Bioenergy, 209, 109009. doi:10.1016/j.biombioe.2026.109009
Cox, E. R.; Beacroft, S.; Jansson, A. K.; Wade, L.; Duncan, M. J.; Lubans, D. R.; Robards, S. L.; Leitner, M.; Gutberlet, N.; Plotnikoff, R. C.
2026. International Journal of Behavioral Nutrition and Physical Activity, 23 (1), 7. doi:10.1186/s12966-025-01868-8
Grünig, N.; Horz, J. M.; Pucker, B.
2026. BMC Plant Biology, 26 (1), 146. doi:10.1186/s12870-025-08006-3
Kopp, M.; Garg, C.; König, M.; Wolf, T.; Haghighirad, A.-A.; Tacon, M. Le; Müller, J.
2026. Journal of Physics: Conference Series, 3161 (1), Art.-Nr.: 012018. doi:10.1088/1742-6596/3161/1/012018
Speck, C.; Schulz, T.; Weinhardt, C.
2026. doi:10.5281/zenodo.18231310
Dai, X.; Jiang, Y.; Zhai, J.; Liu, J.; Schlachter, T.; Jones, C. N.; Zhang, X.-P.; Hagenmeyer, V.
2026. IEEE Transactions on Power Systems, 1–13. doi:10.1109/TPWRS.2026.3658172
Sarieva, K.; Kagermeier, T.; Lysenkov, V.; Castagnetti, F.; Yentuer, Z.; Becker, K.; Matilainen, J.; Casadei, N.; Mayer, S.
2026. iScience, Art.Nr: 114780. doi:10.1016/j.isci.2026.114780
Román, P.; Knoch, E. M.
2026. Intelligent Human Systems Integration (IHSI 2026): Disruptive and Innovative Technologies. Ed.: T. Ahram, 650–656, AHFE International. doi:10.54941/ahfe1007123
Treutlein, M.; Bothe, P.; Schmidt, M.; Hahn, R.; Neumann, O.; Mikut, R.; Hagenmeyer, V.
2026. arxiv. doi:10.48550/arXiv.2602.03521
Orbe, C.; Ming, A.; Chiodo, G.; Prather, M.; Diallo, M.; Tang, Q.; Chrysanthou, A.; Naoe, H.; Zhou, X.; Thaler, I.; Elsbury, D.; Bednarz, E.; Wright, J. S.; Match, A.; Watanabe, S.; Anstey, J.; Kerzenmacher, T.; Versick, S.; Marchand, M.; Li, F.; Keeble, J.
2026. Geoscientific Model Development, 19 (2), 773–794. doi:10.5194/gmd-19-773-2026
Rauch, R.; Rummel, J.; Scherer, J.; Irvine, R.
2026. 8th Central European Biomass Confernce (CEBC 2026), Graz, Österreich, 21.–23. Januar 2026
Duran-Gonzalez, J.; Sanchez-Espinoza, V. H.
2026. Journal of Nuclear Engineering, 7 (1), 12. doi:10.3390/jne7010012
Milatz, F.; Voigt, L.; Klotsche, J.; Tomczyk, S.; Kallinich, T.; Trauzeddel, R.; Windschall, D.; Hansmann, S.; Baumeister, N.; Haas, J.-P.; Klaas, M.; Girschick, H.; Peitz-Kornbrust, J.; Böhm, P.; Wiegand, J.; Willich, S. N.; Burchartz, A.; Minden, K.
2025. Arthritis Research & Therapy, 28 (1), 14. doi:10.1186/s13075-025-03714-5
García de Madinabeitia, S.; Beranoaguirre, A.; Martínez, P.; Castroviejo, R.; Ortega, E.; Bastida, F.; Hellebrand, E. W. G.; Burkhalter, E.
2026. Mineralium Deposita. doi:10.1007/s00126-026-01432-9
Lukaševičienė, V.; Aliukonis, V.; Gefenas, E.; Lekstutienė, J.; Ladikas, M.; Shaw, D.; Proske, D.
2026. NanoEthics, 20 (1), 4. doi:10.1007/s11569-025-00491-y
Sadhu, S.; Dash, A.; Esakkiraja, N.; Bansal, U.; Ravi, R.; Bhattacharyya, S.; Divinski, S.; Paul, A.
2026. Scripta Materialia, 274, 117147. doi:10.1016/j.scriptamat.2025.117147
Ndiaye, A.; Arnault, J.; Mbaye, M. L.; Camara, M.; Kunstmann, H.; Lawin, A. E.
2026. Hydrology Research, 57 (1), 1–12. doi:10.2166/nh.2026.044
Jacobi, F.; Baumgart, R. F.; Leiter, R.; Hermesdorf, M.; Rezeki, S.; Kemmesies, A.; Neumann, C.; Turchanin, A.; Schlesiger, C.; Fleischmann, S.; Leistenschneider, D.
2026. Advanced Energy Materials, 16 (11). doi:10.1002/aenm.202506308
Trapp, L.; Weis, N.; Karschin, N.; Schacht, H.; Nirschl, H.; Guthausen, G.
2026. Magnetic Resonance in Chemistry, 64 (4), 427–437. doi:10.1002/mrc.70084
Tapar, O. B.; Zürn, M. G.; Gibmeier, J.; Silveira, A. C. de F.; Steinbacher, M.; Schell, N.; Epp, J.
2026. steel research international. doi:10.1002/srin.202501083
Schreiber, C.; Abbad-Andaloussi, A.; Burattin, A.; Oberweis, A.; Weber, B.
2026. Information Systems, 138, 102671. doi:10.1016/j.is.2025.102671
Borgmann, L. M.; Priante, E.; Johnsen, S.; Schneider, M.; Guttmann, M.; Bläsi, B.; Wiegand, G.; Hölscher, H.
2026. Journal of Applied Polymer Science, 143 (15). doi:10.1002/app.70446
Martínez-Cuesta, R.; Hoess, R.; Floßmann, S.; Geist, J.; Dannenmann, M.; Schloter, M.; Schulz, S.
2025. Environmental Microbiome, 21 (1), 17. doi:10.1186/s40793-025-00837-9
Röring, P.; Pleie, J.; Butzelaar, A. J.; Overhoff, G. M.; Schmidt, C.; Neuhaus, K.; Théato, P.; Winter, M.; Brunklaus, G.
2026. Journal of the American Chemical Society, 148 (4), 4176–4188. doi:10.1021/jacs.5c16267
Weber, S.; Prifling, B.; Jeela, R. K.; Prahs, A.; Schneider, D.; Nestler, B.; Schmidt, V.
2026. Computational Materials Science, 264, 114491. doi:10.1016/j.commatsci.2026.114491
Feng, C.; Song, Z.; Xu, D.; Wan, F.; Gerdes, A. H.; Wang, L.; Zhang, L.
2026. Polymers, 18 (2), 209. doi:10.3390/polym18020209
Halla, M.; Hohage, T.; Oberender, F.
2026. Journal of Scientific Computing, 106 (3), 61. doi:10.1007/s10915-026-03192-0
Grimm, A. P.; Asghar, A. B.; Schmidt, B.; Schmitt, C. W.; Voll, D.; Junkers, T.; Théato, P.
2026. Polymer Chemistry, 17 (7), 724–735. doi:10.1039/D5PY01142F
Grab, A.; Reißfelder, C.; Nesterov-Mueller, A.
2026. Cells, 15 (2), 146. doi:10.3390/cells15020146
Richter, M.; Kariyottukuniyil, M. J.; Xu, Z.; Ludwig, P.; Kolesnichenko, P. V.; Huck, C.; Bunz, U. H. F.; Wöll, C.; Wenzel, W.; Tegeder, P.
2026. Advanced Optical Materials, Art.Nr: e02979. doi:10.1002/adom.202502979
Ohmer, M.; Liesch, T.; Xanke, J.
2026. Grundwasser, 1–2. doi:10.1007/s00767-025-00606-y
Schmidt, M. W.; Blatt, H.
2026. Minds and Machines, 36 (1), 9. doi:10.1007/s11023-026-09759-y
Flecken, F.; Hanf, S.
2026. European Journal of Inorganic Chemistry, 29 (10). doi:10.1002/ejic.202500564
Ramanantoanina, H.; Schacherl, B.; Kovács, A.; Tagliavini, M.; Reynolds, E. M.; Reitz, C. Y.; Ekanayake, R. S. K.; Schäfer, M.; Massow, P.-V. von; Göttlicher, J.; Steininger, R.; Dardenne, K.; Haverkort, M. W.; Benešová-Schäfer, M.; Vitova, T.
2026, Februar 6. doi:10.35097/us2796rbe0wzwv9u
Schmitt, J.; Neuhauser, J.; Gatti, D.; Frohnapfel, B.; Marocco, L.
2025. ETMM15 PROCEEDINGS : Proceedings of the 15th International ERCOFTAC Symposium on Engineering Turbulence Modelling and Measurements (ETMM15) Editors: S. Hickel, 768–773
Reveron Baecker, B.; Hamacher, T.; Slednev, V.; Müller, G.; Sehn, V.; Winkler, J.; Bailey, I.; Gardian, H.; Gils, H. C.; Muschner, C.; Weinand, J. M.; Fahl, U.
2025. Renewable and Sustainable Energy Transition, 6, Art.-Nr.: 100094. doi:10.1016/j.rset.2024.100094
Görgülü, M. E.; Wagner, M. C.; Barthelmes, L.; Kagerbauer, M.; Vortisch, P.
2025. ETC conference papers 2025
Koktas, E.; Rost, P.
2025. 2025 IEEE 36th International Symposium on Personal, Indoor and Mobile Radio Communications (PIMRC), ), Istanbul, Türkiye, Sep. 2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PIMRC62392.2025.11274598
Yang, W.
2026, Februar 10. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190210
Youssef, S.
2024. Proceedings of the 2023 Joint Workshop of Fraunhofer IOSB and Institute for Anthropomatics, Vision and Fusion Laboratory. Ed.: J. Beyerer ; T. Zander, 93–107, KIT Scientific Publishing
Edelmann, E.-M.; Bank, A. von; Schmalen, L.
2025. arxiv. doi:10.48550/arXiv.2508.13783
Vogl, J.
2024. Proceedings of the 2023 Joint Workshop of Fraunhofer IOSB and Institute for Anthropomatics, Vision and Fusion Laboratory. Ed.: J. Beyerer ; T. Zander, 85–92, KIT Scientific Publishing
Huhn, M.
2026, Februar 6. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190205
Terraz, L.; Alemu, B.; Eizaguirre, S.
2026. Open Plasma Science, ICPIG 2025 (1). doi:10.46298/ops.16373
Vranic, A.
2026, Februar 26. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190204
Blomley, R.
2026, Februar 5. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190203
Wagner, L. J.
2026, Februar 5. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190201
Reeck, P.
2026, Februar 4. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190200
Parodi, O.; Laborgne, P.
2025, Oktober. Urban Transformation Conference 2025 (2025), Karlsruhe, Deutschland, 15.–17. Oktober 2025
Laborgne, P.; Stelzer, V.; Parodi, O.
2025, Oktober. Urban Transformation Conference 2025 (2025), Karlsruhe, Deutschland, 15.–17. Oktober 2025
Laborgne, P.; Albiez, M.; Szaguhn, M.
2026. Book of Abstracts from the Urban Europe Research Alliance (UERA) Conference 2025. Aalborg University Open Publishing. Hrsg.: E. Lissandrello, C. Cosmi, 26, Aalborg University Open Publishing
Grunwald, A.
2025. Vertrauen und Risiko. Hrsg.: M. Barth, G. M. Hoff, 103–128, Verlag Karl Alber
Wexel, H.; Krull, C.; Gajek, P.; Maffia, S.; Stittgen, T.; Koß, S.; Schleifenbaum, J.; Zanger, F.
2025. D. Leigh & J. Beaman (Hrsg.), Proceedings of the 36th Annual International Solid Freeform Fabrication Symposium, Austin, TX, 10th-13th August 2025 Hrsg.: Leigh, David; Beaman, Joseph, 1047–1060, Minerals, Metals and Materials Society (TMS)
Petry, J.; Pappenberger, R.; Welle, A.; Zhao, T.; Diercks, A.; Pesch, R.; Krause, M.; Fassl, P.; Paetzold, U. W.
2026, Februar 5. doi:10.35097/0vceqtz3ubr5h240
Petry, J.; Pappenberger, R.; Welle, A.; Zhao, T.; Diercks, A.; Pesch, R.; Krause, M.; Fassl, P.; Paetzold, U. W.
2026. Solar RRL, 10 (4). doi:10.1002/solr.202500698
Hagel, N.; Mäkelburg, J.; Hammann, C.; Weber, T.; Völk, T. A.; Urbano, F. P.; Grycz, P.; Bause, K.; Kaushik, M.; Scotti, V.; Bairy, A.; Schwammberger, M.; Acosta, M.; Albers, A.; Koziolek, A.; Düser, T.
2025. 2025 40th IEEE/ACM International Conference on Automated Software Engineering Workshops (ASEW), Seoul, 16th-20th November 2025, 204–211, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ASEW67777.2025.00047
Spengler, C.; Sutschet, S.; Saucedo, A.; Fleischer, M.; Rack, R.; Bengler, K.; Matthiesen, S.
2026. HCI International 2025 – Late Breaking Papers: 27th International Conference on Human-Computer Interaction, HCII 2025, Gothenburg, Sweden, June 22–27, 2025, Proceedings, Part IX. Ed.: V. G. Duffy, 34–49, Springer Nature Switzerland. doi:10.1007/978-3-032-13012-9_3
Tröster, P. M.; Willerscheid, J.; Albers, A.; Rittmaier, E.; Dazer, M.
2025. Proceedings of the 2nd World Congress on Industrial Engineering and Operations Management, Windsor, Canada, 14th-16th October 2025, IEOM Society International. doi:10.46254/WC02.20250143
Tröster, P. M.; Schön, J.; Albers, A.
2025. Proceedings of the 2 nd World Congress on Industrial Engineering and Operations Management, Windsor, Canada, 14th-16th October 2025, IEOM Society International. doi:10.46254/WC02.20250147
Berk, S.; Joshi, M. M.; Goodess, C. M.; Nowack, P.
2026. Proceedings of the National Academy of Sciences, 123 (6), Art.Nr.: e2502873123. doi:10.1073/pnas.2502873123
Ludwig, C. S.
2026, Februar 4. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190186
Veitl, O.
2024. Proceedings of the 2023 Joint Workshop of Fraunhofer IOSB and Institute for Anthropomatics, Vision and Fusion Laboratory. Ed.: J. Beyerer ; T. Zander, 53–84, KIT Scientific Publishing
Lauinger, V.; Schmitz, L.; Matalla, P.; Rode, A.; Randel, S.; Schmalen, L.
2025. arxiv. doi:10.48550/arXiv.2509.14072
Wang, F.; Jordan, T.; Xiao, J.
2025. Hydrogen Safety, 2 (1), 133–151. doi:10.58895/hysafe.35
Faderl, D.; Gossert, A. D.; Korvink, J. G.; MacKinnon, N.
2026, Februar 5. doi:10.35097/j2ryda8x9m31qaea
Neff, C.
2011, Dezember 14
Xu, Z.; Zhang, Z.; Kotchourko, A.; Lelyakin, A.
2025. Hydrogen Safety, 2 (1), 76–87. doi:10.58895/hysafe.22
Ruff, M.
2026, Februar 4. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190178
Peng, Y.; Braun, J.; Scherthan, L.; Auerbach, H.; Wolny, J. A.; Schulze, M.; Alp, E. E.; Zhao, J.; Bi, W.; Tesi, L.; Anson, C. E.; Moilanen, J. O.; Brown, D. E.; Chibotaru, L. F.; Wernsdorfer, W.; Perfetti, M.; Sessoli, R.; Schünemann, V.; Powell, A. K.
2026, Februar 5. doi:10.35097/zwswh43dwg837xgu
Pfeiffer, M.; Grote, R.; Rock, J.; Schelhaas, M.-J.; Huth, A.; Filipek, S.; Reyer, C. P. O.; Sakschewski, B.; Bereswill, S.; Nieberg, M.; Hetzer, J.; Anders, T.; Hickler, T.; Mäkelä, A.; Fischer, R.; Knapp, N.; Hofer, A.; Rammig, A.; van Laar, T. W.; Vonderach, C.; Böttcher, H.; Hennenberg, K.
2026. Regional Environmental Change, 26 (1), 32. doi:10.1007/s10113-025-02502-w
Kalt, S.
2026, Februar 4. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190175
Brandenstein, L.; Mühr, B.; Schäfer, A.; Mohr, S.; Kunz, M.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190174
Li, K.; Schneider, J. C.; Stutz, H. H.
2026, Januar 21. 16th Euroconference on Rock Physics and Rock Mechanics (2026), Les Diablerets, Schweiz, 19.–23. Januar 2026
Schneider, J.
2026, März 25. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190171
Khodadadi, A.; Lazarova-Molnar, S.
2025. Proceedings of the 2025 Winter Simulation Conference. Ed.: E. Azar, 2977–2988, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/WSC68292.2025.11339008
Arabizadeh, N.
2024. Proceedings of the 2023 Joint Workshop of Fraunhofer IOSB and Institute for Anthropomatics, Vision and Fusion Laboratory. Ed.: J. Beyerer ; T. Zander, 1–12, Karlsruher Institut für Technologie (KIT)
Maroufi, S. M.
2026, Februar 4. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190167
Chu, A.; Xie, X.; Jin, M.; Stork, W.
2025. IEEE International Conference on Systems, Man, and Cybernetics (SMC 2025), 4609–4615, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SMC58881.2025.11343363
Geiger, B.; Buchali, F.; Aref, V.; Schmalen, L.
2025. arxiv. doi:10.48550/arXiv.2507.08470
Vermaak, V.; Cunningham, R. D.; Potgieter, J. H.; Botha, J. M.; van Steen, E.; Claeys, M.; Fadlalla, M.; Hoffman, J.-A.; Abdullah, S.; Sireci, E.; Studt, F.; Zimina, A.; Grunwaldt, J.-D.; Hsu, C.; Wolf, M.; Jiménez, C.; Sakoglu, P.; Moodley, D.
2026. Catalysis Science & Technology, 16 (5), 1488–1530. doi:10.1039/D5CY01467K
Maurer, L.; Warmuth, L.; Thiele, M.; Guse, D.; Kind, M.; Wasserscheid, P.; Pitter, S.; Wolf, M.; Auer, F.
2026. ChemCatChem, 18 (2). doi:10.1002/cctc.202501689
Artmann, F.; Gaviria, D. G.; Geiger, B.; Schmalen, L.
2025. arxiv. doi:10.48550/arXiv.2509.07754
von Maltzan, S.; Vogel, D.; Ohm, M.; Idelberger, F.
2025. Legal Knowledge and Information Systems – JURIX 2025: The Thirty-eighth Annual Conference, Turin, Italy, 9-11 December 2025. Ed.: R. Markovich, IOS Press. doi:10.3233/FAIA251589
König, A.
2025. Symposium Nachhaltigkeit und Ressourceneffizienz der Hochschule Pforzheim "Forschung trifft Praxis: Nachhaltigkeitslösungen in Zeiten globaler Herausforderungen" (2025), Pforzheim, Deutschland, 16. Mai 2025
Grossarth, J.; Grunwald, A.
2025. Technology and language, 6 (4), Article no: 241. doi:10.48417/technolang.2025.04.02
Schumacher, K.
2026, Januar 27. doi:10.5281/zenodo.18428935
Lang, C.; Leicht, L.; Ziesel, P.; Zdarsky, A.; Cichon, M. G.
2026. Proceedings of the 5th International Railway Symposium Aachen (IRSA 2025). Ed.: N. Nießen, 459–475, RWTH Aachen University
Chakin, V.; Bonnekoh, C.; Gaisin, R.; Ziegler, R.; Duerrschnabel, M.; Klimenkov, M.; Gorr, B.; Rieth, M.
2026. Nuclear Materials and Energy, 46, 102079. doi:10.1016/j.nme.2026.102079
Hofmeier, T.; Otto, K.; Cao, Y.; Cichon, M. G.
2026. Proceedings of the 5th International Railway Symposium Aachen (IRSA 2025). Ed.: N. Nießen, 256–271, RWTH Aachen University. doi:10.18154/rwth-2026-00357
Haase, P.
2024, März 8. Stahlbauforum (2024), Karlsruhe, Deutschland, 27. Februar 2024
Rode, A.; Schmalen, L.; Häger, C.
2025, November. Asia Communications and Photonics Conference (ACP 2025), Suzhou, China, 5.–8. November 2025
Zhu, J.; Jutzi, B.
2026. Urban Informatics, 5 (1), Article no: 4. doi:10.1007/s44212-025-00094-8
Menger, N.; Merz, T.; Schwendemann, R.; Hiller, M.
2025. 2025 Energy Conversion Congress & Expo Europe (ECCE Europe), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECCE-Europe62795.2025.11238591
Zhang, H.; Blank, T.
2025. 2025 Energy Conversion Congress & Expo Europe (ECCE Europe), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECCE-Europe62795.2025.11238402
Eckert, M.; Silva, M.; Blank, T.; Saur, M.
2025. 2025 Energy Conversion Congress & Expo Europe (ECCE Europe); Paris, Frankreich, 31.03.-04.04.2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECCE-Europe62795.2025.11238819
Wolf, L.; Klos, S.; Nickel, S.
2026. Learning and Intelligent Optimization – 19th International Conference, LION 19, Prague, Czech Republic, June 15–19, 2025, Proceedings, Part I. Ed.: Y. Zhang, 265–280, Springer Nature Switzerland. doi:10.1007/978-3-032-09156-7_18
Li, K.; Jaus, A.; Kleesiek, J.; Stiefelhagen, R.
2026. Machine Learning in Medical Imaging – 16th International Workshop, MLMI 2025, Held in Conjunction with MICCAI 2025, Daejeon, South Korea, September 23, 2025, Proceedings. Ed.: Z. Cui, 487–497, Springer Nature Switzerland. doi:10.1007/978-3-032-09513-8_47
Bischoff, J.; Rinciog, A.; Meyer, A.
2026. Learning and Intelligent Optimization – 19th International Conference, LION 19, Prague, Czech Republic, June 15–19, 2025, Proceedings, Part I. Ed.: Y. Zhang, 298–315, Springer Nature Switzerland. doi:10.1007/978-3-032-09156-7_20
Jacob, S.
2026, Februar 2. Springer Gabler
de Cepeda, P. S.; Nadal-Bufi, F.; Haug, J.; Matulaitis, T.; Zhou, Y.; Lochenie, C.; Qi, Q.; Jung, A.; Chen, D.; González-Bello, C.; Bräse, S.; Zysman-Colman, E.; Vendrell, M.
2026. Angewandte Chemie International Edition, 65 (8). doi:10.1002/anie.202521482
Elcheikh Mahmoud, M.; Bassil, B. S.; Sarkar, A.; Kim, J.- o; Kuppusamy, S. K.; Molina-Jirón, C.; Moreno-Pineda, E.; Malinova, N.; Sunil, A.; Wernsdorfer, W.; Ruben, M.; Kortz, U.
2026. Inorganic Chemistry, 65 (2), 1051–1064. doi:10.1021/acs.inorgchem.5c04807
Yang, X.; Ba, K.; Xie, J.; Wang, Y.; Kong, L.; Liu, Y.
2025. Cyberpsychology, Behavior, and Social Networking. doi:10.1177/21522715251403844
Schlicht, L.
2025. Zeitschrift fur Technikfolgenabschatzung in Theorie und Praxis / Journal for Technology Assessment in Theory and Practice, 34 (3), 59–64. doi:10.14512/tatup.7226
Mohamed, F. A. M.; Alakilli, S. Y. M.; Alhassan, H. H.; Yousif, S. O.; Alatwi, E.; Gomaa, H. A. M.; Alrub, H. A.; Alyami, B. A.; Abdelhafez, A. H.; Bräse, S. J.; Youssif, B. G. M.
2026. RSC Advances, 16 (4), 3349–3367. doi:10.1039/D5RA07556D
Haag, A.; Ulusoy, A. Ç.
2026. IEEE Transactions on Microwave Theory and Techniques, 1–11. doi:10.1109/TMTT.2025.3649734
Sotiri, K.; Kron, A.; Jakobs, T.; Kalabegishvili, M.; Hilgert, S.
2026. Journal of Hydraulic Research/De Recherches Hydrauliques, 1–12. doi:10.1080/00221686.2025.2601119
Huwer, S.; Kudymow, A.; Hanebeck, C.; Herzog, F.; Räch, C.; Schlachter, S. I.; Steidel, R.; Reiser, W.; Noe, M.; Elschner, S.
2026. IEEE Transactions on Applied Superconductivity, 1–5. doi:10.1109/TASC.2026.3652992
Chen, Y.; Yue, C.; Zhang, H.; Li, H.; Chen, W.; Wang, W.; Chen, T.; Wei, S.
2026. ACS Applied Materials and Interfaces, 18 (1), 3250–3261. doi:10.1021/acsami.5c22116
Beger, T.; Angeli, S. D.; Titus-Emse, J.; Deutschmann, O.; Gläser, R.
2026. ChemCatChem, 18 (1), 1. doi:10.1002/cctc.202501310
Morales, A.; Ratcliff, J.; Hodonj, D.; Lott, P.; Deutschmann, O.; Bollini, P.; Harold, M.
2026. ACS Catalysis, 16 (2), 1025–1041. doi:10.1021/acscatal.5c06007
Lumpp, T.; Hijazi, H.; Stößer, S.; Tekin, E.; Brunner, L.; Fischer, F.; Brugière, S.; Pflieger, D.; Hartwig, A.
2026. Chemical Research in Toxicology, 39 (1), 64–78. doi:10.1021/acs.chemrestox.5c00312
Lofty, J.; Hapich, H.; Gray, A. B.; Seidel, F.; Maurer, B.; Yang, Z.; Franca, M. J.
2026. Environmental Science and Technology, 60 (2), 2112–2121. doi:10.1021/acs.est.5c12960
Cheng, Y.; Jiang, X.; Li, D.; Sun, H.; Shu, R.; Wu, Z.; Yang, L.; Pang, Y.
2026. Materials Characterization, 232, 116022. doi:10.1016/j.matchar.2026.116022
Bao, Y.; Ma, S.; Shen, X.; Hilbert, L.
2026. Current Opinion in Genetics and Development, 96, 102428. doi:10.1016/j.gde.2025.102428
Eisele, L.; Heuer, A. L.; Liebig, W. V.
2026. Additive Manufacturing, 117, 105076. doi:10.1016/j.addma.2026.105076
Xu, X.; Gan, B.; Yang, T.; Zha, X.; Long, J.; Zhang, X.; He, P.; Li, H.; Zhu, M.
2026. Journal of Materials Research and Technology, 41, 1463–1478. doi:10.1016/j.jmrt.2026.01.039
Abuamarah, B. A.; Drüppel, K.; Azer, M. K.
2026. Geochemistry, 86 (1), 126385. doi:10.1016/j.chemer.2026.126385
Düll, A.; Nies, A.; de Encio, Á. E.; Kahouadji, L.; Shin, S.; Chergui, J.; Juric, D.; Deutschmann, O.; Matar, O. K.
2026. International Journal of Multiphase Flow, 197, 105624. doi:10.1016/j.ijmultiphaseflow.2026.105624
Park, B.; Mauch, J.; Kweon, H.; Kriegseis, J.; Lee, S.; Kim, H.
2026. Measurement: Journal of the International Measurement Confederation, 266, 120368. doi:10.1016/j.measurement.2026.120368
Heinrichs, H. U.; Weinand, J. M.; Kebrich, S.; Gómez Trillos, J. C.; Chen, S.; Hoffmann, M.; Tsani, T.; Tsani, T.; Chen, R.; Hu, W.; Schmidt, J.; Ulbrich, C.; Mikhnych, V.; McKenna, R. C.
2026. Renewable Energy, 261, 125080. doi:10.1016/j.renene.2025.125080
Fuchs, C.; Drexler, M.; Arnold, U.; Sauer, J.
2025. 13th International Conference of the Cluster of Excellence “The Fuel Science Center”, Aachen, 3rd-5th June 2025
Hoang, G. T.; Zormpa, F.; Slaby, N. A.; Arnold, U.; Sauer, J.
2025, Mai. Annual Meeting on Reaction Engineering and Electrochemical Processes (2025), Würzburg, Deutschland, 26.–28. Mai 2025
Knaup, L.; Knost, F.; Weimer, N.; Beidl, C.; Thornley, P.; Röder, M.; Yesufu, J.; Szalay, K.; Ganti, R. T.; Fuchs, C.; Arnold, U.; Sauer, J.
2026. Internationaler Motorenkongress 2025. Ed.: A. Heintzel, 399–412, Springer Fachmedien Wiesbaden. doi:10.1007/978-3-658-49720-0_24
Zaghini Francesconi, V.; Drexler, M.; Arnold, U.; Sauer, J.
2025, Februar. 12th Internationaler Motorenkongress (2025), Baden-Baden, Deutschland, 25.–26. Februar 2025
Wilson Kemsley, S.; Nowack, P.; Ceppi, P.
2026. Geophysical Research Letters, 53 (3). doi:10.1029/2025GL118366
Luo, N.; Wang, Z.; Verma, A. K.; Khan, M. I.; Franke, L.; Liu, J.; Nefedov, A.; Schneider, M.; Geßwein, H.; Müller, E.; Drüppel, K.; Weingaertner, T.; Eggeler, Y. M.; Lemmer, U.; Mallick, M. M.
2026. Nature Communications, 17 (1), 1259. doi:10.1038/s41467-026-68852-z
Diaz, J. L. B.; Korvink, J. G.; Kunka, D.
2026. Scientific Reports, 16 (1), 4338. doi:10.1038/s41598-026-37029-5
Schaible, P.; Ehret, J.; Schabel, S.; Fleischer, J.
2026. Composites and Advanced Materials, 35. doi:10.1177/26349833261420239
Shadkam, R.; Limbach, M.; Kante, M. V.; Nilayam, A. R. L.; Kübel, C.; Kruk, R.; Hahn, H.
2026. Review of Scientific Instruments, 97, Article no: 013907. doi:10.1063/5.0307891
Akocak, S.; Lolak, N.; Duran, H. E.; Demir Çetinkaya, B.; Hashem, H.; Bräse, S.; Türkeş, C.
2026. Pharmaceuticals, 19 (2), Article no: 239. doi:10.3390/ph19020239
Hamel, A.; Schnaiter, M.; Saito, M.; Wagner, R.; Järvinen, E.
2026. Atmospheric Chemistry and Physics, 26 (2), 1277–1300. doi:10.5194/acp-26-1277-2026
Sapui, B.
2026, Februar 3. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190105
Das, S.; Thosare, M.; Ghosh, S.; Shivasharma, T. K.; Ahamed, S.; Karnamkkott, H. S.; Schwarz, B.; Sankapal, B. R.; Ungur, L.; Mondal, K. C.
2026. Journal of Materials Chemistry A, 14 (17), 10178–10198. doi:10.1039/D5TA08423G
Sexauer, A.
2026. (M. Bandtel, Hrsg.). doi:10.5445/IR/1000190102
Sexauer, A.
2025, November 17. Agile Studiengangentwicklungsprozesse und KI IV: Reflexion und Next Steps (2025), Online, 17. November 2025
Klos, L.; Lazarides, C.; Pedrick-Case, R.; Fry, R.; Wäsche, H.; Niessner, C.; Woll, A.
2026. Transportation research interdisciplinary perspectives, 36, Article no: 101875. doi:10.1016/j.trip.2026.101875
Sexauer, A.
2025, Dezember 11. KI-Agenten in der Hochschulpraxis: Von der Potenzialanalyse zur verantwortungsvollen Implementierung (2026), Bielefeld, Deutschland, 11. Dezember 2025
Opp, M. S.; Gerling, K.; Alexandrovsky, D.; Wolf, M.
2025. Association for Computing Machinery (ACM). doi:10.5445/IR/1000190098
Rajagopal, D.
2026, Februar 3. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190096
Schaffer, S.; Eder, M.; Trost, P.; Wagner, M. M.; Lehmann, T.; Rauscher, F.; Senger, C.; Walz, M.; Furmans, K.; Kartnig, G.
2025. 17th IMHRC Proceedings, Technische Universität Wien (TU Wien). doi:10.34726/11721
Schacherl, B.; Mottram, L. M.; Chen, Y.; Seufert, D.; Pachl, C.; Klyatskaya, S.; Braun, J.; Ghiami, A.; Schuppler, S.; Nagel, P.; Ramanantoanina, H.; Powell, A. K.; Ruben, M.; Minasian, S. G.; N’Diaye, A. T.
2025, Oktober 7. 33. Terrae Rarae - Tage der Seltenen Erden (2025), Karlsruhe, Deutschland, 7.–9. Oktober 2025
Vitova, T.; Schacherl, B.; Ramanantoanina, H.; Kaufmann, H.; Schenk, S.; Prüßmann, T.; Tagliavini, M.; Haverkort, M. W.; Bajaja, A.; Autschbach, J.; Bagus, P.
2025, September 21. 19th International Conference on the Chemistry and Migration Behavior of Actinides and Fission Products in the Geosphere (Migration 2025), New Orleans, LA, USA, 21.–27. September 2025
Schacherl, B.; Maurer, K.; Unger, D.; Behe, M.; Knecht, A.; Schoeler, K. von; Hengstler, D.; Gastaldo, L.; Benešová-Schäfer, M.; Vitova, T.; Fleischmann, A.; Wängler, C.; Enss, C.
2025, September 18. 31. Jahrestagung der AGRR / 3. Jahrestagung der grpw (2025), Davos, Schweiz, 18.–20. September 2025
Schacherl, B.
2025, September 29. Jahrestagung der Fachgruppe Nuklearchemie (GDCh 2025), Karlsruhe, 29. September–1. Oktober 2025
Branson, J. A.; Schacherl, B.; Schenk, S.; Reynolds, E.; Kaufmann-Heimeshoff, H.; Tim Pruessman; Minasian, S. G.; Vitova, T.
2025, März 18. 54èmes Journées des Actinides (JdA 2025), Annecy, Frankreich, 18.–21. März 2025
Dammann, M.; Mancini, M.; Kolb, T.; Weber, R.
2025, Oktober 17. 20th International Conference on Numerical Combustion (ICNC 2025), Rom, Italien, 14.–17. Oktober 2025
Polly, R.; Dardenne, K.; Duckworth, S.; Gaona Martinez, J.; Pruessmann, T.; Rothe, J.; Altmaier, M.; Geckeis, H.
2025, September 23. 19th International Conference on the Chemistry and Migration Behavior of Actinides and Fission Products in the Geosphere (Migration 2025), New Orleans, LA, USA, 21.–27. September 2025
Shaikhha, A.; Erdweg, S.; Amin, N.
2025. Association for Computing Machinery (ACM)
Pacak, A.; Kumar, P.; Xu, R.; Erdweg, S.
2024. Companion Proceedings of the 2024 ACM SIGPLAN International Conference on Systems, Programming, Languages, and Applications: Software for Humanity, 57–59, Association for Computing Machinery (ACM). doi:10.1145/3689491.3691824
Mostafa, O.; Lazarova-Molnar, S.
2026. Proceedings of the 2025 Winter Simulation Conference. Ed.: E. Azar, 2332–2343, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/WSC68292.2025.11338875
Klopp, D.; Pacak, A.; Erdweg, S.
2024. GPCE ’24: Proceedings of the 23rd ACM SIGPLAN International Conference on Generative Programming: Concepts and Experiences. Ed.: S. Chiba, 94–106, Association for Computing Machinery (ACM). doi:10.1145/3689484.3690737
Toedter, O.; Dahmen, N.
2026, Januar 20. 23rd Internationaler Fachkongress für erneuerbare Mobilität - Kraftstoffe der Zukunft (2026), Berlin, Deutschland, 19.–20. Januar 2026
Marx, S.; Erdweg, S.
2024. FTfJP 2024: Proceedings of the 26th ACM International Workshop on Formal Techniques for Java-like Programs. Ed.: L. Di Stefano, 17–22, Association for Computing Machinery (ACM). doi:10.1145/3678721.3686226
Weber, L.
2026, Februar 2. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190080
Vatter, M.; Erdweg, S.
2025. GPCE ’25 : Proceedings of the 24th ACM SIGPLAN International Conference on Generative Programming: Concepts and Experiences. Ed.: A. Shaikhha; S. Erdweg, 67–79, Association for Computing Machinery (ACM). doi:10.1145/3742876.3742878
Kumar, P.; Pacak, A.; Erdweg, S.
2025. Special Issue of the 39th European Conference on Object-Oriented Programming (ECOOP 2025), 13:1–13:8, Schloss Dagstuhl - Leibniz-Zentrum für Informatik (LZI). doi:10.4230/LIPIcs.ECOOP.2025.20
Rösler, J. E.; Witucki, L.; Barth, M.
2026. Konferenzband zum VDI-Kongress AUTOMATION 2026, VDI Verlag
Baeuerle, S.; Khanna, P.; Friederich, N.; Sitcheu, A. J. Y.; Shakirov, D.; Steimer, A.; Mikut, R.
2025. arxiv. doi:10.48550/arXiv.2509.20479
Hou, W.
2026, Januar 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190075
Würth, T.; Freymuth, N.; Neumann, G.; Kärger, L.
2025. The 39th Annual Conference on Neural Information Processing Systems (NeurlPS 2025), 30 S., Neural information processing systems foundation
Krause, B.; Abadias, G.; Babonneau, D.
2026. Scripta Materialia, 276, 117188. doi:10.1016/j.scriptamat.2026.117188
Desens, O.; Yavuz, Ö.; Hagen, F. P.; Meyer, J.; Dittler, A.
2026. Chemical Engineering Science, 325, 123467. doi:10.1016/j.ces.2026.123467
Wolf, M.; Aghadavoodi Jolfaei, S. D.; Bacherle, S. B.; Kurz, A.; Brand, K.; Gerling, K. M.; Alexandrovsky, D.; Opp, M. S.; Angerbauer, K.; Yildiz, Z.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190071
Stelzer, J.; Esser, K.; Weiskopf, T.; Ardone, A.; Bertsch, V.; Fichtner, W.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190070
Fuchs, J.; Onea, A.; Böttcher, M.
2026. SolarPACES Conference Proceedings. Ed.: L. Turchetti, Technische Informationsbibliothek Open Publishing (TIB Open Publishing). doi:10.52825/solarpaces.v3i.2499
Tantciura, S.; Qiao, Y.; Andersen, P. Ø.
2022. Transport in Porous Media, 141 (1), 49–85. doi:10.1007/s11242-021-01709-9
Faculty of Science and Technology, University of Stavanger, Stavanger, NO 4068, Norway; Qiao, Y.; Li, Q.; Evje, S.
2022. Mathematics in Engineering, 4 (6), 1–24. doi:10.3934/mine.2022046
Qiao, Y.; Andersen, P. Ø.; Evje, S.; Standnes, D. C.
2018. Advances in Water Resources, 112, 170–188. doi:10.1016/j.advwatres.2017.12.016
Qiao, Y.; Wen, H.; Evje, S.
2019. SIAM Journal on Mathematical Analysis, 51 (6), 5103–5140. doi:10.1137/19M1252491
Andersen, P. Ø.; Qiao, Y.; Standnes, D. C.; Evje, S.
2019. SPE Journal, 24 (1), 158–177. doi:10.2118/190267-PA
Qiao, Y.; Wen, H.; Evje, S.
2019. Networks & Heterogeneous Media, 14 (3), 489–536. doi:10.3934/nhm.2019020
Andersen, P. Ø.; Qiao, Y.; Evje, S.; Standnes, D. C.
2017. 19th European Symposium on Improved Oil Recovery (IOR 2017), European Association of Geoscientists and Engineers (EAGE). doi:10.3997/2214-4609.201700303
Qiao, Y.; Evje, S.
2020. Mathematical Models and Methods in Applied Sciences, 30 (6), 1167–1215. doi:10.1142/S0218202520400096
Qiao, Y.; Evje, S.
2020. Advances in Water Resources, 141, Art.-Nr.: 103599. doi:10.1016/j.advwatres.2020.103599
Qiao, Y.; Andersen, P. Ø.
2025. SPE Journal, SPE-222505-PA. doi:10.2118/222505-PA
Kempf, S.
2025, Januar 22. International Conference on Quantum Technologies for High-Energy Physics (2025), Genf, Schweiz, 20.–24. Januar 2025
Vogelmann, C.; Wendt, P.; Martens, A.
2026. Acta Ichthyologica et Piscatoria, 56, 23–25. doi:10.3897/aiep.56.176058
Reder, M.; Weichel, M.; Nestler, B.; Schneider, D.
2026. Modelling and Simulation in Materials Science and Engineering, 34 (1), 015023. doi:10.1088/1361-651X/ae362c
Trenks, H.; Beecroft, R.
2026, Januar 29. doi:10.35097/f2up411j63dtby2d
Wan, J.; Noe, M.; Dam, M.; Arndt, T.
2026. IEEE transactions on applied superconductivity, 36 (2), Art.-Nr.: 5201609. doi:10.1109/TASC.2026.3653437
Dederichs, C.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190052
Baeuerle, S.; Khanna, P.; Friederich, N.; Sitcheu, A. J. Y.; Shakirov, D.; Steimer, A.; Mikut, R.
2025. Proceedings 35. Workshop Computational Intelligence : Berlin, 20. - 21. November 2025, 1–21, Karlsruher Institut für Technologie (KIT)
Engel, B.; Neppl, M.; Parodi, O.; Schreider, C.; Zeile, P. (Hrsg.)
2025. Karlsruher Institut für Technologie (KIT)
Picker, B. J.
2026, Januar 30. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190047
Hattem, A. van; Popa, K.; Wallez, G.; Benes, O.; Boshoven, J.; Colineau, E.; Dahms, E.; Griveau, J.-C.; Hein, H.; Valu, O.; Walter, O.; Schacherl, B.; Vitova, T.; Dardenne, K.; Prüßmann, T.; Rothe, J.; Smith, A. L.; Konings, R. J. M.
2025, September 16. 6th NuFuel workshop (NuFuel 2025), Delft, Niederlande, 16.–18. September 2025
Kempf, S.; Zeuner, J.
2024, September 2. Applied Superconductivity Conference (ASC 2024), Salt Lake City, UT, USA, 1.–6. September 2024
Kempf, S.
2024, November 24. 3rd Workshop on Physics and Applications of Magnetic Microcalorimeters (2024), Paris, Frankreich, 4.–5. November 2024
Yordan, Y.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190049
Schlachter, T.; Doms, N.; Schmitt, C.
2026. Umweltinformationssysteme - Digitale Innovationen für eine nachhaltige Zukunft – Tagungsband des 32. Workshops “Umweltinformationssysteme (UIS 2025)" der Fachgruppe „Umweltinformationssysteme" der Gesellschaft für Informatik e. V. (GI). Hrsg.: F. Fuchs-Kittowski, 219–231, Springer Fachmedien Wiesbaden. doi:10.1007/978-3-658-50065-8_13
Rom, C.; Holzer, C.; Dupé, A.; Belaj, F.; Mösch-Zanetti, N. C.; Schachner, J. A.
2026. Inorganic Chemistry, 65 (4), 2295–2306. doi:10.1021/acs.inorgchem.5c04871
Hartmann, L.; Neumann, A.; Holtmann, D.; Ochsenreither, K.
2026. Biotechnology and Bioengineering. doi:10.1002/bit.70160
Kempf, S.
2025, März 21. 48th KATRIN Collaboration Meeting (2025), Münster, Deutschland, 21. März 2025
Kempf, S.
2025, Oktober 2. 49th KATRIN Collaboration Meeting (2025), Münster, Deutschland, 29. September–2. Oktober 2025
Graf, F.
2025. Element H - Wasserstoff als Baustein der Energiewende, 28–29, Lehrstuhl für Wasserchemie und DVGW-Forschungsstelle am Engler-Bunte-Institut
Schwarze, J.; Mörs, F.; Graf, F.
2025. Aqua&Gas, (9), 48–51
Kempf, S.
2025, Januar 13. 12th ITEP Young Scientists Workshop (2025), Kristberg, Österreich, 13.–16. Januar 2025
Kempf, S.
2026, Januar 14. 13th ITEP Young Scientists Workshop (2026), Kristberg, Österreich, 12.–15. Januar 2026
Wald, F.; Sajadi, A.; Mather, B.; Carne, G. D.
2026. IEEE Transactions on Power Delivery, 1–12. doi:10.1109/TPWRD.2026.3657602
Kempf, S.
2024, September 18. 10. Annual MT Meeting "Matter and Technolgies" (2024), Berlin, Deutschland, 18.–20. September 2024
Kempf, S.
2024, Dezember 18. RocketScience, KIT (2024), Karlsruhe, 18. Dezember 2024
Bruckschlögl, S.; Cheng, C.; Thissen, P.; Busch, B.; Hilgers, C.; Dehn, F.
2026. International Journal of Hydrogen Energy, 210, 153578. doi:10.1016/j.ijhydene.2026.153578
Reschetilowski, W.; Kolb, T.; Mörs, F.; Graf, F.
2026. Springer-Verlag. doi:10.1007/978-3-662-69921-8
Kempf, S.
2025, November 4. 11th Annual MT Meeting (2025), Darmstadt, Deutschland, 3.–5. November 2025
Kempf, S.
2025, November 20. Kickoff-Meeting QS4Physics, HI Mainz (2025), Mainz, Deutschland, 20. November 2025
Weber, L.; Mukherjee, A.; Class, A. G.; Brandt, L.
2026. Journal of Computational Physics, 551, 114680. doi:10.1016/j.jcp.2026.114680
Weber, L.; Mukherjee, A.; Class, A.; Brandt, L.
2025, September. Società Italiana di Matematica Applicata e Industriale (SIMAI 2025), Triest, Italien, 1.–5. September 2025
Mugele, L.
2026, Februar 5. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190023
Frese, D.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190022
Mirsch, M.; Knoth, N.; Schultz, B.; Bata, K.; Schleiss, J.; Carmen, L.-S.
2026. European Journal of Engineering Education, 1–23. doi:10.1080/03043797.2026.2620482
Wildersinn, L.
2026, Februar 2. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190020
Richardson, D.; Matthews, B.
2025. Research Synthesis in Applied Linguistics, 1 (2), 270–301. doi:10.1080/29984475.2025.2527650
Jiang, Y.; Dai, X.; Zahn, F.; Hagenmeyer, V.
2025. 2025 IEEE Kiel PowerTech, Kiel, 29th June 2025 - 3rd July 2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PowerTech59965.2025.11180670
Jiang, Y.; Dai, X.; Zahn, F.; Guo, Y.; Hagenmeyer, V.
2025. arxiv. doi:10.48550/arXiv.2508.04382
Shivanand, S. K.; Rosić, B.
2026. Computers & Structures, 321, Art.-Nr.: 108054. doi:10.1016/j.compstruc.2025.108054
Kwon, J.; Kim, J.; Oh, G.; Jin, S.; Kim, K.; Kim, H.; Ha, S.; Kim, H.-W. J.; Sim, G.; Wehinger, B.; Garbarino, G.; Maraytta, N.; Merz, M.; Le Tacon, M.; Sahle, C. J.; Longo, A.; Kim, J.; Go, A.; Cho, G. Y.; Kim, B. H.; Kim, B. J.
2026. Nature Materials, 25 (4), 610–617. doi:10.1038/s41563-025-02475-5
Kehl, C.; Milchram, C.; Jasper, F.
2026. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB). doi:10.5445/IR/1000190013
Fuchs, T.
2026, Januar 28. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000190012
Kehl, C.; Milchram, C.; Jasper, F.
2026. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB). doi:10.5445/IR/1000190011
Kehl, C.; Milchram, C.; Jasper, F.
2026. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB). doi:10.5445/IR/1000190010
Schöndube, T.; Beecken, C.; Becker, S.; Lützkendorf, T.; Carrigan, S.; Kornadt, O.
2019
Warmuth, L.; Hofsäß, C.; Zevaco, T. A.; Schild, D.; Pitter, S.; Sauer, J.
2026. International Journal of Hydrogen Energy, 207, 153382. doi:10.1016/j.ijhydene.2026.153382
Lützkendorf, T.; Balouktsi, M.; Frischknecht, R.; Peuportier, B.; Birgisdottir, H.; Bohne, R. A.; Cellura, M.; Cusenza, M. A.; Francart, N.; García-Martinez, A.; Gomes, V.; Gomes da Silva, M.; Gómez de Cózar, J. C.; Goulouti, K.; Guarino, F.; Hoxha, E.; Lasvaux, S.; Llatas, C.; Longo, S.; Lupíšek, A.; Mistretta, M.; Padey, P.; Passer, A.; Pulgrossi, L. M.; Ruschi Mendes Saade, M.; Szalay, Z.; Bernardette, S.-V.; Tumminia, G.; Zhang, X.; Delem, L.; Malmqvist, T.; Moncaster, A.; Nehasilová, M.; Trigaux, D.
2023. Zenodo. doi:10.5281/zenodo.7468316
Vitova, T.
2025, Dezember 20. Pacifichem (2025), Honolulu, HI, USA, 15.–20. Dezember 2025
Glatthor, N.; von Clarmann, T.; Grabowski, U.; Kellmann, S.; Kiefer, M.; Laeng, A.; Linden, A.; Stiller, G. P.; Funke, B.; García-Comas, M.; López-Puertas, M.; Kirner, O.; Santee, M. L.
2026. Atmospheric Measurement Techniques, 19 (2), 629–657. doi:10.5194/amt-19-629-2026
Vitova, T.
2025, Juni 19. 30th Rare Earth Research Conference (RERC 2025), Chicago, IL, USA, 15.–19. Juni 2025
Vitova, T.
2025, August 29. RÅC International Summer School (2025), Tallin, Estland, 24.–31. August 2025
Lützkendorf, T.
2010. Informes de la Construcción, 61 (517), 16–22
Lützkendorf, T.
2011. PARC Pesquisa em Arquitetura e Construção, 1 (6), 66 81. doi:10.20396/parc.v1i6.8634487
Meins, E.; Lützkendorf, T.; Lorenz, D.; Leopoldsberger, G.; Frank, S. O. K.; Burkhard, H.-P.; Stoy, C.; Bienert, S.
2011. CCRS. doi:10.5167/uzh-76697
STAR Consortium; Spohrs, J.; Abler, B.; Chioccheti, A. G.; Ebner-Priemer, U. W.; Fegert, J. M.; Höper, S.; In-Albon, T.; Kaess, M.; Koelch, M.; Koenig, E.; Koenig, J.; Kraus, L.; Michelsen, A.; Niedtfeld, I.; Plener, P. L.; Nickel, S.; Santangelo, P.; Sachser, C.; Schmahl, C.; Sicorello, M.; Sittenberger, E.; van der Venne, P.; Witt, A.; Grön, G.; Ulrich, M.; Brändle, K.
2026. European Child & Adolescent Psychiatry. doi:10.1007/s00787-025-02940-1
Zhang, S.; Meier, D.; Lawes, P.; Zhao, P.; Wang, J.; Maurizot, V.; Walz, A.; Huettig, A.; Schlichting, H.; Papageorgiou, A. C.; Reichert, J.; Huc, I.; Barth, J. V.
2026. ACS Nano, 20 (4), 3402–3409. doi:10.1021/acsnano.5c12973
Forni, G.; Martelossi, J.; Morel, B.; Pistone, D.; Bandi, C.; Montagna, M.
2026. Molecular Phylogenetics and Evolution, 217, 108532. doi:10.1016/j.ympev.2026.108532
Zhang, J.; Wang, Q.; Zhai, X.; Yan, G.; Wang, B.; Liu, Z.; Chen, J.; Parreira, L. S.; Xu, R.; Monteiro, R. S.; Indris, S.; Ouyang, X.; Hua, W.
2026. Angewandte Chemie International Edition, 65 (9). doi:10.1002/anie.202525724
Kinon, P. L.; Morandin, R.; Schulze, P.
2026. Applied Numerical Mathematics, 223, 45–75. doi:10.1016/j.apnum.2025.12.006
Ganter, J.; Bakker, H.; Nickel, S.; Reichling, E.-S.; Wittmer, A.; Werner, N.; Brucklacher, T.; Wunderlich, R.; Trummer, G.; Busch, H.-J.; Müller, M. P.
2025. BMC Emergency Medicine, 26 (1), 19. doi:10.1186/s12873-025-01441-3
Krause, M.; Böhlke, T.; Schneider, M.
2026. Computer Methods in Applied Mechanics and Engineering, 452 (A), 118690. doi:10.1016/j.cma.2025.118690
Zhang, H.; Lyu, S.; Reder, M.; Merkert, N.; Nestler, B.
2026. Journal of Colloid and Interface Science, 708, 139781. doi:10.1016/j.jcis.2025.139781
Kratzer, D.; Plank, M.; Koenig, M.; Hafshejani, T. M.; Lahann, J.
2026. Chemistry – A European Journal, 32 (12). doi:10.1002/chem.202503611
Richards, B. S.; Boussouga, Y.-A.; Ogunniyi, E. O.; Schäfer, A. I.
2026. Chemical Engineering Journal, 528, 172387. doi:10.1016/j.cej.2025.172387
Liu, F.; He, L.; Ji, L.; Wen, Y.; Wang, T.; Wang, S.
2026. Advanced Science. doi:10.1002/advs.202522899
Schreyer, L.; Krauß, C.; Wittemann, F.; Kärger, L.
2026. Composites Part A: Applied Science and Manufacturing, 203, 109552. doi:10.1016/j.compositesa.2025.109552
Schwarzwälder, A.; Meyer, J.; Dittler, A.
2026. Separation and Purification Technology, 389, 136767. doi:10.1016/j.seppur.2026.136767
Lützkendorf, T.; Lorenz, D. P.
2014. UNEP
Wagner, A.; Höfker, G.; Lützkendorf, T.; Moosmann, C.; Schakib-Ekbatan, K.; Schweiker, M.
2015. Nutzerzufriedenheit in Bürogebäuden. – Empfehlungen für Planung und Betrieb., 47–164, Fraunhofer IRB Verlag. doi:10.51202/9783816793069-47
Wagner, A.; Höfker, G.; Lützkendorf, T.; Moosmann, C.; Schakib-Ekbatan, K.; Schweiker, M.
2015. Nutzerzufriedenheit in Bürogebäuden. – Empfehlungen für Planung und Betrieb., 15–46, Fraunhofer IRB Verlag. doi:10.51202/9783816793069-15
Wagner, A.; Höfker, G.; Lützkendorf, T.; Moosmann, C.; Schakib-Ekbatan, K.; Schweiker, M.
2015. Nutzerzufriedenheit in Bürogebäuden. – Empfehlungen für Planung und Betrieb., 165–200, Fraunhofer IRB Verlag. doi:10.51202/9783816793069-165
Wagner, A.; Höfker, G.; Lützkendorf, T.; Moosmann, C.; Schakib-Ekbatan, K.; Schweiker, M.
2015. Nutzerzufriedenheit in Bürogebäuden. – Empfehlungen für Planung und Betrieb., 201, Fraunhofer IRB Verlag. doi:10.51202/9783816793069-201
Wagner, A.; Höfker, G.; Lützkendorf, T.; Moosmann, C.; Schakib-Ekbatan, K.; Schweiker, M.
2015. Nutzerzufriedenheit in Bürogebäuden. – Empfehlungen für Planung und Betrieb., 11–14, Fraunhofer IRB Verlag. doi:10.51202/9783816793069-11
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 283–309, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-283
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 115–140, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-115
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 325, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-325
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 91–114, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-91
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 173–200, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-173
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 33–62, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-33
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 201–254, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-201
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 255–276, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-255
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 63–90, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-63
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 11–32, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-11
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 141–172, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-141
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 310–315, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-310
Voss, K.; Herkel, S.; Kalz, D.; Lützkendorf, T.; Maas, A.; Wagner, A.
2016. Performance von Gebäuden. – Kriterien · Konzepte · Erfahrungen., 277–282, Fraunhofer IRB Verlag. doi:10.51202/9783816795841-277
Wagner, A.; Lützkendorf, T.; Voss, K.; Spars, G.; Maas, A.; Herkel, S.
2016. Karlsruher Institut für Technologie, Fachgebiet Bauphysik und Technischer Ausbau, fbta; Lehrstuhl Ökonomie und Ökologie des Wohnungsbaus, ÖÖW. doi:10.2314/GBV:871722410
Behr, I.; Schulze-Darup, B.; Ali-Toudert, F.; Brockmann, T.; Burkhardt, M.; Hagel, A. von; Hinzen, A.; Keilhacker, T.; Lützkendorf, T. P.; Misch, W.; Mueller, A.; Rambow, R.; Schwede, D.; Sedlbauer, K.
2016. Umweltbundesamt (UBA)
Frischknecht, R.; Wyss, F.; Büsser Knöpfel, S.; Lützkendorf, T.; Balouktsi, M.
2016. The International Journal of Life Cycle Assessment, 21 (6), 921–923. doi:10.1007/s11367-016-1073-1
Dhiman, S.
2026. Gordon Research Conference (2026), Lucca, Italien, 16.–23. Januar 2026
Shirodkar, A.; Banavath, S. N.; Mandrioli, R.; Carne, G. De; Sitbon, M.
2025. IECON 2025 – 51st Annual Conference of the IEEE Industrial Electronics Society, Madrid, Spain, 14-17 October 2025, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IECON58223.2025.11221120
Moussa, D. A.; Hefenbrock, M.; Tahoori, M.
2025. 2025 IEEE International Test Conference (ITC), San Diego, CA, USA, 20-26 September 2025, 223–232, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ITC58126.2025.00029
Passer, A.; Habert, G.; Kromp-Kolb, H.; Lützkendorf, T.; Monsberger, M.
2019. The International Journal of Life Cycle Assessment, 24 (2), 362–363. doi:10.1007/s11367-018-1550-9
Passer, A.; Lützkendorf, T.; Habert, G.; Kromp-Kolb, H.; Monsberger, M.
2019. Verlag der Technischen Universität Graz. doi:10.3217/978-3-85125-689-5
Röck, M.; Saade, M. R. M.; Balouktsi, M.; Rasmussen, F. N.; Birgisdottir, H.; Frischknecht, R.; Habert, G.; Lützkendorf, T.; Passer, A.
2019
Nassar, H.; Sikal, M. B.; Biebert, D.; Hakert, C.; Khdr, H.; Lang, M.; Schmid, L.; Pauly, M.; Gonzalez, J.; Chen, K.-H.; Chen, J.-J.; Henkel, J.
2025. 37th International Conference on Microelectronics (ICM 2025), 10 S., Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICM66518.2025.11322515
Hagag, R.; Nassar, H.; Henkel, J.; El Ghany, M. A. A.
2025. 2025 37th International Conference on Microelectronics (ICM), 1–5, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICM66518.2025.11322452
Rashed, Z.; Abdelmalk, P.; Mohamed, O.; Mikhaeil, M.; Nassar, H.; Henkel, J.; El Ghany, M. A.
2025. 37th International Conference on Microelectronics (ICM 2025), 5 S., Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICM66518.2025.11322457
Rohde, C.; Lützkendorf, T.
2009. Journal of Sustainable Real Estate, 1 (1), 227–240. doi:10.1080/10835547.2009.12091791
Henkel, J.; Tahoori, M.; Khdr, H.; Nassar, H.; Meyers, V.; Chen, D.; Yildirim, S.; Huang, Y.; Saxena, N. R.; Hukerikar, S.; Dhruvanarayan, S.
2025. 2025 IEEE/ACM International Conference On Computer Aided Design (ICCAD), 9 S., Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICCAD66269.2025.11240678
Lützkendorf, T.; Worschech, T.
2021. 27th Annual European Real Estate Society Conference, European Real Estate Society. doi:10.15396/eres2021_15
Röck, M.; Allacker, K.; Auinger, M.; Balouktsi, M.; Birgisdottir, H.; Fields, M.; Frischknecht, R.; Habert, G.; Hvid Horup Sørensen, L.; Kuittinen, M.; Le Den, X.; Lynge, K.; Muller, A.; Nibel, S.; Passer, A.; Piton, F.; Rasmussen, F. N.; Ruschi Mendes Saade, M.; Alaux, N.; Satola, D.; Sørensen, A.; Spitsbaard, M.; Tikka, S.; Tozan, B.; Truger, B.; Van Leeuwen, M.; Vesson, M.; Viitala, A.; Zonnevijlle, R.; Lützkendorf, T.
2022. IOP Conference Series: Earth and Environmental Science, 1078 (1), 012055. doi:10.1088/1755-1315/1078/1/012055
Ho, S. Q.-G.
2026, Januar 29. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189943
Ouellet-Plamondon, C.; Ramseier, L.; Balouktsi, M.; Delem, L.; Foliente, G.; Francart, N.; Garcia, A.; Hoxha, E.; Lützkendorf, T.; Rasmussen, F. N.; Peuportier, B.; Butler, J.; Birgisdottir, H.; Dowdell, D.; Dixit, M.; Gomes, V.; Silva, M. G. da; Gómez, J. C.; Wiik, M. K.; Llatas, C.; Mateus, R.; Pulgrossi, L. M.; Röck, M.; Saade, M. R. M.; Passer, A.; Satola, D.; Seo, S.; Verdaguer, B. S.; Veselka, J.; Volf, M.; Zhang, X.; Frischknecht, R.
2022. Research Square. doi:10.21203/rs.3.rs-2273783/v1
Conen, P.
2026, Februar 26. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189962
Smeddinck, U.
2026. Deutsche Universität für Verwaltungswissenschaften Speyer: Praxis der Gesetzgebung (2026), Speyer, Deutschland, 19. Januar 2026
Seskir, Z. C.
2026. HHL Leipzig - Chair of Innovation Management and Entrepreneurship / Collegium Jahnallee (2026), Leipzig, Deutschland, 15. Januar 2026
Schmidt, A.
2026. DESY Ethics Committee - Special Seminar Talk (2026), Hamburg, Deutschland, 21. Januar 2026
Grunwald, A.
2026. Karl-Rahner Akademie (2026), Köln, Deutschland, 13. Januar 2026
Grunwald, A.
2026. Führungsakademie des Landes Baden-Württemberg (2026), Online, 8. Januar 2026
Grunwald, A.
2026. bluegain CxO Luncheon during the World Economic Forum Annual Meeting (2026), Davos, Schweiz, 20. Januar 2026
Sexauer, A.; Bandtel, M.
2026, Januar 22
Strobel, L.; Göbül, K.; Gerling, K.; Rixen, J.
2025. MUM ’25: 24th International Conference on Mobile and Ubiquitous Multimedia Enna Italy December 1 - 4, 2025. Ed.: S. Sorce, 378–389, Association for Computing Machinery (ACM). doi:10.1145/3771882.3771891
Mwanake, R. M.; Wangari, E. G.; Kikowatz, H.-M.; Allgaier, M.; Kolar, A.; Kiese, R.
2026. Environmental Advances, 23, 100685. doi:10.1016/j.envadv.2026.100685
Schubert, S.; Bartke, S.; Becken, K.; Breitmeier, M.; Brozowski, F.; Detroy, S.; Grimski, D.; Ilvonen, O.; Keßler, H.; Messner, D.; Meilinger, V.; Schlippenbach, U. von; Schröder, A.; Schuberth, J.; Hillebrandt, A.; Lerm, M.; Lützkendorf, T.; Reicher, C.
2023. Umweltbundesamt (UBA)
Khodadadi, A.; Zare, A.; Jungmann, M.; GÖtz, M.; Lazarova-Molnar, S.
2025. Proceedings of the 2025 Winter Simulation Conference. Ed.: E. Azar, 1212–1226, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/WSC68292.2025.11338868
Pokhrel, Y.; Tack, M.; Reichenberger, S.; Levantino, M.; Plech, A.
2026. Nanoscale, 18 (7), 3658–3668. doi:10.1039/D5NR04365D
Schubert, S.; Bartke, S.; Becken, K.; Breitmeier, M.; Brozowski, F.; Detroy, S.; Grimski, D.; Ilvonen, O.; Keßler, H.; Messner, D.; Meilinger, V.; Schlippenbach, U. von; Schröder, A.; Schuberth, J.; Hillebrandt, A.; Lerm, M.; Lützkendorf, T.; Reicher, C.
2023. Umweltbundesamt (UBA)
Khodadadi, A.; Lazarova-Molnar, S.
2026. Journal of Manufacturing Systems, 85, 287–306. doi:10.1016/j.jmsy.2026.01.012
Martin, R.; Sørensen Andreas; Balouktsi Maria; Saade Marcella, R. M.; Nygaard, R. F.; Birgisdottir Harpa; Frischknecht Rolf; Lützkendorf Thomas; Endrit Hoxha; Habert Guillaume; Satola Daniel; Truger Barbara; Tozan Buket; Kuittinen Matti; Nicolas, A.; Allacker Karen; Passer Alexander
2023. Springer Science and Business Media. doi:10.21203/rs.3.rs-3373442/v1
Lützkendorf, T.; Passer, A.
2023. Building Better - Less - Different: Clean Energy Transition and Digital Transformation – Fundamentals - Case Studies - Strategies, 82–83, De Gruyter. doi:10.1515/9783035627176-019
Dorff, F.; Lützkendorf, T.; König, H.; Schlitzberger, S.; Maas, A.; Vukadinovic, M.; Höttges, K.; Lange, G.
2024. IOP Conference Series: Earth and Environmental Science, 1363 (1), 012023. doi:10.1088/1755-1315/1363/1/012023
Cen, X.; Vitousek, P.; He, N.; Bond-Lamberty, B.; Niu, S.; Du, E.; Yu, K.; Zheng, M.; Van Sundert, K.; Paulus, E. L.; He, L.; Xu, L.; Li, M.; Butterbach-Bahl, K.
2025. Nature Communications, 17 (1), 506. doi:10.1038/s41467-025-67203-8
Mustajoki, I.; Riancho, J.; Panula, T.; Sirkiä, J.-P.; Olazabal, J. H.; Badhwar, S.; Kjellman, M.; Karhinoja, K.; Maia, M.; Riahi, S.; Papadopoulos, Y.; Hermeling, E.; Bruno, R.-M.; Kaisti, M.
2026. IEEE Reviews in Biomedical Engineering, 1–17. doi:10.1109/RBME.2025.3644411
Wolf, J.; Krumme, E.; Bandaru, N. K.; Dienwiebel, M.; Zabel, A.; Möhring, H.-C.
2026. CIRP Journal of Manufacturing Science and Technology, 65, 163–178. doi:10.1016/j.cirpj.2025.12.014
Kaltenbach, K. H.; Kuballa, T.; Schröder, U.; Bunzel, M.; Haase, I.
2026. European Food Research and Technology, 252 (2), 62. doi:10.1007/s00217-025-04978-6
Dorff, F.; Lange, G.; Lützkendorf, T.; König, H.; Schlitzberger, S.; Vukadinovic, M.; Maas, A.; Höttges, K.
2024. Bundesinstitut für Bau-, Stadt- und Raumforschung (BBSR)
Hamel, A.; del Guasta, M.; Schmitt, C.; Genthon, C.; Järvinen, E.; Schnaiter, M.
2026. Atmospheric Chemistry and Physics, 26 (2), 1211–1228. doi:10.5194/acp-26-1211-2026
Dorff, F.; Vukadinovic, M.; Lützkendorf, T.; König, H.; Schlitzberger, S.; Maas, A.; Höttges, K.; Lange, G.
2024. Bauphysik, 46 (5), 258–271. doi:10.1002/bapi.202400028
Lützkendorf, T.; Maas, A.
2024. Bauphysik, 46 (5), 247–248. doi:10.1002/bapi.202480531
Lacmann, T.; Eder, R.; Vinograd, I.; Merz, M.; Frachet, M.; McGuinness, P. H.; Kummer, K.; Schierle, E.; Haghighirad, A.-A.; Souliou, S.-M.; Le Tacon, M.
2026. Physical Review Letters, 136 (3), Article no: 036504. doi:10.1103/x5bv-w84m
Specker, A. H.
2026. KIT Scientific Publishing. doi:10.5445/KSP/1000189916
Trenks, H.; Beecroft, R.
2026, Januar 29. doi:10.35097/wvcw3r1nnk80nnzu
Stöhr, B.; Kozlevcar, T.; Boretzki, J.; Albiez, M.; Ummenhofer, T.; Stark, A.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189914
Stöhr, B.; Stark, A.
2025, Oktober 1. 12. Jahrestagung des Deutschen Ausschusses für Stahlbeton mit 64. Forschungskolloquium (DAfStb 2025), Karlsruhe, Deutschland, 30. September–1. Oktober 2025
Seigner, L. A.
2026, Januar 29. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189912
Jesenski, S.
2026, Januar 27. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189911
Kretschmer, T.; Doellken, M.; Haberkern, P.; Frank, N.; Leitenberger, F.; Albers, A.; Matthiesen, S.
2026. Discover Applied Sciences, 8 (2), 152. doi:10.1007/s42452-026-08273-1
Düvel, E.; Schmidt, M. W.
2026. Energy, Sustainability and Society, 16 (1), 3. doi:10.1186/s13705-025-00560-w
Mach, T. P.; Huang, L.; Ashif, N. R. M. D.; Gengenbach, U.; Binder, J. R.
2026. Advanced Composites and Hybrid Materials, 9 (1), 81. doi:10.1007/s42114-026-01628-7
Wang, W.; Cheng, X.; Zhang, J.; Cheng, S.; Cao, Z.; You, C.; Zhang, Y.; Li, H.; Chen, B.; Guan, Q.; Shi, Y.; Li, H.; Xiao, Q.; Lin, H.; Wang, J.
2026. Advanced Science, 13 (19). doi:10.1002/advs.202524245
W7-X Team; Litovoli, F.; Tantos, C.; Hauer, V.; Haak, V.; Naujoks, D.; Dhard, C.-P.
2026. Computation, 14 (1), 24. doi:10.3390/computation14010024
Son, J.; Martin, J.; Linnerooth-Bayer, J.; Kramer, C.; Saha, S.
2026. npj Urban Sustainability, 6 (1), 43. doi:10.1038/s42949-026-00340-1
Uihlein, A.; Schwenzer, J. C.; Hanke, S.; Giegerich, T.
2026. Energies, 19 (2), Article no: 466. doi:10.3390/en19020466
An, S.; Nascimento Nunes, B.; Yao, R.; Kondrakov, A.; Brezesinski, T.
2026. Advanced Energy and Sustainability Research, 7 (1), e202500458. doi:10.1002/aesr.202500458
Metzger, A.
2026, Januar 28. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189900
Velescu, A.; Homeier, J.; Espinosa, C. I.; Wilcke, W.
2026. Geoderma, 466, 117698. doi:10.1016/j.geoderma.2026.117698
Rode, A.; Chimmalgi, S.; Geiger, B.; Schmalen, L.
2024. Institute of Electrical and Electronics Engineers (IEEE). doi:10.36227/techrxiv.172262862.20758603/v1
Miao, S.; Mandelbaum, J.; Rapp, L.; Jäkel, H.; Schmalen, L.
2024. 2024 IEEE International Symposium on Information Theory (ISIT), Athens, Greece, July 2024, 3362–3367, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISIT57864.2024.10619134
Prieur, D.; Vigier, J.-F.; Baumann, V.; Popa, K.; De Bona, E.; Hein, H.; Dardenne, K.; Rothe, J.; Beck, A.; Vitova, T.; Cologna, M.
2025. MRS Advances, 10 (18), 2188–2192. doi:10.1557/s43580-025-01391-9
Berl, J.; Fehenberger, T.; Schmalen, L.
2024, September 5. 14th International Conference on Quantum Cryptography (QCrypt 2024), Vigo, Spanien, 2.–6. September 2024
Berl, J.; Cil, E. E.; Akin, U.; Schmalen, L.; Fehenberger, T.
2024. ECOC 2024; 50th European Conference on Optical Communication, Frankfurt, Germany, 22-26 September 2024, 27 – 30, VDE Verlag
Rapp, L.; Miao, S.; Schmalen, L.
2024. ECOC 2024; 50th European Conference on Optical Communication, Frankfurt, Germany, 22-26 September 2024, 539 – 542, VDE Verlag
Soust-Verdaguer, B.; Balouktsi, M.; Hollberg, A.; Lützkendorf, T.
2025. IOP Conference Series: Earth and Environmental Science, 1568 (1), 012027. doi:10.1088/1755-1315/1568/1/012027
Haußer, T.; La Magna, R.
2025. IOP Conference Series: Earth and Environmental Science, 1554 (1), 012089. doi:10.1088/1755-1315/1554/1/012089
Kaya, T.; Volk, R.; Lützkendorf, T.; Schultmann, F.
2025. IOP Conference Series: Earth and Environmental Science, 1554 (1), 012104. doi:10.1088/1755-1315/1554/1/012104
Bischof, R.; Volk, R.; Schultmann, F.
2025. IOP Conference Series: Earth and Environmental Science, 1568 (1), 012011. doi:10.1088/1755-1315/1568/1/012011
Schmitt, C.; Stuerwald, S.; Garrido, F.; Langlotz, F.; Khalil, M.; Mohamed, N.
2025. IOP Conference Series: Earth and Environmental Science, 1554 (1), 012075. doi:10.1088/1755-1315/1554/1/012075
Gomes, V.; Saade, M. R. M.; Balouktsi, M.; Soust-Verdaguer, B.; Silva, M. G.; Lützkendorf, T.; Passer, A.
2025. IOP Conference Series: Earth and Environmental Science, 1568 (1), 012062. doi:10.1088/1755-1315/1568/1/012062
Lundt, T. N.; Lepsien, A.; Feketa, P.; Meurer, T.; Schaum, A.
2025. IFAC-PapersOnLine, 59 (26), 305–310. doi:10.1016/j.ifacol.2025.12.052
Greiser, L.; Rathgeber, C.; Nenchev, V.; Hohmann, S.
2025. IFAC-PapersOnLine, 59 (26), 329–334. doi:10.1016/j.ifacol.2025.12.056
Küttner, M.; Zitz, V.; Gerling, K. M.; Beigl, M.; Röddiger, T.
2025. Companion of the 2025 ACM International Joint Conference on Pervasive and Ubiquitous Computing; Espoo, Fannland, 12.-16.10.2025, 439–443, Association for Computing Machinery (ACM). doi:10.1145/3714394.3754416
Röddiger, T.; Beigl, M.; Van Laerhoven, K.; Vega, K.; Wang, Y.; Zhou, B.
2025. Companion of the 2025 ACM International Joint Conference on Pervasive and Ubiquitous Computing; Espoo, Finnland, 12.-16.10.2025, 1267–1270, Association for Computing Machinery (ACM). doi:10.1145/3714394.3750556
Bengel, L.; Reichel, W.
2026. Applications of Mathematics in Sciences, Engineering, and Economics – MathSEE Symposium, Karlsruhe, September 27–29, 2023. Ed.: A. Ott, 221–241, Springer Nature Switzerland. doi:10.1007/978-3-032-01279-1_11
Primo, C.; Schulz, B.; Lerch, S.; Hess, R.
2026. Applications of Mathematics in Sciences, Engineering, and Economics – MathSEE Symposium, Karlsruhe, September 27–29, 2023. Ed.: A. Ott, 153–180, Springer Nature Switzerland. doi:10.1007/978-3-032-01279-1_8
Schoof, R.; Flür, L.; Tuschner, F.; Dörfler, W.
2026. Applications of Mathematics in Sciences, Engineering, and Economics – MathSEE Symposium, Karlsruhe, September 27–29, 2023. Ed.: A. Ott, 197–219, Springer Nature Switzerland. doi:10.1007/978-3-032-01279-1_10
Erb, L.; Boccato, T.; Vasilache, A.; Becker, J. E.; Toschi, N.
2026. Biomimetic and Biohybrid Systems – 14th International Conference, Living Machines 2025, Sheffield, UK, July 15–18, 2025, Proceedings. Ed.: A. Jiménez Rodríguez, 269–280, Springer Nature Switzerland. doi:10.1007/978-3-032-07448-5_23
Cil, E. E.; Berl, J.; Schmalen, L.
2024. ECOC 2024; 50th European Conference on Optical Communication, Frankfurt, Germany, 2024, 1370 – 1373, VDE Verlag
Cil, E. E.; Schmalen, L.
2024, September. 14th International Conference on Quantum Cryptography (QCrypt 2024), Vigo, Spanien, 2.–6. September 2024
Barth, S.; Bitter, A.; Vugalter, S.
2020. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189875
Gräfensteiner, P.; Rodriguez, A.; Leitl, P.; Baikova, E.; Fuchs, M.; Machado Charry, E.; Hirn, U.; Hilger, A.; Manke, I.; Schennach, R.; Neumann, M.; Schmidt, V.; Zojer, K.
2026. Transport in Porous Media, 153 (2), Article no: 15. doi:10.1007/s11242-025-02250-9
Thottungal, A.; Surendran, A.; Enale, H.; Sarapulova, A.; Ganesan, M.; Murugan, P.; Mangold, S.; Dolotko, O.; Knapp, M.; Dixon, D.; Bhaskar, A.
2026. Journal of Power Sources, 662, Article no: 238803. doi:10.1016/j.jpowsour.2025.238803
Schroth, E.; Forbriger, T.; Westerhaus, M.; Müller, M.; Saynisch-Wagner, J.; Arbic, B. K.; Drach, K.; Thomas, M.; Gräwe, U.; Shriver, J. F.; Mehra, A.
2026. Journal of Geodesy, 100, Article no: 6. doi:10.1007/s00190-025-02013-w
Cil, E. E.; Schmalen, L.
2024. arxiv. doi:10.48550/arXiv.2408.00569
Zhai, Y.; Beck, M.; Asad, A. E.; Köhler, K.; Hahn, M.; Sax, E.
2026. IEEE Transactions on Industrial Informatics, 22 (5), 3741–3752. doi:10.1109/TII.2026.3651904
Hickmann, S.; Trajkovic, I.; Kaltenborn, J.; Pelletier, F.; Archibald, A.; Gurwicz, Y.; Nowack, P.; Rolnick, D.; Boussard, J.
2025. 39th Conference on Neural Information Processing Systems (NeurIPS 2025), 44 S
Hellweg, F.
2026, Januar 26. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189868
Ney, J.; Matalla, P.; Lauinger, V.; Schmalen, L.; Randel, S.; Wehn, N.
2024. 2024 IEEE International Conference on Machine Learning for Communication and Networking (ICMLCN), Stockholm, Sweden, 05.05.2024–08.05.2024, 1–2, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICMLCN59089.2024.10624790
Klotz, J.; Hasenöhrl, S.; Matthiesen, S.; Geimer, M.
2025. DS 140: Proceedings of the 36th Symposium Design for X (DFX2025), 021–030, The Design Society. doi:10.35199/dfx2025.03
Nolting, U.; Dehn, F.; Denu, M. (Hrsg.)
2026. KIT Scientific Publishing. doi:10.5445/KSP/1000189864
Hanisch, S.
2026, Januar 27. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189863
Wunder, C.; Hildebrand, L.; Gräber, L.; Varzi, A.; Bresser, D.; Zarrabeitia, M.; Passerini, S.
2026. EES Batteries, 2 (1), 282–294. doi:10.1039/d5eb00145e
Bouby, M.
2024, Juli 31. 16th Europe-Korea Conference on Science and technology (EKC 2024), Coventry, Vereinigtes Königreich, 30. Juli–2. August 2024
Reuter, L.
2026, Januar 26. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189859
König, A.
2026. Studentenwohnheim Burg e.V. (2026), Darmstadt, Deutschland, 17. Januar 2026
Mesa Estrada, L. S.; Haase, M.; Baumann, M.; Cinelli, M.
2026. Energy Strategy Reviews, 63, 102016. doi:10.1016/j.esr.2025.102016
Kreusel, A.; Hertel, M.; Noskiewicz, M.; Maaß, H.; Mikut, R.; Hagenmeyer, V.
2025. Proceedings 35. Workshop Computational Intelligence : Berlin, 20. - 21. November 2025, 301–322, Karlsruher Institut für Technologie (KIT)
Jahnel, J.
2026. Interdisziplinäres Seminar zu historischen, philosophischen und politischen Perspektiven auf KI (2026), Darmstadt, Deutschland, 15. Januar 2026
Lautenschlager, T.; Friederich, N.; Sitcheu, A. J. Y.; Nau, K.; Hayot, G.; Dickmeis, T.; Mikut, R.
2025. arxiv. doi:10.48550/arXiv.2510.07853
Weil, M.
2025. KLIREC: Klima, Ressourcen und Circular Economy – Wechselbeziehungen, Synergien und Tradeoffs (2025), Pforzheim, Deutschland, 11. November 2025
Mahr, D.
2026. Archives of Sexual Behavior. doi:10.1007/s10508-026-03418-0
Sood, R.; Saha, S.; Dhyani, S.
2026. European Journal of Forest Research, 145 (1), Article no: 11. doi:10.1007/s10342-025-01842-w
Riefle, L.; Hemmer, P.; Benz, C.; Vössing, M.; Pries, J.
2022. arxiv. doi:10.48550/arXiv.2210.02123
Popplow, M.
2026, Januar 19. Vortragsreihe „Innovation und Technik im Mittelalter“ des Mittelalterzentrums Greifswald (2026), Greifswald, Deutschland, 3. November 2025–19. Januar 2026
Smeddinck, U.
2026. Zeitschrift für Rechtspolitik, 30–33
Schmidt, A.
2025. BarBQ- Special Edition Quantum XMAS (2025), Berlin, Deutschland, 9. Dezember 2025
Lenz, M.; Harder, F.; Schippl, J.; Puhe, M.; Fleischer, T.; Hackenfort, M.; Stoll, T.
2025. Schweizerisches Bundesamt für Strassen (ASTRA)
Hommrich, D.; Maia, M.; Baumann, M.
2025. Workshop on Ethical, Legal, Social Impact/Aspect Research Frameworks: Towards an ELS-X Research Community in Europe (2025), Karlsruhe, Deutschland, 4.–5. Dezember 2025
Hommrich, D.
2026. Leerstelle Mensch? Anthropologische Grundlagen Angewandter Ethik (2026), Darmstadt, Deutschland, 8.–10. Januar 2026
Bonetti, M.; Rendler, P.; Torres Bobadilla, W. J.
2025, März 24. doi:10.5281/zenodo.15032044
Bonetti, M.; Rendler, P.; Bobadilla, W. J. T.
2025. arxiv. doi:10.48550/arXiv.2503.16620
KATRIN Collaboration; Acharya, H.; Aker, M.; Batzler, D.; Beglarian, A.; Beisenkötter, J.; Biassoni, M.; Bieringer, B.; Biondi, Y.; Böttcher, M.; Bornschein, B.; Bornschein, L.; Carminati, M.; Chatrabhuti, A.; Chilingaryan, S.; Díaz Barrero, D.; Daniel, B. A.; Descher, M.; Dragoun, O.; Drexlin, G.; Edzards, F.; Eitel, K.; Ellinger, E.; Engel, R.; Enomoto, S.; Fallböhmer, L.; Felden, A.; Fengler, C.; Fiorini, C.; Formaggio, J. A.; Forstner, C.; Fränkle, F. M.; Gagliardi, G.; Gauda, K.; Gavin, A. S.; Gil, W.; Glück, F.; Grössle, R.; Höhn, T.; Habib, K.; Hannen, V.; Haßelmann, L.; Helbing, K.; Henke, H.; Heyns, S.; Hiller, R.; Hillesheimer, D.; Hinz, D.; Jansen, A.; Köhler, C.; Khosonthongkee, K.; Kohpeiß, J.; Köllenberger, L.; Kopmann, A.; Kovač, N.; La Cascio, L.; Laschinger, L.; Lasserre, T.; Lauer, J.; Le, T.-L.; Lebeda, O.; Lehnert, B.; Lokhov, A.; Machatschek, M.; Marsteller, A.; Martin, E. L.; McMichael, K.; Melzer, C.; Mettler, L. E.; Mertens, S.; Mohanty, S.; Mostafa, J.; Müller, I.; Nava, A.; Neumann, H.; Niemes, S.; Nutini, I.; Onillon, A.; Parno, D. S.; Pavan, M.; Pinsook, U.; Plößner, J.; Poon, A. W. P.; Poyato, J. M. L.; Priester, F.; Ráliš, J.; Röllig, M.; Ramachandran, S.; Robertson, R. G. H.; Rodenbeck, C.; Sack, R.; Saenz, A.; Salomon, R.; Schürmann, J.; Schäfer, P.; Schütz, A.-K.; Schlösser, M.; Schlüter, L.; Schneidewind, S.; Schnurr, U.; Schwemmer, A.; Schwenck, A.; Šefčík, M.; Seeyangnok, J.; Siegmann, D.; Simon, F.; Songwadhana, J.; Spanier, F.; Spreng, D.; Sreethawong, W.; Steidl, M.; Štorek, J.; Stribl, X.; Sturm, M.; Suwonjandee, N.; Jerome, N. T.; Telle, H. H. H.; Thümmler, T.; Thorne, L. A.; Titov, N.; Tkachev, I.; Trost, K.; Urban, K.; Vénos, D.; Valerius, K.; Wüstling, S.; Weinheimer, C.; Welte, S.; Wendel, J.; Wiesinger, C.; Wilkerson, J. F.; Wolf, J.; Wydra, J.; Xu, W.; Zadorozhny, S.; Zeller, G.
2025. Nature, 648 (8092), 70–75. doi:10.1038/s41586-025-09739-9
Lokhov, A.; Wiesinger, C.
2024. doi:10.5281/zenodo.13644899
Köhler, C.; Lokhov, A.; Lasserre, T.; Mohanty, S.; Stribl, X.; Gagliardi, G.
2025, September 26. doi:10.5281/zenodo.15860994
Huang, X.
2026, Januar 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189836
Zamparas, C.; Patten, C. G. C.; Kontny, A.; Peillod, A.; Kolb, J.
2026, Januar 14. 37th Nordic Geological Winter Meeting (2026), Turku, Finnland, 13.–15. Januar 2026
Grothe, O.; Borlinghaus, P.
2025. Anesthesia & Analgesia. doi:10.1213/ANE.0000000000007922
Herveau, K.
2026, Januar 26. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189832
Fritz, B.
2026, Februar 5. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189833
Balan, S.; Bringmann, T.; Kahlhoefer, F.; Matuszak, J.; Tasillo, C.
2025, Juli 11. doi:10.5281/zenodo.15863201
Balan, S.; Bringmann, T.; Kahlhoefer, F.; Matuszak, J.; Tasillo, C.
2025. arxiv. doi:10.48550/arXiv.2502.19478
Ostapchenko, S.; Pierog, T.; Sigl, G.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025), 351, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0351
Pierog, T.; Werner, K.
2025. Proceedings of 39th International Cosmic Ray Conference — PoS(ICRC2025); Genf, Schweiz, 15.-24.07.2025, Article no: 358, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.0358
Pierog, T.
2025. Proceedings of 39th International Cosmic Ray Conference - PoS(ICRC2025), Genf, CH, July 15-24, 2025, Article no: 1417, Scuola Internazionale Superiore di Studi Avanzati (SISSA). doi:10.22323/1.501.1417
Haas, Y.; Sax, E.
2025. Human Interaction and Emerging Technologies (IHIET-AI 2025): Artificial Intelligence and Future Applications, 408–418, AHFE International. doi:10.54941/ahfe1005933
Arens, T.; Knöller, M.; Schurr, R.
2026. SIAM Journal on Scientific Computing, 48 (1), A185–A208. doi:10.1137/24M1687108
Alameddine, J.-M.; Albrecht, J.; Ammerman-Yebra, J.; Arrabito, L.; Alves Jr., A. A.; Baack, D.; Coleman, A.; Dembinski, H.; Elsässer, D.; Engel, R.; Faure, A.; Ferrari, A.; Gaudu, C.; Glaser, C.; Gottowik, M.; Heck, D.; Huege, T.; Kampert, K.-H.; Karastathis, N.; Nellen, L.; Pierog, T.; Prechelt, R.; Reininghaus, M.; Rhode, W.; Riehn, F.; Sackel, M.; Sampathkumar, P.; Sandrock, A.; Soedingrekso, J.; Ulrich, R.
2024, Dezember 24. doi:10.5281/zenodo.15525791
Wen, D.; Qi, L.; Peng, K.; Yang, K.; Teng, F.; Luo, A.; Fu, J.; Chen, Y.; Liu, R.; Shi, Y.; Sarfraz, M. S.; Stiefelhagen, R.
2025. arxiv. doi:10.48550/arXiv.2506.02845
Wen, D.; Peng, K.; Zheng, J.; Chen, Y.; Shi, Y.; Wei, J.; Liu, R.; Yang, K.; Stiefelhagen, R.
2026. arxiv. doi:10.48550/arXiv.2509.15237
Naraghi, N.; Nierling, L.; Wölfel, M.
2025. Conference Proceedings of the 23rd STS Conference Graz 2025; Graz, Österreich, 05-07.05.2025, Getzinger, Günter; Jahrbacher, Michaela; Prunč, Roman (Hg.), S. 367–391, Verlag der Technischen Universität Graz
Coenen, C.
2025, April 27. Fudan University Workshop on Moral Enhancement (2025), Shanghai, China, 27. April 2025
Coenen, C.
2025. 3rd International Conference on Social Critical Theory in the Digital Age (2025), Nanjing, China, 29.–30. November 2025
Coenen, C.
2025, November 24. Nanjing University, School of Philosophy (2025), Nanjing, China, 24. November 2025
Coenen, C.
2025, November 28. East China Normal University, Singularity Research Institute (2025), Shanghai, China, 28. November 2025
Coenen, C.
2025, April 26. "Age of Innovation: Technology, Development, and Governance", Sub-forum 4 "UltraintelligentMachine, Imagination of Technology and Human Future", Shanghai Forum 2025 (2025), Shanghai, China, 26. April 2025
Coenen, C.
2025, April 29. University of Science and Technology of China (2025), Hefei, China, 29. April 2025
Coenen, C.
2025, November 17. Fudan University, CAST-FDU Institute of Technology Ethics for Human Future (2025), Shanghai, China, 17. November 2025
Stadler, D.
2026. KIT Scientific Publishing. doi:10.5445/KSP/1000189811
Coenen, C.
2024, April. AI Ethics: a Cross-Cultural Dialogue : Conference, Fudan University (2024), Shanghai, China, 24.–26. April 2024
Coenen, C.
2024, April 23. Philosophy and Engineering Science, University of the Chinese Academy of Sciences (2024), Peking, China, 23. April 2024
Coenen, C.
2024, Mai 9. University of the Chinese Academy of Sciences, School of Humanities, Institute of Philosophy (2024), Peking, China, 9. Mai 2024
Coenen, C.
2024, Mai 6. Dalian University of Technology, School of Humanities, Department of Philosophy (2024), Dalian, China, 6. Mai 2024
Coenen, C.
2025, Mai 6. Hong Kong Baptist University, Faculty of Arts and Social Sciences (2025), Hongkong, Hongkong, 6. Mai 2025
Puri, R.; Zirwes, T.; Stein, O. T.
2025, Oktober 15. 20th International Conference on Numerical Combustion (ICNC 2025), Rom, Italien, 14.–17. Oktober 2025
Struzek, S.; Holtermann, B.; Sharma, S.; Maurer, F.; Jelic, J.; Zimina, A.; Studt, F.; Eggeler, Y.; Grunwaldt, J.-D.
2026, Januar 28. doi:10.35097/nw11yua6ek6t2nbf
Coenen, C.
2024, Mai 8. 63rd THU History and Philosophy of Science Lecture Series (2024), Peking, China, 8. Mai 2024
Coenen, C.
2025, November 26. Ringvorlesung "Schöne neue Welt? Welche Zukunft sieht Big Tech für uns vor?" (2025), Karlsruhe, 26. November 2025
Coenen, C.
2025, September. NannoInnovation 2025 (2025), Rom, Italien, 15.–19. September 2025
Coenen, C.; Hermann, I.
2025. Festival della Fantascienza (2025), Triest, Italien, 28. Oktober–2. November 2025
Coenen, C.
2024, November 5. University of Trieste (2024), Triest, Italien, 5. November 2024
Coenen, C.
2025, März. STS-Hub "Diffracting the Critical" (2025), Berlin, Deutschland, 11.–14. März 2025
Borisonik, H.; Coenen, C.
2025, Juni. 1st Global Technology Assessment Conference / 6th European Technology Assessment Conference (ETAC6 2025), Wien, Österreich, 2.–4. Juni 2025
Terveer, K.; Bouma, S.; Buitink, S.; Corstanje, A.; Desmet, M.; Falcke, H.; Hare, B. M.; Hörandel, J. R.; Huege, T.; Karastathis, N.; Laub, P.; Mulrey, K.; Nelles, A.; Scholten, O.; Turekova, P.; Thoudam, S.; Trinh, G.; ter Veen, S.
2024. arxiv. doi:10.48550/arXiv.2410.07681
Oppel, N.; Savintseva, L.; Röse, P.; Kastlunger, G.; Studt, F.; Krewer, U.
2026, Januar 23. doi:10.35097/55853f8gc1b5xbu8
Krämer, A. M.
2026, Januar 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189794
Weber, F.; Heid, R.; Merz, M.; Eich, A.; Tymoshenko, Y.; Merritt, A. M.
2026, Januar 21. doi:10.35097/xayn6n5pmcvdk776
von Schoettler, F.; Wagner, K.; Lyczkowski, E.; Rost, P. M.
2024. 2024 IEEE Globecom Workshops (GC Wkshps), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/GCWkshp64532.2024.11100628
Tsouchlos, A.; Jäkel, H.; Schmalen, L.
2024. arxiv. doi:10.48550/arXiv.2409.07278
Ke, L.; Furuya, K.; Luo, S.
2021. Sustainable Cities and Society, 68, 102788. doi:10.1016/j.scs.2021.102788
Cheng, D.; Maraytta, N.; Chen, X.; Li, X.; Wu, X.; Jing, X.; Hu, Y.; Gong, Y.; He, M.; Chai, Y.; Zhou, X.; Jiang, P.; Wang, Y.; Merz, M.; Wang, A.
2026. Physical Review B, 113 (3), Art.Nr: 035133. doi:10.1103/ncm1-rfsn
Uhlmann, M.; Bzikadze, T.
2026, Januar 22. doi:10.35097/aw3dzkum9ud9r6yf
Cazzaniga, C.; de Cosa, A.; Kahlhoefer, F.; Maria, A. S.; Seidita, R.; Sitti, E.
2025. arxiv. doi:10.48550/arXiv.2510.17675
Gieseke, S.; Kahlhoefer, F.; Seebach, H.
2025. arxiv. doi:10.48550/arXiv.2510.17961
Busoni, G.; Cornell, J. M.; Handley, W.; Kahlhoefer, F.; Kvellestad, A.; Pitts, M.; Street, L.; Vincent, A. C.; White, M.
2025. arxiv. doi:10.48550/arXiv.2510.05216
Anisha; Biermann, L.; Englert, C.; Mühlleitner, M.
2025. arxiv. doi:10.48550/arXiv.2510.00686
Mukherjee, A.; Luo, Y.; Zirkel, M.; Gerlach, E.; Zentner, L.; Fidlin, A.
2026. Proceedings of ICOVP and WMVC 2025 – Recent Trends in Vibration Problems and Wave Propagation. Ed.: Z. Dimitrovová, 301–313, Springer Nature Switzerland. doi:10.1007/978-3-032-13225-3_31
Zimpelmann, E.
2025. Die Hochschullehre, 64, S. 807–813. doi:10.3278/HDL2564W
Bonizzoni, C.; Lamberto, D.; Napoli, S.; Günzler, S.; Rieger, D.; Santanni, F.; Ghirri, A.; Wernsdorfer, W.; Savasta, S.; Affronte, M.
2026. Nature Communications, 17 (1), 470. doi:10.1038/s41467-025-67163-z
Caporuscio, M.; D’Angelo, M.; Grassi, V.; Mirandola, R.; Ricci, F.
2026. Journal of Systems and Software, 235, 112755. doi:10.1016/j.jss.2025.112755
Pérez-Valera, E.; Subramaniam, L.; Trapet, P.; Berger, A.; Breuil, M.-C.; Engelsberger, F.; Brüggemann, N.; Butterbach-Bahl, K.; Dannenmann, M.; Wendehenne, D.; Philippot, L.
2025. ISME Communications, 5 (1), 15 S. doi:10.1093/ismeco/ycaf237
Overveld, T. J. J. M. van; Mazzuoli, M.; Uhlmann, M.; Clercx, H. J. H.; Duran-Matute, M.
2026. Journal of Fluid Mechanics, 1027, A12. doi:10.1017/jfm.2025.11052
Raquet, C.
2026, Januar 20. doi:10.5281/zenodo.18311667
Wendling, P.; Curtis, J. S.; Nirschl, H.; Gleiss, M.
2026. Transport in Porous Media, 153 (2), 18. doi:10.1007/s11242-025-02267-0
Badola, S.; Pawbake, A.; Wu, B.; Söll, A.; Sofer, Z.; Heid, R.; Faugeras, C.
2026. Nano Letters. doi:10.1021/acs.nanolett.5c05146
Dindorf, C.; Dully, J.; Simon, S.; Perchthaler, D.; Becker, S.; Ehmann, H.; Heitmann, K.; Stetter, B.; Diers, C.; Fröhlich, M.
2026. Scientific Reports, 16 (1), 1326. doi:10.1038/s41598-025-33707-y
Chen, R.; Luo, Y.; Wang, H.; Tian, Y.; Xie, Z.; Wang, H.; Jiang, Z.; Wang, A.; Yan, K.; Wei, Z.
2026. Chemical Engineering Journal, 528, Art.Nr: 172302. doi:10.1016/j.cej.2025.172302
Wunder, C.
2026, April 9. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189770
Vaerst, O.; Rösner, H.; Peterlechner, M.; Wilde, G.
2026. Journal of Alloys and Compounds, 1051, Art.Nr: 186051. doi:10.1016/j.jallcom.2026.186051
Ahmetali, E.; Kocaarslan, A.; Trouillet, V.; Heißler, S.; Bräse, S.
2026. Angewandte Chemie International Edition, Art.-Nr.: e23011. doi:10.1002/anie.202523011
Yaşar, S.; Gehrke, F.; Capdeville, N.; Puchta, H.
2026. Current Opinion in Biotechnology, 97, 103426. doi:10.1016/j.copbio.2025.103426
Treml, N.; Rudi, A.; SChultmann, F.
2023. ACLCA 2023
Treml, N.; Rudi, andreas; Schultmann, F.
2023, September 25. ACLCA 2023 Conference (2023), Burlington, VT, USA, 25.–28. September 2023
Niehues, N.; Hahner, S.; Heinrich, R.
2026. Journal of Systems and Software, 235, 112761. doi:10.1016/j.jss.2025.112761
Zajadatz, M. A.
2026, Februar 6. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189763
Treml, N.; Rudi, A.; Schultmann, F.
2023, Oktober 10. KTBL Tage: Emissionen der Tierhaltung 2023 – erheben, beurteilen, mindern. (2023), Bonn, Deutschland, 10.–11. Oktober 2023
McGuinness, P. H.; Henssler, F.; Alkorta, M.; von Westarp, M. J. G.; Korshunov, A.; Bosak, A.; Ishikawa, D.; Baron, A. Q. R.; Merz, M.; Haghighirad, A.-A.; Vergniory, M. G.; Souliou, S.-M.; Heid, R.; Errea, I.; Tacon, M. Le
2025. arxiv. doi:10.48550/arXiv.2510.19790
Werling, L.
2026, Januar 21. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189761
Pérez Bertolli, C.
2026, Januar 22. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189759
Huang, M.-J.; Nagel, P.; Eich, A.; Merz, M.; Schuppler, S.
2026. Physical Review B, 113 (3), Article no: 035131. doi:10.1103/7j4m-g6nh
Muscheid, T.; Scheller, L.; Fuchs, M.; Gartmann, R.; Ardila-Perez, L. E.
2025, September 3. doi:10.5281/zenodo.17045906
Fischer, D.; Haußer, T.; Witt, V. J.; Kranz, F.; La Magna, R.; Dörstelmann, M.
2024. Proceedings of the IASS 2024 Symposium "Redefining the Art of Structural Design". Ed.: P. Block, International Association for Shell and Spatial Structures (IASS)
Azzola, J.; Gaucher, E.
2025. EGU General Assembly (2025), Wien, Österreich, 27. April–2. Mai 2025
Azzola, J.; Bremer, J.; Schätzler, K.; Bauer, F.; Kohl, T.
2025. EGU General Assembly (2025), Wien, Österreich, 27. April–2. Mai 2025
Li, C.
2026, Januar 21. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189753
Itani, A.
2026, Januar 19. Karlsruher Institut für Technologie (KIT)
Doneva, R.; Hennig, A.; Mayer, P.
2026. Symposium on Usable Security and Privacy (USEC) 2026, 27 February 2026, San Diego, CA, USA. Ed.: K. Seamons. doi:10.14722/usec.2026.23021
Eigler, M.; Walter, B. F.; Giebel, J. R.; Kolb, J.
2026. Ore Geology Reviews, 189, 107117. doi:10.1016/j.oregeorev.2026.107117
Laborgne, P.
2025, November 15. Heinrich-Böll-Stiftung Alumni Salon "Soziale Sicherung und Teilhabe" (2025), Berlin, Deutschland, 15. November 2025
Rogga, S.; Raich, S.; Laborgne, P.
2025. 4. Konferenz zur Vernetzung und Stärkung von Partizipation in der Wissenschaft (PartWiss 2025), Leipzig, Deutschland, 12.–14. November 2025
Wendeberg, E.; Laborgne, P.; Wieczorek, W.; Epp, A.; Pfeifer, H.
2025. 4. Konferenz zur Vernetzung und Stärkung von Partizipation in der Wissenschaft (PartWiss 2025), Leipzig, Deutschland, 12.–14. November 2025
Laborgne, P.; Stelzer, V.; Diekmannshenke, S.; Wegener, M.; Jäger, F.; Behrendt, P.
2025. RIFS Conference "Tough Conversations in Tough Times" (2025), Berlin, Deutschland, 4.–5. Dezember 2025
Güntner, A.; Sharifi, E.; Haas, J.; Boergens, E.; Cao, F.; Dahle, C.; Darbeheshti, N.; Dobslaw, H.; Dussaillant, I.; Dorigo, W.; Flechtner, F.; Jäggi, A.; Kosmale, M.; Lasser, M.; Luojus, K.; Meyer, U.; Pasik, A.; Preimersberger, W.; Ruz Vargas, C.; Zemp, M.
2026. Copernicus. doi:10.5194/essd-2025-797
Thomas, J.; Reich, R.; Geppert, G.; Stephan, K.; Steinert, T.; Keller, J.; Knippertz, P.; Oertel, A.
2025. ICON/COSMO/CLM/ART User Seminar (ICCARUS 2025), Offenbach am Main, Deutschland, 10.–14. März 2025
Erdweg, S.; van der Storm, T.; Dai, Y.
2014. arxiv. doi:10.48550/arXiv.1404.5770
Hohensee, N.; Dietel, F. A.; Schulte, J.; Doebler, P.; Klein, N.; Buhlmann, U.
2026. Behavior Therapy. doi:10.1016/j.beth.2026.01.003
Jonville, T.; Borne, M.; Flamant, C.; Cuesta, J.; Bock, O.; Bosser, P.; Lavaysse, C.; Fink, A.; Knippertz, P.
2025. EGU General Assembly (2025), Wien, Österreich, 27. April–2. Mai 2025. doi:10.5194/egusphere-egu25-4145
Sanchez, G. B.; Groll, A.
2026. Statistical Modelling. doi:10.1177/1471082X251401632
Vondou, D. A.; Maranan, M.; Fink, A.; Knippertz, P.
2025. EGU General Assembly (2025), Wien, Österreich, 27. April–2. Mai 2025. doi:10.5194/egusphere-egu25-4516
Alexopoulos, J.
2026. Physica D: Nonlinear Phenomena, 488, 135079. doi:10.1016/j.physd.2025.135079
Alomari, D. Z.; Thabet, S. G.; Alqahtani, M. D.; Schierenbeck, M.; Joestl, S.; Geisslitz, S.; Scherf, K. A.; Börner, A.; Alqudah, A. M.
2026. Food Science & Nutrition, 14 (1), 12 S. doi:10.1002/fsn3.70990
Fünfgeld, H.; Christen, A.; Briegel, F.; Schrodi, S.; Speidel, A.; Felder, C.; Hoffmann, J.; Irscheid, L.; Merkle, D.; Meyer, J.; Schindler, D.; Wehrle, J.; Zengerling, C.
2026. Landscape and Urban Planning, 268, 105574. doi:10.1016/j.landurbplan.2025.105574
Zhang, H.; Wang, Y.; Zhao, Z.; Liu, X.; Passerini, S.
2026. Current Opinion in Electrochemistry, 55, 101805. doi:10.1016/j.coelec.2025.101805
Azizmalayeri, R.; Rostami, P.; Witzmann, T.; Klein, C. O.; Auernhammer, G. K.
2026. Soft Matter, 22 (4), 892–906. doi:10.1039/D5SM00987A
Zanatta, M.; Bogert, P.; Ginot, P.; Hoshyaripour, G.; Hu, Y.; Laj, P.; Linke, C.; Möhler, O.; Saathoff, H.; Schnaiter, M.; Umo, N. S.; Vogel, F.; Wagner, R.
2025. doi:10.35097/7gh3j1jzabrzkcx9
Setio, E. S.
2026, Januar 22. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189732
Proenca, T.; Gaucher, E.; Rietbrock, A.; Azzola, J.
2025. EGU General Assembly (2025), Wien, Österreich, 27. April–2. Mai 2025. doi:10.5194/egusphere-egu25-9091
Azzola, J.; Gaucher, E.
2025. Copernicus. doi:10.5194/egusphere-egu25-6036
Bremer, J.; Azzola, J.; Schätzler, K.; Bauer, F.; Kohl, T.
2025. Copernicus. doi:10.5194/egusphere-egu25-16396
Ekin, Ö.; Ghadrdan, M.; Carne, G. D.; Hagenmeyer, V.
2026. IEEE Journal of Emerging and Selected Topics in Power Electronics, 14 (2), 1779–1789. doi:10.1109/JESTPE.2026.3651885
Sun, K.; Guo, R.; Zhou, Q.; Fang, L.; Jiang, X.; Wegener, S. A.; Liang, Y.; Li, Z.; Liang, S.; Schwartzkopf, M.; Aydin, E.; Koyiloth Vayalil, S.; Roth, S. V.; Paetzold, U. W.; Müller-Buschbaum, P.
2026. Nature Communications, 17 (1), 596. doi:10.1038/s41467-025-68219-w
Fu, Q.; Luo, X.; Yang, L.; Sarapulova, A.; Knapp, M.; Ehrenberg, H.; Dsoke, S.
2026. ACS Applied Materials & Interfaces, 18 (3), 5017–5025. doi:10.1021/acsami.5c08636
Schmid, E.; Hänisch, J.; Hornung, F.; Nirschl, H.; Guthausen, G.
2026. Molecules, 31 (2), 267. doi:10.3390/molecules31020267
Ekin, Ö.; Leuthaeusser, M.; Carne, G. D.; Hagenmeyer, V.
2026. IEEE Transactions on Industrial Electronics, 73 (5), 7071–7083. doi:10.1109/TIE.2025.3639739
Savadogo, A.; Huska, K.; Chavan, R. D.; Nyangonda, T. N.; Feßler, J.; Aduda, B. O.; Paetzold, U. W.; Lemmer, U.; Hussein, M.
2026. Advanced Electronic Materials, 12 (4), Art.-Nr.: e00615. doi:10.1002/aelm.202500615
Wohlfart, O.; Scholz, L.; Wagner, I.
2026. Frontiers in Education, 10, Art.-Nr.: 1693308. doi:10.3389/feduc.2025.1693308
Plaum, J.
2026, Januar 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189719
Fréville, R.; Gruber, P. A.; Lee, S.; Micha, J. S.; Robach, O.; Ulrich, O.; Kirchlechner, C.
2026. Materialia, 45, 102648. doi:10.1016/j.mtla.2025.102648
Nisar, T.; James, N. T.; Maragno, L. G.; Chevallier, E.; Gomes, D. R.; Okotete, E.; Lee, S.; Kirchlechner, C.; Furlan, K. P.
2026. Composites Communications, 62, 102697. doi:10.1016/j.coco.2025.102697
Chen, N.; Doppelbauer, M.
2025. 2025 28th International Conference on Electrical Machines and Systems (ICEMS), 3728–3734, Institute of Electrical and Electronics Engineers (IEEE). doi:10.23919/ICEMS66262.2025.11316993
Stuckert, J.; Große, M.; Moch, J.; Rössger, C.; Peters, U.; Weick, S.
2025, Dezember 16. 30th International QUENCH Workshop (2025), Karlsruhe, Deutschland, 16.–18. Dezember 2025
Bissel, M.; Kläver, A.
2026. Transportation Research Interdisciplinary Perspectives, 36, 101822. doi:10.1016/j.trip.2025.101822
J-WADI Team; Meyer, H.; Klose, M.; Kandler, K.; Dupont, S.; Pérez García-Pando, C.
2025. EGU General Assembly 2025, 12087, Copernicus. doi:10.5194/egusphere-egu25-12087
Beik-Mohammadi, H.; Hauberg, S.; Arvanitidis, G.; Figueroa, N.; Neumann, G.; Rozo, L.
2024. arxiv. doi:10.48550/arXiv.2401.09352
Borne, M.; Knippertz, P.; Weissmann, M.; Rennie, M.
2025. ESA Living Planet Symposium (2025), Wien, Österreich, 23.–27. Juni 2025
Winkler, K.; Witting, M.; Gulde, F.; Garschagen, M.; Pongratz, J.; Rounsevell, M.
2026. Frontiers in Climate, 7, 1715424. doi:10.3389/fclim.2025.1715424
Ehret, U.; Loritz, R.; Bondy, J.; Demuth, N.; Dolich, A.; Hollborn, S.; Jia, T.; Keller, J.; Knippertz, P.; Kraft, M.; Lerch, S.; Menzer, I.; Scheibel, M.; Valmassoi, A.
2025. Copernicus. doi:10.5194/ems2025-686
Sommer, M.; Seidel, L.; Sax, E.
2025. 2025 11th International Conference on Control, Decision and Information Technologies (CoDIT), 1945–1950, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/CoDIT66093.2025.11321710
Mayer, H.; Marc Schneider; Burger, B.; Simon, F.; Ludwig, M.
2025, Oktober 9. Topical Workshop on Electronics for Particle Physics (TWEPP 2025), Rethymnon, Griechenland, 6.–10. Oktober 2025
Thomas, J.; Reich, H.; Geppert, G.; Stephan, K.; Steinert, T.; Keller, J.; Knippertz, P.; Oertel, A.
2025. Copernicus. doi:10.5194/ems2025-566
Dolich, A.; Jia, T.; Demuth, N.; Kraft, M.; Perschke, M.; Scheibel, M.; Menzer, I.; Tilahun, A.; Keller, J.; Bondy, J.; Khosravi, S.; Valmassoi, A.; Hollborn, S.; Lerch, S.; Sharifi, E.; Knippertz, P.; Ehret, U.; Loritz, R.
2026. Tage der Hydrologie (2026), Kassel, Deutschland, 4.–6. März 2026
Chatterjee, D.; Raabe, N.; Knippertz, P.; Crewell, S.; Dueben, P.
2026. 5th Workshop on Convective Organization (WC05 2026), São José dos Campos, Brasilien, 9.–12. März 2026
Thomas, J.; Reich, R.; Geppert, G.; Stephan, K.; Steinert, T.; Keller, J.; Knippertz, P.; Oertel, A.
2026. ICON/COSMO/CLM/ART User Seminar (ICCARUS 2026), Offenbach am Main, Deutschland, 16.–20. März 2026
Chatterjee, D.; Raabe, N.; Knippertz, P.; Crewell, S.; Dueben, P.
2026. 5th ECMWF-ESA Machine Learning Workshop (2026), Bologna, Italien, 13.–17. April 2026
Hessenauer, J.
2026, Januar 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189700
Diener, J.; Krafft, J.; Rayling, S.; Krell-Roesch, J.; Wäsche, H.; Flagmeier, A. L.; Woll, A.; Wunsch, K.
2026. Sports, 14 (1), 41. doi:10.3390/sports14010041
Sabet Khomami, N. T.; Philippe, A.; Abu Quba, A. A.; Gad, M.; Lechtenfeld, O.; Hahn, F.; Trouillet, V.; Guigner, J.-M.
2026. Applied Surface Science, 726, 165927. doi:10.1016/j.apsusc.2026.165927
Noi, S. Di; El Faham, H.; Gröber, R.; Vitti, M.; Vryonidou, E.
2026. Journal of High Energy Physics, 2026 (1), 25. doi:10.1007/JHEP01(2026)025
Barcaro, E.; Amato, D.; Marangon, V.; Bresser, D.; Hassoun, J.
2026. Journal of Power Sources, 666, Art.Nr: 239124. doi:10.1016/j.jpowsour.2025.239124
Leyendecker, L.; Gonzalez Degetau, A. M.; Bata, K.; Emonts, J.; Schmitz, A.; Schmitt, R. H.
2026. Frontiers in Manufacturing Technology, 5, 1614335. doi:10.3389/fmtec.2025.1614335
Saxena, A.; Brown, C.; Winkler, K.; Arneth, A.; Rounsevell, M.
2026. doi:10.5281/zenodo.18249969
Hoff, A. E.
2023, Februar 24. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189693
Shubham
2026, Januar 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189692
Holland-Cunz, J.
2026, Januar 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189691
Schotschneider, A.; Yazgan, M.; Zofka, M. R.; Zöllner, J. M.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC); Baden-Baden, 30.09.-02.10.2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219431
Machner, N.; Ehmanns, C. A.; Uludag, Ö.; Toreini, P.; Matthes, F.
2025. AI and Semantic Technologies for Intelligent Info Systems (SIG ODIS); Montreal, Kanada, 14.-16.08.2025, S. 3543–3552
Dettinger, F.; Weiß, M.; Weyrich, M.; Baumann, D.; Sommer, M.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC); Baden-Baden, 30.09.-02.10.2025, 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219471
Sielemann, A.; Barner, V.; Wolf, S.; Roschani, M.; Ziehn, J.; Beyerer, J.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC); Baden-Baden, 30.09.-02.10.2025, 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219547
Abouelazm, A.; Mahmoud, M.; Walter, C.; Shchetsura, O.; Hussong, E.; Gremmelmaier, H.; Zöllner, J. M.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC); Baden-Baden, 30.09.-02.10.2025, 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219496
Orf, S.; Ochs, S.; Zofka, M. R.; Zöllner, J. M.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC); Baden-Baden, 30.09.-02.10.2025, 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219584
Halinkovic, M.; Vinel, A.; Benesova, W.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC); Baden-Baden, 30.09.-02.10.2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219625
Lee, A.; Abouelazm, A.; Gremmelmaier, H.; Zöllner, J. M.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC); Baden-Baden, 30.09.-02.10.2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219631
Ochs, S.; Schörner, P.; Zofka, M. R.; Zöollner, J. M.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC); Baden-Baden, 30.09.-02.10.2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219612
Jegarian, M.; Hanifehbakkheyrabadi, S.; Freyer, J.; Bause, K.; Düser, T.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC): Baden-Baden, 30.09.-02.10.2025, 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219551
Brenner, N.; Haas, Y.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC); Baden-Baden, 30.09.-02.10.2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219455
Kechler, N.; Haas, Y.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC); Baden-Baden, 30.09.-02.10.2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219627
Haas, Y.; Baumann, D.; Lukezic, N.; Grimm, D.; Seidel, L.; Lüntzel, V.; Kraus, D.; Sax, E.
2025. 2025 9th International Conference on Models and Technologies for Intelligent Transportation Systems (MT-ITS); Luxemburg, 08.-10.09.2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/MT-ITS68460.2025.11223594
Tahoori, M.; Meyers, V.; Sadeghipour Roodsari, M.; Xu, H.; Becker, J.; Harbaum, T.; Frombach, F.; Hoefer, J.; Sotiropoulos, G.; Henkel, J.; Demirdag, Z.; Khdr, H.; Nassar, H.; Schlichtmann, U.; Geier, J.; van Kempen, P.; Sigl, G.; Koegler, S.; Probst, M.; Teich, J.; Hannig, F.; Sabih, M.; Sesli, B.; Wehn, N.; Steiner, L.; Kunz, W.; Shelkamy Ali, M.
2025. Proceedings of the International Conference on Hardware/Software Codesign and System Synthesis; Taipeh, Taiwan, 28.09.-03.10.2025, 23–32, Association for Computing Machinery (ACM). doi:10.1145/3742873.3756928
Gaber, K.
2024. Karlsruher Institut für Technologie (KIT). doi:10.60848/13421
Buness, C. M.; Nitschke, F.; Kohl, T.
2026. Scientific Reports, 16 (1), Art.-Nr.: 1956. doi:10.1038/s41598-025-34648-2
Li, L.; Kappler, T.; Schwarz, B.; Munzke, N.; Hiller, M.
2025. 2025 IEEE PES Innovative Smart Grid Technologies Conference Europe (ISGT Europe), Valletta, 20th-23rd October 2025, 1–5, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISGTEurope64741.2025.11305287
Kamiński, M.; Krause, B.; Abadias, G.; Coati, A.; Garreau, Y.; Michel, A.; Resta, A.; Solanki, K.; Vlad, A.; Babonneau, D.
2026. Journal of Applied Crystallography, 59 (Part 1), 93–107. doi:10.1107/S1600576725010726
Jia, X.; Wang, Q.; Wang, A.; Wang, H. A.; Gyenes, B.; Gospodinov, E.; Jiang, X.; Li, G.; Zhou, H.; Liao, W.; Huang, X.; Beck, M.; Reuss, M.; Lioutikov, R.; Neumann, G.
2025. arxiv. doi:10.48550/arXiv.2510.20406
Celik, O.; Li, Z.; Blessing, D.; Li, G.; Palenicek, D.; Peters, J.; Chalvatzaki, G.; Neumann, G.
2025. arxiv. doi:10.48550/arXiv.2502.02316
Leinweber, M.
2026, Januar 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189670
de Bakker, V.; Hejna, J.; Lum, T. G. W.; Celik, O.; Taranovic, A.; Blessing, D.; Neumann, G.; Bohg, J.; Sadigh, D.
2026. arxiv. doi:10.48550/arXiv.2506.19212
Zoeller, C. S.; Niessner, C.; Fleps, M.; Klein, T.; Hanssen-Doose, A.; Burchartz, A.; Woll, A.; Stein, T.
2026. JMIR mHealth and uHealth, 14, Art.-Nr.: 65474. doi:10.2196/65474
Celik, O.; Li, Z.; Blessing, D.; Li, G.; Palenicek, D.; Peters, J.; Chalvatzaki, G.; Neumann, G.
2025. Forty-second International Conference on Machine Learning; Vancouver, Kanada, 13.-19.07.2025., 20 S., ICML
Jia, X.; Wang, Q.; Wang, A.; Wang, H. A.; Gyenes, B.; Gospodinov, E.; Jiang, X.; Li, G.; Zhou, H.; Liao, W.; Huang, X.; Beck, M.; Reuss, M.; Lioutikov, R.; Neumann, G.
2025. The Thirty-ninth Annual Conference on Neural Information Processing Systems; San Diego, USA, 02.-07.12.2025, 30 S
Bakker, V. de; Hejna, J.; Lum, T. G. W.; Celik, O.; Taranovic, A.; Blessing, D.; Neumann, G.; Bohg, J.; Sadigh, D.
2025. The 39th Annual Conference on Neural Information Processing Systems; San Diego, USA, 02.-07.12.2025, 16 S
Shi, Y.; Guo, Z.; Wolf, R.; Welte, E.; Rayyes, R.
2025. arxiv. doi:10.48550/arXiv.2509.16871
Kollmer, M.; Terzi, M.; Singh, M.; Vidal-Vàzquez, F.; Matthes, J.
2025. 2025 6th International Conference on Clean and Green Energy Engineering (CGEE), Zagreb, Kroatien, 23.-25.08.2025, 73–83, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/CGEE65971.2025.11327898
Malik, D.; Andersen, H.; Cermak, J.; Vogt, R.; Adler, B.
2026. Atmospheric Chemistry and Physics, 26 (1), 681–701. doi:10.5194/acp-26-681-2026
Malik, D.; Andersen, H.; Cermak, J.; Vogt, R.; Adler, B.
2025. Copernicus. doi:10.5194/egusphere-2025-2645
Davies, J.; Grau, D.; Schönwald, K.; Steinhauser, M.; Stremmer, D.; Vitti, M.
2025. arxiv. doi:10.48550/arXiv.2509.07072
Noi, S. Di; Faham, H. E.; Gröber, R.; Vitti, M.; Vryonidou, E.
2025. arxiv. doi:10.48550/arXiv.2507.01137
Campillo Aveleira, B.; Chen, L.; Davies, J.; Degrassi, G.; Giardino, P. P.; Gröber, R.; Heinrich, G.; Jones, S.; Kerner, M.; Schlenk, J.; Steinhauser, M.; Vitti, M.
2026. SciPost Physics Community Reports, 16. doi:10.21468/SciPostPhysCommRep.16
Happe, L.; Fuchß, D.; Hüttner, L.; Marquardt, K.; Koziolek, A.
2026. Proceedings of the 48th International Conference on Software Engineering: Software Engineering Education and Training; Rio de Janeiro, Brasilien, 12.-18.04.2026, Association for Computing Machinery (ACM). doi:10.1145/3786580.3786947
Kardeş, G.; Röse, P.; Wildersinn, L.; Korneychuk, S.; Jeschull, F.; Pundt, A.; Grunwaldt, J.-D.; Krewer, U.
2026, Januar 22. doi:10.35097/vf3j9gx4te0ftpqc
Schwammberger, M.; Bairy, A.; Bruno, B.
2025, November 2. International Conference on Bridging the Gap between AI and Reality (AISoLA 2025), Rhodos, Griechenland, 1.–5. November 2025
Nezhadi, A.; Chatzopoulos, O.; Mayahinia, M.; Papadimitriou, G.; Tahoori, M.; Gizopoulos, D.
2025. 2025 IEEE International Test Conference (ITC), San Diego, CA, USA, 20-26 September 2025, 213–222, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ITC58126.2025.00028
Wiemer, H.-J.; Niño Avella, C. L.; Schulenberg, T.
2025. Proceedings of the 1st Belgian Symposium of Thermodynamics (Carnot 2024); Lüttich, Belgien, 16.-18.12.2024. Editors: Alanis Zeoli, Vincent Lemort, 274–283, Université de Liège
Vázquez Quesada, J.
2026. The Journal of Chemical Physics, 164 (2), Art.-Nr.: 024706. doi:10.1063/5.0292423
Lindenschmitt, D.; Seehofer, P.; Schmitz, M.; Mertes, J.; Bless, R.; Zitterbart, M.; Aurich, J. C.; Schotten, H. D.
2025. 2025 16th International Conference on Network of the Future (NoF), Montreal, QC, Canada, 30 September 2025 - 03 October 2025, 114–116, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/NoF66640.2025.11223312
Tratz, J.; Matz, M.; Wilhelm, M.
2026. Journal of Magnetic Resonance Open, 26, 100213. doi:10.1016/j.jmro.2025.100213
Talebi, M.; Diemant, T.; Kim, J.-K.; Binder, M.; Bresser, D.
2026. Journal of Power Sources Advances, 37, Art.Nr: 100200. doi:10.1016/j.powera.2025.100200
Motz, M.; Uzun, S.
2026, Januar 19. doi:10.35097/kksgzxd5yw37tp4u
Götzelmann, G.; Jejkal, T.; Tonne, D.; Löffler, A.; Hitzker, M.; Höfler, M.; Schmidt, T.
2025, Dezember 11. doi:10.5281/zenodo.17895272
Ekin, Ö.
2026, Januar 22. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189633
O’Connor, S.; Rogers, D.; Kobylynska, M.; Geraets, J. A.; Thaysen, K.; Egebjerg, J. M.; Brink, M. C.; Herbsleb, L.; Salakova, M.; Fuchs, L.; Alves, F.; Feldmann, C.; Ekman, A.; Sheridan, P.; Fyans, W.; McEnroe, T.; O’Reilly, F.; Fahy, K.; Fleck, R. A.; Wüstner, D.; Simpson, J. C.; Walter, A.; Kapishnikov, S.
2025. Scientific Reports, 15 (1), 45491. doi:10.1038/s41598-025-29385-5
Mockert, F.; Grams, C. M.; Lerch, S.; Quinting, J.
2026. Quarterly Journal of the Royal Meteorological Society, e70090. doi:10.1002/qj.70090
Hilger, N.
2026, Januar 8. Karlsruher Institut für Technologie (KIT)
Schemmert, S.
2025, Dezember 29. Karlsruher Institut für Technologie (KIT)
Burzer, M.; King, T.; Riedel, T.; Beigl, M.; Röddiger, T.
2025. arxiv. doi:10.48550/arXiv.2508.16604
Feldhaus, C.; Vedøy, I. B.; Kleppang, A. L.; Halvorsen Sveaas, S.; Danielsen, K. K.; Litleskare, S.
2025. Frontiers in Sports and Active Living, 7, 1. doi:10.3389/fspor.2025.1719951
Pomes, A. J.
2026, Januar 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189622
Aşmanoğlu, S.; Boos, J.; Carone, C. D.
2025. Physical Review D, 112 (9), 0950191–09501913. doi:10.1103/gcsy-5xl6
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Muller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; Bruyn, I. de; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhang, X.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdalla, H.; Aly, R.; Aly, R.; Assran, Y.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; Wit, A. de; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Adamov, G.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P. L. S.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbruc̈k G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M. M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A. E.; Maier, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I. A.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G. J.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Mukherjee, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmi, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Meo, S. L.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Michelotto, M.; Montecassiano, F.; Migliorini, M.; Montecassiano, F.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Musich, M.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Scribano, A.; Sarkar, T.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Demaria, N.; Covarelli, R.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Moon, C.- seong; Lee, S. W.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Kim, H.; Gwak, P.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, J. S. H.; Lee, H.; Lee, J.; Oh, B. H.; Oh, S. B.; Yang, U.- ki; Seo, H.; Yoon, I.; Jang, W.; Kim, S.; Kang, D. Y.; Lee, J. S. H.; Ko, B.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E. Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Vázquez-Escobar, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Lopez Ruiz, R.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; James, T. O.; Huber, B.; Innocente, V.; Kaluzinska, O. A.; Janot, P.; Karathanasis, G.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Summers, S. P.; Stahl Leiton, A. G.; Steen, A.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zeuner, W. D.; Zehetner, P.; Bevilacqua, T.; Zejdl, P.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’Archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Cakir, A.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Paramesvaran, S.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Harder, K.; Cockerill, D. J. A.; Cooke, C.; Linacre, J.; Elliot, A.; Manolopoulos, K.; Ellis, K. V.; Harper, S.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Shepherd-Themistocleous, C. H.; Reis, T.; Tomalin, I. R.; Sahasransu, A. R.; Whalen, K. C.; Salvi, G.; Williams, T. S. J. C.; Schuh, T.; Bainbridge, R. J.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Hall, G.; Davies, G.; Della Negra, M.; Iles, G. M.; Fayer, S.; Fedi, G.; Howard, A.; Knight, C. R.; Krueper, P.; Langford, J.; Maier, B.; Law, K. H.; Mallios, S.; León Holgado, J.; Lyons, L.; Nash, J. A.; Magnan, A.-M.; Pesaresi, M.; Mallios, S.; Mieskolainen, M.; Nash, J.; Rose, A. A.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Tapper, A. D.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Reid, I. D.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Krutelyov, V.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Paulini, M. G.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Burkett, K.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Merkel, P.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Ristori, L. F.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Zoi, I.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Korytov, A. V.; Huh, C.; Koenig, E.; Kolosova, M.; Mitselmakher, G. V.; Konigsberg, J.; Matchev, K.; Menendez, N.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Mills, C. M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Penzo, A.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Fackeldey, P.; Frankenthal, A.; Greenberg, B.; Lange, D. J.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; De-Barbaro, P. D.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Kamon, T. I.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Galloni, C.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Budkouski, D.; Ershov, A.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Klyukhin, V.; Nikitenko, A. N.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Palichik, V.; Smirnov, V. A.; Perelygin, V.; Teryaev, O. V.; Savina, M.; Voytishin, N. N.; Shalaev, V.; Shmatov, S.; Shulha, S.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Blinov, V. E.; Dudko, L.; Dimova, T. V.; Perfilov, M.; Kozyrev, A. N.; Petrushanko, S.; Savrin, V.; Vorotnikov, G.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.
2025. Journal of High Energy Physics, 2025 (11), 60. doi:10.1007/JHEP11(2025)060
Zhong, X.; Maure, R.; Bruno, B.
2025. 2025 34th IEEE International Conference on Robot and Human Interactive Communication (RO-MAN), Eindhoven, Netherlands, 25-29 August 2025, 1265–1271, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/RO-MAN63969.2025.11217835
CRESST Collaboration; Angloher, G.; Casadei, F.; Cipelli, E.; Canonica, L.; Dominsky, F.; Hauff, D.; Langenkämper, A.; Mancuso, M.; Mauri, B.; Moore, C.; Petricca, F.; Pröbst, F.; Schäffner, K.; Stahlberg, M.; Stodolsky, L.; Zanirato, M.; Bento, A.; Di Lorenzo, S.; Fuchs, D.; Guillaumon, P. V.; Zema, V.; Burkhart, J.; Fichtinger, S.; Ghete, V. M.; Kluck, H.; Mokina, V.; Banik, S.; Einfalt, L.; Reindl, F.; Schieck, J.; Schwertner, C.; Valdenaire, D.; Bertolini, A.; Burmeister, L.; Fascione, E.; Murali, P.; von Krosigk, B.; Breier, R.; Ješkovský, M.; Povinec, P.; Bucci, C.; Gorla, P.; Olmi, M.; Pucci, F.; Pagliarone, C.; Pattavina, L.; Dohm, J.; Jochum, J.; Strandhagen, C.; Usherov, I.; Feilitzsch, F. V.; Kaznacheeva, M.; Ortmann, T.; Potzel, W.; Rothe, J.; Schönert, S.; Strauss, R.; Erb, A.; Kraus, H.; Macko, M.; Palušovà, V.
2025. Physical Review D, 112 (10), 102008. doi:10.1103/bb31-pgzg
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J. R.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Muller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Tomei, T. R. F. P.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; El-mahdy, B.; Khalil, S.; Salama, E.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F. P. A.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Lomidze, I.; Toriashvili, T.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Kumar, N.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Petersen, H. A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I. A.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Nürnberg, A.; Niedziela, J.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D. A.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P. L. S.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbruc̈k G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M. M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A. E.; Maier, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I. A.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G. J.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Mukherjee, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bergnoli, A.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Pazzini, J.; Rossin, R.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Azzürri, P.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Musich, M.; Muraleedharan Nair Bindhu, V. K.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Scribano, A.; Sarkar, T.; Tenchini, F.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Demaria, N.; Covarelli, R.; Demaria, N.; Ferrero, M.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Moon, C.- seong; Lee, S. W.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Gwak, P. J.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Choi, J.- jin; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Yang, U.- ki; Seo, H.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Lee, J. S. H.; Ko, B.; Park, I. cue C.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vischia, P.; Vico Villalba, C.; Blanco Fernández, S.; Calderón, A.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Arbol, P. M. R. D.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; James, T. O.; Innocente, V.; Kaluzinska, O. A.; Janot, P.; Karacheban, O.; Karathanasis, G.; Lecoq, P. R.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Summers, S. P.; Steen, A.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zeuner, W. D.; Zejdl, P.; Caminada, L. M.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Risti’C, B.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Cakir, A.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Cussans, D. G.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Harder, K.; Cooke, C.; Elliot, A.; Linacre, J.; Ellis, K. V.; Manolopoulos, K.; Harper, S.; Petyt, D. A.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Shepherd-Themistocleous, C. H.; Sahasransu, A. R.; Tomalin, I. R.; Salvi, G.; Whalen, K. C.; Schuh, T.; Williams, T. S. J. C.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; Maier, B.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Pesaresi, M.; Mallios, S.; Mieskolainen, M.; Nash, J.; Rose, A. A.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Seez, C. M.; Shukla, R. A.; Russell, L.; Tapper, A. D.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Reid, I. D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Avila, G. F.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Krutelyov, V.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Mudholkar, T.; Paulini, M. G.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Butler, J. N.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Hirschauer, J. F.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Zoi, I.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Königsberg, J.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Kim, S.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Baty, A. A.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Fackeldey, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Parygin, P.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Kamon, T. I.; Androsov, K.; Kim, H.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Elayavalli, R. K.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Ershov, A.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chadeeva, M.; Chistov, R.; Polikarpov, S.; Bunichev, V. E.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Lukina, O.; Savrin, V.; Snigirev, A.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.
2025. Physical Review D, 112 (11), Art.Nr: 112006. doi:10.1103/rqvb-gfb7
Picmausová, H.; Písařík, M.; Romano, C.; Panitzek, D.; Farlík, J.; Eichhorn, M.; Kieleck, C.
2025. Optics Continuum, 4 (12), 2845–2855. doi:10.1364/OPTCON.572084
Coenen, C.; Frey, P.; Gnisa, F.; Mital, A.
2025. Zeitschrift fur Technikfolgenabschatzung in Theorie und Praxis / Journal for Technology Assessment in Theory and Practice, 34 (3), 76–77. doi:10.14512/tatup.7261
Gerling, K. M.; Meiners, A.-L.; Schumm, L.; Rixen, J. O.; Wolf, M.; Yildiz, Z.; Alexandrovsky, D.; Opp, M. S.
2025. ACM Transactions on Accessible Computing, 18 (4), 1–35. doi:10.1145/3770755
Muller, N. A.; Bonilla-Neira, J. D.; Geria, J. M.; Redondo, M. G.; Ferreyro, L.; Hampel, M.; Wegner, M.; Almela, A.; Kempf, S.
2026. IEEE Transactions on Applied Superconductivity, 36 (6), 1–5. doi:10.1109/TASC.2025.3649716
Zahedi-Azad, S.; Scheer, R.; Hariskos, D.; Paetel, S.; Hempel, W.; Witte, W.; Luo, H.; Cojocaru-Mirédin, O.; Blankenship, M.; Hauschild, D.; van Maris, V.; Weinhardt, L.; Heske, C.; Unold, T.; Márquez, J. A.; Seeger, J.; Wilhelmi, F.; Hetterich, M.; Niesen, T.; Eraerds, P.; Dalibor, T.; Jin, X.; Schneider, R.; Gerthsen, D.; Wang, D.; Kübel, C. K. U.
2026. Progress in Photovoltaics: Research and Applications, 34 (5), 567–588. doi:10.1002/pip.70036
Ding, K.; Nakamura, A.; Cordier, P.; Fang, X.
2026. Journal of the American Ceramic Society, 109 (1), Art.-Nr. e70492. doi:10.1111/jace.70492
Löffel, M.; Diehlmann, F.; Zienau, A.; Lüttenberg, M.; Wiens, M.; Wagner, S. M.; Schultmann, F.
2026. Production Planning and Control, 1–25. doi:10.1080/09537287.2025.2583299
Ruf, L.; Backfisch, M.; Härtel, S.; Altmann, S.
2026. International Journal of Sports Science and Coaching, 1. doi:10.1177/17479541251410449
Ornelas-Skarin, C.; Bezriadina, T.; Fuchs, M.; Ghimire, S.; Hastings, J. B.; Nguyen, Q. L.; de la Peña, G.; Sato, T.; Shwartz, S.; Trigo, M.; Zhu, D.; Popova-Gorelova, D.; Reis, D. A.
2026. Physical Review X, 16 (1), 011006. doi:10.1103/7vqw-jbs7
Jekauc, D.; Voelkle, M. C.; Sniehotta, F. F.; Nigg, C. R.
2026. British Journal of Health Psychology, 31 (1), 1. doi:10.1111/bjhp.70046
Wang, J.; Peter, N. J.; Heilmaier, M.; Schwaiger, R.
2026. International Journal of Plasticity, 197, 104593. doi:10.1016/j.ijplas.2025.104593
Froning, M.; Ebert, S.; Gehre, D.; Hartmann, S.; Holz, A.; Hill, P.; Kratzel, U.; Lieberz, W.; Lieberz, W.; Löhnert, D.; Lünendonk, G.; Meisenberg, O.; Piechotka, J.; Scholl, C.; Stuhlfauth-Vonderau, H.
2026. Health Physics, 130 (2), 202–207. doi:10.1097/HP.0000000000002110
Kaemper, C.; Geyer, M.; Hartl, L.; Geisslitz, S. M.; Scherf, K. A.
2026. Food Research International, 227, 118228. doi:10.1016/j.foodres.2025.118228
Markowicz, K. M.; Markuszewski, P.; Posyniak, M. A.; Makuch, P.; Kitowska, M.; Rozwadowska, A.
2026. Journal of Aerosol Science, 193, 106741. doi:10.1016/j.jaerosci.2025.106741
Abalos, M.; Birner, T.; Chrysanthou, A.; Davis, S.; Cámara, A. de la; Dhomse, S.; Garny, H.; Hegglin, M. I.; Hubert, D.; Ivaniha, O.; Keeble, J.; Linz, M.; Minganti, D.; Neu, J.; Plummer, D.; Saunders, L.; Shah, K.; Stiller, G.; Tourpali, K.; Waugh, D.; Abraham, N. L.; Akiyoshi, H.; Chipperfield, M. P.; Jöckel, P.; Josse, B.; Morgenstern, O.; Sukhodolov, T.; Watanabe, S.; Yamashita, Y.
2026. Copernicus Publications. doi:10.5194/egusphere-2025-6549
Wu, H.
2025, November 30. doi:10.5445/IR/1000189601
Yang, V.; Biernacka, K.; Bruno, B.
2025. 2025 34th IEEE International Conference on Robot and Human Interactive Communication (RO-MAN), Eindhoven, Netherlands, 25-29 August 2025 :, 1757–1764, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/RO-MAN63969.2025.11217857
Kempf, S.
2025, Juni 4. 21st Low Temperature Detectors Conference (2025), Santa Fe, NM, USA, 1.–6. Juni 2025
Kempf, S.
2025, Mai 14. 2nd Workshop on Silicon Sensors for Radiation Detection and Quantum Applications (2025), Starnberg, Deutschland, 12.–14. Mai 2025
Haug, J.; Wu, S.; Hafeez, H.; Schustek, M.; Fatahi, M.; Woordes, Y. T.; Nieger, M.; Fuhr, O.; Luy, B.; Samuel, I. D. W.; Bräse, S.; Zysman-Colman, E.
2025. Advanced Optical Materials, 13 (36), Art.-Nr.: e02118. doi:10.1002/adom.202502118
Panitzek, D.; Romano, C.; Písařík, M.; Lautenschläger, J.; Picmausová, H.; Eichhorn, M.; Kieleck, C.
2025. High-Power Lasers and Technologies for Optical Countermeasures III. Ed.: M. Eichhorn, 1367507–1, SPIE. doi:10.1117/12.3070189
Vetsch, D. F.; Conde, D. A. S.; Vanzo, D.
2025. Book of Extended Abstracts of the 41st IAHR World Congress (Singapore, 2025); 22.-27.06.2025, 1207–1209, International Association for Hydro-Environment Engineering and Research (IAHR)
Mantik, J.; Hinrichs, J.; Glienke, R.; Dörre, M.; Flügge, W.; Boretzki, J.; Albiez, M.; Ummenhofer, T.; Evers, T.; Vallée, T.; Fricke, H.
2025. The 35th International Ocean and Polar Engineering Conference; Seoul, Südkorea, 01.-06.06.2025, 842–849, International Society of Offshore and Polar Engineers (ISOPE)
Hoffmann, S.; Nahm, W.
2025. Y. Yasuno, M. V. Sarunic & B. J. Vakoc (Hrsg.), Optical Coherence Imaging Techniques and Imaging in Scattering Media VI: München, Deutschland, 22-26.06.2025, 57, SPIE. doi:10.1117/12.3098552
Schweisgut, D.; Benoit, A. M.; Benoit, A.; Robert, Y.
2025. Proceedings of the 54th International Conference on Parallel Processing; San Diego, CA, USA, 08.09.2025-11.09.2025, 627–637, Association for Computing Machinery (ACM). doi:10.1145/3754598.3754673
Schofer, F.; Munzke, N.; Narayanan Palaniswamy, L.; Kupper, C.; Mast, M.; Roznyatovskaya, N.; Säuberlich, F.
2025. Technische Informationsbibliothek Hannover. doi:10.34657/27930
Huynh, T.-N.
2026, Februar 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189590
Nutt, R.; Schnaubelt, R.
2026. KIT, Karlsruhe. doi:10.5445/IR/1000189587
Riipinen, I.; Talvinen, S.; Chassaing, A.; Georgakaki, P.; Li, X.; García-Pando, C. P.; Bergman, T.; Kommula, S. M.; Proske, U.; Gkouvousis, A.; Tsimpidi, A. P.; Chatziparaschos, M.; Neuberger, A.; Karydis, V. A.; Calderón, S. M.; Romakkaniemi, S.; Partridge, D. G.; Khadir, T.; Dada, L.; van Noije, T.; Decesari, S.; Seland, Ø.; Zieger, P.; Bender, F.; Carslaw, K.; Cermak, J.; Costa-Surós, M.; Gonçalves Ageitos, M.; Gramlich, Y.; Haugvaldstad, O. W.; Holopainen, E.; Hoose, C.; Jorba, O.; Kakavas, S.; Kanakidou, M.; Kokkola, H.; Krejci, R.; Kühn, T.; Kulmala, M.; Le Sager, P.; Makkonen, R.; Manavi, S. E. I.; Mentel, T. F.; Milousis, A.; Myriokefalitakis, S.; Nenes, A.; Nieminen, T.; Pandis, S. N.; Patoulias, D.; Petäjä, T.; Quaas, J.; Regayre, L.; Scholz, S. M. C.; Schulz, M.; Skyllakou, K.; Sousse, R.; Stier, P.; Thomas, M. A.; Villinger, J. T.; Virtanen, A.; Wyser, K.; Ekman, A. M. L.
2026. Tellus B: Chemical and Physical Meteorology, 78 (1), 1–66. doi:10.16993/tellusb.1883
Wang, W.
2026, Mai 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189585
Ghofrani Maab, M. P.; Luu, T. D.; Stein, O. T.; Kempf, A.
2025. 2nd International Workshop on Reacting Particle-Gas Systems (2025), Magdeburg, Deutschland, 16.–18. Juni 2025
Lehmkuhl, S.; Fleischer, S.; Yang, J.; Chekmenev, E. Y.; Theis, T.; Appelt, S.; Korvink, J. G.; Jouda, M.
2026, Januar 21. doi:10.35097/kapcf985935rnu2g
Ghofrani Maab, M. P.; Luu, T. D.; Stein, O. T.; Kempf, A.
2024. 19th International Conference on Numerical Combustion (ICNC 2024), Kyōto, Japan, 7.–10. Mai 2024
Schauz, D.
2025, November 13. Kopfarbeit – Sozial- und kulturgeschichtliche Blicke auf die „andere Seite“ der Arbeit im 19. und 20. Jahrhundert (Neue Perspektiven auf die Gewerkschaftsgeschichte 10) (2025), Düsseldorf, Deutschland, 13.–14. November 2025
Singh, R.
2026, Januar 14. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189578
Haase, P.; Aurand, S.; Boretzki, J.; Albiez, M.; Sandhaas, C.; Dietsch, P.; Ummenhofer, T.
2025. Verlag und Vertriebsgesellschaft mbH
Lorenz, D.; Schneider, J.; Romano, C.; Panitzek, D.; Lautenschläger, J.; Eitner, M.; Eichhorn, M.; Kieleck, C.
2025. High-Power Lasers and Technologies for Optical Countermeasures III, 1367506, SPIE. doi:10.1117/12.3075755
Haase, P.; Boretzki, J.; Albiez, M.; Ummenhofer, T.; Aurand, S.; Sandhaas, C.; Dietsch, P.
2024, Februar 27. 24. Kolloquium: Gemeinsame Forschung in der Klebtechnik (2024), Maternushaus Köln, 27.–28. Februar 2024
Sheikh, J.; Gross, W.; Michel, A.; Weinmann, M.; Kuester, J.
2025. 16th Earth Resources and Environmental Remote Sensing/GIS Applications Conference city, Madrid, 15 September 2025 - 18 September 2025. Ed.: K. Schulz, 25, SPIE. doi:10.1117/12.3070001
Alikhah, S.; Sharifyazdi, M.; Rudi, A.; Schultmann, F.
2025. Acta Horticulturae, (1441), 1–10. doi:10.17660/ActaHortic.2025.1441.1
Maliha, M.
2026, Januar 13. Logos Verlag Berlin
Pal, T.; Schädlich, R.
2026. Advances in Cryptology – ASIACRYPT 2025 – 31st International Conference on the Theory and Application of Cryptology and Information Security, Melbourne, VIC, Australia, December 8–12, 2025, Proceedings, Part VI. Ed.: G. Hanaoka, 3–34, Springer Nature Singapore. doi:10.1007/978-981-95-5119-4_1
Bäuerle, N.; Pitera, M.; Stettner, Ł.
2026. arxiv. doi:10.48550/arXiv.2601.06998
Damm, J.; Haase, P.; Albiez, M.; Veller, S.
2026. Schiff & Hafen
Weber, J. N.; Lorenz, C.; Schober, T. C.; Kunstmann, H.
2026, Januar 12. doi:10.26050/WDCC/SEAS5-BCSD
Brandt, N.; Hofheinz, D.; Klooß, M.; Reichle, M.
2026. Advances in Cryptology – ASIACRYPT 2025 : 31st International Conference on the Theory and Application of Cryptology and Information Security, Melbourne, VIC, Australia, December 8–12, 2025, Proceedings, Part VI. Ed.: G. Hanaoka, 337–369, Springer Nature Singapore. doi:10.1007/978-981-95-5119-4_11
Honkamaa, P.; Daniska, D.; Zahra, O.; Turmel, L.; Abdelrahman, M.; Jørgensen, P.-A.; Kemppi, P.; Räty, A.; Cabrerizo, J. A. R.; Patrice, F.; Edvardsen, D. F.
2025
Nouri, N.; Escauriaza, B.; Gakias, C.; Savaidis, G.; Elvira, R.; Dietrich, S.; Schulze, V.
2026. Engineering Proceedings, 52, MDPI. doi:10.3390/engproc2025119052
Finner, A.-S.; Eckerle, C.
2025. Entrepreneurial Ecosystem Winter School (2025), Bilbao, Spanien, 17.–19. Februar 2025
Cabrerizo, J. A. R.
2025. DORADO - 3rd webinar presenting digital technologies (2025), Online, 8. April 2025
Meng, J.; Demetgül, M.; Lazarova-Molnar, S.; Gauterin, F.; Vinel, A.
2026. 2025 IEEE 102nd Vehicular Technology Conference (VTC2025-Fall), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/VTC2025-Fall65116.2025.11310562
Demetgul, M.; Meng, J.; Lazarova-Molnar, S.; Vinel, A.
2025. 2025 IEEE 102nd Vehicular Technology Conference (VTC2025-Fall), 19th -22nd October 2025, Chengdu, China, 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/VTC2025-Fall65116.2025.11310369
Zahra, O.; Daniska, D.; Cabrerizo, J. A. R.; Benkrid, A.; Becker, M.; Borrmann, F.
2025. DigiDECOM’s NuclearNEXT (2025), Halden, Norwegen, 17.–21. November 2025
Räthy, A.; Zahra, O.; Honkamaa, P.; Ridao, J.; Daniska, D.
2025. Finnish Nuclear Science and Technology Symposium (2025), Espoo, Finnland, 21.–22. Oktober 2025
Mönnich, M.
2025. Science Forum Chemistry : Thinking across Borders (2025), Karlsruhe, Deutschland, 29. September–1. Oktober 2025
Mönnich, M.
2025, September 29. Science Forum Chemistry : Thinking across Borders (2025), Karlsruhe, Deutschland, 29. September–1. Oktober 2025
Grunwald, A.
2025. Philosophy Journal of the Higher School of Economics, 9 (4), 68–83. doi:10.17323/2587-8719-2025-4-68-83
Hemaram, S.
2026, Januar 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189552
Toedter, O.; Nagel, N.; Arnold, U.; Dahmen, N.; Sauer, J.; Dutzi, J.; Pfennings, M.; Drexler, M.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189551
Toedter, O.; Heinz, A.; Schulze, F.
2025. Exolum Mannheim GmbH. doi:10.5445/IR/1000189550
Toedter, O.; Nagel, N.; Drexler, M.; Rudi, A.; Patyk, A.; Dahmen, N. D.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189548
Wurster, M.; Erlenbusch, F.; Bail, F.; Lanza, G., (1); Stricker, N.
2025. CIRP Annals, 74 (1), 585–589. doi:10.1016/j.cirp.2025.03.044
Schlaich, L.; Baars, H.; Morar, D.
2025. ECIS 2025 Proceedings, Amman, Jordan, 1609, AIS Electronic Library (AISeL)
Mena, M. R.; Bhunia, M.; Bhandari, R. T.; Dollberg, K.; Michel, N.; Bacon, A. M.; Gau, M. R.; Weigend, F.; von Hänisch, C.; Mindiola, D. J.
2026. Angewandte Chemie International Edition, 65 (6), e23745. doi:10.1002/anie.202523745
Dohmen, M.
2026, Januar 14. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189543
Trombetti, L.; Passerini, S.; Barelli, L.
2026. Advanced Energy Materials, 16 (10), e05514. doi:10.1002/aenm.202505514
Christ, N.; Wittemann, F.; Rohrmüller, B.; Hohe, J.; Kärger, L.; Beckmann, C.
2026. Composites Part B: Engineering, 312, 113311. doi:10.1016/j.compositesb.2025.113311
Platzer, A.; Qian, L.
2024. doi:10.48550/arXiv.2410.13836
Li, H.; Scheitle, C.; Hu, X.; Kaiber, J. J.; Todo, T.; Vallone, D.; Fischer, R.; Foulkes, N. S.
2025. (M. P. Colaiácovo, Hrsg.) PLOS Genetics, 21 (12), e1011971. doi:10.1371/journal.pgen.1011971
Poboiko, I.; Gornyi, I. V.; Mirlin, A. D.
2025. doi:10.48550/arXiv.2507.11312
Poboiko, I.; Gornyi, I. V.; Mirlin, A. D.
2025. Physical Review B, 112 (22), L220202. doi:10.1103/2k3q-h6lz
Fleischer, S.; Yang, J.; Ausmees, K.; Reile, I.; MacKinnon, N.; Korvink, J. G.; Lehmkuhl, S.
2026. Chemical Communications, 62 (10), 3342–3346. doi:10.1039/D5CC06186E
John, P. C.; Niederprüm, K.; Maier, E.; Haghsheno, S.
2025. German Lean Construction Institute (GLCI e.V.). doi:10.5445/IR/1000189534
Lanzer, T.; Bucherer, M.
2025. Proceedings of the ASME 2025 ICE Forward Conference (ICEF2025), The American Society of Mechanical Engineers (ASME). doi:10.1115/ICEF2025-164190
Müßle, M.
2023, September 7. 34. Forum Bauinformatik (2023), Bochum, Deutschland, 6.–8. September 2023
Bodenberger, M.
2025, Oktober. doi:10.5445/IR/1000189527
Fleischer, S.; Yang, J.; Ausmees, K.; Reile, I.; MacKinnon, N.; Korvink, J. G.; Lehmkuhl, S.
2026, Januar 20. doi:10.35097/qfe8pn1s6cc9uzam
Müßle, M.; Clintworth, K.
2025, September 17. 17. Internationales Symposium Konditionierung radioaktiver Betriebs- und Stilllegungsabfälle (KONTEC 2025), Dresden, Deutschland, 17.–19. September 2025
Schulpius, S.; Graf, M.; Stirnkorb, T.; Frerichs, L.; Geimer, M.
2025. LAND.TECHNIK AgEng 2025 - The Forum for Agricultural Engineering Innovations, 413–419, VDI-Wissensforum
Baumann, M.; Erakca, M.; Weil, M.; Buchgeister, J.; Ersoy, H.; Haase, M.; Stuhm, P.; Haruna, B.
2023. European Union (EU). doi:10.3030/101078935
List, E.
2026, Januar 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189520
Avery, M.; Carter, P.; Rijk, B. de; Scheel, A.
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189519
Rijk, B. de; Winden, J. van
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189518
Esmaeilikhansari, G.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189517
Zhang, Q.; Zhang, T.; Liu, B.; Fedorova, E.; Doronkin, D. E.; Kondratenko, E. V.
2026. Angewandte Chemie International Edition, 65 (7), Art.-Nr.: e19600. doi:10.1002/anie.202519600
Zhang, Q.; Zhang, T.; Liu, B.; Fedorova, E.; Doronkin, D. E.; Kondratenko, E. V.
2026. Angewandte Chemie, 138 (7), Art.-Nr.: e19600. doi:10.1002/ange.202519600
Pour, M. A. N.; Blomqvist, E.; Cotovio, P. G.; Coulet, A.; Ferraz, L.; Hertling, S.; Jain, S.; Jiménez-Ruiz, E.; Kraus, F.; Lambrix, P.; Li, H.; Li, Y.; Liu, X.; Monnin, P.; Paulheim, H.; Pesquita, C.; Sharma, A.; Shvaiko, P.; Silva, M.; Sousa, G.; Trojahn, C.; Vataščinová, J.; Yaman, B.; Zamazal, O.; Zhou, L.
2025. E. Jiménez-Ruiz, O. Hassanzadeh, C. Trojahn, S. Hertling, H. Li, P. Shvaiko & J. Euzenat (Hrsg.), Proceedings of the 20th International Workshop on Ontology Matching co-located with the 24th International Semantic Web Conference (ISWC 2025). Ed.: E. Jiménez-Ruiz, 105–139, CEUR-WS
Kraus, F.; Blumenröhr, N.; Tonne, D.; Streit, A.
2025. E. Jiménez-Ruiz, O. Hassanzadeh, C. Trojahn, S. Hertling, H. Li, P. Shvaiko & J. Euzenat (Hrsg.), Proceedings of the 20th International Workshop on Ontology Matching co-located with the 24th International Semantic Web Conference (ISWC 2025). Ed.: E. Jiménez-Ruiz, 14–25, CEUR-WS
Geyer, B.; Campanale, A.; Churiulin, E.; Feldmann, H.; Goergen, K.; Hagemann, S.; Ho-Hagemann, H. T. M.; Karadan, M. M.; Keuler, K.; Khain, P.; Lawand, D.; Ludwig, P.; Maurer, V.; Petrov, S.; Poll, S.; Purr, C.; Russo, E.; Schubert-Frisius, M.; Schulz, J.-P.; Singh, S.; Steger, C.; Truhetz, H.; Will, A.
2026. doi:10.5194/egusphere-2025-4726
Shafieeabyaneh, N.
2026, Januar 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189511
Kaysan, T. A.
2026, Januar 14. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189510
Gao, Y.; Rietbrock, A.; Tilmann, F.; Dushi, E.
2026. Geophysical Journal International, 244 (3), ggag006. doi:10.1093/gji/ggag006
Dieng, M. D. B.; Munga, S.; Tompkins, A. M.; Zornoza, M. G.; Caminade, C.; Fersch, B.; Arnault, J.; Khagayi, S.; Schwarz, M.; Kariuki, S.; Bigogo, G.; Kunstmann, H.
2026. Scientific Reports, 16 (1), 1288. doi:10.1038/s41598-025-33539-w
Reinbold, M.; Liang, M.; Bucherer, M.; Wijeyakulasuriya, S.; Bui, T. A.; Senecal, K.; Koch, T.
2026. Automotive and Engine Technology, 11 (1), 3. doi:10.1007/s41104-025-00165-7
Gourzis, K.; Alexandri, G.
2026. European Urban and Regional Studies. doi:10.1177/09697764251407087
Reibelt, K.; Matthes, J.; Hagenmeyer, V.
2026. at - Automatisierungstechnik, 74 (1), 35–46. doi:10.1515/auto-2025-0076
Knoben, V.; Stellmacher, M.; Blattgerste, J.; Hein, B.; Wurll, C.
2026. Virtual Worlds, 5 (1), 1. doi:10.3390/virtualworlds5010001
Weng, X.; Li, J.; Zeng, G.; Lu, X.; Forster, G.; Nowack, P.
2026. Environmental Science & Technology, 60 (2), 1977–1989. doi:10.1021/acs.est.5c10697
Raab, S.; Karmakar, A.; Chuang, P.-Y. A.; Weber, A.
2025. Journal of The Electrochemical Society, 172 (11), Art.-Nr. 114508. doi:10.1149/1945-7111/ae1b3d
Arneth, J.; Pachl, C.; Roesky, P. W.; Fink, K.; Klingeler, R.
2026, Januar 20. doi:10.35097/sqa8baap3hheb278
Kunze, R.-U.
2025, Oktober 14. Zwischen Sein und (Persil)schein – Entnazifizierung in Nordrhein-Westfalen. Landesarchiv NRW (2025), Duisburg, Deutschland, 14. Oktober 2025
Rial, K.; Grunwaldt, J.-D.; Rothkirch, A.; Görzig, H.; Konrad, U.; Aggarwal, A.; Günther, G.; Krahl, R.; Perez Ponce, H.; Velázquez Sánchez, A.; Gruber, T.; Biniyaminov, V.; Bründermann, E.; Gaur, A.; Gethmann, J.
2025. 5. Konferenz für Research Software Engineering in Deutschland – deRSE25 (2025), Karlsruhe, Deutschland, 25.–27. Februar 2025. doi:10.5281/zenodo.15096035
Gülzow, L.
2026, Januar 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189492
Mohammad Zadeh, M.; Abusaif, F.; Gethmann, J.; Carne, G. De; Müller, A.-S.; Muhammad, M.; Bründermann, E.
2025. 16th IPAC’25 - International Particle Accelerator Conference (IPAC 2025), Taipeh, Taiwan, 1.–6. Juni 2025. doi:10.5281/zenodo.15993322
Matzoukas, E.; Xu, C.; Blomley, E.; Bründermann, E.; Gethmann, J.; Carne, G. De; Müller, A.-S.
2025. 16th IPAC’25 - International Particle Accelerator Conference (IPAC 2025), Taipeh, Taiwan, 1.–6. Juni 2025. doi:10.5281/zenodo.16040563
Mohammad Zadeh, M.; Gethmann, J.; Müller, A.-S.; Carne, G. De
2024. 7th Workshop on Energy for Sustainable Science at Research Infrastructures Facilities (2024), Madrid, Spanien, 25.–27. November 2024. doi:10.5281/zenodo.16358590
Masoumi, S.
2025. Data Stewardship goes Germany (2025), Karlsruhe, Deutschland, 30. September–1. Oktober 2025. doi:10.5281/zenodo.17224843
Steinbrueck, M. (Hrsg.)
2026. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189487
Zielke, P.; Lauble, S.
2025. IOP Conference Series: Earth and Environmental Science, 1546 (1), 012077. doi:10.1088/1755-1315/1546/1/012077
Roelofs, F.; Uitslag-Doolaard, H. J.; Dalvi, S.; Koloszár, L. K.; Faruoli, M.; Akkurt, M. C.; Lopes, S.; Di Piazza, I. D.; Moreau, V.; Profir, M. M.; Litfin, K.; Keijers, S.; Pacio, J. C.; Schuurmans, P.
2025. Transactions of the American Nuclear Society, Ed.: Bess, J., 956–959, American Nuclear Society (ANS). doi:10.13182/T133-49048
Fischer, D.; Zanetti, E.; Haußer, T.; La Magna, R.; Dörstelmann, M.
2025. Proceedings of the International Conference on Education and Research in Computer Aided Architectural Design in Europe, 575–584, Education and research in Computer Aided Architectural Design in Europe (eCAADe)
Fuentes, J.; Siebenaler, P.; Dubor, A.; Dörstelmann, M.
2025. Proceedings of the International Conference on Education and Research in Computer Aided Architectural Design in Europe, 765–774, Education and research in Computer Aided Architectural Design in Europe (eCAADe)
Scherle, Y.; Both, P. von
2025. Proceedings of the International Conference on Education and Research in Computer Aided Architectural Design in Europe, 367–377, Education and research in Computer Aided Architectural Design in Europe (eCAADe)
Bartels, S.; Meurer, T.
2025. IFAC-PapersOnLine, 59 (22), 681–686. doi:10.1016/j.ifacol.2025.11.713
Jonitz, P.-L.; Meurer, T.
2025. IFAC-PapersOnLine, 59 (22), 237–242. doi:10.1016/j.ifacol.2025.11.638
Rink, T.
2025, Dezember. CONUS(+) Collaboration Meeting (2025), Heidelberg, Deutschland, 1.–2. Dezember 2025
Stuckert, J.
2025, Dezember 16. 30th International QUENCH Workshop (2025), Karlsruhe, Deutschland, 16.–18. Dezember 2025
Rink, T.
2025, September 30. Retreat - International Max Planck Research School for Precision Tests of Fundamental Sysmmetries, Alumnus talk) (IMPRS-PTFS 2025), Karlsruhe, 30. September 2025
Szabadi-Fuchs, J.
2026, Januar 9. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189476
Albiez, M.; Dehn, F.; Eiche, E.; Grauberger, P.; Hilgers, C.; Holtmann, D.; Hoose, C.; Kaster, A.-K.; Kirchlechner, C.; Meier, M.; Rabe, K.; Matthiesen, S.; Schultmann, F.; Schulze, V.; Selzer, M.; Stapf, D.; Stemmermann, P.; Stutz, H.-H.; Ummenhofer, T.; Volk, R.; Wilcke, W.
2026. (C. Hilgers & V. Schulze, Hrsg.), Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189474
Rajagopalan, K.; Gao, G.; Erasmus, L.; Busko, D.; Richards, B. S.; Turshatov, A.
2026. Materials Advances, 7 (3), 1852–1865. doi:10.1039/D5MA01022E
Tewes, S.; Chen, Y.; Moured, O.; Zhang, J.; Stiefelhagen, R.
2025. doi:10.48550/arXiv.2503.18742
Rink, T.
2025, Juni 10. Magneficent CEvNS (2025), Rio de Janeiro, Brasilien, 9.–11. Juni 2025
Boussouga, Y.-A.; Ramos, R. L.; Ogunniyi, E. O.; Richards, B. S.; Schäfer, A. I.
2026. Desalination, 621, 119670. doi:10.1016/j.desal.2025.119670
Geyer, B.; Petrov, S.; Will, A.; Churiulin, E.; Petrik, R.; Singh, S.; Lawand, D.; Schubert-Frisius, M.; Russo, E.; Ho-Hagemann, H. T. M.; Ludwig, P.; Maurer, V.; Pothapakula, P. K.; Purr, C.; Keuler, K.; Campanale, A.; Feldmann, H.; Maurer, V.; Karadan, M. M.; Sulis, M.; Goergen, K.
2025, Dezember 28. doi:10.5281/zenodo.18078427
Petrik, R.; Geyer, B.; Churiulin, E.; Rockel, B.; Braun, C.
2025, September 16. doi:10.5281/zenodo.17130606
Geyer, B.; Churiulin, E.; Jähn, M.; Brienen, S.; Truhetz, H.; Poll, S.; Rockel, B.
2025, Februar 27. doi:10.5281/zenodo.10047046
Ermitão, T.; Gouveia, C.; Russo, A.; Burton, C.; Churiulin, E.; de Souza, J. G.; O’ Sullivan, M.; Ciais, P.; Zaehle, S.; Sitch, S.; Li, W.; Xu, Y.; Bastos, A.
2026. Carbon Balance and Management, 21 (1), 9. doi:10.1186/s13021-025-00366-5
Ansong, M.; Ogunniyi, E. O.; Jiménez, B. P.; Richards, B. S.
2025. Applied Energy, 401, 126651. doi:10.1016/j.apenergy.2025.126651
Chuliá, S. C.; Lindner, M.; Rink, T.
2025. arxiv. doi:10.48550/arXiv.2512.09027
Douzi, A.; Slimi, S.; Madirov, E.; Ghotbi, M.; Turshatov, A.; Solé, R. M.; Aguiló, M.; Díaz, F.; Ben Salem, E.; Richards, B. S.; Mateos, X.
2025. Materials Advances, 6 (11), 3634–3647. doi:10.1039/D5MA00128E
Edelmann, E.-M.
2026, Januar 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189486
Burkhard, S.
2026, Januar 14. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189462
Van de Voorde, M.; Hudry, D.; Busko, D.; Richards, B. S.; Saive, R.
2025. Optical Materials: X, 26, 100407. doi:10.1016/j.omx.2025.100407
Jejkal, T.; Wiest, A.
2026, Januar 9. doi:10.5281/zenodo.18195521
Lawter, A.; Saslow, S.; Dardenne, K.; Rothe, J.; Prüßmann, T.; Hall, G.; Rahmon, S.; Lapeyre, J.; Doughman, M.; Munoz, V.; Levitskaia, T.; Westesen, A.; Hossack, C.; Asmussen, R. M.
2026. ACS Earth and Space Chemistry, 10 (2), 309–318. doi:10.1021/acsearthspacechem.5c00222
Noe, M.; Puig, T.; Obradors, X.; Laan, D. C. van der; Dönges, S. A.; Weiss, J. D.; Radcliff, K.; Cheetham, P.; Pamidi, S.; Nguyen, D. N.; Nguyen, L. N.; Bach, R.; Mansheim, P.; Prinz, R.; Willen, D.; Alekseev, A.; McCullough, K.; Hodge, E.; Ishmael, S.; Luke, M.; Nilsson, E.; Rivenc, J.; Rouquette, J.-F.; Ybanez, L.; Tassisto, M.; Berg, F.; Boukayoua, S.; Delarche, A.; Dunoyer, F.; Chaper, C.; Kharche, S.; Baroille, J. M.; Räch, C.; Reiser, W.; Huwer, S.; Hanebeck, C.; Abrell, P.; Chikumoto, N.; Saugrain, J.-M.; Allais, A.; Ryu, C. H.; Lee, J. Y.; Cho, J. W.; Zong, X.; Wang, B.; Allweins, K.; Herzog, F.; Dioguardi, F.; Xiao, L.; Qiu, Q.; Arndt, T.; Palacios, S.; Wehr, M.; Wolf, M. J.; Bruzek, C.-E.; Marian, A.
2025. Superconductor Science and Technology. doi:10.1088/1361-6668/ae15c2
Stuckert, J.; Grosse, M.
2026. doi:10.5445/IR/1000189456
Bengel, L.; Talenti, F. R.; Alaeddini, A.; Scheib, C.; Rijk, B. de; Reichel, W.; Leo, G.; Koos, C.; Peng, H.; Wabnitz, S.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189455
Molinaro, R.; Lanthaler, S.; Raonić, B.; Rohner, T.; Armegioiu, V.; Simonis, S.; Grund, D.; Ramic, Y.; Wan, Z. Y.; Sha, F.; Mishra, S.; Zepeda-Núñez, L.
2024. arxiv. doi:10.48550/arXiv.2409.18359
Häber, T.; Wan, S.; Struzek, S.; Cárdenas, C.; Zimina, A.; Maurer, F.; Lott, P.; Suntz, R.; Grunwaldt, J.-D.; Deutschmann, O.
2026. Applied Catalysis A: General, 712, 120748. doi:10.1016/j.apcata.2025.120748
Huth, C.; Von Wiedner, V.; Schüte, N.; Rudolph, C.
2025. Journal für Mobilität und Verkehr, (25), 72–82. doi:10.34647/jmv.nr25.id229
Lasheras-Hernandez, B.; Strobl, K. H.; Izquierdo, S.; Bodenmüller, T.; Triebel, R.; Civera, J.
2024. doi:10.48550/arXiv.2412.02386
Zeinalova, N.; Ismail-Zadeh, A.; Tsepelev, I.; Melnik, O.; Schilling, F.
2026. Applications of Mathematics in Sciences, Engineering, and Economics – MathSEE Symposium, Karlsruhe, September 27–29, 2023. Ed.: A. Ott, 67–80, Springer Nature Switzerland. doi:10.1007/978-3-032-01279-1_4
Lödige, P. W.; Li, M. X.; Lioutikov, R.
2024. doi:10.48550/arXiv.2409.11144
Schmid, L.; Muth, C.; Schmalen, L.
2025. arxiv. doi:10.48550/arXiv.2504.10136
Kaeske, J.
2026, Januar 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189447
Zimmer-Merkle, S.
2025, Mai 5. Famelab (2025), Online, 5. Mai 2025
Zachmann, G.; Kopmann, S.
2026. doi:10.5445/IR/1000189443
Schmidt, C. C.
2026, Februar 17. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189441
Vervalcke, S.; Errera, Q.; Eichinger, R.; Reddmann, T.; Chabrillat, S.; Op de beeck, M.; Stiller, G.; Mahieu, E.
2026. Atmospheric Chemistry and Physics, 26 (1), 391–409. doi:10.5194/acp-26-391-2026
Grafenhorst, S.
2026, Januar 22. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189442
Stuckert, J.
2023, Dezember 6. 28th International QUENCH Workshop (2023), Karlsruhe, Deutschland, 5.–7. Dezember 2023
Feldmann, M.; Bartsch, H.; Wolters, K.; Stranghöner, N.; Jungbluth, D.; Knobloch, M.; Kuhlmann, U.; Uszball, S.; Bours, A. L.; Ziwes, M.; Arnim, M. von; Ummenhofer, T.; Albiez, M.; Weidner, P.; Stroetmann, R. M.; Pasternak, H.; Mensinger, M.
2025. Bauingenieur, 100 (12), 337–354. doi:10.37544/0005-6650-2025-12-27
Alberi, K.; Peters, I. M.; Verlinden, P.; Philipps, S.; Koike, A.; Barnes, T.; Berry, J.; Bertoni, M.; Breyer, C.; Burnham, L.; Case, C.; Chen, Y.; De Wolf, S.; Egan, R.; Froitzheim, A.; Gatz, S.; Gloeckler, M.; Goldschmidt, J. C.; Gordon, I.; Haegel, N. M.; Hermle, M.; Honsberg, C.; Hsi, E.; Huber, B.; Ishizuka, S.; Jäger-Waldau, A.; Jean, J.; Jiang, J. Y.; Jurca, S.; Kaizuka, I.; King, R. R.; Komoto, K.; Kondo, M.; Kulkarni, M.; Kurtz, S.; Macdonald, D.; Merfeld, D.; Kobayashi, N.; Niki, S.; Obst, A.; Oozeki, T.; Paetzold, U. W.; Pickering, J.; Preu, R.; Reese, S. B.; Reichel, C.; Reindl, T.; Repins, I.; Ronoh, G.; Rose, D.; Sakurai, K.; Schlatmann, R.; Slaoui, A.; Sinton, R.; Soni, K.; Stanbery, B. J.; Sutija, D.; Topič, M.; Ueda, Y.; Vasi, J.; Wambach, K.; Warren, E.; Weber, E.; Yamaguchi, M.; Bett, A. W.
2025. Nature Energy, 11 (1), 38–46. doi:10.1038/s41560-025-01929-z
Seiwerth, C.; Schwarz, J. S.; Fuentes Grau, L.; Qussous, R.; Schmurr, P.; Liu, N.; Pan, Z.; Steinert, A.
2025. Electronic Communications of the EASST, 85, 1. doi:10.14279/eceasst.v85.2714
Steger, C.; Tunc, A. V.; Rainer, C.; Karakaya, O.; Mager, D.; Preciado, L. R.; Joubert, T.-H.; Lemmer, U.; Hernandez-Sosa, G.
2025. Micro Manufacturing Convergence Conference, 109 (1), Art.-Nr.: 18. doi:10.3390/engproc2025109018
Askham, C.; Arendt, R.; Bachmann, T. M.; Dias, L. C.; Amadei, A.; Scherer, L. A.; Scherer, L.; Qian, H.; Rupcic, L.; Steen, B.; Santos, J.; Motoshita, M.; do Carmo, B. B. T.; Bjørn, A.; Yokoi, R.; Laurent, A.; Sala, S.; Miebs, G.; Koffler, C.
2025. The International Journal of Life Cycle Assessment, 30 (12), 2691–2724. doi:10.1007/s11367-025-02564-2
Ahmed, S. T.; Tahoori, M. B.
2025. IEEE Transactions on Emerging Topics in Computing, 1–15. doi:10.1109/TETC.2025.3640505
Dhamala, T. N.; Khanal, D. P.; Nickel, S.
2026. European Journal of Operational Research, 332 (2), 676–692. doi:10.1016/j.ejor.2025.12.026
Ahmad, T.; Drüppel, K.; Jan, M. Q.; Zeh, A.; Gerdes, A.
2025. Journal of Petrology, 66 (12), 1. doi:10.1093/petrology/egaf101
Geda, Y. E.; Rivera, D.; Krell-Roesch, J.; Zaniletti, I.; Chahal, G.; Smith, T.; DeCuna, C.; Hettiwatte, Y.; Aliskevich, E.; Gunning, J.; Demeke, M.; Khan, N.; Eagan, D.; Racette, S.
2025. Alzheimer’s and Dementia, 21 (S7), Art.-Nr.: e108364. doi:10.1002/alz70861_108364
Becker, F.; Krüger, F.; Schienle, M.
2025. The Annals of Applied Statistics, 19 (4), 2878–2897. doi:10.1214/25-AOAS2095
Carter, A. B.; Braun, J.; Bodenstein, T.; Pfleger, R. F.; Schulze, M.; Kriese, T.; Habermann, S. F. M.; Liu, D.; Al-Kahtani, A. A.; Moreno-Pineda, E.; Anson, C. E.; Wernsdorfer, W.; Chibotaru, L. F.; Fink, K.; Powell, A. K.
2025. Inorganic Chemistry, 64 (51), 25036–25043. doi:10.1021/acs.inorgchem.5c04406
Yousefshahi, S.; Pohl, E.; Sehn, T.; Jungbluth, M.; Huber, B.; Klein, C. O.; Beuermann, S.; Meier, M. A. R.; Schepers, U.; Schmitt, C. W.; Théato, P.
2026. ChemSusChem, 19 (1), 1. doi:10.1002/cssc.202501734
Hoeller, N.; Alpers, T.; Holtz, K.; Whitehead, I.; Becker, T.; Scherf, K. A.
2026. International Journal of Biological Macromolecules, 339 (Part 1), Art.-Nr.: 149678. doi:10.1016/j.ijbiomac.2025.149678
Bongers, L.; Franken, L. E.; Hoch, D.; Huber, V. E.; Öttl, V.; Raaf, E. B.; Hubbuch, J. J.; Falkenstein, R.; Martinez, A. D.
2026. Journal of Chromatography A, 1767, 466644. doi:10.1016/j.chroma.2025.466644
Sattar, A.; Moulds, S.; Brown, C.; Rounsevell, M. D. A.; Alexander, P.
2026. Environmental Modelling and Software, 197, 106845. doi:10.1016/j.envsoft.2025.106845
Müller, J.; Swoboda, J.; Burmeister, F.; Fromm, A.; Wirth, M.; Killinger, A.; Ulrich, S.
2026. Surface and Coatings Technology, 521, 133104. doi:10.1016/j.surfcoat.2025.133104
Keiner, D.; Jasper, F. B.; Bogdanov, D.; Lopez, G.; Peters, J. F.; Baumann, M. J.; Breyer, C.; Weil, M. R.
2026. Journal of Energy Storage, 146, 119861. doi:10.1016/j.est.2025.119861
Bömer, T.; Pfrommer, J.; Akizhanov, D.; Meyer, A.
2026. Computers and Operations Research, 188, 107359. doi:10.1016/j.cor.2025.107359
Kreß-Ludwig, M.; Brietzke, A. S.; Lüdtke, D. U.; Wachinger, G.
2025. Institut für sozial-ökologische Forschung (ISOE). doi:10.5281/ZENODO.17750866
Wachinger, G.; Renn, O.; Begg, C.; Kuhlicke, C.
2013. Risk Analysis, 33 (6), 1049–1065. doi:10.1111/j.1539-6924.2012.01942.x
Ilori, O. W.; Maranan, M.; Fink, A. H.; Adeyewa, Z. D.
2026. International Journal of Climatology, 46 (4), e70241. doi:10.1002/joc.70241
Reißig, M.; Bründermann, E.; Funkner, S.; Grimm, L. L.; Härer, B.; Niehues, G.; Steinmann, J. L.; Müller, A.-S.; Corsini, R.; Gilardi, A.; Mazzoni, S.; Pakuza, C.; Schlögelhofer, A.; Lefevre, T.; Korysko, P.
2025. doi:10.48550/arXiv.2510.02018
Reißig, M.; Schlögelhofer, A.; Müller, A.; Gilardi, A.; Härer, B.; Pakuza, C.; Bründermann, E.; Niehues, G.; Grimm, L. L.; Korysko, P.; Corsini, R.; Ruprecht, R.; Mazzoni, S.; Funkner, S.; Lefevre, T.
2025. 13. MT ARD ST3 meeting (2025), Zeuthen, Deutschland, 25.–27. Juni 2025
Lasocha, K.; Reißig, M.; Aryshev, A.; Butti, D.; Davut, C.; Karataev, P.; Kieffer, R.; Lefevre, T.; Mazzoni, S.; Moser, B.; Müller, A.-S.; Niehues, G.; Pakuza, C.; Senes, E.; Schlögelhofer, A.; Stancari, G.; Vermare, O.; Yang, R.
2025. FCC week (2025), Wien, Österreich, 19.–23. Mai 2025
Reißig, M.
2025. 14th Collaborative Longitudinal Diagnostics Workshop (2025), Hamburg, Deutschland, 1. Oktober 2025
Loewe, A.; Krumscheid, S.
2026. (M. Frank, U. Ehret & A. Hühnerfuß, Hrsg.)
Schiele, A.; Tesari, I.; Greiner, C.
2026. Materials Today Communications, 50, Art.-Nr.: 114621. doi:10.1016/j.mtcomm.2026.114621
Pohl, F.; Schrön, M.; Rebmann, C.; Samaniego, L.; Zacharias, S.; Hildebrandt, A.
2026. Geoscience Data Journal, 13 (1), e70053. doi:10.1002/gdj3.70053
Lerch, S.; Schulz, B.; Hess, R.; Möller, A.; Primo, C.; Trepte, S.; Theis, S.
2026. Geoscience Data Journal, 13 (1). doi:10.1002/gdj3.70051
Dutta, S.; Narobe, R.; Waldvogel, S. R.
2026. Journal of the American Chemical Society, 148 (1), 2048–2058. doi:10.1021/jacs.5c21117
Steffen, M. F.; Trabs, M.
2026. Applications of Mathematics in Sciences, Engineering, and Economics – MathSEE Symposium, Karlsruhe, September 27–29, 2023. Ed.: A. Ott, 131–151, Springer Nature Switzerland. doi:10.1007/978-3-032-01279-1_7
Ohmer, M.; Liesch, T.; Habbel, B.; Heudorfer, B.; Gomez, M.; Clos, P.; Nölscher, M.; Broda, S.
2026. Earth System Science Data, 18 (1), 77–95. doi:10.5194/essd-18-77-2026
Iqbal, S.
2026. Journal of Urban Mobility, 9, Art.-Nr.: 100180. doi:10.1016/j.urbmob.2025.100180
Landgraf, S.; Hillemann, M.; Ulrich, M.
2026. Pattern Recognition : 47th DAGM German Conference, DAGM GCPR 2025, Freiburg, Germany, September 23–26, 2025, Proceedings. Ed.: M. Keuper, 434–452, Springer Nature Switzerland. doi:10.1007/978-3-032-12840-9_28
Meyer, H.; Kandler, K.; Dupont, S.; Escribano, J.; Girdwood, J.; Nikolich, G.; Alastuey, A.; Etyemezian, V.; González-Flórez, C.; González-Romero, A.; Hussein, T.; Irvine, M.; Knippertz, P.; Möhler, O.; Querol, X.; Stopford, C.; Vogel, F.; Weis, F.; Wieser, A.; Pérez García-Pando, C.; Klose, M.
2026. Atmospheric Measurement Techniques, 19 (1), S. 21–61. doi:10.5194/amt-19-21-2026
Tadson, B.; Mädche, A.
2026. Information Systems and Neuroscience – NeuroIS Retreat 2025, Vienna, Austria. Ed.: F. Davis, 259–270, Springer Nature Switzerland. doi:10.1007/978-3-032-00815-2_24
Al-Wahaibi, L. H.; Abou-Zied, H. A.; Nieger, M.; Bräse, S.; Youssif, B. G. M.; Tawfeek, H. N.
2025. Frontiers in Chemistry, 13. doi:10.3389/fchem.2025.1748491
Ekman, A.; Ekman, A. A.; Chen, J.-H.; Larabell, C. A.; Gros, M. A. L.; Weinhardt, V.
2025. Physica Scripta, 100 (12), 126008. doi:10.1088/1402-4896/ae26f9
Schukraft, J.; Fünkner, M.; Zhang, F.; Liu, H.; Wilhelm, M. L.; Kaptur, L.; Henning, F.; Hrymak, A. N.
2025. Journal of Thermoplastic Composite Materials. doi:10.1177/08927057251412780
Xing, Z.; Li, Y.; Dai, Y.; Wei, J.; Ma, M.; Zhang, X.; Gao, H.; Kunstmann, H.
2026. Weather and Climate Extremes, 51, 100847. doi:10.1016/j.wace.2025.100847
Almanza Soto, M.; Borysov, O.; Ferber, T.; Huang, S.; Irles, A.; Klute, M.; Márquez Hernández, J. P.; Pérez Segura, J.; Quishpe, R.; Soreq, Y.; Tal Hod, N.; Trevisani, N.
2025. Physical Review D, 112 (11), 112014. doi:10.1103/n2nh-7v5b
Wicke, T.; Weymann, L.; Neef, C.; Tübke, J.
2025. BATTERIES-BASEL, 11 (12), 457. doi:10.3390/batteries11120457
Capucha, R.; Elyaouti, K.; Mühlleitner, M.; Plotnikov, J.; Santos, R.
2026. Computer Physics Communications, 320, 109968. doi:10.1016/j.cpc.2025.109968
Abram, U.; Roca Jungfer, M.
2025. Molecules, 30 (24), 4813. doi:10.3390/molecules30244813
Stohl, L.; Tonon, C.; Cook, J.; Gorbushina, A.; Dehn, F.; von Werder, J.
2026. Materials and Structures, 59 (1), 22. doi:10.1617/s11527-025-02864-x
Conzelmann, A.; Seifert, H. J.; Mozaffari-Jovein, H.
2026. The International Journal of Advanced Manufacturing Technology, 142 (5-6), 2215–2229. doi:10.1007/s00170-025-17075-5
Preuss, A.; Kamp, T. van de; Hamann, E.; Zuber, M.; Ornowski, L.; Gorb, S. N.
2025. Scientific Reports, 15 (1), 44732. doi:10.1038/s41598-025-32804-2
Golalikhani, M.; Lapp, C. J.; Prakash, N. S.; Hille-Reichel, A.; Gescher, J.; Elreedy, A.
2026. International Journal of Hydrogen Energy, 202, 153107. doi:10.1016/j.ijhydene.2025.153107
Mueller, E.; Wuest, F.; Schmidt, B.; Maedche, A.
2026. Information Systems and Neuroscience – NeuroIS Retreat 2025, Vienna, Austria. Ed.: F. Davis, 225–232, Springer Nature Switzerland. doi:10.1007/978-3-032-00815-2_21
Sax, C.; Griesmaier, R.; Kriegseis, J.
2026. Measurement Science and Technology, 37 (2), 025201. doi:10.1088/1361-6501/ae2641
Riedl, R.; Maedche, A.
2026. Information Systems and Neuroscience – NeuroIS Retreat 2025, Vienna, Austria. Ed.: F. Davis, 159–167, Springer Nature Switzerland. doi:10.1007/978-3-032-00815-2_15
Silverthorn, T.; Connolly, J.; Habib, W.; Kosten, S.; Larmola, T.; Paranaíba, J. R.; Webb, J.; Balathandayuthabani, S.; Clarke, S.; Tatariw, C.; Cook, S.; Williamson, J. L.; Friday, L. E.; Law, A.; Andrews, L. O.; van der Knaap, J.; Evans, C. D.; Fonvielle, J. A.; Bryan, D.; Yan, Z.; Bieroza, M.; van den Berg, M.; Hill, M. J.; Baugh, L.; Evers, S.; Mwanake, R. M.; Baliña, S.; Rahimi, H.; Simpson, E.; Struik, Q.; Rissanen, A. J.; Peacock, M.
2025. Environmental Research Letters. doi:10.1088/1748-9326/ae31f9
Abusaif, F.
2025, September. RF2.0 Project and Review Meeting (2025), Berlin, Deutschland, 17.–19. September 2025
Abusaif, F.
2025, September. RF2.0 Project and Review Meeting (2025), Berlin, Deutschland, 17.–19. September 2025
Wang, S.; Wang, S.; Chen, S.; Liu, X.; Feng, G.; Zhang, B.; Xing, W.; Xiao, Y.; Liu, H.
2026. Chemical Science, 17 (6), 3212–3223. doi:10.1039/D5SC09030J
Herlina, H.; Wissink, J.
2025. Journal of Fluid Mechanics, 1025, A43. doi:10.1017/jfm.2025.10971
Ebel, C. F. W.; Richter, L.; Minden, S.; Meurer, T.; Kaster, A.-K.; Wolf, M.; Sauer, J.
2025
Knisley, J. P.; Meyer, J.; Dittler, A.
2026. Separation and Purification Technology, Art.-Nr.: 136720. doi:10.1016/j.seppur.2025.136720
Tadson, B.; Krisam, C.; Mädche, A.
2026. Information Systems and Neuroscience – NeuroIS Retreat 2025, Vienna, Austria. Ed.: F. Davis, 143–157, Springer Nature Switzerland. doi:10.1007/978-3-032-00815-2_14
Barthelmeß, A.; Wambo Tchatchou, A. J.; Zimmermann, M.; Trouillet, V.; Wolf, M.
2025
Maedche, A.
2026. Business & Information Systems Engineering. doi:10.1007/s12599-025-00977-9
Rudolph, B.; Kolditz, O.; Horstmann, C.; Sass, I.; Kohl, T.; Deon, F.
2025, November 19. Der Geothermiekongress (DGK 2025), Frankfurt am Main, Deutschland, 17.–21. November 2025
Rudolph, B.; Neuwirth, N.; Schätzler, K.; Kohl, T.; Olaf, K.; Sass, I.
2025. EGC 2025 - European Geothermal Congress, Zürich, 6th - 10th October 2025
Sanogo, S.; Maranan, M.; Fink, A. H.; Woodhams, B. J.; Knippertz, P.
2025. Quarterly Journal of the Royal Meteorological Society, e70084. doi:10.1002/qj.70084
Ohrem, S.; Reichel, W.
2026. Calculus of Variations and Partial Differential Equations, 65 (1), 35. doi:10.1007/s00526-025-03194-0
Meisenberg, O.; Löscher, S.; van Appeldorn, T.; Breustedt, B.; Froning, M.; Gehre, D.; Giussani, A.; Hänscheid, H.; Kratzel, U.; Michel, R.; Scholl, C.; Wanke, C.; Imig, A.
2026. Radiation and Environmental Biophysics, 65 (1), 37–44. doi:10.1007/s00411-025-01183-7
Matte, A.; Guenard, B.; Guénard, B.; Gautam, S.; Azuma, F.; Katzke, J.; Garcia, F. H.; van de Kamp, T.
2025. Science Advances, 11 (51). doi:10.1126/sciadv.adx8068
Egle, F.; Englert, C.; Mühlleitner, M.; Spannowsky, M.
2025. Physical Review D, 112 (11), 115002. doi:10.1103/2rz1-55f5
Kuo, Y.-T.; Neumann, P.; Chen, J.; Fuchs, J.; Schubert, V.; Kumke, K.; Sader, M. A.; Melzer, M.; Zhu, Z.; Himmelbach, A.; Hentrich, H.; Macas, J.; Houben, A.
2025. Nature Communications, 16 (1), 11332. doi:10.1038/s41467-025-67524-8
Mathew, E.; Markmann, J.; Chan, C. Y.-C.; Ivanisenko, Y.; Ovri, H.; Suhuddin, U. F. H.; Staron, P.; Klusemann, B.
2026. Journal of Alloys and Compounds, 1050, 185374. doi:10.1016/j.jallcom.2025.185374
Franca, M. J.; Cook, R.; Pourzangbar, A.; Xia, X.; Valero, D.; Vanzo, D.; Bayón, A.; Wright, N.
2025. Water Resources Research, 61 (12). doi:10.1029/2025WR041574
Huang, L.; Lan, L.; Wu, Y.; Ao, X.; Zhou, N.; Zhou, Y.; Peng, C.; Liu, Y.; Fang, S.; Passerini, S.
2026. Advanced Functional Materials, 36 (13). doi:10.1002/adfm.202529705
Christ, S.; Quinting, J.; Pinto, J. G.
2025. Quarterly Journal of the Royal Meteorological Society, e70083. doi:10.1002/qj.70083
Mat, M. D.; Kuhn, D.; Batta, A.
2026. International Journal of Heat and Mass Transfer, 257, 128240. doi:10.1016/j.ijheatmasstransfer.2025.128240
Garcia, G. D. V.; Herrero-García, J.; Jones-Pérez, J.; Silva-Malpartida, J.
2025. arxiv. doi:10.48550/arXiv.2512.14828
Bradley, P. E.
2026. Journal of Pseudo-Differential Operators and Applications, 17 (1), 9. doi:10.1007/s11868-025-00760-0
Hoffmann, J. M.
2026, Januar 15. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189355
Wicker, M.; Bürkle, N.; Koch, R.; Bauer, H.-J.
2026. Computational Particle Mechanics, 13, 97–123. doi:10.1016/j.cpms.2025.12.001
Ruck, S.; Lorenzo Mercado, I.
2025. ICEFM 2025, International Conference on Experimental Fluid Mechanics, Niagara-on-the-Lake, 20th-22nd May 2025
Langner, F.; Riegraf, S.; Matthes, J.; Hagenmeyer, V.
2025. 2025 IEEE PES Innovative Smart Grid Technologies Conference Europe (ISGT Europe), 1–5, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISGTEurope64741.2025.11305313
Deval, L.
2026, Januar 13. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189351
Azzola, J.; Blaise, S.; Gaucher, E.
2025, November 18. Der Geothermiekongress (DGK 2025), Frankfurt am Main, Deutschland, 17.–21. November 2025
Feeney, T. J.
2026, Januar 13. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189349
Bogdoll, D.
2026, Januar 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189348
Li, M.; Nowack, P.; Wang, B.
2026. arxiv. doi:10.48550/arXiv.2601.00775
Hetzel, E.; Kröger, N.; Sturm, J.; Zeidler, O.; Fraunholz, D.; Kellerer, W.
2026. Mobile and Ubiquitous Systems: Computing, Networking and Services – 21st EAI International Conference, MobiQuitous 2024, Oslo, Norway, November 12–14, 2024, Proceedings. Ed.: A. Soylu, F. Liu, K. Mitra, Y. Zhang, TM. Grønli, 507–531, Springer Nature Switzerland. doi:10.1007/978-3-032-10554-7_27
Wörner, M.
2025, September 22. International Symposium on Modeling of Exhaust‐Gas After‐Treatment (MODEGAT VIII 2025), Bad Herrenalb, Deutschland, 21.–23. September 2025
Wörner, M.
2025, Dezember 9. GeCatS Infoday "From Flow Chemistry to Continuous Processes: New Alternatives for Chemical Production on Laboratory and Ton Scale" (2025), Frankfurt am Main, Deutschland, 9. Dezember 2025
Kiefer, C.; Gaona, X.; Fellhauer, D.; Altmaier, M.
2024, November 5. Jahrestagung der GDCh-Fachgruppe Nuklearchemie (2024), Karlsruhe, Deutschland, 5.–7. November 2024
Kiefer, C.; Suzuki-Muresan, T.; Gaona, X.; Cevirim-Papaioannou, N.; Schild, D.; Dieste Blanco, O.; Kobayashi, T.; Altmaier, M.; Grambow, B.; Geckeis, H.
2022, September 13. 14th International Symposium on Nuclear and Environmental Radiochemical Analysis (2022), York, Vereinigtes Königreich, 12.–15. September 2022
Kiefer, C.; Gaona, X.; Suzuki-Muresan, T.; Cevirim-Papaioannou, N.; Dieste Blanco, O.; Schild, D.; Kobayashi, T.; Altmaier, M.; Grambow, B.; Geckeis, H.
2021, Oktober 12. Workshop on Processes Influencing Radionuclide Transport and Retention (TransRet 2021), Karlsruhe, Deutschland, 12.–13. Oktober 2021
Kiefer, C.; Gaona, X.; Suzuki-Muresan, T.; Cevirim-Papaioannou, N.; Schild, D.; Altmaier, M.; Grambow, B.; Geckeis, H.
2021, Juli 12. 19th International Symposium on Solubility Phenomena and Related Equilibrium Processes (ISSP 2021), Online, 12.–16. Juli 2021
Kiefer, C.; Gaona, X.; Suzuki-Muresan, T.; Schild, D.; Garbev, K.; Kobayashi, T.; Dardenne, K.; Dieste Blanco, O.; Altmaier, M.; Grambow, B.; Geckeis, H.
2024, November 5. Jahrestagung der GDCh-Fachgruppe Nuklearchemie (2024), Karlsruhe, Deutschland, 5.–7. November 2024
Fromm, H.
2025. Digitalisierung und Innovation im Sport und in der Sportwissenschaft – Handbuch Sport und Sportwissenschaft, 65–110, Springer-Verlag. doi:10.1007/978-3-662-70475-2_7
Groppe, P.; Zimmermann, T.; Madubuko, N.; Bürner, K.; Sheng, Y.; Wichmann, C.; Moritz, M. S.; Czechowsky, J.; Müller, V.; Libuda, J.; Wasserscheid, P.; Mandel, K.; Daeneke, T.; Grunwaldt, J.-D.; Papp, C.; Haumann, M.; Retzer, T.; Taccardi, N.; Wintzheimer, S.
2026. Journal of Materials Chemistry A, 14 (8), 4453–4467. doi:10.1039/D5TA08306K
Hamel, A.; del Guasta, M.; Schmitt, C.; Genthon, C.; Järvinen, E.; Schnaiter, M.
2025. Copernicus. doi:10.5194/egusphere-2025-3598
Bächle, V.; Gleiß, M.; Nirschl, H.
2025. Membranes, 16 (1), 7. doi:10.3390/membranes16010007
Lucas, L.; Barthlott, C.; Hoose, C.; Knippertz, P.
2025. Atmospheric Chemistry and Physics, 25 (24), 18527–18548. doi:10.5194/acp-25-18527-2025
Wagner-Henke, J.
2026, Januar 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189333
Demirel, G.; Ekin, Ö.; Liu, J.; Spatafora, L.; Förderer, K.; Hagenmeyer, V.
2025. 2025 IEEE PES Innovative Smart Grid Technologies Conference Europe (ISGT Europe), Valletta, 20th-23rd October 2025, 1–5, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISGTEurope64741.2025.11305332
Demirel, G.; Grafenhorst, S.; Ohm, J.; Schäfer, B.; Förderer, K.; Hagenmeyer, V.
2025. ACM SIGEnergy Energy Informatics Review, 5 (3), 93–104. doi:10.1145/3777518.3777526
Sauer, M.
2026, Januar 26. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189330
Demetgul, M.; Molnar, S. L.
2025. arxiv. doi:10.48550/arXiv.2512.23436
Demetgul, M.; Lazarova-Molnar, S.
2026. Measurement, 264, 120203. doi:10.1016/j.measurement.2025.120203
Grimm, V.; Liang, K.
2026. Numerical Linear Algebra with Applications, 33 (1), Art.-Nr.: e70052. doi:10.1002/nla.70052
Börsig, M.
2026, Januar 9. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189323
Knapp, L.; Nitzsche, S.; Börsig, M.; Vasilache, A.; Baumgart, I.; Becker, J.
2025. 2025 International Conference on Cybersecurity and AI-Based Systems (Cyber-AI), Varna, 1st-4th September 2025, 89–95, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/Cyber-AI66431.2025.11233776
Plach, B.; Börsig, M.; Müller, M.; Gröll, R.; Dukek, M.; Baumgart, I.
2025. Secure IT Systems – 29th Nordic Conference, NordSec 2024 Karlstad, Sweden, November 6–7, 2024 Proceedings. Ed.: L. Horn Iwaya, 121–138, Springer Nature Switzerland. doi:10.1007/978-3-031-79007-2_7
Lepold, P.; Röddiger, T.; Beigl, M.
2025. UbiComp ’25: The 2025 ACM International Joint Conference on Pervasive and Ubiquitous Computing / ISWC ACM International Symposium on Wearable Computers, 1283–1289, Association for Computing Machinery (ACM). doi:10.1145/3714394.3756255
Lepold, P.; Leichtle, J.; Röddiger, T.; Beigl, M.
2025. UbiComp ’25: The 2025 ACM International Joint Conference on Pervasive and Ubiquitous Computing / ISWC ACM International Symposium on Wearable Computers, 841–846, Association for Computing Machinery (ACM). doi:10.1145/3714394.3757253
Albers, A.; Kuebler, M.; Thümmel, C.; Tusch, L.; Schlegel, M.; Seidler, M.
2025. Zukunftsgestalter Deutschlands – Pioniergeschichten aus Wirtschaft, Wissenschaft, Politik und Zivilgesellschaft, 97–119, Springer-Verlag. doi:10.1007/978-3-662-70324-3_6
Armbruster, K.; Kannengießer, N.; Beyene, M.; Ciolacu, G.; Sunyaev, A.
2026. Proceedings of the 59th Hawaii International Conference on System Sciences, Maui, HI, 6th-9th January 2026, 5663–5672
Bilen, A.; Skade, K. L.; Ernstberger, S. C.; Stamer, F.; Lanza, G.
2025. IFAC-PapersOnLine Hrsg.: Chen, Xu; Wang, Qian, 59 (30), 395–400. doi:10.1016/j.ifacol.2025.12.269
Normann, F. von; Aliyu, M. M.; Kannengießer, N.; Le, L. B. Q.; Heinrich, R.; Sunyaev, A.
2025. 2025 7th Conference on Blockchain Research & Applications for Innovative Networks and Services (BRAINS), Zürich, 18th-21st November 2025, 1–9, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/BRAINS67003.2025.11302905
Lukyanenko, R.; Parsons, J.; Wiersma, Y.; Wachinger, G.; Meldt, R.
2017. Journal of the Association for Information Systems, 18 (4), 297–339. doi:10.17705/1jais.00456
Fritz, R.; Schüler, R.; Dembski, F.; Fauth, E.; Berker, R.; Köppel, M.; Erzikgeit, I.; O’Brian, C.; Benz, T.; Peschen, C.; Henke, C.; Drobnik, R.; Carius, R.; Goder, J.; Schlagwein, W.; Wachinger, G.; Bohlmann, R.
2020. (G. Wachinger, S.-K. Wist, J. Goder & A. Schaffrin, Hrsg.), W. Kohlhammer GmbH. doi:10.17433/978-3-17-038129-2
Greiving, S.; Fleischhauer, M.; León, C. D.; Schödl, L.; Wachinger, G.; Quintana Miralles, I. K.; Prado Larraín, B.
2021. Sustainability, 13 (5), Art.-Nr.: 2813. doi:10.3390/su13052813
Wiersma, Y. F.; Clenche, T.; Erbland, M.; Wachinger, G.; Lukyanenko, R.; Parsons, J.
2024. Citizen Science: Theory and Practice, 9 (1), Art.-Nr.: 5. doi:10.5334/cstp.676
Wachinger, G.; Keilholz, P.; O’Brian, C.
2018. International Journal of Disaster Risk Science, 9 (4), 472–485. doi:10.1007/s13753-018-0203-8
Wachinger, G.; Renn, O.; Wist, S.-K.; Steinhilber, S.-M.; Triemer, U.
2014. Environment Systems and Decisions, 34 (2), 208–223. doi:10.1007/s10669-014-9502-9
Haag, A.
2026, Januar 9. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189307
Errera, Q.; Op de beeck, M.; Bender, S.; Flemming, J.; Funke, B.; Hoffmann, A.; Höpfner, M.; Livesey, N.; Poli, G.; Pieroux, D.; Raspollini, P.; Sinnhuber, B.-M.
2025. Copernicus. doi:10.5194/egusphere-2025-6130
Stetter, B. J.; Dully, J.; Stief, F.; Holder, J.; Steingrebe, H.; Zaucke, F.; Sell, S.; Drongelen, S. van; Stein, T.
2025. Arthritis Research & Therapy, 27 (1), Art.-Nr.: 229. doi:10.1186/s13075-025-03709-2
Fallahi, M.; Arias-Cabarcos, P.; Strufe, T.
2026. Complex & Intelligent Systems, 12 (1), 39. doi:10.1007/s40747-025-02157-4
Karimi Jafari, M.; Singh, R.; Passerini, S.; Varzi, A.
2026. Advanced Science, 13 (13), Art.-Nr.: e20621. doi:10.1002/advs.202520621
Kettner, C.; Stetter, B. J.; Stein, T.
2026. European Journal of Sport Science, 26 (1), Art.-Nr.: e70116. doi:10.1002/ejsc.70116
Lutz, L.; Veltmann, P.; Meisterhans, R.; Giurgiu, M.
2025. Frontiers in Psychology, 16, Art.-Nr.: 1623886. doi:10.3389/fpsyg.2025.1623886
Kießling, P.; Braeckle, D.; Carne, G. De
2025. 2025 Energy Conversion Congress & Expo Europe (ECCE Europe); Birmingham, Vereinigtes Königreich, 31.08.-04.09.2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECCE-Europe62795.2025.11238944
Steier, A.
2026, Januar 26. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189296
Werling, D.
2026, Januar 9. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189295
Schwab, D.
2025, Oktober. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189294
Dette, H.; Henze, N.
1990. Statistics & Probability Letters, 10 (5), 381–390. doi:10.1016/0167-7152(90)90018-3
Henze, N.
2007. Journal of Nonparametric Statistics, 3 (2), 195–199. doi:10.1080/10485259308832582
Faber, C.; Upadhyay, U.; Taubert, O.; Schug, A.
2025. Nucleic Acids Research, 53 (22). doi:10.1093/nar/gkaf1370
Maurer, M.; Popescu, R.; Störmer, H.; Casapu, M.; Grunwaldt, J.-D.
2026, Februar 23. doi:10.35097/0ne0fakaqd3ay9nh
Henze, N.; Klein, T.
1996. Journal of Multivariate Analysis, 57 (2), 228–239. doi:10.1006/jmva.1996.0031
Henze, N.; Wagner, T.
2002. Journal of Multivariate Analysis, 62 (1), 1–23. doi:10.1006/jmva.1997.1684
Baringhaus, L.; Gürtler, N.; Henze, N.
2000. Australian & New Zealand Journal of Statistics, 42 (2), 179–192. doi:10.1111/1467-842X.00117
Henze, N.; Meintanis, S. G.
2006. Communications in Statistics - Theory and Methods, 31 (9), 1479–1497. doi:10.1081/STA-120013007
Wörle, T.
2026, Januar 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189284
Netsch, N.; Tauber, A.; Keskin, O.; Bergfeldt, B.; Wehner, H.; Eidam, D.; Tavakkol, S.; Stapf, D.
2025. Journal of analytical and applied pyrolysis, 194, Art.Nr: 107575. doi:10.1016/j.jaap.2025.107575
Dagan, R.; Danon, Y.; Konobeev, A.
2025. (P. Dimitriou, R. Capote & G. Schnabel, Hrsg.) EPJ Web of Conferences, 322, 10005. doi:10.1051/epjconf/202532210005
Schabel, S.; Heyde, T.; Fleischer, J.
2025. J. Min, W. Zhang, J. Fleischer & G. Lanza (Hrsg.), Sustainable Manufacturing Innovations: Focus on New Energy Vehicles, Production Robots, and Software-Defined Manufacturing – Proceedings of ICSM 2024, Shanghai, China, October 30-November 1, 2024. Ed.: J. Min, 99–107, Springer Nature Switzerland. doi:10.1007/978-3-031-84744-8_9
Maurer, M.; Popescu, R.; Störmer, H.; Casapu, M.; Grunwaldt, J.-D.
2025. Applied Catalysis B: Environment and Energy, 126347. doi:10.1016/j.apcatb.2025.126347
Palheta, J. M. T.; Batista, A. L. de O.; Flores, E. M.; Rêgo, C. R. C.; Santos, A. S.; Guedes-Sobrinho, D.; Cavalheiro Dias, A.; Piotrowski, M. J.
2026. Nanoscale, 18 (2), 770–778. doi:10.1039/D5NR04047G
Höhler, D.; Haag, J.; Kozlov, A. M.; Morel, B.; Stamatakis, A. P.
2024. (A. Bateman, Hrsg.) Bioinformatics Advances, 5 (1), 1. doi:10.1093/bioadv/vbaf300
Sebbar, N.; Bockhorn, H.; Trimis, D.
2026. International Journal of Chemical Kinetics, 58 (1-2), 18–41. doi:10.1002/kin.70020
Qi, M.; Plank, M.; Yin, G.; Chen, T.
2026. Advanced Materials, 38 (8), 1. doi:10.1002/adma.202520851
Singh, D.; Hu, Y.; Parate, S. K.; Thareja, S.; Shang, Y.; Nukala, P.; Fichtner, M. P.; Kundu, D.; Barpanda, P.
2026. Small, 22 (8), 1. doi:10.1002/smll.202506524
Gautam, D.; Wiberg, G. K. H.; Quinson, J.; Wang, D.; Clausen, C. M.; Rohde, R.; Klemmt, R.; Rossmeisl, J.; Bøjesen, E. D.; Arenz, M.
2026. Small Structures, 7 (1), 1. doi:10.1002/sstr.202500666
Choezom, D.; Notter, S.; Griebel, T.; Ferreira, N.; Gruetz, J.; Kulkarni, A.; Schröter, M.; Lukinavičius, G.; Möbius, W.; Conradi, L.-C.; Feldmann, C.; Alves, F.
2026. Small Science, 6 (1), 1. doi:10.1002/smsc.202500470
Yang, Z.; Liu, S.; Chen, K.; Zhang, G.; Gong, F.; Xing, S.; Wang, J.
2026. Journal of Materials Chemistry A, 14 (7), 4036–4044. doi:10.1039/D5TA08719H
Wondimu, S. F.; Khanduri, R.; Atanga, J.; Hippler, M.; Hofmann, A.; Hussal, C.; Kohler, D.; Krämmer, S.; Bog, U.; Wienhold, T.; Koenig, M.; Köber, S.; Mappes, T.; Lahann, J.; Kalt, H.; Freude, W.; Sleeman, J.; Warnecke, A.; Erbes, T.; Juhasz-Böss, I.; Koos, C. G.; Nazarenko, I.
2026. Lab on a Chip, 26 (2), 375–390. doi:10.1039/D5LC00269A
Thomas, M.; Tripathi, A. K.; Sood, R.; Saha, S.; Dhyani, S.
2025. Arboricultural Journal, 1–18. doi:10.1080/03071375.2025.2598181
Saupe, J.; Fath, P.; Sayah, D.; Nickel, S.
2025. International Journal of Production Research, 1–16. doi:10.1080/00207543.2025.2590549
Billard, A.; Albu-Schaeffer, A.; Alami, R.; Asfour, T.; Cheng, G.; Ivaldi, S.; Leroux, C.; Kragic, D.; Pütten, A. R.- von der; Nosengo, N.; Sabelli, C.
2025. IEEE Robotics and Automation Magazine, 32 (4), 101–106. doi:10.1109/MRA.2025.3619329
Steinert, T.; Gerbert, T.; Stenger, M.; Velescu, A.; Alvarez, P.; Homeier, J.; Pierick, K.; Valarezo, C.; Wilcke, W.
2026. Plant and Soil, 519 (1), 1045–1058. doi:10.1007/s11104-025-08177-w
Adhikari, S.; Banerjee, A.; Boddy, K. K.; Cyr-Racine, F.-Y.; Desmond, H.; Dvorkin, C.; Jain, B.; Kahlhoefer, F.; Kaplinghat, M.; Nierenberg, A. M.; Peter, A. H. G.; Robertson, A.; Sakstein, J.; Zavala, J.
2025. Reviews of Modern Physics, 97 (4), 045004. doi:10.1103/m2vm-59y3
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dimova, T. V.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Chadeeva, M. V.; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Andreev, Y. U.; Lee, K.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S. a.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; De Souza, R. G.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdalla, H.; Assran, Y.; El-mahdy, B.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Adamov, G.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Wang, L.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Penzo, A.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Mills, C. M.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mitra, S.; Monsch, A. A.; Mormile, M.; Müller, T. h.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Merkel, P.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S. h.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Gulmini, M.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Gedia, K. B.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Zeuner, W. D.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Walter, D.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Kaluzinska, O. A.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Marí nez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; Cruz, B. D. L.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Tobar, Á. N.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Gallegos Marí Nez, L. G.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Migliorini, M.; Harder, K.; Meneguzzo, A. T.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Kumar, S.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Mudholkar, T.; Kumar, S.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Lavoryk, O.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Dierlamm, A.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Lobanov, A.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Zakharov, S. A.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Nürnberg, A.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Stahl, A.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Fackeldey, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; El-Mahdy, B.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; Li, Y.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Litov, L. B.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Souza, R. G. de; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Bein, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Andreev, Y. u.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Aushev, T.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chadeeva, M.; Chistov, R.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ershov, A.; Gribushin, A.; Klyukhin, V.; Perfilov, M.; Savrin, V.; Volkov, P.
2025. The European Physical Journal C, 85 (11), 1360. doi:10.1140/epjc/s10052-025-14713-w
Bertsch, V.; Finke, J.; Esser, K.; Plaga, L. S.; Mersch, M.; Stelzer, J.; Atakan, B.; Fichtner, W.; Markides, C. N.; Sioshansi, R.
2025. International Journal of Electrical Power and Energy Systems, 173, 111360. doi:10.1016/j.ijepes.2025.111360
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguilar, J. A.; Ahlers, M.; Alameddine, J. M.; Amin, N. M.; Andeen, K.; Argüelles, C.; Ashida, Y.; Yáñez, J. P.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Balagopal V., A.; Baricevic, M.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Beise, J.; Bellenghi, C.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bontempo, F.; Book Motzkin, J. Y.; Boscolo Meneguolo, C.; Böser, S.; Botner, O.; Böttcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Brostean-Kaiser, J.; Brusa, L.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Caracas, I.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Thompson, W. G.; Clark, B. A.; Coleman, A.; Coleman, P.; Collin, G. H.; Connolly, A.; Conrad, J. M.; Corley, R.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Deng, S.; Desai, A.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Díaz-Vélez, J. C.; Dierichs, P.; DiKerby, S.; Soedingrekso, J.; Dittmer, M.; Domi, A.; Draper, L.; Dujmovic, H.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; El Mentawi, S.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Esmail, W.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Schlüter, F.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Fiedlschuster, S.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Fürst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Girard-Carillo, C.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Guevel, D.; Günther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Hamdaoui, H.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Häußler, J.; Helbing, K.; Hellrung, J.; Hermannsgabner, J.; Heuermann, L.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hünnefeld, M.; Hussain, R.; Hymon, K.; Ishihara, A.; Neste, L.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Jones, B. J. P.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kappesser, D.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Katz, U.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kiryluk, J.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Köpke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Krishnamoorthi, J.; Krishnan, T.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Leszczyńska, A.; Lad, N.; Lagunas Gualda, C.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Leonard DeHolton, K.; Leszczyńska, A.; Liao, J.; Lincetto, M.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Krieger, N.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Mahn, K. B. M.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Marie Sainte, W.; Mariş, I. C.; Marka, S.; Marka, Z.; Marsee, M.; Martinez-Soler, I.; Maruyama, R.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Katil, A.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Molchany, L.; Montaruli, T.; Moore, R. W.; Morii, Y.; Morse, R.; Moulai, M.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Negi, A.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Obertacke Pollmann, A.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Park, N.; Parker, G. K.; Parrish, V.; Paudel, E. N.; Paul, L.; Pérez de los Heros, C.; Pernice, T.; Peterson, J.; Pizzuto, A.; Plum, M.; Pontén, A.; Hardin, J. M.; Popovych, Y.; Hanson, K. D.; Prado Rodriguez, M.; Pries, B.; Procter-Murphy, R.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Reistroffer, I.; Resconi, E.; Reusch, S.; Rhode, W.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Robertson, S.; Gonzalez, J. G.; Rodan, S.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Safa, I.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Santander, M.; Sarkar, S.; Sarkar, S.; Savelberg, J.; Savina, P.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Fedynitch, A.; Schlickmann, L.; Fazely, A. R.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, T.; Schneider, J.; Schröder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seo, M.; Seunarine, S.; Sevle Myhr, P. A.; Shah, R.; Shefali, S.; Shimizu, N.; Silva, M.; Skrzypek, B.; Smithers, B.; Snihur, R.; Soedingrekso, J.; Søgaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Delaunay, J. J.; Stezelberger, T.; Stürwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thakuri, A.; Thiesmeyer, M.; Thompson, W. G.; Thwaites, J.; Tilav, S.; Tollefson, K.; Tönnis, C.; Toscano, S.; Tosi, D.; Trettin, A.; Unland Elorrieta, M. A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Vandenbroucke, J.; van Eijndhoven, N.; Vannerom, D.; van Santen, J.; Vara, J.; Varsi, F.; Veitch-Michaelis, J.; Venugopal, M.; Vereecken, M.; Vergara Carrasco, S.; Verpoest, S.; Veske, D.; Vijai, A.; Walck, C.; Wang, A.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Wolf, M.; Wrede, G.; Xu, X. W.; Yanez, J. P.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, F.
2025. The European Physical Journal C, 85 (12), 1368. doi:10.1140/epjc/s10052-025-14844-0
Acanfora, F.; Kahlhoefer, F.
2025. Journal of High Energy Physics, 2025 (12), 87. doi:10.1007/JHEP12(2025)087
Hardt, J. J.; Pryanichnikov, A. A.; Jäkel, O.; Seco, J.; Wahl, N.
2025. Medical Physics, 52 (12), 1. doi:10.1002/mp.70194
Rddad, L.; Jinari, A.; Walter, B. F.; Raza, M.; Benaouda, R.; Mouguina, E. M.
2025. Geochemistry, 85 (4), 126353. doi:10.1016/j.chemer.2025.126353
CMS Collaboration; Hayrapetyan, A.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Lowette, S.; Makarenko, I.; Muller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Jaramillo, J.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Mahdavikhorrami, M.; Malara, A.; Paredes, S.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Hong, Y.; Knolle, J.; Lambrecht, L.; Marckx, D.; Mota Amarilo, K.; Skovpen, K. Y.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Alves, G. A.; Alves Gallo Pereira, M.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Tomei, T. R. F. P.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhang, L.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Ramirez, F.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M.; Finger, M.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdalla, H.; Abu Zeid, S.; Assran, Y.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nandan, S.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Kirschenmann, H.; Osterberg, K.; Voutilainen, M.; Bharthuar, S.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Siikonen, H.; Tuominiemi, J.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O. A.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A. W.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Stein, A.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Cheng, C.; Colombina, F.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Filatov, O.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernía, D.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Otarid, Y.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Saggio, A.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wen, Y.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bein, S.; Benato, L.; Bollweg, S.; Bonanomi, M.; Connor, P. L. S.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbruc̈k G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Droll, A.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M. M.; Husemann, U.; Kieseler, J.; Klute, M.; Koppenhofer, R.; Lawhorn, J. M.; Link, M.; Lintuluoto, A. E.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I. A.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G. J.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Kontaxakis, P.; Melachroinos, G.; Painesis, Z.; Papavergou, I.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Olah, L.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Ahmed, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Muraleedharan Nair Bindhu, V. K.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Tuve, C.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Passaseo, M.; Pazzini, J.; Rossin, R.; Ronchese, P.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zotto, P. L.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Magherini, M.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Aime‘, C.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Musich, M.; Mishra, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Scribano, A.; Sarkar, T.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Baldenegro Barrera, C.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, B.; Kim, J.; Lee, D.; Lee, H.; Moon, C.- seong; Lee, S. W.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Yang, Y.- cheol; Tae, B.; Kim, M.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kim, H. S.; Lee, S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Kwon, H.; Lee, H.; Lee, J. S. hun; Lee, J.; Oh, B. H.; Oh, S. B.; Yang, U.- ki; Seo, H.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Kang, Y.; Lee, J. S. H.; Ko, B.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Grzanka, L.; Malawski, M.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Niknejad, T.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Viscasillas, E.; Moran, D.; Navarro-Tobar, Á.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sánchez Navas, S.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Ramón Álvarez, C.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vischia, P.; Vico Villalba, C.; Bhowmik, S.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Piedra-Gomez, J. S.; Navarrete Ramos, E.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Brondolin, E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; James, T. O.; Innocente, V.; Kaluzinska, O. A.; Janot, P.; Karacheban, O.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Summers, S. P.; Steen, A.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wozniak, K. A.; Wuchterl, S.; Zehetner, P.; Zeuner, W. D.; Zejdl, P.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Manzoni, R. A.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Martin Perez, C.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Molinatti, U.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Chen, K.; Yu, S. S.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Kiminsu, U.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Turkcapar, S.; Uslan, E.; Zorbakir, I. S.; Sokmen, G.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Cakir, A.; Kaya, O.; Tekten, S.; Dincer, G. G.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Cerci, D. S.; Zorbilmez, C.; Cerci, S.; Boyarintsev, A. Y.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Brooke, J. J.; Grynyov, B.; Levchuk, L.; Anthony, D.; Clement, E. J.; Bundock, A.; Bury, F.; Cussans, D.; Flacher, H.; Glowacki, M.; Goldstein, J.; Paramesvaran, S.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Ball, A. H.; Robertshaw, L.; Smith, V. J.; Belyaev, A. V.; Walkingshaw Pass, K.; Brew, C. A. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Shepherd-Themistocleous, C. H.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Chahal, G.; Colling, D. J.; Brown, C. E.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Nash, J. A.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Vage, L. H.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Reid, I. D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Benelli, G.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Li, D.; Luo, J.; Mondal, S.; Pervan, N.; Russell, T.; Sagir, S.; Shen, X.; Simpson, F.; Stamenkovic, M.; Venkatasubramanian, N.; Yan, X.; Abbott, S.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Gordon, M.; Hanson, G.; Si, W.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Krutelyov, V.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Quinnan, M.; Sathia Narayanan, B. V.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Wang, S.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Latorre, A.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Liu, C.; Mudholkar, T.; Paulini, M. G.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Karathanasis, G.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Bright-Thonney, S.; Chen, X.; Cranshaw, D. J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dickinson, J.; Dutta, I.; Elvira, V. D.; Feng, Y.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Heller, R.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Lincoln, D. W.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Madrid, C.; Maeshima, K.; Mantilla, C.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Ristori, L. F.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hagopian, V.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Baarmand, M. M.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Merrit, A. H.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Emediato, L. G. R.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Pitt, M.; Sanders, S. J.; Popescu, S.; Rogan, C.; Royon, C.; Salvatico, R.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Bendavid, J.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Joshi, B. M.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Li, J.; Lu, M.; Madigan, G.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Wood, D.; Bueghly, J.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Ho, K. W.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Stojanovic, M.; Thieman, J.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Padley, B. P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Meltzer, P.; Montalvo, R.; Nash, K.; Reichert, J.; Routray, H.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Wang, H.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Spanier, S. M.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Rathjens, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Gogate, N.; Hegde, V.; Hussain, A.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Neu, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; De Bruyn, I.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Levchenko, P.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Gavrilov, V.; Lychkovskaya, N.; Nikitenko, A.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ershov, A.; Klyukhin, V.; Kodolova, O.; Obraztsov, S.; Perfilov, M.; Petrushanko, S.; Savrin, V.; Vorotnikov, G.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Konstantinov, D.; Slabospitskii, S.; Uzunian, A.
2025. Physical Review Letters, 135 (23), 231804. doi:10.1103/51fw-klz3
Wang, J.; Zhang, J.; Cheng, X.; Zhang, Y.; Li, H.; Guan, Q.; Wu, F.; Li, H.; Wang, D.; Liu, M.; Zhang, Y.; Xiao, Q.; Passerini, S.; Lin, H.
2025. Journal of the American Chemical Society, 147 (49), 44633–44651. doi:10.1021/jacs.5c17560
Sireci, E.; Sharapa, D. I.; Studt, F.
2025. The Journal of Physical Chemistry C, 129 (49), 21634–21641. doi:10.1021/acs.jpcc.5c07278
Khan, J.; Kanwal, S.; Ahsen, S.; Zaheer, M.; Asghar, M. A.; Akhter, Z.; Ali, A.; Naveed, A.; Nisar, T.; Wagner, V.; Haider, A.
2025. Journal of Electroanalytical Chemistry, 999, 119609. doi:10.1016/j.jelechem.2025.119609
Moog, H. C.; Altmaier, M.; Bok, F.; Brendler, V.; Freyer, D.; Gaona, X.; Hagemann, S.; Joseph, C.; Miron, G.-D.; Pannach, M.; Sohr, J.; Voigt, W.; Voss, M.; Wissmeier, L.
2026. Applied Geochemistry, 196, 106646. doi:10.1016/j.apgeochem.2025.106646
He, J.; Shu, R.; Sun, H.; Wu, Z.; Yang, L.; Hui, D.; Jiang, X.
2026. Materials Characterization, 231, 115894. doi:10.1016/j.matchar.2025.115894
Ogata, S.; Kitagawa, S.; Ishida, K.; Brando, M.; Hassinger, E.; Geibel, C.; Khim, S.
2026. Journal of the Physical Society of Japan, 95 (1), 1. doi:10.7566/JPSJ.95.013701
Braig, M.; Cho, H.; Marchfelder, C.; Atanasov, V.; Zeis, R.
2026. International Journal of Hydrogen Energy, 202, 152881. doi:10.1016/j.ijhydene.2025.152881
Strugovshchikov, E.; Medrano-Banda, A.; Bouillet, C.; Sun, J.; Badets, V.; Papaefthimiou, V.; Isaiev, M.; Röse, P.; Savinova, E. R.; Oshchepkov, A. G.
2026. Electrochimica Acta, 548, 147877. doi:10.1016/j.electacta.2025.147877
Zhou, W.; Zhou, W.; Cammarano, D.; Butterbach-Bahl, K.; Olesen, J. E.; Lin, Z.; Huang, T.; Cai, G.; Zhang, J.; Qiu, J.; Wang, S.
2026. Computers and Electronics in Agriculture, 241, 111268. doi:10.1016/j.compag.2025.111268
Scholz, Y.; Yermakov, B.; Grünberger, A.
2026. Current Opinion in Biotechnology, 97, 103401. doi:10.1016/j.copbio.2025.103401
Doherty, W.; Phillips, T. N.; Uhlmann, M.; Xie, Z.
2026. Journal of Computational Physics, 547, 114555. doi:10.1016/j.jcp.2025.114555
Pal, P.; Zhao, H.; Gheshlaghi, T.; Hefenbrock, M.; Beigl, M.; Tahoori, M. B.
2025. ICCAD ’24: Proceedings of the 43rd IEEE/ACM International Conference on Computer-Aided Design. Ed.: J. Xiong, Articl.-Nr.: 230, Association for Computing Machinery (ACM). doi:10.1145/3676536.3676812
Polomoshnov, M.; MD Ashif, N. R.; Reichert, K.-M.; El Hariry, A.; Gengenbach, U.; Sieber, I.; Reischl, M.
2026. International Journal of Optomechatronics, 20 (1). doi:10.1080/15599612.2025.2598112
Cheng, C.; Herrmann, J.; Rybacki, E.; Milsch, H.
2021. European Geosciences Union General Assembly (EGU 2021), Online, 19.–30. April 2021. doi:10.5194/egusphere-egu21-12187
Cheng, C.; Milsch, H.
2021. Rock Mechanics and Rock Engineering, 54 (10), 5407–5432. doi:10.1007/s00603-021-02500-4
Wydra, M.
2026, Januar 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189242
Schulze-Sünninghausen, D.; Becker, J.; Koos, M. R. M.; Luy, B.
2026, April 29. doi:10.35097/p0a0f9g3vwnefw6f
Schmidt, L.; Hankins, K.; Valenzuela Garcia de León, J. R.; Windiks, R.; Lindner, A.; Witzel, R.; Qiu, Y.; Knobbe, E.; Krewer, U.
2026, Februar 27. doi:10.35097/dwd5j2arf73vkkq8
Hilgers, C.; Dilg-Gruschinski, K.; Urai, J. L.
2004. Geology, 32 (3), 261–264. doi:10.1130/g20024.1
Hilgers, C.; Tenthorey, E.
2004. Terra Nova, 16 (4), 173–178. doi:10.1111/j.1365-3121.2004.00545.x
Hilgers, C.; Dilg-Gruschinski, K.; Urai, J. L.
2003. Journal of Geochemical Exploration, 78-79, 221–225. doi:10.1016/S0375-6742(03)00081-5
Hilgers, C.; Urai, J. L.
2002. Journal of Structural Geology, 24 (6-7), 1029–1043. doi:10.1016/S0191-8141(01)00089-X
Koehn, D.; Hilgers, C.; Bons, P. D.; Passchier, C. W.
2000. Journal of Structural Geology, 22 (9), 1311–1324. doi:10.1016/S0191-8141(00)00039-0
Hilgers, C.; Koehn, D.; Bons, P. D.; Urai, J. L.
2001. Journal of Structural Geology, 23 (6-7), 873–885. doi:10.1016/S0191-8141(00)00160-7
Wolf, J.; Fürst, P. Q.; Cevirim-Papaioannou, N.; Duckworth, S.; Gaona, X.; Altmaier, M.; Geckeis, H.
2025, November 25. 1st Joint TecRad-RULET Autumn School on Technetium and other Fission Products (2025), Dresden, Deutschland, 24.–27. November 2025
Becker, S.; Nguyen, H. T.; Nollet, S.; Fernandez-Steeger, T. M.; Laux, D.; Hilgers, C.
2014. Zeitschrift der Deutschen Gesellschaft für Geowissenschaften, 165 (3), 319–330. doi:10.1127/1860-1804/2014/0078
Budny, C.; Madlener, R.; Hilgers, C.
2014. Energy Procedia, 61, 2201–2205. doi:10.1016/j.egypro.2014.12.109
Trautwein-Bruns, U.; Hilgers, C.; Becker, S.; Urai, J. L.; Kukla, P. A.
2011. Zeitschrift der Deutschen Gesellschaft für Geowissenschaften, 162 (3), 251–275. doi:10.1127/1860-1804/2011/0162-0251
Becker, S.; Hilgers, C.; Kukla, P. A.; Urai, J. L.
2011. Journal of Structural Geology, 33 (4), 676–689. doi:10.1016/j.jsg.2011.01.001
Nollet, S.; Körner, T.; Kramm, U.; Hilgers, C.
2009. Geofluids, 9 (4), 373–385. doi:10.1111/j.1468-8123.2009.00261.x
Sindern, S.; Warnsloh, J. M.; Trautwein-Bruns, U.; Chatziliadou, M.; Becker, S.; Yüceer, S.; Hilgers, C.; Kramm, U.
2008. Zeitschrift der Deutschen Geologischen Gesellschaft, 159 (4), 623–640. doi:10.1127/1860-1804/2008/0159-0623
Winterhalter, A.; Rabe, K. S.; Niemeyer, C. M.
2025, August 19. Summer School Biotransformations (2025), Bad Herrenalb, Deutschland, 18.–21. August 2025
Baßler, J.; Heizmann, M.
2025. SMSI 2025 Conference - Sensor and Measurement Science International, 111–112, AMA Service GmbH, Von-Münchhausen-Str. 49, 31515 Wunstorf, Germany. doi:10.5162/SMSI2025/B6.1
Merz, T.; Menger, N.; Siegemund, M.-E.; Schwendemann, R.; Hiller, M.
2025. The 26th European Conference on Power Electronics and Applications, GDR SEEDS France and EPE Association, Mar 2025, Paris, France, 10 S., Groupement de Recherche (GDR). doi:10.34746/epe2025-0027
Nollet, S.; Urai, J. L.; Bons, P. D.; Hilgers, C.
2005. Journal of Structural Geology, 27 (2), 217–230. doi:10.1016/j.jsg.2004.10.003
König, T.; Gaggiano, R.; Herm, M.; Meert, K.; Metz, V.; Walschburger, A.; Geckeis, H.
2025. 3. Internationale Forschungssymposium für die Sicherheit der nuklearen Entsorgung (safeND 2025), Berlin, 17.–19. September 2025
Dardenne, K.; Herm, M.; König, T.; Lin, T.-Y.; Metz, V.; Pruessmann, T.; Rothe, J.; Schild, D.; Walschburger, A.; Geckeis, H.
2024. ATAS-AnXAS 2024 - 2nd Joint Workshop - 6th International Workshop on Advanced Techniques in Actinide Spectroscopy - 10th International Workshop on Speciation, Techniques and Faculties for Radioactive Material at Synchrotron Light Sources (ATAS-AnXAS 2024), Karlsruhe, Deutschland, 7.–11. Oktober 2024
König, T.; Gaggiano, R.; Herm, M.; Meert, K.; Metz, V.; Walschburger, A.
2024. 32nd Spent Fuel Workshop (2024), Nîmes, Frankreich, 5.–7. November 2024
Terry, T. J.; Wilfahrt, P.; Andrade-Linares, D. R.; Abdalla, K.; Berauer, B. J.; Dannenmann, M.; Garcia-Franco, N.; Han, J.; von Hessberg, A.; Ramm, E.; Kiese, R.; Kögel-Knabner, I.; Niu, Y.; Schloter, M.; Schulz, S.; Wiesmeier, M.; Jentsch, A.
2025. Ecology and Evolution, 15 (12). doi:10.1002/ece3.72578
Schlegel, P.; Kirchgaessner, R.; Ochoa Parra, P.; Kelleter, L.; Gertz, M.; Mikut, R.; Jäkel, O.; Martišíková, M.
2025. Physics in Medicine & Biology, 70 (24), 245009. doi:10.1088/1361-6560/ae22bb
Geisslitz, S.; Schierenbeck, M.; Börner, A.; Scherf, K. A.
2025. Journal of Cereal Science, 126, 104325. doi:10.1016/j.jcs.2025.104325
Scheer, C.; Fuchs, K.; Grosz, B.; Smerald, A.; Dechow, R.; Jarrah, M.; Ouattara, B.; Pasley, H. R.; Kuhnert, M.; Kraus, D.
2025. Environmental Research Letters, 20 (12), 124061. doi:10.1088/1748-9326/ae2494
Meyer, M.; Kutscherauer, M.; Richter, O.; Dochnahl, M.; Mestl, G.; Wehinger, G. D.
2026. Powder Technology, 470, 121957. doi:10.1016/j.powtec.2025.121957
Martin, A. J.; Diomidis, N.; Behazin, M.; Keech, P.; Reddy, B.; Suzuki, S.; Nagata, S.; Ogawa, Y.; Finck, N.; Philipp, T.
2025. 9th International Workshop on Long-Term Prediction of Corrosion Damage in Nuclear Waste Systems (LTC 2025), Sendai, Japan, 3.–7. November 2025
Panjiyar, L.; Finck, N.; Stephan-Scherb, C.
2025, November 4. 9th International Workshop on Long-Term Prediction of Corrosion Damage in Nuclear Waste Systems (LTC 2025), Sendai, Japan, 3.–7. November 2025
Maroufi, S. M.; Pelosi, D.; Barelli, L.; Carne, G. D.
2026. Journal of Energy Storage, 145, 119910. doi:10.1016/j.est.2025.119910
Panjiyar, L.; Finck, N.; Stephan-Scherb, C.
2025. safeND 2025, Copernicus. doi:10.5194/safend2025-95
Tuteja, K.; Olenik, G.; Mishchuk, R.; Tsai, Y.-H.; Götz, M.; Streit, A.; Anzt, H.; Debus, C.
2025. ICOO’25: Proceedings of the 54th International Conference on Parallel Processing, CA, San Diego, September 8-11, 2025, 753–763, Association for Computing Machinery (ACM). doi:10.1145/3754598.3754648
Hoffmann, F. M.
2026, Februar 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189208
Marten, J.
2026, Januar 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189207
Alongi, F.; Knüver, T.; McAdam, S. A. M.; Ziegler, Y.; Gast, A.; Ruehr, N. K.
2026. Plant Physiology, 200 (3). doi:10.1093/plphys/kiaf654
Breschi, S.; Riggio, D.; Tombini, I.; Fu, J.; Spadea, M. F.; Momi, E. D.
2025. IEEE Transactions on Medical Robotics and Bionics. doi:10.1109/TMRB.2025.3643940
Raczka, K.; Öksüz, F.; Galahroudi, N.; Schiessl, E.; Nirschl, H.; Rhein, F.
2025. Batteries, 11 (12), 464. doi:10.3390/batteries11120464
Yang, H.; Sommer, M.; Bauer, S.; Lemmer, U.
2026. Advanced Sensor Research, 5 (2). doi:10.1002/adsr.202500124
Abbadi, A.; Al Najdawi, M.; Alzubi, M.; Attal, M.; Bahrdt, J.; Drube, W.; Eberhardt, W.; Esser, F. M.; Follath, R.; Froideval, A.; Genisel, M. F.; Gorbunov, D.; Groetsch, D.; Hammouda, S.; Hasoneh, A. R.; Huttel, E.; Kanngießer, B.; Krueger, O.; Lausi, A.; Lehner, F.; Meseck, A.; Momani, Y.; Ozturk, Z. R.; Rial, E.; Roschka, M.; Scheer, M.; Schramm, B.; Schuppler, S.; Shehab, M.; Siewert, F.; Soltner, H.; Tiemann, C.
2025. Journal of Physics: Conference Series, 3010, Article no: 012043. doi:10.1088/1742-6596/3010/1/012043
Pfleging, W.
2025, Dezember 11. 25th Advanced Automotive Battery Conference (AABC 2025), Las Vegas, NV, USA, 8.–11. Dezember 2025
Wu, C.
2026, Januar 28. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189198/v2
Kardeş, G.; Röse, P.; Wildersinn, L.; Jeschull, F.; Korneychuk, S.; Pundt, A.; Grunwaldt, J.-D.; Krewer, U.
2026. ACS Catalysis, 16 (1), 211–227. doi:10.1021/acscatal.5c03350
Hoffsommer, A.; Schneider, H.; Pavlitska, S.; Zöllner, J. M.
2025. arxiv. doi:10.48550/arXiv.2510.00725
Bartenschlager, A.
2026, Januar 9. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189195
Boltz, N.; Sterz, L.; Raabe, O.; Gerking, C.
2025. Information & software technology
Giraud, M.
2026, Januar 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189187
Haaf, N.; Häfner, V.; Schill, E.
2025, Februar. 50th Workshop on Geothermal Reservoir Engineering (2025), Stanford, CA, USA, 10.–12. Februar 2025
Stankov, S.; Piekarz, P.; Seiler, A.; Merkel, D. G.; Bauder, O.; Pradip, R.; Baumbach, T. G.; Chumakov, A. I.; Rüffer, R.
2025. Physical Review Letters, 135 (25), Article no: 256202. doi:10.1103/4r3t-tr77
Haaf, N.; Jougnot, D.; Guarracino, L.; Niemz, P.; Schill, E.
2024, Februar 14. 49th Workshop on Geothermal Reservoir Engineering (2024), Stanford University, Stanford, CA, USA, 12.–14. Februar 2024
Haaf, N.; Tolba, A. T.; Bauer, F.
2025, März 12. Workshops für terrestrische Gravimetrie in Deutschland (2025), Hannover, Deutschland, 11.–12. März 2025
Härer, B.
2025, Februar. Lecture JUAS : The Science of Particle Accelerators (2025), Genf, Schweiz, 4.–11. Februar 2025
Haaf, N.; Jougnot, D.; Guarracino, L.; Niemz, P.; Schill, E.
2025, April 10. 1st GeoLaB Scientific Conference (2025), Potsdam, Deutschland, 9.–11. April 2025
Fuchs, M.
2025, Oktober 21. KSETA topical course "Particle accelerators" (2025), Karlsruhe, Deutschland, 20.–21. Oktober 2025
Härer, B.
2025, Oktober 21. KSETA topical course "Particle accelerators" (2025), Karlsruhe, Deutschland, 20.–21. Oktober 2025
Härer, B.
2025, Oktober 20. KSETA topical course "Particle accelerators" (2025), Karlsruhe, Deutschland, 20.–21. Oktober 2025
Kupper, P.; Stegemeyer, M.
2025. Proceedings of the Royal Society of Edinburgh: Section A Mathematics, 1–43. doi:10.1017/prm.2025.10102
Jung, M.; Coll, M.; Metaxas, A.; Thomas, S. M.; Tsuchiya, K.; Oliveira, B. M. de; Rounsevell, M. D. A.
2025. Trends in Ecology and Evolution, 40 (12), 1212–1224. doi:10.1016/j.tree.2025.09.013
Yang, Q.; Liu, Y.; Stuchbury-Wass, J.; Ciliberto, M.; Röddiger, T.; Butkow, K.-J.; Pullin, A. L.; Panariti, E.; Ma, D.; Mascolo, C.
2025. Proceedings of the ACM on Interactive, Mobile, Wearable and Ubiquitous Technologies, 9 (4), Art.-Nr.: 232. doi:10.1145/3770688
Dong, Y.; Jiao, Z.; Ma, Y.; Zhou, Q.; Yang, M.; Ran, X.; Wang, Z.; Tang, C.; Li, Y.; Li, X.; Teng, H.; Lu, X.; Liu, X.
2025. Defence Technology. doi:10.1016/j.dt.2025.10.018
Fayyazi, R.; Trueba, S. H.; Zuzak, M.; Yang, S. J.
2025. IEEE Access, 13, 212815–212826. doi:10.1109/ACCESS.2025.3638251
Moll, D.; D’Angelo, L. A. M.; Gersem, H. D.; Boattini, F.; Bottura, L.; Gast, M.
2025. IEEE Transactions on Magnetics, 14 (8), 1. doi:10.1109/TMAG.2025.3639643
Rodríguez Flores, T.; Shafiq, F.; Bona, G.; Bragaggia, G.; Cantoni, M.; Scotti, R.; Gross, S.; Nisticò, R.
2025. Ceramics International, 51 (30), 65640–65647. doi:10.1016/j.ceramint.2025.11.241
Li, G.; Wang, D.; Gao, B.; Rong, C.; Li, X.; Zhang, Z.; Wang, J.; Zhao, J.; Yang, X.; Wang, J.; Zhou, X.; Lin, H.; Zhang, W.; Song, Y.; Chang, Z.; Jiang, Y.; Ou, X.; Zheng, W.
2026. Angewandte Chemie - International Edition, 65 (4), Art.-Nr.: e20479. doi:10.1002/anie.202520479
Koktas, E.; Tasci, R. A.; Yildirim, I.; Basar, E.
2025. IEEE Open Journal of the Communications Society, 6, 10139–10149. doi:10.1109/OJCOMS.2025.3638890
Maalek, R.; Maalek, S.
2025. IEEE Access, 13, 205631–205645. doi:10.1109/ACCESS.2025.3639809
Shen, Y.; Tas, O. Ş.; Wang, K.; Wagner, R.; Stiller, C.
2025. Transactions on Machine Learning Research, 2025 (11)
Fan, J.; Yuan, T.; Zhang, H.; Li, S.; Hanebeck, U. D.; Li, Z.; Wu, E. Q.; Qian, J.
2026. IEEE Sensors Journal, 26 (2), 2347–2358. doi:10.1109/JSEN.2025.3634585
Severo, S.; Savoldi, L.; Weiss, K. P.; Bagrets, N.
2026. IEEE Transactions on Applied Superconductivity, 36 (5), 1–5. doi:10.1109/TASC.2025.3640139
Li, Z.; Wei, S.; Théato, P.; Chen, T.; Lu, W.
2026. Advanced Materials, 38 (8), Art.-Nr.: e19281. doi:10.1002/adma.202519281
Mendling, J.; Leopold, H.; Meyerhenke, H.; Depaire, B.
2026. ACM Computing Surveys, 58 (4), 1–38. doi:10.1145/3769071
Tian, L.; Liu, J.; Wöll, C. H.
2025. Surface Science Reports, 80 (4), Art.-Nr.: 100669. doi:10.1016/j.surfrep.2025.100669
Hofmeier, T.; Cichon, M. G.
2025. SN Computer Science, 6 (8), 995. doi:10.1007/s42979-025-04529-6
Jalali, M.; Vu, B.; Mehraeen, S.; Chandna, S.; Jalali, F.
2025. Materials Today Communications, 49, 114448. doi:10.1016/j.mtcomm.2025.114448
Li, X.-A.; Xu, Y.; Zhu, K.; Wang, Y.; Zhao, Z.; Dong, S.; Wu, B.; Huo, H.; Lou, S.; Xia, X.; Liu, X.; Chen, M.; Passerini, S.; Chen, Z.
2025. Materials Today, 91, 1–12. doi:10.1016/j.mattod.2025.10.003
Yang, K.; Zhang, L.; Zhao, K.; Liu, W.; Tiehm, A.; Zhang, X.
2026. Journal of Hazardous Materials, 501, 140640. doi:10.1016/j.jhazmat.2025.140640
Al-Wahaibi, L. H.; Abou-Zied, H. A.; Youssif, B. G. M.; Bräse, S. J.; Hisham, M.
2026. Bioorganic Chemistry, 168, 109329. doi:10.1016/j.bioorg.2025.109329
Chen, S.; Zhao, L.; Li, Q.; Yang, J.; Zhang, S.; Nie, Z.; Wagner, A.
2026. Building and Environment, 289, 114086. doi:10.1016/j.buildenv.2025.114086
Lee, W.; Kuehnel, T.; Andreu, A.; Lee, J.; Kim, H.; Yoon, Y.-J.
2026. Applied Materials Today, 48, 103020. doi:10.1016/j.apmt.2025.103020
Feizi, A.; Torabi, S. A.; Ghasemi, A.
2026. Computers and Industrial Engineering, 212, 111734. doi:10.1016/j.cie.2025.111734
Nitsch, A.; Asaad, A.; Wichtmann, T.; Emmerich, K.; Baille, W.
2026. Applied Clay Science, 281, 108067. doi:10.1016/j.clay.2025.108067
Alexopoulos, J.; de Rijk, B.
2026. Journal of Differential Equations, 457, 114013. doi:10.1016/j.jde.2025.114013
Augusto, R. S.; Schaefer, C. W.; Lee, R. J.; Ferrari, A.; Sala, P. R.
2026. Radiation Physics and Chemistry, 241, 113531. doi:10.1016/j.radphyschem.2025.113531
Spies, K.
2026, Januar 15. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189149
Fonzeu Monguen, C. K.; Daniel, S.; Wu, L.-N.; Otieno, H. N.; Lott, P.; Qin, W.; Deutschmann, O.; Tian, Z.-Y.
2025. Fundamental Research. doi:10.1016/j.fmre.2025.11.006
Mitsch, J.; Kärger, L.
2025, Dezember. doi:10.5281/zenodo.17977470
Fuchs, N.; Weinhardt, V.
2025. Structure, 33 (11), 1813–1815. doi:10.1016/j.str.2025.10.007
Rochman, D. A.; Rochman, D.; Algora, A.; Àlvarez-Velarde, F.; Bardelay, A.; Bremnes, Ø.; Cabellos, O.; Cano-Ott, D.; Capponi, L.; Carmouze, C.; Caruso, S.; Cummings, A.; Dagan, R.; Fallot, M.; Fiorito, L.; Giot, L.; Govers, K.; Häkkinen, S.; Hannstein, V.; Hoefer, A.; Huynh, T. D.; Ichou, R.; Ilas, G.; Juutilainen, P.; Koszuk, L.; Kromar, M.; Lahaye, S.; Lam, J.; Laugier, F.; Launay, A.; Léger, V.; Lecarpentier, D.; Leppanen, J.; Malouch, F.; Martin, J.-F.; McGinnes, D.; Mills, R. W.; Minato, F.; Nauchi, Y.; Ortego, P.; Petkov, P.; Romojaro, P.; Sato, S.; Seidl, M.; Shama, A.; Simeonov, T.; Sjöland, A.; Solans, V.; Sommer, F.; Tittelbach, S.; Tsilanizara, A.; Vlassopoulos, E.; Vallet, V.; Vasiliev, A.; Watanabe, T.; Žerovnik, G.
2024. EPJ Nuclear Sciences and Technologies, 10, 9. doi:10.1051/epjn/2024010
Jacques, M.-B.; Räty, A.; Cabrerizo, J. A. R.; Daniska, D.
2025. EPJ Nuclear Sciences and Technologies, 11, 19. doi:10.1051/epjn/2025022
Sehn, T.; Du Fraysseix, M.; Le Coz, C.; Ibarboure, E.; Meier, M. A. R.; Llevot, A.
2026. Polymer Chemistry, 17 (1), 82–94. doi:10.1039/D5PY00927H
Wang, L.; Wang, D.; Awange, J.; Kutterer, H.
2025. IEEE Transactions on Geoscience and Remote Sensing, 63, 1–20. doi:10.1109/TGRS.2025.3638337
Jekauc, D.; Jekauc, J.; Rausch, C.
2026. German Journal of Exercise and Sport Research, 56 (1), 147–157. doi:10.1007/s12662-025-01078-1
Vera, F.; Carrillo-Ponce, A.; Crosetto, S.; Kosari, E.; Metzger, S.; Motagh, M.; Liang, Y.; Lyu, S.; Petersen, G.; Saul, J.; Sudhaus, H.; Symmes-Lopetegui, B.; Than, O.; Xiao, H.; Tilmann, F.
2025. The Seismic Record, 5 (3), 289–299. doi:10.1785/0320250025
Giovannini, G.; De Luigi, A.; Boesel, L. F.; Picchetti, P.; Biedermann, F.
2025. Nanoscale, 17 (46), 26942–26951. doi:10.1039/D5NR03358F
Chen, G.; Wu, X.; Hu, L.; Chi, Y.; Jia, T.; Luo, Y.
2025. Water (Switzerland), 17 (22), 3316. doi:10.3390/w17223316
Bresó-Pla, V.; Heinrich, G.; Magerya, V.; Olsson, A.
2025. SciPost Physics, 19 (5), 123. doi:10.21468/SciPostPhys.19.5.123
Vicente, H.; Huber, P.; Gayubo, A. G.; Studt, F.; Plessow, P. N.
2025. The Journal of Physical Chemistry C, 129 (47), 20971–20980. doi:10.1021/acs.jpcc.5c07265
Pruthi, V.; Chen, Y.-F.; Chen, J. T.; Chen, J.-T.
2025. ACS Applied Polymer Materials, 7 (22), 15809–15820. doi:10.1021/acsapm.5c03207
Hu, B.; Liu, R.; Ramm, E.; Tong, P.; Dannenmann, M. U.; Chen, Z.; Zou, T.; Shi, X.; Chen, X.; Haensch, R.; Schloter, M.; Rennenberg, H. Z.
2025. Current Biology, 35 (23), 5683–5695. doi:10.1016/j.cub.2025.10.021
Tao, Y.; Li, R.; Lao, Z.; Jin, Y.; Wu, H.; Wu, Z.; Zeng, W.; Jiang, M.; Ni, J.; Hu, Y.; Wu, D.; Chu, J.; Li, J.
2025. ACS Nano, 19 (47), 40547–40560. doi:10.1021/acsnano.5c15343
Rayner, E. P.; Horsten, T.; Waldvogel, S. R.
2025. Green Chemistry, 27 (47), 15186–15191. doi:10.1039/D5GC04392A
Helleckes, L. M.; Putz, S.; Gupta, K.; Franzreb, M.; Garcia Martin, H.
2026. Current Opinion in Biotechnology, 97, 103392. doi:10.1016/j.copbio.2025.103392
Zeller, S. C.; Kandora, P.-N. K.; Kirste, D.; Kannengießer, N.; Rebennack, S.; Sunyaev, A.
2025. 2025 IEEE International Conference on Blockchain and Cryptocurrency (ICBC), 1–9, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICBC64466.2025.11114638
Welte, E.; Rayyes, R.
2025. Frontiers in Robotics and AI, 12. doi:10.3389/frobt.2025.1682437
Cloos, L.
2025, Dezember 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189128
Trepel, J.; Atkinson, J.; le Roux, E.; Abraham, A. J.; Aucamp, M.; Greve, M.; Greyling, M.; Kalwij, J. M.; Khosa, S.; Lindenthal, L.; Makofane, C.; Mokoena, L.; Oosthuizen, A.; Rech, B. J.; Lundgren, E.; Svenning, J.-C.; Buitenwerf, R.
2025. Journal of Animal Ecology, 1. doi:10.1111/1365-2656.70181
Ahmed, S. T.; Danouchi, K.; Hefenbrock, M.; Prenat, G.; Anghel, L.; Tahoori, M. B.
2025. IEEE Transactions on Computer-Aided Design of Integrated Circuits and Systems, 1. doi:10.1109/TCAD.2025.3632198
Sinetova, M.; Spohrer, N.; Gabrielyan, D.; Lehmann, L.; Breinrich, J.; Los, D.; Lamparter, T.
2025. Photochemistry and Photobiology, 1. doi:10.1111/php.70051
Wang, Y.; Liu, Y.; Yuan, M.; Lei, D.; Miao, Y.-E.; Zeng, M.; Zhang, C.; Willenbacher, N.; Liu, T.
2026. Advanced Functional Materials, 36 (26), Art.-Nr.: e26288. doi:10.1002/adfm.202526288
Moser, M. K.; Schmidt, S.; Graf, D. R. M.; Keskin, M.; Gandhi, S.; Yap, W.; Zeile, P.; Heinke, M.; Resch, B.
2026. Environment and Planning B: Urban Analytics and City Science, 53 (2), 336–362. doi:10.1177/23998083251394426
Ahmed, M. A.; Pfeiffer, K. Y.; Abboud, O.; Khalili, R.; Khdr, H.; Henkel, J.
2025. Transactions on Machine Learning Research, 10, 1
Zhou, H.; Lan, C.-X.; Li, L.; Tang, H.-R.; Zheng, D.; Wang, B.-M.
2025. Journal of Tropical Meteorology, 31 (5), 519–529. doi:10.3724/j.1006-8775.2025.035
Wurz, A.; Albrecht, J.; Böhning-Gaese, K.; Brandl, R.; Neuschulz, E. L.; Bendix, J.; Fischer, M.; Hemp, A.; Homeier, J.; Kiese, R.; KUZYAKOV, Y. V.; Kuzyakov, Y.; Leuschner, C.; Peters, M. K.; Scheu, S.; Steffan-Dewenter, I.; Velescu, A.; Wilcke, W.; Schleuning, M.
2025. Diversity and Distributions, 31 (11). doi:10.1111/ddi.70093
Caroti, G.; Ranquet, O.; Pizzimenti, S.; Bernazzani, L.; Cantisani, E.; Punis, R.; Zoleo, A.; Dietemann, P.; Willenbacher, N.; Duce, C.; Bonaduce, I.
2025. Journal of Cultural Heritage, 76, 239–250. doi:10.1016/j.culher.2025.10.008
Konno, K.; Sato, Y.; Schwotzer, M.
2025. Zairyo/Journal of the Society of Materials Science, Japan, 74 (11), 653–660. doi:10.2472/jsms.74.653
Naoe, H.; García-Franco, J. L.; Park, C.-H.; Rodrigo, M.; Palmeiro, F. M.; Serva, F.; Taguchi, M.; Yoshida, K.; Anstey, J. A.; García-Serrano, J.; Son, S.-W.; Kawatani, Y.; Butchart, N.; Hamilton, K.; Chen, C.-C.; Glanville, A.; Kerzenmacher, T. E.; Lott, F.; Orbe, C.; Osprey, S.; Park, M.; Richter, J. H.; Versick, S.; Watanabe, S.
2025. Weather and Climate Dynamics, 6 (4), 1419–1442. doi:10.5194/wcd-6-1419-2025
Menshikov, E.; Franceschini, P.; Frizyuk, K.; Fernandez-Corbaton, I.; Tognazzi, A.; Cino, A. C.; Garoli, D.; Petrov, M.; Ceglia, D. de; De Angelis, C.
2025. Light: Science and Applications, 14 (1), 381. doi:10.1038/s41377-025-02004-8
Zhang, R.; Xie, W.; Wei, M.; Shi, H.; Hao, R.; Lu, W.
2025. Microchemical Journal, 219, Art.-Nr.: 116180. doi:10.1016/j.microc.2025.116180
Schulz, M. R.; Zalczer, S.
2025. Letters in Mathematical Physics, 115 (6), 135. doi:10.1007/s11005-025-02019-7
Zhang, Z.; Shu, R.; Sun, H.; Wu, Z.; Yang, L.; Jiang, X.
2025. Materials Today Communications, 49, Art.-Nr.: 114201. doi:10.1016/j.mtcomm.2025.114201
Sun, D.; Chen, Y.; Liu, X.; Hu, G.
2026. International Journal of Mechanical Sciences, 309, 111006. doi:10.1016/j.ijmecsci.2025.111006
Álvarez, I.; Anguiano, M.; Mota, F.; Hernández, R.; Serrano, M.; Sosa, D.; Palermo, I.; Leon-Gutierrez, E.; Noce, S.; Moro, F.; Arbeiter, F.; Qiu, Y.; Park, J. H.; Ibarra, Á.
2026. Journal of Nuclear Materials, 618, 156228. doi:10.1016/j.jnucmat.2025.156228
Mandel, R.
2026. Nonlinear Differential Equations and Applications NoDEA, 33 (1), 22. doi:10.1007/s00030-025-01166-z
Gottardi, N.; Freitag, S.; Meschke, G.
2026. Journal of Structural Engineering, 152 (2). doi:10.1061/JSENDH.STENG-14044
Maurin, D.; Audouin, L.; Berti, E.; Coppin, P.; Mauro, M. Di; Doetinchem, P. von; Donato, F.; Evoli, C.; Génolini, Y.; Ghosh, P.; Leya, I.; Losekamm, M. J.; Mariani, S.; Norbury, J. W.; Orusa, L.; Paniccia, M.; Paniccia, M.; Poeschl, T.; Serpico, P. D.; Tykhonov, A.; Unger, M.; Vanstalle, M.; Zhao, M.-J.; Boncioli, D.; Chiosso, M.; Giordano, D.; Gomez Coral, D. M.; Graziani, G.; Lucarelli, C.; Maestro, P.; Mahlein, M.; Morejon, L.; Ocampo-Peleteiro, J.; Oliva, A.; Pierog, T.; Šerkšnytė, L.
2026. Physics Reports, 1161, 1–81. doi:10.1016/j.physrep.2025.11.002
Tërnava, F.
2025, Dezember 23. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189107
Cheng, C.
2021, Juni 29. Universität Potsdam. doi:10.25932/publishup-51012
Hundhausen, M.
2026, Januar 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189105
Garcia Barth, L. A.
2026, Januar 8. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189104
Haaf, N.; Neuwirth, N.
2025, April. 1st GeoLaB Scientific Conference (2025), Potsdam, Deutschland, 9.–11. April 2025
Haaf, N.; Neuwirth, N.; Rudolph, B.
2025, November. Der Geothermiekongress (DGK 2025), Frankfurt am Main, Deutschland, 17.–21. November 2025
Haaf, N.; Tolba Talaat, A.; Pavez, M.; Bauer, F.; Cornejo-Trivino, N.; Schill, E.
2025. European Geothermal Congress 2025
Schill, E.; Haaf, N.
2025, Oktober. European Geothermal Congress (EGC 2025), Zürich, Schweiz, 6.–10. Oktober 2025
Schill, E.; Haaf, N.
2025. European Geothermal Congress 2025
Deon, F.; Lüth, S.; Sass, I.; Giese, R.; Milsch, H.; Hoffert, U.; Grimmer, J. C.; Neuwirth, N.; Haaf, N.; Schüth, C.; Rudolph, B.; Zimmermann, G.
2025. European Geothermal Congress 2025
Kumari, A.; Aghdaee, M.; Van de Voorde, M.; Ojambati, O. S.
2025. 2025 Conference on Lasers and Electro-Optics Europe & European Quantum Electronics Conference (CLEO/Europe-EQEC), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/CLEO/Europe-EQEC65582.2025.11109191
Scholten, O.; Lourens, M.; Buitink, S.; Cummer, S.; Dwyer, J.; Hare, B. M.; Huege, T.; Liu, N.; Mulrey, K.; Nelles, A.; Sterpka, C.; Trinh, T. N. G.; Turekova, P.; ter Veen, S.
2025. Nature Communications, 16 (1), 10572. doi:10.1038/s41467-025-65667-2
Dobson, P.; Mcling, T.; McLing, T.; Spycher, N.; Fleuchaus, P.; Neupane, G.; Doughty, C.; Zhang, Y.; Smith, R.; Atkinson, T.; Jin, W.; Blum, P.; Dinkelman, D.
2025. Energies, 18 (23), 6292. doi:10.3390/en18236292
Dörr, F.; Bauer, J.; Rau, G. C.; Lewi, E.; Hoan, V. T.; Van, L. T. M.; Valois, R.; Steinel, A.; Nestmann, F.; Norra, S.
2026. Journal of Hydrology, 665, Art.Nr: 134674. doi:10.1016/j.jhydrol.2025.134674
Wan, M.; Fei, H.; Liu, H.; Wu, N.-L.; Passerini, S.; Bresser, D.
2026. Journal of Energy Chemistry, 114, 799–807. doi:10.1016/j.jechem.2025.10.052
Antuzevics, A.; Krieke, G.; Cirulis, J.; Rzepna, M.; Gonzalez, M.; Leys, J. M.; Knitter, R.; Zarins, A.
2025. Nuclear Materials and Energy, 45, 102035. doi:10.1016/j.nme.2025.102035
Attallah, A. G.; Cosgun Ergene, A.; Hirschmann, E.; Butterling, M.; Busko, D.; Chauhan, A.; Richards, B. S.; Turshatov, A.
2026. Journal of Materials Chemistry C, 14 (1), 357–371. doi:10.1039/D5TC03342J
Alexandri, G.; Aalbers, M. B.; Bernt, M.; Holm, A.
2026. European Urban and Regional Studies, 33 (1), 3–10. doi:10.1177/09697764251399551
Kronenberger, M. L.; Steinmetz, D.; Appenzeller, A.; Pausch, A.
2025. The Journal of Chemical Physics, 163 (22). doi:10.1063/5.0300324
Liu, Q.; Kembügler, R.; Felipe, F.; Ponnu, J.
2026. Protoplasma, 263 (3), 1067–1073. doi:10.1007/s00709-025-02146-x
Azka, A.
2026. Fusion Engineering and Design, 223, 115553. doi:10.1016/j.fusengdes.2025.115553
Dwivedi, M.; Burk, S.
2024. 112. BiblioCon (2024), Hamburg, Deutschland, 4.–7. Juni 2024
Bäuerle, R.; Nazari, P.; Zimmermann, J.; Melzer, C.; Hernandez-Sosa, G.; Kowalsky, W.
2024. Advanced Sensor Research, 3 (11), 1. doi:10.1002/adsr.202400060
Han, S. M.; Gianola, D. S.; Portela, C. M.; Sebastiani, M.; Kirchlechner, C.
2025. MRS Bulletin, 50 (12), 1505–1518. doi:10.1557/s43577-025-01000-y
Conrad, C.; Schoelkopf, J. T.; Tushteva, N.
2025. Journal of Econometrics, 106148. doi:10.1016/j.jeconom.2025.106148
Fingolo, A. C.; von Coelln, N.; Zerulla, B.; Krstić, M.; Huck, C.; Mayerhöfer, T. G.; Krafft, C.; Tegeder, P.; Rockstuhl, C.; Wöll, C. H.
2026. Advanced Functional Materials, 36 (25), 1. doi:10.1002/adfm.202524088
Wei, M.; Han, J.; Yu, C.; Li, P.; Zhang, X.; Ding, J.; Chen, M.; Li, X.; Yin, G.; Zhang, T.; Zhang, T.; Wang, J.; Théato, P.; Chen, T.
2026. Advanced Materials, 38 (7), 1. doi:10.1002/adma.202517109
Sardroudi, Y. M.; Radi, A.; Haftlang, F.; Kim, H. S.; Yapici, G. G.
2025. Metals and Materials International, 1. doi:10.1007/s12540-025-02080-w
Starsich, F. H. L.; Feye, J.; Niβler R.; André, G. D. S.; Totter, E.; Scheffler, K.; Thieben, F.; Mayr, E.; Franke, J.; Knopp, T.; Herrmann, I. K.
2025. Advanced Sensor Research, 4 (6), 1. doi:10.1002/adsr.202400189
Danchin, R.; Hieber, M.; Mucha, P. B.; Tolksdorf, P.
2025. Memoirs of the American Mathematical Society, 311 (1578), 1. doi:10.1090/memo/1578
Cienfuegos, R.; Catalán, P. A.; Flores, R. P.; Guerra, M.; Lucero, F.; Galaz, J.; Wahls, S.; Díaz, P.; Gómez, R.; Esparza, C.
2025. Physical Review Research, 7 (4), 043129. doi:10.1103/9zhq-j1sj
Sax, C.; Dreisbach, M.; Kriegseis, J.
2025. Physical Review Applied, 24 (4), 044083. doi:10.1103/7kc3-7yyh
Hauck, M.; Målqvist, A.; Rupp, A.
2025. ESAIM: Mathematical Modelling and Numerical Analysis, 59 (6), 3107–3130. doi:10.1051/m2an/2025085
Voshtani, S.; Jones, D. B. A.; Wunch, D.; Pendergrass, D. C.; Wennberg, P. O.; Pollard, D. F.; Morino, I.; Ohyama, H.; Deutscher, N. M.; Hase, F.; Sussmann, R.; Weidmann Dr., D.; Weidmann, D.; Kivi, R.; García, O.; Té, Y.; Chen, J.; Anderson, K.; Stevens, R.; Kondragunta, S.; Zhu, A.; Worthy, D.; Racki, S.; McKain, K.; Makarova, M. V.; Jones, N.; Mahieu, E.; Cadena-Caicedo, A.; Cristofanelli, P.; Labuschagne, C.; Kozlova, E. A.; Seitz, T.; Steinbacher, M.; Mahdi, R.; Murata, I.
2025. Atmospheric Chemistry and Physics, 25 (21), 15527–15565. doi:10.5194/acp-25-15527-2025
Papalambros, P. Y.; Gero, J.; Maier, A.; Maier, A. M.; Cagan, J.; Ahmed-Kristensen, S.; Albers, A.; April, K.; Blessing, L.; Boujut, J.-F.; Cantamessa, M.; Cascini, G.; Chakrabarti, A.; Chen, L.-L.; Clarkson, P. J.; Jiao, R.; Eckert, C. M.; Feinberg, F.; Gericke, K.; Hanna, S.; Holtta-Otto, K.; Jankovic, M.; Jin, Y.; Kleinsmann, M.; Knight, T. W.; Le Masson, P.; Lewis, K. E.; Linsey, J. S.; Luo, J.; McMahon, C. A.; McMahon, C.; Nagai, Y.; Pigosso, D.; Reich, Y.; Reid, T. N.; Seepersad, C. C.; Seifert, C. M.; Seifert, C.; Shealy, T.; Summers, J.; Vermaas, P.; Wartzack, S.; Yang, M.
2025. Design Science, 11, e48. doi:10.1017/dsj.2025.10026
Rönspies, M.; Khosravi, S.; Helia, O.; Valisi, A.; Fajkus, J.; Fojtová, M.; Houben, A.; Puchta, H.
2025. Science, 390 (6775), 843–848. doi:10.1126/science.adz8505
Azizzade, M.; Breitschaft, F. A.; Waldvogel, S. R.; Opatz, T.
2025. JACS Au, 5 (11), 5493–5503. doi:10.1021/jacsau.5c00972
Aalto, T. H.; Widder, T.; Goering, E. J.; Nagel, P.; Wissel, K.; Clemens, O.
2025. ACS Applied Energy Materials, 8 (22), 16904–16915. doi:10.1021/acsaem.5c02863
McMichael, C. N. H.; Bush, M. B.; ter Steege, H.; Piperno, D. R.; Gosling, W. D.; Nascimento, M. N.; Lombardo, U.; de Souza Coelho, L.; Leão do Amaral, I.; de Almeida Matos, F. D.; de Andrade Lima Filho, D.; Castilho, C. V.; Wittmann, F. K.; Guevara-Andino, J. E.; Magnusson, W. E.; Salomão, R. P.; Phillips, O. L.; Cardenas Revilla, J. D.; Irume, M. V.; Pires Martins, M.; Fernandez Piedade, M. T.; Ferreira Ramos, J.; Pitman, N. C. A.; Luize, B. G.; Moraes de Leão Novo, E. M.; Núñez Vargas, P.; Sanna Freire Silva, T.; Martins Venticinque, E.; Manzatto, A. G.; Farias Costa Reis, N.; Casula, K. R.; Honorio Coronado, E. N.; Montero, J. C.; Schöngart, J.; Castaño Arboleda, N.; Monteagudo Mendoza, A.; Zartman, C. E.; Vasquez, R.; Mostacedo, B.; Terborgh, J.; Demarchi, L. O.; Assis, R. L. D.; Assis, R. L.; Brilhante de Medeiro, M.; Costa Quaresma, A.; Simon, M. F.; Andrade, A.; Camargo, J. L.; Feldpausch, T. R.; Killeen, T. J.; Laurance, W. F.; Laurance, S. G. W.; Maniguaje Rincón, L.; de Sousa Farias, E.; Nascimento, H. E. M.; Barçante Ladvocat Cintra, B.; Baker, T. R.; Oliveira Feitosa, Y.; Mogollón, H. F.; Araujo-Murakami, A.; Brienen, R.; Lopes, M. A.; Lima Magalhães, J. L.; Lima de Queiroz, H.; Comiskey, J. A.; Marimon, B. S.; Marimon-Junior, B. H.; Damasco, G.; Draper, F. C.; García-Villacorta, R.; Lopes, A.; Vicentini, A.; Cornejo Valverde, F.; Alonso, A.; Dallmeier, F.; Ferreira, L. V.; Gomes, V. H. F.; P. de Aguiar, D. P.; Carvalho, F. A.; Gribel, R.; Petratti Pansonato, M.; Aymard C., G. A.; Fine, P. V. A.; Licona, J. C.; Villa Zegarra, B. E.; Vos, V. A.; Arroyo, L.; Cerón, C.; Silveira, M.; Stropp, J.; Daly, D.; Milliken, W.; Pardo Molina, G.; Ríos Paredes, M.; Barlow, J.; Berenguer, E.; Dantas do Amaral, D.; Ferreira, J.; Jimenez, E. M.; Klitgaard, B.; Mora, M. C. P.; Peres, C. A.; Stevenson, P. R.; Dexter, K. G.; Di Fiore, A.; Huamantupa-Chuquimaco, I.; Marcelo Pena, J. L.; Pennington, T.; de Oliveira Pereira, L.; Phillips, J. F.; Rivas-Torres, G.; Hildebrand, P. von; Costa Noronha, J.; Marques Barbosa, E.; Rodrigues Barbosa, F.; de Matos Bonates, L. C.; de Sá Carpandeo, R.; Dávila Doza, H. P.; Fuentes, A.; Zárate Gómez, R.; Gonzales, T.; Gallardo Gonzales, G. P.; Malhi, Y.; de Andrade Miranda, I. P.; Mozombite Pinto, L. F.; Prieto, A.; Rodrigues, D. de J.; Rudas, A.; Tello, J. S.; Vela, C. I. A.; Albuquerque, B. W.; Cano, A.; Holmgren, M.; Trindade Nascimento, M.; Oliveira, A. A.; Rocha, M.; Ruschel, A. R.; Vizoni Scudeller, V.; Sierra, R.; Silman, M. R.; Silva, N.; Tirado, M.; Umaña, M. N.; Vriesendorp, C.; Baider, C.; Balslev, H.; Linares-Palomino, R.; Mendoza, C.; Mesones, I.; Parada, G. A.; Alexiades, M. N.; Farfan-Rios, W.; Garcia-Cabrera, K.; Palacios Cuenca, W.; Pansini, S.; Pauletto, D.; Ramirez Arevalo, F.; Sampaio, A. F.; Valderrama Sandoval, E. H.; Valenzuela Gamarra, L.; Veiga Carim, M. de J.; da Silva Guimarães, J. R.; Pipoly, J. J. 3.; Coelho de Souza, F.; Carneiro Guedes, M.; de Toledo, J. J.; Campelo, W.; Henkel, T. W.; Molino, J. F.; Molino, J.-F.; Barbosa Pedrosa Costa, J.; Guimarães Vieira, I. C.; Sabatier, D.; Duque, Á. J.; Duque, A.; Zuleta, D.; Trindade, T.; Tamanaha, E. K.; de Almeida, F. O.
2025. Proceedings of the National Academy of Sciences of the United States of America, 122 (47), e2514040122. doi:10.1073/pnas.2514040122
Pfeifer, N.; Mom, B.; Moisseev, D.; Hartmann, S.; Meusel, J.; Hoose, C.; Maahn, M.
2025. Communications Earth and Environment, 6 (1), 942. doi:10.1038/s43247-025-02953-3
Berger, F.; Brunzema, I.; Rao, S.; Vondung, F.; Hachenberger, P.; Schlomann, B.
2025. Energy Efficiency, 18 (8), 105. doi:10.1007/s12053-025-10397-z
Bytyqi, H.; Mujdeci, G. N.; Ekici, E.; Ozturk, A. B.; Celik Madenli, E.; Kumar, G.
2025. Energy Nexus, 20, 100543. doi:10.1016/j.nexus.2025.100543
Röttgen, H.; Theurer, L.; Peccerella, T.; Sandu, K.; Weiss, J.; Burhenne, J.; Neoptolemos, J. P.; Köberle, B.; Theile, D.
2026. Oncology Reports, 55 (1), 1–11. doi:10.3892/or.2025.9027
Dolzhenkov, E. A.; Dolzhenkov, E. A.; Yudina, T. A.; Ryzhov, N. I.; Tomashchik, D. Y.; Kiselev, A. E.; Dolganov, K. S.; Stuckert, J.
2026. Measurement: Journal of the International Measurement Confederation, 260, 119799. doi:10.1016/j.measurement.2025.119799
Davies, J.; Schönwald, K.; Steinhauser, M.; Stremmer, D.
2026. Computer Physics Communications, 320, 109933. doi:10.1016/j.cpc.2025.109933
Robbins, S. A.; Blundell, I.
2026. Minds and Machines, 36 (1), 2. doi:10.1007/s11023-025-09757-6
Pagung, R.; Rosière, C. A.; Zeh, A.; Novo, T. A.
2026. Gondwana Research, 151, 109–130. doi:10.1016/j.gr.2025.10.018
Dwivedi, M.
2024. Opening collaboration for community-driven scholarly communication (OPERAS 2024), Zadar, Kroatien, 24.–26. April 2024. doi:10.5281/zenodo.12605710
Hao, S.; Lv, Y.; Zhang, Y.; Liu, S.; Tan, Z.; Liu, W.; Xia, Y.; Yin, W.; Liao, Y.; Ji, H.; Kong, Y.; Shao, Y.; Huang, Y.; Yuan, L.
2025. Energy & Environmental Science, 18 (8), 3750–3760. doi:10.1039/d5ee00641d
Vozniak, I.; Kulagin, R.; Beloshenko, V.; Hosseinnezhad, R.; Rozanski, A.; Galeski, A.; Merouani, S.-R.; Savchenko, B.
2025. Industrial & Engineering Chemistry Research, 64 (15), 7739–7750. doi:10.1021/acs.iecr.5c00328
Buchalla, G.; Capozi, M.; Celis, A.; Heinrich, G.; Scyboz, L.
2025. Journal of High Energy Physics, 2025 (6), 94. doi:10.1007/JHEP06(2025)094
Grimmer, P.; Barz, J.; Haupt, M.; Oehr, C.; Hirth, T.
2025. Surfaces and Interfaces, 60, 106019. doi:10.1016/j.surfin.2025.106019
Aparicio-Huacarpuma, B. D.; Pereira, M. L.; Piotrowski, M. J.; Rêgo, C. R. C.; Guedes-Sobrinho, D.; Ribeiro, L. A.; Dias, A. C.
2025. Nanoscale, 17 (21), 13298–13310. doi:10.1039/d4nr05505e
Moschner, R.; Gerle, M.; Danner, T.; Simanjuntak, E. K.; Michalowski, P.; Latz, A.; Nojabaee, M.; Kwade, A.; Friedrich, K. A.
2025. Advanced Science, 12 (15). doi:10.1002/advs.202415436
Paksoy, A. I.; Bobadilla, L. F.; Blay-Roger, R.; Merkouri, L.-P.; López-Flores, V.; Coppex, C.; Jelic, J.; Studt, F.; Ramirez Reina, T.; Odriozola, J. A.; Duyar, M. S.
2025. Chemical Engineering Journal, 520, 164122. doi:10.1016/j.cej.2025.164122
Botti, A. M.; Goos, I. A.; Perlin, M.; Pierog, T.
2025. Journal of Cosmology and Astroparticle Physics, 2025 (01), 119. doi:10.1088/1475-7516/2025/01/119
Martinelli, S.; Huege, T.; Ravignani, D.; Schoorlemmer, H.
2025. Astroparticle Physics, 168, 103091. doi:10.1016/j.astropartphys.2025.103091
Ebner, B.; Fischer, A.; Gaunt, R. E.; Picker, B.; Swan, Y.
2025. Scandinavian Journal of Statistics, 52 (4), 1594–1624. doi:10.1111/sjos.70003
Wang, M.; Jiang, X.; Sun, H.; Shu, R.; Zou, M.; Jiao, Y.; Wu, Z.; Yang, L.
2025. Composites Part A: Applied Science and Manufacturing, 199, 109255. doi:10.1016/j.compositesa.2025.109255
Vidyakina, A. A.; Silonov, S. A.; Ivanov, A. Y.; Shpakova, E. A.; Kim, M. D.; Podolskaya, E. P.; Gladchuk, A. S.; Balova, I. A.; Bräse, S.; Danilkina, N. A.
2025. Journal of Materials Chemistry B, 13 (34), 10525–10535. doi:10.1039/d5tb00885a
Hong, F.-F.; Zhou, X.; Liu, H.; Feng, G.-L.; Liu, X.-H.; Zhang, H.; Fan, W.-F.; Zhang, B.; Zuo, M.-H.; Xing, W.-Y.; Zhang, P.; Xiang, W.
2025. Rare Metals, 44 (5), 2997–3007. doi:10.1007/s12598-024-03196-5
Scheiger, C.; Pöhls, J. F.; Mostaghimi, M.; Pilz, L.; Kozlowska, M.; Liu, Y.; Heinke, L.; Bufon, C. C. B.; Weitz, R. T.; Wenzel, W.; Wöll, C.
2025. Materials Horizons, 12 (16), 6189–6194. doi:10.1039/d5mh00813a
Groenewold, J.; Mai, D.; Stamer, F.; Lanza, G.
2026. doi:10.5445/IR/1000189041
Müller, P.; Fellhauer, D.; Schild, D.; Dardenne, K.; Rothe, J.; Altmaier, M.; Gaona, X.; Geckeis, H.
2024, Oktober 10. ATAS-AnXAS 2024 - 2nd Joint Workshop - 6th International Workshop on Advanced Techniques in Actinide Spectroscopy - 10th International Workshop on Speciation, Techniques and Faculties for Radioactive Material at Synchrotron Light Sources (ATAS-AnXAS 2024), Karlsruhe, Deutschland, 7.–11. Oktober 2024
Liu, Y.; Guilherme Buzanich, A.; Montoro, L. A.; Liu, H.; Liu, Y.; Emmerling, F.; Russo, P. A.; Pinna, N.
2025. Nature Communications, 16 (1), 6507. doi:10.1038/s41467-025-61646-9
Müller, P.; David, F.; Dieter, S.; Marcus, A.; Xavier, G.; Horst, G.
2024, November 7. Jahrestagung der Fachgruppe Nuklearchemie (2024), Karlsruhe, Deutschland, 5.–7. November 2024
Scheifinger, M.; Busch, K.; Hochbruck, M.; Lasser, C.
2025. Journal of Computational Physics, 541, 114349. doi:10.1016/j.jcp.2025.114349
Müller, P.; David, F.; Dieter, S.; Marcus, A.; Xavier, G.; Horst, G.
2024, September 12. Plutonium Futures - The Science (2024), Charleston, SC, USA, 8.–12. September 2024
Almora, O.; Alvarez, A. O.; Baran, D.; Cabrera, C. I.; Castriotta, L. A.; Ehrler, B.; Erten-Ela, S.; Fukuda, K.; Guo, F.; Hauch, J.; Ho-Baillie, A. W. Y.; Jacobsson, T. J.; Janssen, R. A. J.; Kirchartz, T.; Loi, M. A.; Lunt, R. R.; Mathew, X.; Min, J.; Mitzi, D. B.; Nazeeruddin, M. K.; Nogueira, A. F.; Paetzold, U. W.; Park, N.-G.; Rand, B. P.; Snaith, H.; Someya, T.; Sprau, C.; Sun, L.; Forberich, K.; Brabec, C. J.
2026. Advanced Energy Materials. doi:10.1002/aenm.202505525
Pehlivan, J.; Beyreuther, E.; Horst, F.; Nasse, M. J.; Pawelke, J.; Leichtle, D.; Jaekel, O.; Holzapfel, B.
2026. Physics in Medicine & Biology, 71 (1), 015016. doi:10.1088/1361-6560/ae2db6
Rusli, O.; Mun, H.; Neumaier, M.; Bakels, S.; Hes, K.; Lloyd Williams, O. H.; Rijs, A. M.; Ho, J.; Rijs, N. J.
2025. Chemical Communications, 61 (94), 18621–18624. doi:10.1039/d5cc04906g
Arnesson, H.; Olympios, A. V.; Harraz, A. A.; Xu, J.
2025. Energy, 331, 136563. doi:10.1016/j.energy.2025.136563
Yang, X.; Zhang, Y.; Zhao, T.; Shi, Y.; Yang, D.; Jin, X.
2025. Surfaces and Interfaces, 73, 107511. doi:10.1016/j.surfin.2025.107511
Košťál, M.; Zmeškal, M.; Czakoj, T.; Rodriguez, J. J. G.; Viebach, M.; Knospe, A.; Melzer, V.; Weichel, S.; Lange, C.; Hurtado, A.; Losa, E.; Šimon, J.; Simakov, S.; Schulc, M.; Novák, E.; Peltan, T.; Matěj, Z.; Capote, R.
2025. Annals of Nuclear Energy, 224, 111741. doi:10.1016/j.anucene.2025.111741
Goffing, C.; Keintzel, J.; Müller, A.-S.; Reißig, M.; Zimmermann, F.
2025, Mai 20. FCC week (2025), Wien, Österreich, 19.–23. Mai 2025
Goffing, C.; Keintzel, J.
2025, Oktober 10. 10th Low Emittance Rings Workshop (2025), Hamburg, Deutschland, 8.–10. Oktober 2025
Xu, C.; Hua, W.; Feng, G.; Chen, Z.; Xiao, R.; Zhang, Q.; Yang, W.; Yang, C.; Zhao, J.; Hu, Y.-S.
2025. Angewandte Chemie International Edition, 64 (22). doi:10.1002/anie.202502758
Rosanu, M. N.; Fati, F.; De Vitis, L. A.; Schivardi, G.; Ribero, L.; Aletti, G. D.; Traversa, A.; Veraldi, R.; Zaffino, P.; Cosentino, C.; Spadea, M. F.; De Momi, E.; Multinu, F.
2025. Journal of Clinical Oncology, 43 (16_suppl). doi:10.1200/JCO.2025.43.16_suppl.e13701
Goffing, C.; Blomley, E.; Keintzel, J.; Mochihashi, A.; Müller, A.-S.; Schreiber, P.; Schuh, M.; Steinmann, J. L.; Zimmermann, F.
2025. Journal of Physics: Conference Series, 3094 (1), Art.-Nr.: 012041. doi:10.1088/1742-6596/3094/1/012041
Martínez-Muñoz, I.; Mahdavi, A.; Berger, C.; Pan, J.; Mino-Rodriguez, I.
2025. Architectural Engineering and Design Management, 1–18. doi:10.1080/17452007.2025.2527422
Shelyug, A.; Pauna, H.; Springer, H.; Souza Filho, I. R.
2025. Metallurgical and Materials Transactions B, 56 (5), 5232–5245. doi:10.1007/s11663-025-03698-2
Shin, H. seop; Diaz, M. A. E.; Osamura, K.; Zhao, Y.; Zhang, Y.; Falorio, I.; Bagrets, N.; Zhang, X.-Y.
2025. Superconductor Science and Technology, 38 (6), 065001. doi:10.1088/1361-6668/add423
Gunnink, P. M.; Ludwig, T.; Shnirman, A.; Duine, R. A.
2025. Physical Review B, 111 (21), 214425. doi:10.1103/cm5p-w91v
Valero, D.; Belay, B. S.; Moreno-Rodenas, A.; Kramer, M.; Franca, M. J.
2025. Water Research, 281, 123520. doi:10.1016/j.watres.2025.123520
Marković, S. B.; Hao, Q.; Ludwig, P.; Zeeden, C.; Perić, Z. M.; Mihailović, D.; Radović, P.; Roksandić, M.; Lindal, J.; Krsmanović, P.; Baykal, Y.; Vandenberghe, J.; Bosnić, M. G.; Soreghan, G.; Marković, R. S.; Cai, B.; Li, M.; Moska, P.; Lukić, T.; Timar-Gabor, A.; Gavrilov, M. B.; Sipos, G.
2026. CATENA, 263, Art.-Nr.: 109732. doi:10.1016/j.catena.2025.109732
Qu, Z.; Gomm, D.; Färber, M.
2025. Proceedings of the 42nd International Conference on Machine Learning (ICML), Vancouver Convention Center, Sun. July 13th through Sat. July 19th. Ed.: N. Lawrence., 50762–50785, Machine Learning Research Press (ML Research Press)
Testa, A.; Hauberg, S.; Asfour, T.; Rozo, L.
2025. Proceedings of the 42nd International Conference on Machine Learning ICML, Vancouver, Canada, 59259–59284, Machine Learning Research Press (ML Research Press)
Viliuga, V.; Seute, L.; Wolf, N.; Wagner, S.; Elofsson, A.; Stühmer, J.; Gräter, F.
2025. Proceedings of the 42nd International Conference on Machine Learning, Vancouver, Canada, 13th-19th July 2025, 61513–61533, Machine Learning Research Press (ML Research Press)
Mosbach, M.; Ewertz, J. N.; Villar-Corrales, A.; Behnke, S.
2025. Proceedings of the 42nd International Conference on Machine Learning (ICML), Vancouver Convention Center, Sun. July 13th through Sat. July 19th. Ed.: N. Lawrence., 44911–44935, Machine Learning Research Press (ML Research Press)
Garg, H.; Klingmann, J.; Nogenmyr, K.; Marin, A. P.; Stroh, A.; Kuwata, Y.
2025. Proceeding of THMT-25 Turbulence, Heat and Mass Transfer 11, 21-25 July 2025, Tokyo, Japan, 5, Begellhouse. doi:10.1615/THMT-25.1230
Chen, Y.; Peng, K.; Roitberg, A.; Schneider, D.; Zhang, J.; Zheng, J.; Chen, Y.; Liu, R.; Yang, K.; Stiefelhagen, R.
2025. 2025 International Joint Conference on Neural Networks (IJCNN), Rom, 30th June-5th July 2025, 1–9, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IJCNN64981.2025.11228855
Koch, M.
2025. SC’ 25: Proceedings of the International Conference for High Performance Computing, Networking, Storage and Analysis, 2318, Association for Computing Machinery (ACM). doi:10.1145/3712285.3769447
Sánchez, G.; Lundqvist, A.
2025, November 19. 32nd ACM SIGSAC Conference on Computer and Communications Security (CCS 2025), Taipeh, Taiwan, 13.–17. Oktober 2025. doi:10.1145/3719027.3760713
Krausse, J.; Neher, M.; Knobloch, K.; Becker, J. E.
2025. ICONS ’25: Proceedings of the International Conference on Neuromorphic Systems, 82–88, Association for Computing Machinery (ACM). doi:10.1109/ICONS69015.2025.00022
Vasilache, A.; Nitzsche, S.; Kneidl, C.; Tekneyan, M.; Neher, M.; Becker, J. E.
2025. ICONS ’25: Proceedings of the International Conference on Neuromorphic Systems. Ed.: C. Schuman,P. Date, M. Parsa, E. Donati, 174–181, Association for Computing Machinery (ACM). doi:10.1109/ICONS69015.2025.00034
Gamba, D.; Vahsen, M. L.; Maxwell, T. M.; Pirtel, N.; Romero, S.; Ee, J. J. van; Penn, A.; Das, A.; Ben-Zeev, R.; Baughman, O.; Blaney, C. S.; Bodkins, R.; Budha-Magar, S.; Copeland, S. M.; Davis-Foust, S. L.; Diamond, A.; Donnelly, R. C.; Dunwiddie, P. W.; Ensing, D. J.; Everest, T. A.; Hoitink, H.; Holdrege, M. C.; Hufbauer, R. A.; Juzėnas, S.; Kalwij, J. M.; Kashirina, E.; Kim, S.; Klisz, M.; Klyueva, A.; Langeveld, M.; Lutfy, S.; Martin, D.; Merkord, C. L.; Morgan, J. W.; Nagy, D. U.; Ott, J. P.; Puchalka, R.; Pyle, L. A.; Rasran, L.; Rector, B. G.; Rosche, C.; Sadykova, M.; Shriver, R. K.; Stanislavschi, A.; Starzomski, B. M.; Stone, R. L.; Turner, K. G.; Urza, A. K.; VanWallendael, A.; Wegenschimmel, C.-A.; Zweck, J.; Brown, C. S.; Leger, E. A.; Blumenthal, D. M.; Germino, M. J.; Porensky, L. M.; Hooten, M. B.; Adler, P. B.; Lasky, J. R.
2025. Nature Communications, 16 (1), 10203. doi:10.1038/s41467-025-64799-9
Carroy, P.; Vásquez, P.; Esparza, R.; Nguyen, N.; Benayad, A.; De Vito, E.; Häberle, P.; Matheron, M.; Del Campo, V.; Muñoz, D.
2025. ACS Applied Materials & Interfaces, 17 (23), 33857–33868. doi:10.1021/acsami.5c02362
Luo, Z.-W.; Ji, H.; Jin, X.; Song, J.; Yu, Z.-Q.; Duan, P.; Zhao, T.
2025. Nature Communications, 16 (1), Art.-Nr.: 9960. doi:10.1038/s41467-025-64953-3
Conrad, C.; Engle, R. F.
2025. Journal of Applied Econometrics, 40 (4), 438–454. doi:10.1002/jae.3118
Bezzaoui, I.; Jarvers, L.; Weinhardt, C.; Fegert, J.
2025. ICIS 2025 Proceedings, 17 S., AIS Electronic Library (AISeL)
Dash, K.; Vikram, R. J.; Wilde, G.; Phanikumar, G.
2026. Materials Chemistry and Physics, 348, 131520. doi:10.1016/j.matchemphys.2025.131520
Olfermann, R.; Ebner-Priemer, U.; Reichert, M.; Giurgiu, M.
2025. (F. Bertozzi, Hrsg.) PLOS One, 20 (12), e0337897. doi:10.1371/journal.pone.0337897
Chen, X.; He, Q.; Liu, Y.; Hu, Y.; Chen, J.; Duan, D.; Su, J.; Tong, L.; Zhang, C.; Zhao, Y.
2025. Journal of Materials Chemistry A, 13 (21), 15999–16007. doi:10.1039/d5ta01313e
Huang, G.; Wu, Y.; Li, Y.; Du, S.; Liu, Q.; Li, M.; Zhang, D.; Jiang, Z.; Zhong, S.; Lu, S.; Tao, L.; Wang, S.
2025. Advanced Functional Materials, 35 (12). doi:10.1002/adfm.202415358
Petz, D.; Mühlbauer, M. J.; Baran, V.; Kornmeier, J. R.; Schökel, A.; Pirling, T.; Müller-Buschbaum, P.; Senyshyn, A.
2025. Journal of Energy Storage, 115, 115911. doi:10.1016/j.est.2025.115911
Naik, A. K.; Kallien, G.; Schell, G.; Patel, M.; Laha, T.; Roy, S.
2025. Journal of Alloys and Compounds, 1036, 182159. doi:10.1016/j.jallcom.2025.182159
Einhaus, U.
2025, Dezember 1. Experimental Physics and Astro-Particle Physics Seminar (2025), Zürich, Schweiz, 1. Dezember 2025
Heyen, L. H.; Giacalone, G.; Floerchinger, S.
2025. Physical Review C, 112 (1), 014003. doi:10.1103/fx1y-37hq
Shahi, N. K.; Zolina, O.; Gulev, S. K.
2025. Journal of Hydrometeorology, 26 (2), 221–238. doi:10.1175/JHM-D-24-0035.1
Einhaus, U.
2025, Oktober. 25th International Workshop on Future Linear Colliders (LCWS 2025), Valencia, Spanien, 20.–24. Oktober 2025
Zhang, Z.; Yuan, L.; Jiang, Y.; Hassan, Z.; Wei, B.; Wu, P.; Bräse, S.; Zheng, Y.-X.; Wang, Z.
2026. Science China Chemistry, 69 (2), 791–798. doi:10.1007/s11426-025-2800-5
Speicher, L. M.
2026, Januar 8. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000189018
Häcker, J.; Rommel, T.; Lange, P.; Kampmann, F.; Remmlinger, J.; Zhao-Karger, Z.; Friedrich, K. A.; Nojabaee, M.
2025. Journal of Magnesium and Alloys, 13 (6), 2680–2698. doi:10.1016/j.jma.2025.04.001
Einhaus, U.; Dudar, B.
2025, Oktober 23. 25th International Workshop on Future Linear Colliders (LCWS 2025), Valencia, Spanien, 20.–24. Oktober 2025
Häcker, J.; Rommel, T.; Rademacher, L.; Riedel, S.; Zhao-Karger, Z.; Blázquez, J. A.; Friedrich, K. A.; Nojabaee, M.
2025. Advanced Science, 12 (33). doi:10.1002/advs.202506498
Ram, P.; Beckmann, D.; Danneau, R.; Belzig, W.
2025. Physical Review B, 112 (21), 214508. doi:10.1103/2p7b-2hc2
Einhaus, U.
2025, Oktober 15. 2nd CALO5D Face to Face Meeting (2025), Bonn, Deutschland, 15. Oktober 2025
Fage, A. M.; Backhaus, C. A.; Becker, W.; Lorenz, G.; Lorenz, A.; Rebner, K.; Henning, F.
2025. Polymer Testing, 150, 108925. doi:10.1016/j.polymertesting.2025.108925
Einhaus, U.; Schäuble, K.; Kieseler, J.; Brusamolino, A.; Garcia, D.; Riemer, F.; Long, K.; Zehetner, P.; Qasim, R.
2025, September 8. 23rd International Workshop on Advanced Computing and Analysis Techniques in Physics Research (ACAT 2025), Hamburg, Deutschland, 8.–12. September 2025
Sadeghnejad, S.; Hupfer, S.; Pingel, J.; Lanyon, B.; Schneeberger, R.; Blechschmidt, I.; Alonso, U.; Hauser, W.; Kraft, S.; Geckeis, H.; Schäfer, T.
2025. Applied Clay Science, 276, 107915. doi:10.1016/j.clay.2025.107915
Moser, M.; Vasilița, C.; Haas-Renninger, M.; Pirvu, E.; Haas, M.; Krogmann, L.
2025. Biodiversity Data Journal, 13. doi:10.3897/BDJ.13.e159561
Giroto, L.; Long, X.; Karle, C.; Erdem, U. U.; Jeong, T.; Bekker, E.; Li, Y.; Zwick, T.; Nuss, B.
2025. IEEE Transactions on Radar Systems. doi:10.1109/TRS.2025.3645386
Augustin, H.; Dittmann, L.; Huth, L.; Immig, D. M.; Kolb, R.; Perić, I.; Schöning, A.; Sefkow, F.; Stanitzki, M.; Weinläder, B.; Wintle, A.
2025. Journal of Instrumentation, 20 (06), C06071. doi:10.1088/1748-0221/20/06/C06071
Nieto, N.; Mancini, M.; Lopez-Urionabarrenechea, A.; Axmann, P.; Wolfahrt-Mehrens, M.; Iturrondobeitia, M.; Palomares, V.; Rojo, T.
2025. Batteries & Supercaps, 8 (12). doi:10.1002/batt.202500252
Leuthold, J.; Gerolymatou, E.; Triantafyllidis, T.
2025. Journal of Geophysical Research: Solid Earth, 130 (5). doi:10.1029/2024JB030075
Yan, J.; Zhao, L.; Nie, Z.; Chen, S.
2025. Energy and Buildings, 347, 116336. doi:10.1016/j.enbuild.2025.116336
Dimitriadi, C.; Einhaus, U.
2025, Juni. Open Symposium on the European Strategy for Particle Physics (2025), Venedig, Italien, 23.–27. Juni 2025
Lüchinger, R.; Haase, M.; Baumann, M.; Walter, H.; Worlitschek, J.
2025. Elsevier B.V. doi:10.2139/ssrn.5418932
Cardy, C.; Schmitz, B.; Plötner, O.; Habel, J.
2026. International Marketing Review, 43 (2), 338–369. doi:10.1108/IMR-12-2024-0517
Stümpert, V.; Klekotko, A.; Perro, A.; Sigaud, C. G.; Montesinos, D. H.; Martina, F.; Vichoudis, P.; Baron, S.; Biereigel, S.
2025. Journal of Instrumentation, 20 (02), C02024. doi:10.1088/1748-0221/20/02/C02024
Lüchinger, R.; Haase, M.; Baumann, M.; Walter, H.; Worlitschek, J.
2025. Elsevier B.V. doi:10.2139/ssrn.5398356
Büscher, C.; Gazos, A.
2025. 49. Treffen des Runden Tisches - Bundesamt für Migration und Flüchtlinge (BAMF) (2025), Nürnberg, Deutschland, 4. Dezember 2025
Álvarez, I.; Anguiano, M.; Mota, F.; Hernández, R.; Sosa, D.; Moro, F.; Noce, S.; Qiu, Y.; Park, J. H.; Arbeiter, F.; Palermo, I.
2025. Nuclear Fusion, 65 (2), 026058. doi:10.1088/1741-4326/ada6da
Ziegler, D.; Buck, L.; Scherf, K. A.; Popper, L.; Schaum, A.; Hitzmann, B.
2026. Food Analytical Methods, 19 (1), 48. doi:10.1007/s12161-025-02931-7
Mansuroglu, M.
2025, Dezember 18. Verlag Karl Alber
Chien, A. A.; Schmeck, H.
2025. Communications of the ACM, 68 (7), 42–44. doi:10.1145/3735631
Cossel, M. von; Hieber, C.; Iqbal, Y.; Berwanger, E.; Lebendig, F.; Müller, M.; Jablonowski, N. D.
2025. Advanced Sustainable Systems, Art.-Nr.: e01001. doi:10.1002/adsu.202501001
von Heßberg, A.; Knispel de Acosta, S.; Möller, B.; De Giuli, M.; Jentsch, A.
2026. Restoration Ecology, 34 (1). doi:10.1111/rec.70220
Ghausi, S. A.; McColl, K.; Zehe, E.; Kleidon, A.
2025. Geophysical Research Letters, 52 (14). doi:10.1029/2024GL113595
Shen, D.; Yang, J.; Shi, Z.; Wang, J.
2025. Water Resources Management, 39 (15), 8055–8069. doi:10.1007/s11269-025-04329-w
Muench, M.; Gholizadeh, R.; Park, M.- heom; Tsuji, N.; Peterlechner, M.; Eggeler, Y. M.; Riedel, J. L.; Eusterholz, M. K.; Heilmaier, M.; Kauffmann, A.
2025. Journal of Materials Research and Technology, 39, 8984–8993. doi:10.1016/j.jmrt.2025.11.194
Douzi, A.; Slimi, S.; Madirov, E.; Serres, J. M.; Solé, R. M.; Ben Salem, E.; Turshatov, A.; Richards, B. S.; Mateos, X.
2025. RSC Advances, 15 (25), 19623–19639. doi:10.1039/d5ra01912e
Bajpai, J.; Dona, D.; Nitsche, M.
2025. Groups, Geometry, and Dynamics. doi:10.4171/ggd/940
Maurer, K.; Unger, D.; Behe, M.; Knecht, A.; von Schoeler, K.; Fleischmann, A.; Gastaldo, L.; Benešová-Schäfer, M.; Vitova, T.; Wängler, C.; Enss, C.; Schacherl, B.
2025, Mai 15. 26th International Symposium on Radiopharmaceutical Sciences (iSRS 2025), Gold Coast, Australien, 11.–15. Mai 2025
Jin, W.; Liu, H.; Wu, X.; Théato, P.; Huang, X.; Li, Y.
2025. ChemSusChem, 18 (16). doi:10.1002/cssc.202500733
Yu, X.; Rabiee, H.; Dutta, A.; Li, Y.; Szakály, Z.; Vesztergom, S.; Warmuth, L.; Rieder, A.; Broekmann, P.
2025. Journal of the American Chemical Society, 147 (45), 41481–41491. doi:10.1021/jacs.5c11708
Fontes, D.; Szafron, R.
2025. arxiv. doi:10.5445/IR/1000188957
de Vito, A. F., Jr.; Leonardi, F.; Ackermann, M.
2026. Multibody System Dynamics, 66 (4), 1009–1032. doi:10.1007/s11044-025-10089-7
Liu, X.; Dong, X.; Passerini, S.; Wu, Y.
2025. Joule, 9 (10), 102143. doi:10.1016/j.joule.2025.102143
Fontes, D.; Szafron, R.
2025. Journal of High Energy Physics, 2025 (11), 166. doi:10.1007/JHEP11(2025)166
Liu, H.; Li, Y.; Hiraoka, T.; Wada, T.
2026. IEEE Transactions on Intelligent Transportation Systems, 27 (2), 1921–1936. doi:10.1109/TITS.2025.3632788
Breitschaft, F. A.; Saak, A. L.; Krumbiegel, C.; Bartolomeu, A. de A.; Weyhermüller, T.; Waldvogel, S. R.
2025. Organic Letters, 27 (5), 1210–1215. doi:10.1021/acs.orglett.4c04746
Ludwig, K.; Müller, P.; Nikolajevic, N.; Grote, A.
2025. Information, Communication & Society, 28 (13), 2321–2340. doi:10.1080/1369118X.2024.2435998
El Kurdi, A.; Kaeser, G.; Scheerer, P.; Hoffmann, D.; Akkus, E.; Elstner, M.; Krauß, N.; Lamparter, T.
2025. FEBS Letters, 599 (6), 848–865. doi:10.1002/1873-3468.15102
Lumpp, T.; Hijazi, H.; Brugière, S.; Stößer, S.; Pflieger, D.; Hartwig, A.
2025. Toxicology Letters, 411, S115. doi:10.1016/j.toxlet.2025.07.294
Adrover, M.; Babicz, M.; Baudis, L.; Biondi, Y.; Bismark, A.; Capelli, C.; Cimental Chávez, A. P.; Cuenca-García, J. J.; Galloway, M.; Girard, F.; Jörg, F.; Ouahada, S.; Peres, R.; Piastra, F.; Rajado Silva, M.; Ramírez García, D.; Wittweg, C.
2025. Journal of Instrumentation, 20 (04), P04013. doi:10.1088/1748-0221/20/04/P04013
Yang, W.; Liu, H.; Guo, F.; Chen, T.; He, F.; Zheng, B.; Qiu, L.; Wan, F.; Zhong, B.; Wu, Z.; Guo, X.
2025. Nano Energy, 143, 111336. doi:10.1016/j.nanoen.2025.111336
Ghosh, D.; Shi, Y.; Zimmermann, I. M.; Holzhauser, K.; von Bergen, M.; Kaster, A.-K.; Spielvogel, S.; Dippold, M. A.; Müller, J. A.; Jehmlich, N.
2025. Cold Spring Harbor Laboratory. doi:10.1101/2025.05.05.651044
Jaiswal, S.; Das, S.; Borah, P. P.; Anand, P.; Métivier, R.; Patra, A.
2025. Advanced Optical Materials, 13 (16). doi:10.1002/adom.202402221
Papadopoulos, N.; Reisacher, E.; Schubert, T.; Hein, S.; Danner, T.; Latz, A.; Kaya, P.; Knoblauch, V.
2025. Batteries & Supercaps, 8 (12). doi:10.1002/batt.202500321
Gyenes, B.; Franke, N.; Scheikl, P. M.; Henrich, P.; Younis, R.; Neumann, G.; Wagner, M.; Mathis-Ullrich, F.
2025. IEEE Robotics and automation letters, 10 (8), 8522–8529. doi:10.1109/LRA.2025.3585357
Magold, T.; Kaster, A.-K.
2025. Single-Cell Omics in Microbiome Research – Exploring Microbial Diversity Across Ecosystems. Ed.: C. Rinke, 105–123, Springer Nature Switzerland. doi:10.1007/978-3-032-07527-7_7
Wüst, S.; Küchelbacher, L.; Trinkl, F.; Bittner, M.
2025. Atmospheric Measurement Techniques, 18 (7), 1591–1607. doi:10.5194/amt-18-1591-2025
Cheng, C.; Busch, B.; Hilgers, C.
2023. 84th EAGE Annual Conference and Exhibition : Vienna, Austria, 5-8 June 2023, 1–5, Curran. doi:10.3997/2214-4609.2023101505
Cheng, C.; Busch, B.; Von Dollen, M.; Dohrmann, A. B.; Krüger, M.; Hilgers, C.
2024. 85th EAGE Annual Conference & Exhibition 2024 : Oslo, Norway, 10-13 June 2024, 1–5, Curran. doi:10.3997/2214-4609.202410381
Cheng, C.; Milsch, H.
2020. Minerals, 10 (8), Art.-Nr.: 657. doi:10.3390/min10080657
Herrmann, J.; Schuster, V.; Cheng, C.; Milsch, H.; Rybacki, E.
2022. Geosciences, 12 (5), Art.-Nr.: 195. doi:10.3390/geosciences12050195
Lu, R.; Cheng, C.; Nagel, T.; Milsch, H.; Yasuhara, H.; Kolditz, O.; Shao, H.
2021. Geomechanics and Geophysics for Geo-Energy and Geo-Resources, 7 (3), Art.-Nr.: 57. doi:10.1007/s40948-021-00247-4
Willems, C. J. L.; Cheng, C.; Watson, S. M.; Minto, J.; Williams, A.; Walls, D.; Milsch, H.; Burnside, N. M.; Westaway, R.
2021. Energies, 14 (14), Art.-Nr.: 4332. doi:10.3390/en14144332
Cheng, C.; Herrmann, J.; Wagner, B.; Leiss, B.; Stammeier, J. A.; Rybacki, E.; Milsch, H.
2021. Geosciences, 11 (11), Art.-Nr.: 443. doi:10.3390/geosciences11110443
Cheng, C.; Milsch, H.
2020. Journal of Geophysical Research: Solid Earth, 125 (9). doi:10.1029/2020JB020122
Soderholm, J.; Kunz, M.; Fischer, J.; Brook, J.; Sgarbossa, D.; Hühn, E.; Scharbach, T.; Mohr, S.
2025, Dezember 1. doi:10.26023/WXWC-M29J-9E0H
Soderholm, J.; Kunz, M.; Fischer, J.; Brook, J.; Sgarbossa, D.; Hühn, E.; Scharbach, T.; Mohr, S.
2025, Dezember 1. doi:10.26023/7GCW-CBKE-3D0X
Chaillou, M.; Bouby, M.; Geckeis, H.; Nivesse, A.-L.; Montavon, G.; Catherine, L.; travis, colin; benalcazar, soraya; mallet, clarisse; lebault, catherine
2024, November 25. 6th International Conference on Radioecology & Environmental Radioactivity (ICRER 2024), Marseille, Frankreich, 24.–29. November 2024
Helmer, M.; Trampert, K.; Baumann, M.; Zimmermann, M.
2025. Carl Ed. Schünemann Verlag. doi:10.60850/BERICHT-F173
Chaillou, M.; Bouby, M.; Geyer, F. W.; Müller, N.; Nivesse, A.-L.; Catherine, L.; Montavon, G.
2025, September 24. 19th International Conference on the Chemistry and Migration Behavior of Actinides and Fission Products in the Geosphere (Migration 2025), New Orleans, LA, USA, 21.–27. September 2025
Chen, Z.; Bouby, M.; Fried, A.; Kuschel, S.; Moisei-Rabung, S.; Kraft, S.; Geckeis, H.
2025, September 23. 19th International Conference on the Chemistry and Migration Behavior of Actinides and Fission Products in the Geosphere (Migration 2025), New Orleans, LA, USA, 21.–27. September 2025
Bouby, M.; Lunz, A.; Geyer, F. W.; Kaplan, U.; Geckeis, H.; Brassines, S.
2025, September 22. 19th International Conference on the Chemistry and Migration Behavior of Actinides and Fission Products in the Geosphere (Migration 2025), New Orleans, LA, USA, 21.–27. September 2025
Peng, H.; Baker, I.; Weiss, K.-P.
2025. Intermetallics, 182, 108777. doi:10.1016/j.intermet.2025.108777
Leichtle, D.; Afanasenko, R.; Bachmann, C.; Cufar, A.; Federici, G.; Franke, T.; Kos, B.; Moscato, I.; Park, J. H.; Pereslavtsev, P.; Valentine, A.
2025. Fusion Science and Technology, 82 (1-2), 311–318. doi:10.1080/15361055.2025.2503680
Sanchez-Espinoza, V. H.; Piluso, P.; Herranz, L. E.
2025. EPJ Nuclear Sciences & Technologies, 11, Art.-Nr.: 75. doi:10.1051/epjn/2025071
Wang, R.; Zhang, Y.; Meyerhenke, H.; Feng, Z.; Maharjan, S.; Zhang, Y.
2025. IEEE Transactions on Services Computing, 18 (4), 2254–2266. doi:10.1109/TSC.2025.3586094
Wang, N.; Shang, K.; Liu, H.; Duan, Y.; Qin, D.
2025. Applied Energy, 384, 125442. doi:10.1016/j.apenergy.2025.125442
Ghule, S.; Korenkov, K. O.; Sharapa, D. I.; Amsharov, K. Y.; Kataev, E. A.; Oshchepkov, A. S.
2025. Chemistry – A European Journal, 31 (24). doi:10.1002/chem.202500773
Soler, T.; Akerboom, E.; Stamatopoulou, P. E.; Sugimoto, H.; Fujii, M.; Fiedler, S.; Polman, A.
2025. ACS Photonics, 12 (8), 4161–4170. doi:10.1021/acsphotonics.5c00173
Bonetti, M.; Rendler, P.; Torres Bobadilla, W. J.
2025. Journal of High Energy Physics, 2025 (7), 24. doi:10.1007/JHEP07(2025)024
Andersen, C. R. Y.; Lehmann, S.; Tornberg, M. U.; Maliakkal, C. B.; Jacobsson, D.; Mølhave, K. S.; Dick, K. A.
2025. Nanotechnology, 36 (13), 135601. doi:10.1088/1361-6528/adae17
Guo, D.; Wang, D.; Chen, Y.; Liu, X.; Hu, G.
2025. Journal of Applied Mechanics, 92 (7). doi:10.1115/1.4068253
Kozubek, M.; Kuchelbacher, L.; Chum, J.; Sindelarova, T.; Trinkl, F.; Podolska, K.
2025. Atmospheric Measurement Techniques, 18 (6), 1373–1388. doi:10.5194/amt-18-1373-2025
Danylak, P.
2025, Dezember 17. Karlsruher Institut für Technologie (KIT)
Armleder, J.
2025, Dezember 19. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188911
Abhilash; Satpathi, A.; Harshangkumar, T.; Subramani, T.; Jaisankar, I.; Shahi, N. K.
2025. Atmosphere, 16 (3), 301. doi:10.3390/atmos16030301
Günther, H.; Weigend, F.; Xie, X.; Cao, W.; Gao, X.-F.; Wang, X.-B.; Tambornino, F.
2025. Angewandte Chemie International Edition, 64 (31), Art.-Nr.: e202507543. doi:10.1002/anie.202507543
König, T.; Dagan, R.; González-Robles, E.; Herm, M.; Metz, V.; Walschburger, A.; Geckeis, H.
2024. Neutron Resonance Analysis School (2024), Geel, Belgien, 13.–17. Mai 2025
Straumal, B.; Kilmametov, A.; Straumal, A.; Baretzky, B.
2025. Defect and Diffusion Forum, 445, 15–25. doi:10.4028/p-IHcev2
de Santos-Berbel, C.; Zimmermann, M.
2025. Journal of Transportation Engineering, Part A: Systems, 151 (9). doi:10.1061/JTEPBS.TEENG-8852
Rischawy, F.; Briskot, T.; Nitsch, F.; Saleh, D.; Wang, G.; Kluters, S.; Studts, J.; Hubbuch, J.
2026. Computers & Chemical Engineering, 204, 109357. doi:10.1016/j.compchemeng.2025.109357
Lützenkirchen, J.; Monjezi, B. H.; Kosmulski, M.
2025. RSC Advances, 15 (22), 17248–17254. doi:10.1039/d5ra01865j
Nakajima, Y.; Weis, P.; Weigend, F.; Lukanowski, M.; Misaizu, F.; Kappes, M. M.
2025. Physical Chemistry Chemical Physics. doi:10.1039/d5cp03530a
Vasconcelos, C. C.; Ferraz, I. D. K.; Durgante, F. M.; Wittmann, F.; Schöngart, J.; Piedade, M. T. F.; Camargo, J. L. C.; Terra-Araujo, M. H.
2025. Systematic Botany, 50 (1), 55–66. doi:10.1600/036364425X17466502618821
König, T.; Bohnert, E.; González-Robles, E.; Herm, M.; Iglesias-Pérez, L.; Metz, V.; Walschburger, A.; Geckeis, H.
2023. Safety of Nuclear Waste Disposal, 2, 153–154. doi:10.5194/sand-2-153-2023
Heizmann, M.; Längle, T.
2025. tm - Technisches Messen, 92 (7-8), 277–278. doi:10.1515/teme-2025-0076
Darsan S, A.; Kariyottukuniyil, M. J.; K Rajan, V.
2025. ChemistrySelect, 10 (28). doi:10.1002/slct.202501919
Willmann, G.
1978. Universität Karlsruhe (TH)
Chatzopoulou, A.; Tourpali, K.; Bais, A. F.; Braesicke, P.
2025. Photochemical & Photobiological Sciences, 24 (1), 111. doi:10.1007/s43630-025-00685-z
De la Cruz Mengual, C.; Hartnick, T.
2025. Algebraic & Geometric Topology, 25 (4), 2317–2341. doi:10.2140/agt.2025.25.2317
König, T.; Herm, M.; Metz, V.; Villagra, N. R.; Elorrieta, J. M.; Milena-Pérez, A.; Bonales, L. J.; Gutiérrez, L.; Fernández-Carretero, S.; Núñez, A.; Galán, H.; Király, M.; Bertsch, J.; Duarte, L. I.; Goutam, K.; Schneider, C.
2024. doi:10.5445/IR/1000188890
Prinz-Weiß, A.; Röhm, E.
2025. Metacognition and Learning, 20 (1), 17. doi:10.1007/s11409-025-09419-z
Henkel, J.; Silveira, L. M.
2025. IEEE Design & Test, 42 (6), 5–7. doi:10.1109/MDAT.2025.3605769
Viganò, F.; Pagani, I.; Talloni, S.; Haghdoust, P.; Falcitelli, G.; Maione, I.; Giannini, L.; Luongo, C.; Lucca, F.
2025. Energies, 18 (13), 3305. doi:10.3390/en18133305
Huynh, T.-N.; Thi Minh Nguyet, N.; Ai, B. D.; Trung, N. T.
2025. Physical Chemistry Chemical Physics, 27 (28), 14966–14975. doi:10.1039/d5cp01508a
Lee, J.; Birr, T.; Triebel, R.; Asfour, T.
2025. IEEE Robotics and Automation Letters, 10 (9), 8906–8913. doi:10.1109/LRA.2025.3588387
Dinda, S.; Shirazi Moghadam, Y.; Arya, N.; Pammer, F. D.; Fichtner, M.
2025. ACS Applied Materials & Interfaces, 17 (45), 62743–62753. doi:10.1021/acsami.5c16268
Poser, S.
2025. Technology and Culture, 66 (1), 303–304. doi:10.1353/tech.2025.a951092
Nicole Hesse; Christian Götter
2025, Dezember 15
Barth, M.; Schwab, S.
2025. at - Automatisierungstechnik, 73 (5), 285–287. doi:10.1515/auto-2025-0034
Regner, M.-L.; Gruener Lima, M.; Thormann, A.; Debastiani, R.; Souza e Silva, J. M. de
2025. ACS Applied Materials & Interfaces, 17 (52), 70899–70907. doi:10.1021/acsami.5c18694
Feil, M.; Wilm, T.; Esslinger, M.; Fiess, R.; Stork, W.
2025. Optics Letters, 50 (2), 606. doi:10.1364/OL.545451
Fediai, A.; Symalla, F.; Neumann, T.; Wenzel, W.
2026. Advanced Electronic Materials, 12 (6). doi:10.1002/aelm.202400988
Idilbi, I.; Ssymank, A.; Martens, A.
2025. River Research and Applications, 41 (7), 1558–1566. doi:10.1002/rra.4450
Akhmetov, Y.; Fedotova, E.; Frysztacki, M. M.
2025. Applied Energy, 384, 125421. doi:10.1016/j.apenergy.2025.125421
Alt, S.; Prautzsch, H.
2025. Engineering with Computers, 41 (5), 3523–3537. doi:10.1007/s00366-025-02169-1
Liu, S.; Ahsani, M.; Fischer, K.; Schulze, A.; Schäfer, A. I.
2025. Separation and Purification Technology, 378, 134589. doi:10.1016/j.seppur.2025.134589
Ogunniyi, E. O.; Richards, B. S.
2025. Desalination, 608, 118784. doi:10.1016/j.desal.2025.118784
Greif, L.; Hübschle, N.; Kimmig, A.; Kreuzwieser, S.; Martenne, A.; Ovtcharova, J.
2026. Journal of Intelligent Manufacturing, 37 (3), 1265–1295. doi:10.1007/s10845-025-02597-2
Trickl, T.; Vogelmann, H.; Bittner, M.; Nedoluha, G.; Schmidt, C.; Steinbrecht, W.; Wüst, S.
2025. Atmospheric Measurement Techniques, 18 (23), 7477–7496. doi:10.5194/amt-18-7477-2025
Krimmer, J.; Randel, S.
2025, Oktober 1. 51st European Conference on Optical Communication (ECOC 2025), Kopenhagen, Dänemark, 28. September–2. Oktober 2025
Peng, H.; Schmitz, L.; Drayss, D.; Zheng, Y.; Lauinger, V.; Geiger, B.; Xu, Y.; Fang, D.; Freude, W.; Randel, S.; Yvind, K.; Schmalen, L.; Pu, M.; Koos, C.
2025. 2025 European Conference on Optical Communications (ECOC), Kopenhagen, 28th September - 2nd October 2025, 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECOC66593.2025.11262997
Krimmer, J.; Schmitz, L.; Matalla, P.; Fang, D.; Koos, C.; Randel, S.
2025, Mai 20. 26th VDE ITG Conference on Photonic Networks (2025), Berlin, Deutschland, 20.–21. Mai 2025
Krimmer, J.; Randel, S.
2025, Mai 21. 26th VDE ITG Conference on Photonic Networks (2025), Berlin, Deutschland, 20.–21. Mai 2025
Dams, D.
2025, Dezember 22. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188861
Krimmer, J.; Randel, S.
2025, Juni 25. 43rd ITG Professional Group Meeting on Applied Information Theory (2025), Karlsruhe, Deutschland, 25. Juni 2025
Matalla, P.; Schmitz, L.; Krimmer, J.; Fang, D.; Koos, C.; Randel, S.
2024. 50th European Conference on Optical Communication, 22. – 26. September 2024, Congress Center Messe Frankfurt. Hrsg.: ITG / VDE, 1511–1514, VDE Verlag
Krimmer, J.; Randel, S.
2025, April 7. Communications and Observations through Atmospheric Turbulence (2025), Oberpfaffenhofen, Deutschland, 7.–9. April 2025
Llosa Isenrich, C.; Py, P.
2025. Journal of Topology, 18 (1). doi:10.1112/topo.70013
Dagan, G.; Heever, S. C. van den; Stier, P.; Abbott, T. H.; Barthlott, C.; Chaboureau, J.-P.; Fan, J.; Roode, S. de; Gasparini, B.; Hoose, C.; Jansson, F.; Kulkarni, G.; Leung, G. R.; Lorian, S.; Prabhakaran, T.; Romps, D. M.; Shum, D.; Tijhuis, M.; van Heerwaarden, C. C.; Wing, A. A.; Shan, Y.
2025. Journal of Advances in Modeling Earth Systems, 17 (11), e2025MS005141. doi:10.1029/2025MS005141
Krimmer, J.; Randel, S.
2025. 51st European Conference on Optical Communication, Kopenhagen, 28th September-2nd October 2025, 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECOC66593.2025.11263328
Saleeby, S. M.; Heever, S. C. van den; Marinescu, P. J.; Oue, M.; Barrett, A. I.; Barthlott, C.; Cherian, R.; Fan, J.; Fridlind, A. M.; Heikenfeld, M.; Hoose, C.; Matsui, T.; Miltenberger, A. K.; Quaas, J.; Shpund, J.; Stier, P.; Vie, B.; White, B. A.; Zhang, Y.
2025. Journal of the Atmospheric Sciences, 82 (10), 2197–2217. doi:10.1175/JAS-D-24-0181.1
König, T.; Bohnert, E.; Gaggiano, R.; Herm, M.; Meert, K.; Metz, V.; Walschburger, A.; Geckeis, H.
2023, November 8. 47th Scientific Basis for Nuclear Waste Management Symposium (SBNWM 2023), Köln, Deutschland, 6.–10. November 2023
König, T.; Dagan, R.; Herm, M.; Metz, V.; Walschburger, A.; Geckeis, H.
2023, Mai 24. 7th Workshop on Safety of Extended Dry Storage of Spent Nuclear Fuel (2023), München/Garching, 24.–26. Mai 2023
Laux, M.; Dreher, R.; Emmerich, R.; Henning, F.
2025. Materials, 18 (13), 3205. doi:10.3390/ma18133205
Hering, F.; Hinz, O.; Pfeiffer, J.; van der Aalst, W.
2025. Business & Information Systems Engineering, 67 (2), 141–147. doi:10.1007/s12599-025-00933-7
Finster, P.; Jung, J.; Rohde, M.; Seifert, H. J.; Ziebert, C.
2025. Chemical Thermodynamics and Thermal Analysis, 18, Art.-Nr.: 100170. doi:10.1016/j.ctta.2025.100170
Amr Talaat Tolba
2025, April 10. 1st GeoLaB Scientific Conference (2025), Potsdam, Deutschland, 9.–11. April 2025
Jeela, R. K.; Tosato, G.; Ahmad, M.; Wieler, M.; Koeppe, A.; Nestler, B.; Schneider, D.
2025. Advanced Energy Materials, 15 (34). doi:10.1002/aenm.202501216
Flores Comeca, A. L.; Masarykova, N.; Halinkovic, M.; Galinski, M.; Laskov, P.; Vinel, A.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC), Baden-Baden, Germany, 30 September 2025 - 02 October 2025, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219514
Sun, L.; Zhang, L.; Cui, T.; Ma, S.; Liu, Y.; Li, H.
2025. Journal of Applied Polymer Science, 142 (39). doi:10.1002/app.57519
Sahu, R.; Pöllmann, P. J.; Bogdanovski, D.; Azina, C.; Nayak, G. K.; Schneider, J. M.; Scheu, C.
2025. Applied Surface Science, 706, 163590. doi:10.1016/j.apsusc.2025.163590
Gaspers, P.; Bickmann, C.; Wallner, C.; Diaz, D. B.; Holtmann, D.; Gescher, J.; Rabe, K. S.; Niemeyer, C. M.
2025. Small, 21 (19), Art.-Nr.: 2502199. doi:10.1002/smll.202502199
Zhang, X.; Wang, W.; Yan, J.; Lu, Y.; Ghorbannezhad, P.; Li, Z.; Fu, P.
2025. Energy Sources, Part A: Recovery, Utilization, and Environmental Effects, 47 (1), 10035–10046. doi:10.1080/15567036.2025.2496295
Egner, M.; Fael, M.; Schönwald, K.; Steinhauser, M.
2025. Journal of High Energy Physics, 2025 (2), 147. doi:10.1007/JHEP02(2025)147
Palmetshofer, P.; Hengsbach, S.; Guttmann, M.; Worgull, M.; Weigand, B.
2025. Langmuir, 41 (11), 7312–7322. doi:10.1021/acs.langmuir.4c04554
Yan, L.; Niftaliyev, R.; Schellart, M.; Voskov, D.; Farajzadeh, R.
2024. Fifth EAGE Global Energy Transition Conference & Exhibition (GET 2024), Rotterdam, 4th-7th November 2024, 1–5, European Association of Geoscientists and Engineers (EAGE). doi:10.3997/2214-4609.202421143
Yan, L.; Niftaliyev, R.; Voskov, D.; Farajzadeh, R.
2025. Journal of Colloid and Interface Science, 678, 419–430. doi:10.1016/j.jcis.2024.08.265
Dirks, P. M. G.; Wouters, M.
2025. Management Accounting Research, 67, 100941. doi:10.1016/j.mar.2025.100941
van Noort, R.; Svenningsen, G.; Li, K.
2025. Geoenergy Science and Engineering, 253, 214005. doi:10.1016/j.geoen.2025.214005
Liu, R.; Zhao, Y.; He, S.; Feng, Y.; Xue, L.; Liu, S.
2025. Environmental Pollution, 372, 125919. doi:10.1016/j.envpol.2025.125919
Zhu, Z.; He, L.; Guo, T.; Shao, T.; Lan, J.; Lin, S.; Theato, P.; Shang, J.
2025. Journal of Materials Chemistry B, 13 (35), 10853–10863. doi:10.1039/d5tb01168j
Ihssen, S. A.
2026, Februar 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188836
Alós Shepherd, D.; Dehn, F.; Kuhn, A.; Degen, R.; Wolf, K.; Heller, T.; Kuhn, K.; Nerella, V. N.; Dichtl, M.; Meier, N.
2025. Beton- und Stahlbetonbau, 120 (3), 217–228. doi:10.1002/best.202500001
Rui, S.; Xiao, J.; Wang, C.; Wang, F.; Kuznetsov, M.; Jordan, T.
2025. Process Safety and Environmental Protection, 201, 107431. doi:10.1016/j.psep.2025.107431
Seeger, J.; Lohoff, S.; Schmitfranz, F.; Henke, N. A.; Wendisch, V. F.
2025. Frontiers in Bioengineering and Biotechnology, 13. doi:10.3389/fbioe.2025.1621955
Choupani, A.; Bediz, B.; Elitas, M.
2026. Journal of Drug Delivery Science and Technology, 115, 107639. doi:10.1016/j.jddst.2025.107639
Parku, G. K.; Collard, F.-X.; Görgens, J. F.
2025. Energy & Fuels, 39 (13), 6310–6318. doi:10.1021/acs.energyfuels.4c05902
Weichel, M.; Reder, M.; Daubner, S.; Klemens, J.; Burger, D.; Scharfer, P.; Schabel, W.; Nestler, B.; Schneider, D.
2025. Physical Review Materials, 9 (3), 035403. doi:10.1103/PhysRevMaterials.9.035403
Dahl, J. M. L.; Fischer, J.
2025. Journal of the Atmospheric Sciences, 82 (1), 233–235. doi:10.1175/JAS-D-24-0257.1
Steurer, X.; Jakobs-Schönwandt, D.; Grünberger, A.; Patel, A.
2025. New Biotechnology, 85, 234. doi:10.1016/j.nbt.2024.08.429
Feder, A.; Vagollari, A.; Fischer, R.; Hirschbeck, M.; Gerstacker, W.
2025. IEEE Access, 13, 51832–51847. doi:10.1109/ACCESS.2025.3552186
Son, J.
2025, Dezember 10. Karl9 - Wissenschaftslokal für Technik und Gesellschaft (2025), Karlsruhe, Deutschland, 10. Dezember 2025
Rahman, I.
2025, Dezember 15. MSc in Integrated Urbanism and Sustainable Design Lecture (2025), Stuttgart, 15. Dezember 2025
Weinberger, N.; Krings, B.-J.; Mahr, D.
2025. TATuP - Zeitschrift für Technikfolgenabschätzung in Theorie und Praxis, 34 (3), 15–20. doi:10.14512/tatup.7183
Müller, L.
2025, November. 2nd Energieforschungskonferenz des BMWE - Energieinnovationen für Wettbewerbsfähigkeit und Resilienz (2025), Berlin, Deutschland, 11.–12. November 2025
Müller, L.
2025, Oktober. Urban Transformation – Connecting Urban Sustainability Labs (URBAN.KIT 2025), Karlsruhe, 15.–17. Oktober 2025
Herren, F.; Kubis, B.; van Tonder, R.
2025. Physical Review D, 112 (1), 014037. doi:10.1103/8pm6-9xzq
Müller, L.
2025, Oktober. InfraTrain 2025 Autumn School (2025), Berlin, Deutschland, 5.–9. Oktober 2025
Müller, L.
2025, Mai. RSA Annual Conference "Navigating Regional Transformation" (2025), Porto, Portugal, 6.–9. Mai 2025
Müller, L.
2025, Juli. 37th AESOP Congress (2025), Istanbul, Türkei, 7.–11. Juli 2025
Ebel, C. F. W.; Richter, L.; Minden, S.; Meurer, T.; Kaster, A.-K.; Wolf, M.; Sauer, J.
2026. Chemical Engineering Journal, 527, 171744. doi:10.1016/j.cej.2025.171744
Monning, M.; Asadli, A.; Bajohr, S.; Wolf, M.; Kolb, T.
2026. Reaction Chemistry & Engineering, 11 (3), 723–730. doi:10.1039/D5RE00337G
Kindler, S.; Schönbrodt, S.; Frank, M.
2025. Towards Fostering AI and Data Science Literacy in Schools Across Disciplines: Proceedings of the 1st Symposium on Integrating AI and Data Science into School Education Across Disciplines (AIDEA1 2025). Ed.: S. Podworny & S. Schönbrodt
Rothe, J.; Dardenne, K.; Prüssmann, T.
2025, November 26. 1st Joint TecRad-RULET Autumn School on Technetium and other Fission Products (2025), Dresden, Deutschland, 24.–27. November 2025
Jordan, T.; Kuznetsov, M.; Hawksworth, S.
2025, September 24. 11th International Conference on Hydrogen Safety (ICHS 2025), Seoul, Südkorea, 22.–25. September 2025
Xu, Z.; Jordan, T.; Kuznetsov, M.
2025. 11th International Conference on Hydrogen Safety (ICHS 2025), Seoul, Südkorea, 22.–25. September 2025
Kuznetsov, M.; Lelyakin, A.
2025. International Workshop on Intensive Loading and Its Effects (2025), Peking, China, 16.–17. Dezember 2025
Ernst, H. M.; Prinz-Weiß, A.; Wittwer, J.; Voss, T.
2025. Frontiers in Psychology, 15. doi:10.3389/fpsyg.2024.1391093
Tantos, C.; Strobel, H.; Hauer, V.; Day, C.; Giegerich, T.; Innocente, P.
2025. Fusion Engineering and Design, 215, 115021. doi:10.1016/j.fusengdes.2025.115021
Ioannidis, G.; Tremper, P.; Li, C.; Riedel, T.; Rapkos, N.; Boikos, C.; Ntziachristos, L.
2025. Atmosphere, 16 (3), 326. doi:10.3390/atmos16030326
Beck, M.; Heil, W.; Schmidt, C.; Baeßler, S.; Glück, F.; Konrad, G.; Schmidt, U.
2023. arxiv. doi:10.48550/arXiv.2308.16170
Bandla, D. S.; H. Chokshi, A.
2025. Philosophical Magazine, 105 (22), 1475–1499. doi:10.1080/14786435.2025.2498487
Sharifi, E.; Haas, J.; Boergens, E.; Güntner, A.
2025. doi:10.5880/G3P.2025.001
Ernst, H. M.; Prinz-Weiß, A.; Wittwer, J.; Voss, T.
2025. Frontiers in Psychology, 16. doi:10.3389/fpsyg.2025.1687589
Schwall, F.; Becker, M.; Ashri, A.; Beyerer, J.
2025. SCITEPRESS - Science and and Technology Publications
Davari, S.; Chacko, R.; Bastek, T.; Lott, P.; Dailly, J.; Angeli, S.; Deutschmann, O.
2025. Applied Catalysis A: General, 708, 120571. doi:10.1016/j.apcata.2025.120571
Kuznetsov, M.
2025. King Abdullah University of Science and Technology (KAUST 2025), Thuwal, Saudi-Arabien, 10. Februar 2025
Schacherl, B.; Tagliavini, M.; Göttlicher, J.; Mazzanti, M.; Popa, K.; Walter, O.; Prüssmann, T.; Vollmer, C.; Beck, A.; Ekanayake, R. S. K.; Branson, J. A.; Neill, T.; Fellhauer, D.; Reitz, C. Y.; Schild, D.; Brager, D.; Cahill, C.; Windorff, C.; Sittel, T.; Ramanantoanina, H.; Haverkort, M.; Vitova, T.; Kaufmann-Heimeshoff, H.
2025, März 18. 54èmes Journées des Actinides (JdA 2025), Annecy, Frankreich, 18.–21. März 2025
Bretthauer, G.; Buss, M.
2025. at - Automatisierungstechnik, 73 (4), 281–284. doi:10.1515/auto-2025-0028
Mokashi, M. B.
2026, Januar 13. Karlsruher Institut für Technologie (KIT)
Kuznetsov, M.
2025. Zhejiang University, School of Aeronautics and Astronautics, Hangzhou, China (2025), Hangzhou, China, 10. November 2025
Langenmayr, U.; Slednev, V.; Heinzmann, P.
2025. Hydrogen and syngas - Platform for a sustainable future : October, 28-29, 2025, Essen : conference proceedings, 2–16, DGMK
Kuznetsov, M.
2025. Nanjing Tech University, China (2025), Nanjing, China, 6. November 2025
Kuznetsov, M.
2025, November 14. Peking University, Department of Mechanics and Engineering Science, China (2025), Peking, China, 14. November 2025
Jaques, N. G.; Grau, É.; Llevot, A.; Vidil, T.; Meier, M. A. R.; Cramail, H.
2025. Macromolecular Chemistry and Physics, 226 (20). doi:10.1002/macp.202500207
Yu, X.; Zhao, Y.; Zhang, Z.; Zhang, F.; Liu, L.
2025. Energy Technology, 13 (11). doi:10.1002/ente.202500122
Sittel, T.; Becker, K.; Polly, R.; Müllich, U.; Geist, A.; Panak, P. J.
2025, Oktober 1. International Solvent Extraction Conference (ISEC 2025), Melbourne, Australien, 29. September–3. Oktober 2025
Haaf, N.; Häfner, V.; Schill, E.
2025. 50th Workshop on Geothermal Reservoir Engineering 2025 : Stanford, California, USA, 10-12 February 2025, Curran Associates
Haaf, N.; Guarracino, L.; Jougnot, D.; Schill, E.
2024. 49th Workshop on Geothermal Reservoir Engineering 2024 : Stanford, California, USA, 12-14 February 2024, Curran Associates
Schweer, J.; Elstner, M.
2025. European Journal for Philosophy of Science, 15 (3), 45. doi:10.1007/s13194-025-00667-z
Mesić, M.; Dunatov, M.; Puškarić, A.; Medak, G.; Kruk, R.; Androš Dubraja, L.
2025. Inorganic Chemistry Frontiers, 12 (23), 7863–7873. doi:10.1039/d5qi01084e
Broeck, D. Van den; Latif, U. A.; Buitink, S.; Vries, K. de; Huege, T.
2025. Physical Review D, 111 (6), 063062. doi:10.1103/PhysRevD.111.063062
König, L.; Stickling, T.; Burger, E.
2025. Joint Proceedings of the STAF 2025 Workshops: OCL, OOPSLE, LLM4SE, ICMM, AgileMDE, AI4DPS, and TTC co-located with the International Conference on Software Technologies: Applications and Foundations (STAF 2025), CEUR-WS
Krumbiegel, C.; Breitschaft, F. A.; Waldvogel, S. R.
2025. Chemical Communications, 61 (60), 11267–11270. doi:10.1039/d5cc02764k
Stainoh, F. A.
2025, Dezember 18. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188772
Schochat, P.; Leister, N.
2025. Seminarvortrag Food Science (2025), Guelph, Kanada, 7. Oktober 2025
Mathianaki, A.; Demeler, A. K.; Dömling, A.; Ferrari, F.; Scheelje, F. C. M.; Bahmann, H.; Delaittre, G.
2025. Polymer Chemistry, 16 (7), 913. doi:10.1039/d4py90157f
Fratschko, M.; Strasser, N.; Taghizade, N.; Linares-Moreau, M.; Fischer, J. C.; Zhao, T.; Howard, I. A.; Falcaro, P.; Zojer, E.; Resel, R.
2025. Crystal Growth & Design, 25 (11), 3665–3679. doi:10.1021/acs.cgd.4c01433
Seiz, M.; Kellner, M.; Nestler, B.
2025. Acta Materialia, 285, 120677. doi:10.1016/j.actamat.2024.120677
Jordan, T.; Kuznetsov, M.; Hawksworth, S.
2025. Hydrogen Safety, 2 (1), 174–183. doi:10.58895/hysafe.33
Chen, J.; Reyes, J. M.; Schiemer, R.; Wang, G.; Studts, J.; Franzreb, M.
2025. Journal of Chromatography A, 1756, 466069. doi:10.1016/j.chroma.2025.466069
SCHREIBER, U.; LICHTENTHALER, H. K.
2025. Photosynthetica, 63 (1), 28–36. doi:10.32615/ps.2025.007
Bata, K.; Schmitz, A.; Eichler, A.
2025. Proceedings of the Fourteenth Congress of the European Society for Research in Mathematics Education (CERME14), Bozen, 3rd - 8th February 2025
Hummer, F.; Emberger, L.; Simon, F.
2025. Journal of Instrumentation, 20 (08), P08028. doi:10.1088/1748-0221/20/08/P08028
Hiorns, R. C.; Vohlídal, J.; Boucher, R.; Chan, C. H.; Fellows, C. M.; Hess, M.; Jones, R. G.; Kratochvíl, P.; Luscombe, C. K.; Matson, J. B.; Moad, G.; Philippova, O. E.; Slomkowski, S.; Stingelin, N.; Théato, P.; Vairon, J.-P.; Vert, M.
2026. Pure and Applied Chemistry, 98 (1), 1–8. doi:10.1515/pac-2023-0304
Floßmann, S.; Lei, K.; van Grinsven, S.; Ostler, U.; Stange, C. F.; Kögel-Knabner, I.; Völkel, J.; Dannenmann, M.
2025. Agriculture, Ecosystems & Environment, 393, 109843. doi:10.1016/j.agee.2025.109843
Al-Wahaibi, L. H.; Othman, S. A.; Abou-Zied, H. A.; Bräse, S.; Youssif, B. G. M.; Rabea, S. M.
2025. RSC Advances, 15 (56), 47710–47734. doi:10.1039/d5ra07017a
Zenk, M.; Baid, U.; Pati, S.; Linardos, A.; Edwards, B.; Sheller, M.; Foley, P.; Aristizabal, A.; Zimmerer, D.; Gruzdev, A.; Martin, J.; Shinohara, R. T.; Reinke, A.; Isensee, F.; Parampottupadam, S.; Parekh, K.; Floca, R.; Kassem, H.; Baheti, B.; Thakur, S.; Chung, V.; Kushibar, K.; Lekadir, K.; Jiang, M.; Yin, Y.; Yang, H.; Liu, Q.; Chen, C.; Dou, Q.; Heng, P.-A.; Zhang, X.; Zhang, S.; Khan, M. I.; Azeem, M. A.; Jafaritadi, M.; Alhoniemi, E.; Kontio, E.; Khan, S. A.; Mächler, L.; Ezhov, I.; Kofler, F.; Shit, S.; Paetzold, J. C.; Loehr, T.; Wiestler, B.; Peiris, H.; Pawar, K.; Zhong, S.; Chen, Z.; Hayat, M.; Egan, G.; Harandi, M.; Isik Polat, E.; Polat, G.; Kocyigit, A.; Temizel, A.; Tuladhar, A.; Tyagi, L.; Souza, R.; Forkert, N. D.; Mouches, P.; Wilms, M.; Shambhat, V.; Maurya, A.; Danannavar, S. S.; Kalla, R.; Anand, V. K.; Krishnamurthi, G.; Nalawade, S.; Ganesh, C.; Wagner, B.; Reddy, D.; Das, Y.; Yu, F. F.; Fei, B.; Madhuranthakam, A. J.; Maldjian, J.; Singh, G.; Ren, J.; Zhang, W.; An, N.; Hu, Q.; Zhang, Y.; Zhou, Y.; Siomos, V.; Tarroni, G.; Passerrat-Palmbach, J.; Rawat, A.; Zizzo, G.; Kadhe, S. R.; Epperlein, J. P.; Braghin, S.; Wang, Y.; Kanagavelu, R.; Wei, Q.; Yang, Y.; Liu, Y.; Kotowski, K.; Adamski, S.; Machura, B.; Malara, W.; Zarudzki, L.; Nalepa, J.; Shi, Y.; Gao, H.; Avestimehr, S.; Yan, Y.; Akbar, A. S.; Kondrateva, E.; Yang, H.; Li, Z.; Wu, H.-Y.; Roth, J.; Saueressig, C.; Milesi, A.; Nguyen, Q. D.; Gruenhagen, N. J.; Huang, T.-M.; Ma, J.; Singh, H. S. H.; Pan, N.-Y.; Zhang, D.; Zeineldin, R. A.; Futrega, M.; Yuan, Y.; Conte, G. M.; Feng, X.; Pham, Q. D.; Xia, Y.; Jiang, Z.; Luu, H. M.; Dobko, M.; Carré, A.; Tuchinov, B.; Mohy-ud-Din, H.; Alam, S.; Singh, A.; Shah, N.; Wang, W.; Sako, C.; Bilello, M.; Ghodasara, S.; Mohan, S.; Davatzikos, C.; Calabrese, E.; Rudie, J.; Villanueva-Meyer, J.; Cha, S.; Hess, C.; Mongan, J.; Ingalhalikar, M.; Jadhav, M.; Pandey, U.; Saini, J.; Huang, R. Y.; Chang, K.; To, M.-S.; Bhardwaj, S.; Chong, C.; Agzarian, M.; Kozubek, M.; Lux, F.; Michálek, J.; Matula, P.; Ker^kovský, M.; Kopr^ivová, T.; Dostál, M.; Vybíhal, V.; Pinho, M. C.; Holcomb, J.; Metz, M.; Jain, R.; Lee, M. D.; Lui, Y. W.; Tiwari, P.; Verma, R.; Bareja, R.; Yadav, I.; Chen, J.; Kumar, N.; Gusev, Y.; Bhuvaneshwar, K.; Sayah, A.; Bencheqroun, C.; Belouali, A.; Madhavan, S.; Colen, R. R.; Kotrotsou, A.; Vollmuth, P.; Brugnara, G.; Preetha, C. J.; Sahm, F.; Bendszus, M.; Wick, W.; Mahajan, A.; Balaña, C.; Capellades, J.; Puig, J.; Choi, Y. S.; Lee, S.-K.; Chang, J. H.; Ahn, S. S.; Shaykh, H. F.; Herrera-Trujillo, A.; Trujillo, M.; Escobar, W.; Abello, A.; Bernal, J.; Gómez, J.; LaMontagne, P.; Marcus, D. S.; Milchenko, M.; Nazeri, A.; Landman, B.; Ramadass, K.; Xu, K.; Chotai, S.; Chambless, L. B.; Mistry, A.; Thompson, R. C.; Srinivasan, A.; Bapuraj, J. R.; Rao, A.; Wang, N.; Yoshiaki, O.; Moritani, T.; Turk, S.; Lee, J.; Prabhudesai, S.; Garrett, J.; Larson, M.; Jeraj, R.; Li, H.; Weiss, T.; Weller, M.; Bink, A.; Pouymayou, B.; Sharma, S.; Tseng, T.-C.; Adabi, S.; Xavier Falcão, A.; Martins, S. B.; Teixeira, B. C. A.; Sprenger, F.; Menotti, D.; Lucio, D. R.; Niclou, S. P.; Keunen, O.; Hau, A.-C.; Pelaez, E.; Franco-Maldonado, H.; Loayza, F.; Quevedo, S.; McKinley, R.; Slotboom, J.; Radojewski, P.; Meier, R.; Wiest, R.; Trenkler, J.; Pichler, J.; Necker, G.; Haunschmidt, A.; Meckel, S.; Guevara, P.; Torche, E.; Mendoza, C.; Vera, F.; Ríos, E.; López, E.; Velastin, S. A.; Choi, J.; Baek, S.; Kim, Y.; Ismael, H.; Allen, B.; Buatti, J. M.; Zampakis, P.; Panagiotopoulos, V.; Tsiganos, P.; Alexiou, S.; Haliassos, I.; Zacharaki, E. I.; Moustakas, K.; Kalogeropoulou, C.; Kardamakis, D. M.; Luo, B.; Poisson, L. M.; Wen, N.; Vallières, M.; Loutfi, M. A. L.; Fortin, D.; Lepage, M.; Morón, F.; Mandel, J.; Shukla, G.; Liem, S.; Alexandre, G. S.; Lombardo, J.; Palmer, J. D.; Flanders, A. E.; Dicker, A. P.; Ogbole, G.; Oyekunle, D.; Odafe-Oyibotha, O.; Osobu, B.; Shu’aibu Hikima, M.; Soneye, M.; Dako, F.; Dorcas, A.; Murcia, D.; Fu, E.; Haas, R.; Thompson, J. A.; Ormond, D. R.; Currie, S.; Fatania, K.; Frood, R.; Simpson, A. L.; Peoples, J. J.; Hu, R.; Cutler, D.; Moraes, F. Y.; Tran, A.; Hamghalam, M.; Boss, M. A.; Gimpel, J.; Kattil Veettil, D.; Schmidt, K.; Cimino, L.; Price, C.; Bialecki, B.; Marella, S.; Apgar, C.; Jakab, A.; Weber, M.-A.; Colak, E.; Kleesiek, J.; Freymann, J. B.; Kirby, J. S.; Maier-Hein, L.; Albrecht, J.; Mattson, P.; Karargyris, A.; Shah, P.; Menze, B.; Maier-Hein, K.; Bakas, S.
2025. Nature Communications, 16 (1), 6274. doi:10.1038/s41467-025-60466-1
Briel, M.; Haide, L.; Meyling, M.; Saalfrank, B.; Matten, P.; Piccinelli, N.; Kronreif, G.; Spadea, M. F.; Tagliabue, E.; Mathis-Ullrich, F.
2025. Scientific Reports, 15 (1), 42933. doi:10.1038/s41598-025-28922-6
Spies, K.; Pfeffer, L.; Kubař, T.; Gillet, N.
2025. Physical Chemistry Chemical Physics, 27 (29), 15544–15556. doi:10.1039/d5cp01359c
Herzog, M.; Berger, J. D.; Russo, M.; d’Avella, A.; Stein, T.
2025. Journal of neurophysiology, 134 (6), 2047–2069. doi:10.1152/jn.00621.2024
Hellmann, S.; Gil-Díaz, T.; Corte-Rodríguez, M.; Merten, D.; Montes-Bayón, M.; Schäfer, T.
2026. Journal of Analytical Atomic Spectrometry, 41 (1), 173–189. doi:10.1039/d5ja00285k
Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velázquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Boháčová, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A. C.; Colalillo, R.; Conceição, R.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C. E.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J. R. T.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J. C.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F.; Emam, M.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G.; Fauth, A. C.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fick, B.; Figueira, J. M.; Filip, P.; Filipčič, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; García, B.; Gaudu, C.; Ghia, P. L.; Giaccari, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; González, J. M.; González, N.; Góra, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G. P.; Guido, E.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J. R.; Horvath, P.; Hrabovský, M.; Huege, T.; Insolia, A.; Isar, P. G.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H. O.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; Lopes, L.; Lundquist, J. P.; Machado Payeras, A.; Mallamaci, M.; Mandat, D.; Manning, B. C.; Mantsch, P.; Mariani, F. M.; Mariazzi, A. G.; Mariş, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E.; Mayotte, S.; Mazur, P. O.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotny, V.; Nožka, L.; Nucita, A.; Núñez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pȩkala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A. S.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A. C.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J. D.; Sánchez, F.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovánek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Šmída, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijärvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Szadkowski, Z.; Tairli, F.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberič, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C.; Watson, A. A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wittkowski, D.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Journal of Cosmology and Astroparticle Physics, 2025 (05), 061. doi:10.1088/1475-7516/2025/05/061
Palacios, S.; Wolf, M. J.; Noe, M.; Wehr, M.; Arndt, T.
2025. Superconductor Science and Technology, 38 (12), Art.-Nr. 125025. doi:10.1088/1361-6668/ae2cf7
Pierre Auger Collaboration; Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ambrosone, A.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Arnone, E.; Arteaga Velázquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Bellido, J. A.; Berat, C.; Bertaina, M. E.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Blümer, J.; Boháčová, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caraça-Valente, J.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A. C.; Colalillo, R.; Conceição, R.; Condorelli, A.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C. E.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Boone, E.-T.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J. R. T.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J. C.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F.; Emam, M.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G.; Fauth, A. C.; Fehler, T.; Feldbusch, F.; Fernandes, A.; Fick, B.; Figueira, J. M.; Filip, P.; Filipčič, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Freitas, M.; Fujii, T.; Fuster, A.; Galea, C.; García, B.; Gaudu, C.; Ghia, P. L.; Giaccari, U.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; González, J. M.; González, N.; Góra, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G. P.; Guido, E.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J. R.; Horvath, P.; Hrabovský, M.; Huege, T.; Insolia, A.; Isar, P. G.; Janecek, P.; Jilek, V.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H. O.; Kleifges, M.; Köhler, J.; Krieger, F.; Kubatova, M.; Kunka, N.; Lago, B. L.; Langner, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; Lopes, L.; Lundquist, J. P.; Machado Payeras, A.; Mallamaci, M.; Mandat, D.; Manning, B. C.; Mantsch, P.; Mariani, F. M.; Mariazzi, A. G.; Mariş, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E.; Mayotte, S.; Mazur, P. O.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mogarkar, M.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novikov, A.; Novotny, V.; Nožka, L.; Nucita, A.; Núñez, L. A.; Ochoa, J.; Oliveira, C.; Östman, L.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pȩkala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A. S.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pourmohammad Shahvar, M.; Privitera, P.; Prouza, M.; Pytel, K.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodriguez, E.; Rodriguez Fernandez, G.; Rodriguez Rojo, J.; Roncoroni, M. J.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A. C.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H.; Salina, G.; Sampathkumar, P.; San Martin, N.; Sanabria Gomez, J. D.; Sánchez, F.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovánek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Šmída, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijärvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Szadkowski, Z.; Tairli, F.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Travaini, A.; Travnicek, P.; Tueros, M.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Vaiman, I.; Valdés Galicia, J. F.; Valore, L.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberič, D.; Vergara Quispe, I. D.; Verpoest, S.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Vuta, J. B.; Watanabe, C.; Watson, A. A.; Weindl, A.; Weitz, M.; Wiencke, L.; Wilczyński, H.; Wittkowski, D.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.; Bizzarri, I.; Dionese, C.; Mancuso, S.
2025. The Astrophysical Journal, 987 (1), 41. doi:10.3847/1538-4357/adccc3
Tu, Q.; Hase, F.; Zhang, Y.; Fang, J.; Jiang, Y.; Li, X.; Schneider, M.; Yang, Z.; Zhang, X.; Li, Z.
2025. Atmospheric Chemistry and Physics, 25 (23), 17779–17796. doi:10.5194/acp-25-17779-2025
Abdul Halim, A.; Abreu, P.; Aglietta, M.; Allekotte, I.; Almeida Cheminant, K.; Almela, A.; Aloisio, R.; Alvarez-Muñiz, J.; Ammerman Yebra, J.; Anastasi, G. A.; Anchordoqui, L.; Andrada, B.; Andrade Dourado, L.; Andringa, S.; Apollonio, L.; Aramo, C.; Araújo Ferreira, P. R.; Arnone, E.; Arteaga Velázquez, J. C.; Assis, P.; Avila, G.; Avocone, E.; Bakalova, A.; Barbato, F.; Bartz Mocellin, A.; Berat, C.; Bertaina, M. E.; Bhatta, G.; Bianciotto, M.; Biermann, P. L.; Binet, V.; Bismark, K.; Bister, T.; Biteau, J.; Blazek, J.; Bleve, C.; Blümer, J.; Boháčová, M.; Boncioli, D.; Bonifazi, C.; Bonneau Arbeletche, L.; Borodai, N.; Brack, J.; Brichetto Orchera, P. G.; Briechle, F. L.; Bueno, A.; Buitink, S.; Buscemi, M.; Büsken, M.; Bwembya, A.; Caballero-Mora, K. S.; Cabana-Freire, S.; Caccianiga, L.; Campuzano, F.; Caruso, R.; Castellina, A.; Catalani, F.; Cataldi, G.; Cazon, L.; Cerda, M.; Čermáková, B.; Cermenati, A.; Chinellato, J. A.; Chudoba, J.; Chytka, L.; Clay, R. W.; Cobos Cerutti, A. C.; Colalillo, R.; Coluccia, M. R.; Conceição, R.; Condorelli, A.; Consolati, G.; Conte, M.; Convenga, F.; Correia dos Santos, D.; Costa, P. J.; Covault, C. E.; Cristinziani, M.; Cruz Sanchez, C. S.; Dasso, S.; Daumiller, K.; Dawson, B. R.; de Almeida, R. M.; de Errico, B.; de Jesús, J.; de Jong, S. J.; de Mello Neto, J. R. T.; De Mitri, I.; de Oliveira, J.; de Oliveira Franco, D.; de Palma, F.; de Souza, V.; De Vito, E.; Del Popolo, A.; Deligny, O.; Denner, N.; Deval, L.; di Matteo, A.; do, J. A.; Dobre, M.; Dobrigkeit, C.; D’Olivo, J. C.; Domingues Mendes, L. M.; Dorosti, Q.; dos Anjos, J. C.; dos Anjos, R. C.; Ebr, J.; Ellwanger, F.; Emam, M.; Engel, R.; Epicoco, I.; Erdmann, M.; Etchegoyen, A.; Evoli, C.; Falcke, H.; Farrar, G.; Fauth, A. C.; Fehler, T.; Feldbusch, F.; Fenu, F.; Fernandes, A.; Fick, B.; Figueira, J. M.; Filip, P.; Filipčič, A.; Fitoussi, T.; Flaggs, B.; Fodran, T.; Fujii, T.; Fuster, A.; Galea, C.; García, B.; Gaudu, C.; Gherghel-Lascu, A.; Ghia, P. L.; Giaccari, U.; Glombitza, J.; Gobbi, F.; Gollan, F.; Golup, G.; Gómez Berisso, M.; Gómez Vitale, P. F.; Gongora, J. P.; González, J. M.; González, N.; Góra, D.; Gorgi, A.; Gottowik, M.; Guarino, F.; Guedes, G. P.; Guido, E.; Gülzow, L.; Hahn, S.; Hamal, P.; Hampel, M. R.; Hansen, P.; Harari, D.; Harvey, V. M.; Haungs, A.; Hebbeker, T.; Hojvat, C.; Hörandel, J. R.; Horvath, P.; Hrabovský, M.; Huege, T.; Insolia, A.; Isar, P. G.; Janecek, P.; Jilek, V.; Johnsen, J. A.; Jurysek, J.; Kampert, K.-H.; Keilhauer, B.; Khakurdikar, A.; Kizakke Covilakam, V. V.; Klages, H. O.; Kleifges, M.; Knapp, F.; Köhler, J.; Krieger, F.; Kunka, N.; Lago, B. L.; Langner, N.; Leigui de Oliveira, M. A.; Lema-Capeans, Y.; Letessier-Selvon, A.; Lhenry-Yvon, I.; Lopes, L.; Lu, L.; Luce, Q.; Lundquist, J. P.; Machado Payeras, A.; Majercakova, M.; Mandat, D.; Manning, B. C.; Mantsch, P.; Mariani, F. M.; Mariazzi, A. G.; Mariş, I. C.; Marsella, G.; Martello, D.; Martinelli, S.; Martínez Bravo, O.; Martins, M. A.; Mathes, H.-J.; Matthews, J.; Matthiae, G.; Mayotte, E.; Mayotte, S.; Mazur, P. O.; Medina-Tanco, G.; Meinert, J.; Melo, D.; Menshikov, A.; Merx, C.; Michal, S.; Micheletti, M. I.; Miramonti, L.; Mollerach, S.; Montanet, F.; Morejon, L.; Mulrey, K.; Mussa, R.; Namasaka, W. M.; Negi, S.; Nellen, L.; Nguyen, K.; Nicora, G.; Niechciol, M.; Nitz, D.; Nosek, D.; Novotny, V.; Nožka, L.; Nucita, A.; Núñez, L. A.; Oliveira, C.; Palatka, M.; Pallotta, J.; Panja, S.; Parente, G.; Paulsen, T.; Pawlowsky, J.; Pech, M.; Pȩkala, J.; Pelayo, R.; Pelgrims, V.; Pereira, L. A. S.; Pereira Martins, E. E.; Pérez Bertolli, C.; Perrone, L.; Petrera, S.; Petrucci, C.; Pierog, T.; Pimenta, M.; Platino, M.; Pont, B.; Pothast, M.; Pourmohammad Shahvar, M.; Privitera, P.; Prouza, M.; Querchfeld, S.; Rautenberg, J.; Ravignani, D.; Reginatto Akim, J. V.; Reininghaus, M.; Reuzki, A.; Ridky, J.; Riehn, F.; Risse, M.; Rizi, V.; Rodrigues de Carvalho, W.; Rodriguez, E.; Rodriguez Rojo, J.; Roncoroni, M. J.; Rossoni, S.; Roth, M.; Roulet, E.; Rovero, A. C.; Saftoiu, A.; Saharan, M.; Salamida, F.; Salazar, H.; Salina, G.; Sanabria Gomez, J. D.; Sánchez, F.; Santos, E. M.; Santos, E.; Sarazin, F.; Sarmento, R.; Sato, R.; Savina, P.; Schäfer, C. M.; Scherini, V.; Schieler, H.; Schimassek, M.; Schimp, M.; Schmidt, D.; Scholten, O.; Schoorlemmer, H.; Schovánek, P.; Schröder, F. G.; Schulte, J.; Schulz, T.; Sciutto, S. J.; Scornavacche, M.; Sedoski, A.; Segreto, A.; Sehgal, S.; Shivashankara, S. U.; Sigl, G.; Simkova, K.; Simon, F.; Smau, R.; Šmída, R.; Sommers, P.; Squartini, R.; Stadelmaier, M.; Stanič, S.; Stasielak, J.; Stassi, P.; Strähnz, S.; Straub, M.; Suomijärvi, T.; Supanitsky, A. D.; Svozilikova, Z.; Szadkowski, Z.; Tairli, F.; Tapia, A.; Taricco, C.; Timmermans, C.; Tkachenko, O.; Tobiska, P.; Todero Peixoto, C. J.; Tomé, B.; Torrès, Z.; Travaini, A.; Travnicek, P.; Tueros, M.; Unger, M.; Uzeiroska, R.; Vaclavek, L.; Vacula, M.; Valdés Galicia, J. F.; Valore, L.; Varela, E.; Vašíčková, V.; Vásquez-Ramírez, A.; Veberič, D.; Vergara Quispe, I. D.; Verzi, V.; Vicha, J.; Vink, J.; Vorobiov, S.; Watanabe, C.; Watson, A. A.; Weindl, A.; Wiencke, L.; Wilczyński, H.; Wittkowski, D.; Wundheiler, B.; Yue, B.; Yushkov, A.; Zapparrata, O.; Zas, E.; Zavrtanik, D.; Zavrtanik, M.
2025. Physical Review D, 111 (2), Art.-Nr.: 022003. doi:10.1103/PhysRevD.111.022003
Bergemann, S.; Bayha, A.; Zhu, D.; Sadeghi, M.; Atkinson, C.; Pretschner, A.
2025. 2025 ACM/IEEE 28th International Conference on Model Driven Engineering Languages and Systems Companion (MODELS-C), Grand Rapids, MI, USA, 05-10 October 2025, 345–356, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/MODELS-C68889.2025.00053
IceCube Collaboration; Abbasi, R.; Ackermann, M.; Adams, J.; Agarwalla, S. K.; Aguado, T.; Aguilar, J. A.; Ahlers, M. T.; Alameddine, J. M.; Amin, N. M.; Andeen, K.; Argüelles, C. A.; Ashida, Y.; Athanasiadou, S.; Axani, S. N.; Babu, R.; Bai, X.; Balagopal V., A.; Baricevic, M.; Barwick, S. W.; Bash, S.; Basu, V.; Bay, R.; Beatty, J. J.; Becker Tjus, J.; Beise, J.; Bellenghi, C.; BenZvi, S.; Berley, D.; Bernardini, E.; Besson, D. Z.; Blaufuss, E.; Bloom, L.; Blot, S.; Bontempo, F.; Book Motzkin, J. Y.; Boscolo Meneguolo, C.; Böser, S.; Botner, O.; Böttcher, J.; Braun, J.; Brinson, B.; Brisson-Tsavoussis, Z.; Brostean-Kaiser, J.; Brusa, L.; Burley, R. T.; Butterfield, D.; Campana, M. A.; Caracas, I.; Carloni, K.; Carpio, J.; Chattopadhyay, S.; Chau, N.; Chen, Z.; Chirkin, D.; Choi, S.; Clark, B. A.; Cochling, C.; Coleman, A.; Coleman, P.; Collin, G. H.; Connolly, A.; Conrad, J. M.; Corley, R.; Cowen, D. F.; De Clercq, C.; DeLaunay, J. J.; Delgado, D.; Deng, S.; Desai, A.; Desiati, P.; de Vries, K. D.; de Wasseige, G.; DeYoung, T.; Diaz, A.; Díaz-Vélez, J. C.; Dierichs, P.; Dittmer, M.; Domi, A.; Draper, L.; Dujmovic, H.; Durnford, D.; Dutta, K.; DuVernois, M. A.; Ehrhardt, T.; Eidenschink, L.; Eimer, A.; Eller, P.; Ellinger, E.; El Mentawi, S.; Elsässer, D.; Engel, R.; Erpenbeck, H.; Evans, J.; Evenson, P. A.; Fan, K. L.; Fang, K.; Farrag, K.; Fazely, A. R.; Fedynitch, A.; Feigl, N.; Fiedlschuster, S.; Finley, C.; Fischer, L.; Fox, D.; Franckowiak, A.; Fukami, S.; Fürst, P.; Gallagher, J.; Ganster, E.; Garcia, A.; Garcia, M.; Garg, G.; Genton, E.; Gerhardt, L.; Ghadimi, A.; Girard-Carillo, C.; Glaser, C.; Glüsenkamp, T.; Gonzalez, J. G.; Goswami, S.; Granados, A.; Grant, D.; Gray, S. J.; Griffin, S.; Griswold, S.; Groth, K. M.; Gruchot, K.; Guevel, D.; Günther, C.; Gutjahr, P.; Ha, C.; Haack, C.; Hallgren, A.; Halve, L.; Halzen, F.; Hamacher, L.; Hamdaoui, H.; Hardy, A.; Hayes, W.; Ha Minh, M.; Handt, M.; Hanson, K.; Hardin, J.; Harnisch, A. A.; Hatch, P.; Haungs, A.; Häussler, J.; Helbing, K.; Hellrung, J.; Hermannsgabner, J.; Heuermann, L.; Heyer, N.; Hickford, S.; Hidvegi, A.; Hill, C.; Hill, G. C.; Hmaid, R.; Hoffman, K. D.; Hori, S.; Hoshina, K.; Hostert, M.; Hou, W.; Huber, T.; Hultqvist, K.; Hünnefeld, M.; Hussain, R.; Hymon, K.; Ishihara, A.; Iwakiri, W.; Jacquart, M.; Jain, S.; Janik, O.; Jansson, M.; Jeong, M.; Jin, M.; Jones, B. J. P.; Kamp, N.; Kang, D.; Kang, W.; Kang, X.; Kappes, A.; Kappesser, D.; Kardum, L.; Karg, T.; Karl, M.; Karle, A.; Katil, A.; Katz, U.; Kauer, M.; Kelley, J. L.; Khanal, M.; Khatee Zathul, A.; Kheirandish, A.; Kiryluk, J.; Klein, S. R.; Kobayashi, Y.; Kochocki, A.; Koirala, R.; Kolanoski, H.; Kontrimas, T.; Köpke, L.; Kopper, C.; Koskinen, D. J.; Koundal, P.; Kowalski, M.; Kozynets, T.; Krieger, N.; Krishnamoorthi, J.; Kruiswijk, K.; Krupczak, E.; Kumar, A.; Kun, E.; Kurahashi, N.; Lad, N.; Lagunas Gualda, C.; Lamoureux, M.; Larson, M. J.; Lauber, F.; Lazar, J. P.; Lee, J. W.; Leonard DeHolton, K.; Leszczyńska, A.; Liao, J.; Lincetto, M.; Liu, Y. T.; Liubarska, M.; Love, C.; Lu, L.; Lucarelli, F.; Luszczak, W.; Lyu, Y.; Madsen, J.; Magnus, E.; Mahn, K. B. M.; Makino, Y.; Manao, E.; Mancina, S.; Mand, A.; Marie Sainte, W.; Mariş, I. C.; Marka, S.; Marka, Z.; Marsee, M.; Martinez-Soler, I.; Maruyama, R.; Mayhew, F.; McNally, F.; Mead, J. V.; Meagher, K.; Mechbal, S.; Medina, A.; Meier, M.; Merckx, Y.; Merten, L.; Mitchell, J.; Montaruli, T.; Moore, R. W.; Morii, Y.; Morse, R.; Moulai, M.; Moy, A.; Mukherjee, T.; Naab, R.; Nakos, M.; Naumann, U.; Necker, J.; Negi, A.; Neste, L.; Neumann, M.; Niederhausen, H.; Nisa, M. U.; Noda, K.; Noell, A.; Novikov, A.; Obertacke Pollmann, A.; O’Dell, V.; Olivas, A.; Orsoe, R.; Osborn, J.; O’Sullivan, E.; Palusova, V.; Pandya, H.; Park, N.; Parker, G. K.; Parrish, V.; Paudel, E. N.; Paul, L.; Pérez de los Heros, C.; Pernice, T.; Peterson, J.; Pizzuto, A.; Plum, M.; Pontén, A.; Popovych, Y.; Prado Rodriguez, M.; Pries, B.; Procter-Murphy, R.; Przybylski, G. T.; Pyras, L.; Raab, C.; Rack-Helleis, J.; Rad, N.; Ravn, M.; Rawlins, K.; Rechav, Z.; Rehman, A.; Resconi, E.; Reusch, S.; Rhode, W.; Riedel, B.; Rifaie, A.; Roberts, E. J.; Robertson, S.; Rodan, S.; Roellinghoff, G.; Rongen, M.; Rosted, A.; Rott, C.; Ruhe, T.; Ruohan, L.; Ryckbosch, D.; Safa, I.; Saffer, J.; Salazar-Gallegos, D.; Sampathkumar, P.; Sandrock, A.; Santander, M.; Sarkar, S.; Sarkar, S.; Savelberg, J.; Savina, P.; Schaile, P.; Schaufel, M.; Schieler, H.; Schindler, S.; Schlickmann, L.; Schlüter, B.; Schlüter, F.; Schmeisser, N.; Schmidt, E.; Schmidt, T.; Schneider, J.; Schröder, F. G.; Schumacher, L.; Schwirn, S.; Sclafani, S.; Seckel, D.; Seen, L.; Seikh, M.; Seo, M.; Seunarine, S.; Sevle Myhr, P.; Shah, R.; Shefali, S.; Shimizu, N.; Silva, M.; Simmons, A.; Skrzypek, B.; Smithers, B.; Snihur, R.; Soedingrekso, J.; Søgaard, A.; Soldin, D.; Soldin, P.; Sommani, G.; Spannfellner, C.; Spiczak, G. M.; Spiering, C.; Stachurska, J.; Stamatikos, M.; Stanev, T.; Stezelberger, T.; Stürwald, T.; Stuttard, T.; Sullivan, G. W.; Taboada, I.; Ter-Antonyan, S.; Terliuk, A.; Thiesmeyer, M.; Thompson, W. G.; Thorpe, A.; Thwaites, J.; Tilav, S.; Tollefson, K.; Tönnis, C.; Toscano, S.; Tosi, D.; Trettin, A.; Turcotte, R.; Unland Elorrieta, M. A.; Upadhyay, A. K.; Upshaw, K.; Vaidyanathan, A.; Valtonen-Mattila, N.; Vandenbroucke, J.; van Eijndhoven, N.; Vannerom, D.; van Santen, J.; Vara, J.; Varsi, F.; Veitch-Michaelis, J.; Venugopal, M.; Vereecken, M.; Vergara Carrasco, S.; Verpoest, S.; Veske, D.; Vijai, A.; Walck, C.; Wang, A.; Weaver, C.; Weigel, P.; Weindl, A.; Weldert, J.; Wen, A. Y.; Wendt, C.; Werthebach, J.; Weyrauch, M.; Whitehorn, N.; Wiebusch, C. H.; Williams, D. R.; Witthaus, L.; Woodward, H.; Wolf, M.; Wrede, G.; Xu, X. W.; Yanez, J. P.; Yildizci, E.; Yoshida, S.; Young, R.; Yu, S.; Yuan, T.; Zegarelli, A.; Zhang, S.; Zhang, Z.; Zhelnin, P.; Zilberman, P.; Zimmerman, M.
2025. The Astrophysical Journal, 981 (2), 182. doi:10.3847/1538-4357/adb1de
Piekarski, T.; Buisset, C.; Kleinert, A.; Friedl-Vallon, F.; Heliere, A.; Hofmann, J.; Babić, L.; Miranda, M. D.; Guggenmoser, T.; Lamarre, D.; Mariani, F.; Vanin, F.; Veihelmann, B.
2025. Remote Sensing, 17 (23), 3903. doi:10.3390/rs17233903
Edalati, K.; Ahmed, A. Q.; Akrami, S.; Ameyama, K.; Aptukov, V.; Asfandiyarov, R. N.; Ashida, M.; Astanin, V.; Bachmaier, A.; Beloshenko, V.; Bobruk, E. V.; Bryła, K.; Cabrera, J. M.; Carvalho, A. P.; Chinh, N. Q.; Choi, I.-C.; Chulist, R.; Cubero-Sesin, J. M.; Davdian, G.; Demirtas, M.; Divinski, S.; Durst, K.; Dvorak, J.; Edalati, P.; Emura, S.; Enikeev, N. A.; Faraji, G.; Figueiredo, R. B.; Floriano, R.; Fouladvind, M.; Fruchart, D.; Fuji, M.; Fujiwara, H.; Gajdics, M.; Gheorghe, D.; Gondek, Ł.; González-Hernández, J. E.; Gornakova, A.; Grosdidier, T.; Gubicza, J.; Gunderov, D.; He, L.; Higuera, O. F.; Hirosawa, S.; Hohenwarter, A.; Horita, Z.; Horky, J.; Huang, Y.; Huot, J.; Ikoma, Y.; Ishihara, T.; Ivanisenko, Y.; Jang, J.- il; Jorge, A. M., Jr; Kawabata-Ota, M.; Kawasaki, M.; Khelfa, T.; Kobayashi, J.; Kommel, L.; Korneva, A.; Kral, P.; Kudriashova, N.; Kuramoto, S.; Langdon, T. G.; Lee, D.-H.; Levitas, V. I.; Li, C.; Li, H.-W.; Li, Y.; Li, Z.; Lin, H.-J.; Liss, K.-D.; Liu, Y.; Cardona, D. M. M.; Matsuda, K.; Mazilkin, A.; Mine, Y.; Miyamoto, H.; Moon, S.-C.; Müller, T.; Muñoz, J. A.; Murashkin, M. Y.; Naeem, M.; Novelli, M.; Olasz, D.; Pippan, R.; Popov, V. V.; Popova, E. N.; Purcek, G.; de Rango, P.; Renk, O.; Retraint, D.; Révész, Á.; Roche, V.; Rodriguez-Calvillo, P.; Romero-Resendiz, L.; Sauvage, X.; Sawaguchi, T.; Sena, H.; Shahmir, H.; Shi, X.; Sklenicka, V.; Skrotzki, W.; Skryabina, N.; Staab, F.; Straumal, B.; Sun, Z.; Szczerba, M.; Takizawa, Y.; Tang, Y.; Valiev, R. Z.; Vozniak, A.; Voznyak, A.; Wang, B.; Wang, J. T.; Wilde, G.; Zhang, F.; Zhang, M.; Zhang, P.; Zhou, J.; Zhu, X.; Zhu, Y. T.
2025. Journal of Alloys and Compounds, 1034, 181313. doi:10.1016/j.jallcom.2025.181313
Arina, C.; Fuks, B.; Panizzi, L.; Baker, M. J.; Cornell, A. S.; Heisig, J.; Maier, B.; Pedro, R.; Trischuk, D.; Agin, D.; Arbey, A.; Arcadi, G.; Bagnaschi, E.; Bai, K.; Bhatia, D.; Becker, M.; Belyaev, A.; Benoit, F.; Blanke, M.; Burzynski, J.; Butterworth, J. M.; Cagnotta, A.; Calibbi, L.; Carpenter, L. M.; Cid Vidal, X.; Copello, E.; Corpe, L.; D’Eramo, F.; Deandrea, A.; Desai, A.; Doglioni, C.; Dogra, S. M.; Garny, M.; Goodsell, M. D.; Hassan, S.; Harris, P. C.; Harz, J.; Ibarra, A.; Iorio, A. O. M.; Kahlhoefer, F.; Kar, D.; Khalil, S.; Khoze, V.; Ko, P.; Kraml, S.; Landsberg, G.; Lessa, A.; Lopez-Honorez, L.; Mariotti, A.; Mitsou, V. A.; Mohan, K.; Moon, C.-S.; Moreno Briceno, A.; Moreno Llacer, M.; Munoz-Aillaud, L.; Murphy, T.; Ncube, A. M.; Nzuza, W.; Prat, C.; Rathmann, L.; Sangweni, T.; Sengupta, D.; Shepherd, W.; Sinha, S.; Tait, T. M. P.; Thamm, A.; Tytgat, M. H. G.; Wang, Z.; Yu, D.; Yu, S.-S.
2025. The European Physical Journal C, 85 (10), 1105. doi:10.1140/epjc/s10052-025-14818-2
Malica, C.; Novoselov, K. S.; Barnard, A. S.; Kalinin, S. V.; Spurgeon, S. R.; Reuter, K.; Alducin, M.; Deringer, V. L.; Csányi, G.; Marzari, N.; Huang, S.; Cuniberti, G.; Deng, Q.; Ordejón, P.; Cole, I.; Choudhary, K.; Hippalgaonkar, K.; Zhu, R.; von Lilienfeld, O. A.; Hibat-Allah, M.; Carrasquilla, J.; Cisotto, G.; Zancanaro, A.; Wenzel, W.; Ferrari, A. C.; Ustyuzhanin, A.; Roche, S.
2025. Journal of Physics: Materials, 8 (2), 021001. doi:10.1088/2515-7639/adc29d
Jamalabadi, H.; Koosha, T. A.; Stocker, E.; Jansen, A.; Ebner-Priemer, U. W.; Proppert, R. K. K.; Rieble, C. L.; Tutunji, R.; Fried, E. I.
2025. Psychological Medicine, 55, e358. doi:10.1017/S003329172510264X
Althoff, T. F.; Anderson, R. H.; Goetz, C.; Petersen, S. E.; Díaz, P. M.; Nijveldt, R.; Maurovich-Horvat, P.; Bax, J.; Hussain, S.; Schmidt, C.; Spicer, D. E.; Sanchez-Quintana, D.; Corsi, C.; Dössel, O.; Climent, A. M.; Rodriguez, B.; Schotten, U.; Loewe, A.; Guillem, M. S.; Cabrera, J.-Á.; Merino, J. L.; Wijnmaalen, A. P.; Bertrand, P. B.; de Groot, N.; Derval, N.; Didenko, M.; Donal, E.; Dweck, M. R.; Ho, S. Y.
2025. Europace, 27 (7). doi:10.1093/europace/euaf134
Wahl, N. A.; Koutsovoulos, G.; Bettisworth, B.; Stamatakis, A.
2025. (I. Birol, Hrsg.) Bioinformatics, 41 (12), Art.-Nr.: btaf620. doi:10.1093/bioinformatics/btaf620
Kiefer, L.; Ströbel, M.; Finster, P.; Ziebert, C. A.; Birke, K. P.
2025. Journal of The Electrochemical Society, 172 (12), Art.-Nr.: 120505. doi:10.1149/1945-7111/ae235d
Adhikary, H.; Adrich, P.; Allison, K. K.; Amin, N.; Andronov, E. V.; Arsene, I.-C.; Bajda, M.; Balkova, Y.; Battaglia, D.; Bazgir, A.; Bhosale, S.; Bielewicz, M.; Blondel, A.; Bogomilov, M.; Bondar, Y.; Borucka, A.; Brandin, A.; Bryliński, W.; Brzychczyk, J.; Buryakov, M.; Camino, A. F.; Ćirković, M.; Csanád, M.; Cybowska, J.; Czopowicz, T.; Dalmazzone, C.; Davis, N.; Dmitriev, A.; Doetinchem, P. von; Dominik, W.; Dumarchez, J.; Engel, R.; Feofilov, G. A.; Fields, L.; Fodor, Z.; Friend, M.; Gaździcki, M.; Golosov, O.; Golovatyuk, V.; Golubeva, M.; Grebieszkow, K.; Guber, F.; Igolkin, S. N.; Ilieva, S.; Ivashkin, A.; Izvestnyy, A.; Kargin, N.; Karpushkin, N.; Kashirin, E.; Kiełbowicz, M.; Kireyeu, V. A.; Kolesnikov, R.; Kolev, D.; Koshio, Y.; Kovalenko, V. N.; Kowalski, S.; Kozłowski, B.; Krasnoperov, A.; Kucewicz, W.; Kuchowicz, M.; Kuich, M.; Kurepin, A.; László, A.; Lewicki, M.; Lykasov, G.; Lyubushkin, V. V.; Maćkowiak-Pawłowska, M.; Majka, Z.; Makhnev, A.; Maksiak, B.; Malakhov, A. I.; Marcinek, A.; Marino, A. D.; Mathes, H.-J.; Matulewicz, T.; Matveev, V.; Melkumov, G. L.; Merzlaya, A.; Mik, Ł.; Morozov, S.; Nagai, Y.; Nakadaira, T.; Naskręt, M.; Nishimori, S.; Olivier, A.; Ozvenchuk, V.; Panova, O.; Paolone, V.; Petukhov, O.; Pidhurskyi, I.; Płaneta, R.; Podlaski, P.; Popov, B. A.; Pórfy, B.; Prokhorova, D. S.; Pszczel, D.; Puławski, S.; Puzović, J.; Renfordt, R.; Ren, L.; Ortiz, V. Z. R.; Röhrich, D.; Rondio, E.; Roth, M.; Rozpłochowski, Ł.; Rumberger, B. T.; Rumyantsev, M.; Rustamov, A.; Rybczynski, M.; Rybicki, A.; Rybka, D.; Sakashita, K.; Schmidt, K.; Seryakov, A. Y.; Seyboth, P.; Shah, U. A.; Shiraishi, Y.; Shukla, A.; Słodkowski, M.; Staszel, P.; Stefanek, G.; Stepaniak, J.; Strikhanov, M.; Świderski, Ł.; Szewiński, J.; Szukiewicz, R.; Taranenko, A.; Tefelska, A.; Tefelski, D.; Tereshchenko, V.; Tsenov, R.; Turko, L.; Tveter, T. S.; Unger, M.; Urbaniak, M.; Valiev, F. F.; Veberič, D.; Vechernin, V. V.; Vitiuk, O.; Volkov, V.; Wickremasinghe, A.; Witek, K.; Wójcik, K.; Wyszyński, O.; Zaitsev, A.; Zherebtsova, E.; Zimmerman, E. D.; Zviagina, A.; Zwaska, R.
2025. The European Physical Journal C, 85 (3), 341. doi:10.1140/epjc/s10052-025-13977-6
Bubeck, C.
2025, Dezember 18. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188737
DeMott, P. J.; Mirrielees, J. A.; Petters, S. S.; Cziczo, D. J.; Petters, M. D.; Bingemer, H. G.; Hill, T. C. J.; Froyd, K.; Garimella, S.; Hallar, A. G.; Levin, E. J. T.; McCubbin, I. B.; Perring, A. E.; Rapp, C. N.; Schiebel, T.; Schrod, J.; Suski, K. J.; Weber, D.; Wolf, M. J.; Zawadowicz, M.; Zenker, J.; Möhler, O.; Brooks, S. D.
2025. Atmospheric Measurement Techniques, 18 (3), 639–672. doi:10.5194/amt-18-639-2025
Project 8 Collaboration; Ashtari Esfahani, A.; Bhagvati, S.; Böser, S.; Brandsema, M. J.; Cabral, R.; Chirayath, V. A.; Claessens, C.; Coward, N.; Viveiros, L. de; Doe, P. J.; Elliott, M. G.; Enomoto, S.; Fertl, M.; Formaggio, J. A.; Foust, B. T.; Gaison, J. K.; Harmston, P.; Heeger, K. M.; Jones, B. J. P.; Karim, E.; Kazkaz, K.; Kolbeck, P. T.; Li, M.; Lindman, A.; Liu, C.-Y.; Matthé, C.; Mohiuddin, R.; Monreal, B.; Mucogllava, B.; Mueller, R.; Negi, A.; Nikkel, J. A.; Novitski, E.; Oblath, N. S.; Oueslati, M.; Peña, J. I.; Pettus, W.; Ranatunga, V. S.; Reimann, R.; Reine, A. L.; Robertson, R. G. H.; Saldaña, L.; Slocum, P. L.; Spanier, F.; Stachurska, J.; Stogsdill, K.; Sun, Y.-H.; Surukuchi, P. T.; Taylor, L.; Telles, A. B.; Thomas, F.; Thorne, L. A.; Thümmler, T.; Van De Pontseele, W.; VanDevender, B. A.; Weiss, T. E.; Wynne, M.; Ziegler, A.
2025. Physical Review A, 112 (3), 033311. doi:10.1103/7dkb-pc56
Das, S.; Kiel, M.; Laughner, J.; Osterman, G.; O’Dell, C. W.; Taylor, T. E.; Fisher, B.; Chevallier, F.; Deutscher, N. M.; Dubey, M. K.; Feist, D. G.; Garcia, O.; Griffith, D. W. T.; Hase, F.; Iraci, L. T.; Kivi, R.; Morino, I.; Notholt, J.; Ohyama, H.; Pollard, D.; Roche, S.; Roehl, C. M.; Rousogenous, C.; Sha, M. K.; Shiomi, K.; Strong, K.; Sussmann, R.; Té, Y.; Toon, G.; Vrekoussis, M.; Wang, P.; Warneke, T.; Wennberg, P.; Chatterjee, A.; Payne, V. H.; Wunch, D.
2025. Earth and Space Science, 12 (7). doi:10.1029/2024EA003935
Schardt, S.
2025, Dezember 16. Karlsruher Institut für Technologie (KIT)
Kleineidam, K.; Böttcher, J.; Butterbach‑Bahl, K.; Dannenmann, M.; Dittert, K.; Dörsch, P.; Fiedler, S.; Frosch, T.; Grosz, B.; Henjes, S.; Horn, M. A.; Ippisch, O.; Jansen‑Willems, A.; Kaiser, K.; Kempe, M.; Köster, J. R.; Kraus, D.; Geers‑Lucas, M.; Malique, F.; Matson, A.; Merian, A.; Mikutta, R.; Müller, C. W.; Ramm, E.; Rohe, L.; Rummel, P. S.; Scheer, C.; Schimpf, C. M.; Schlüter, S.; Schulze, J.; Surey, R.; Tenspolde, A.; van Dijk, H.; Vogel, H.; Well, R.; Wrage‑Mönnig, N.; Yankelzon, I.; Zawallich, J.; Müller, C.
2025. Biology and Fertility of Soils, 61 (4), 829–830. doi:10.1007/s00374-025-01905-5
Hirsch, R.; Kunstmann, P.
2026. Journal of Mathematical Analysis and Applications, 556 (2), 130260. doi:10.1016/j.jmaa.2025.130260
Kleineidam, K.; Böttcher, J.; Butterbach-Bahl, K.; Dannenmann, M.; Dittert, K.; Dörsch, P.; Fiedler, S.; Frosch, T.; Grosz, B.; Henjes, S.; Horn, M. A.; Ippisch, O.; Jansen-Willems, A.; Kaiser, K.; Kempe, M.; Köster, J. R.; Kraus, D.; Geers-Lucas, M.; Malique, F.; Matson, A.; Merian, A.; Mikutta, R.; Müller, C. W.; Ramm, E.; Rohe, L.; Rummel, P. S.; Scheer, C.; Schimpf, C. M.; Schlüter, S.; Schulze, J.; Surey, R.; Tenspolde, A.; van Dijk, H.; Vogel, H.-J.; Well, R.; Wrage-Mönnig, N.; Yankelzon, I.; Zawallich, J.; Müller, C.
2025. Biology and Fertility of Soils, 61 (3), 329–342. doi:10.1007/s00374-025-01894-5
JEDI Collaboration; Hejny, V.; Andres, A.; Pretz, J.; Abusaif, F.; Aggarwal, A.; Aksentev, A.; Alberdi, B.; Barion, L.; Bekman, I.; Beyß, M.; Böhme, C.; Breitkreutz, B.; Canale, N.; Ciullo, G.; Dymov, S.; Fröhlich, N.-O.; Gebel, R.; Gaisser, M.; Grigoryev, K.; Grzonka, D.; Hetzel, J.; Javakhishvili, O.; Kacharava, A.; Kamerdzhiev, V.; Karanth, S.; Keshelashvili, I.; Kononov, A.; Laihem, K.; Lehrach, A.; Lenisa, P.; Lomidze, N.; Lorentz, B.; Macharashvili, G.; Magiera, A.; Mchedlishvili, D.; Melnikov, A.; Müller, F.; Nass, A.; Nikolaev, N. N.; Okropiridze, D.; Pesce, A.; Piccoli, A.; Poncza, V.; Prasuhn, D.; Rathmann, F.; Saleev, A.; Shergelashvili, D.; Shmakova, V.; Shankar, R.; Shurkhno, N.; Siddique, S.; Silenko, A.; Slim, J.; Soltner, H.; Stassen, R.; Stephenson, E. J.; Ströher, H.; Tabidze, M.; Tagliente, G.; Valdau, Y.; Vitz, M.; Wagner, T.; Wirzba, A.; Wrońska, A.; Wüstner, P.; Żurek, M.
2025. Physical Review Accelerators and Beams, 28 (6), 062801. doi:10.1103/PhysRevAccelBeams.28.062801
Böhmann, T.; Roth, A.; Satzger, G.; Benz, C.; Beverungen, D.; Boes, A.; Breidbach, C.; Gersch, M.; Gudergan, G.; Hogreve, J.; Kurtz, C.; Langes, B.; Leimeister, J. M.; Lewandowski, T.; Meiren, T.; Nägele, R.; Paluch, S.; Peters, C.; Poeppelbuss, J.; Robra-Bissantz, S.; Schultz, C.; Schumann, J. H.; Wirtz, J.; Wünderlich, N. V.
2025. Electronic Markets, 35 (1), 27. doi:10.1007/s12525-025-00771-1
Adhikary, H.; Adrich, P.; Allison, K. K.; Amin, N.; Andronov, E. V.; Arsene, I.-C.; Bajda, M.; Balkova, Y.; Battaglia, D.; Bazgir, A.; Bhosale, S.; Bielewicz, M.; Blondel, A.; Bogomilov, M.; Bondar, Y.; Bryliński, W.; Brzychczyk, J.; Buryakov, M.; Camino, A. F.; Chandak, Y.; Ćirković, M.; Csanád, M.; Cybowska, J.; Czopowicz, T.; Dalmazzone, C.; Davis, N.; Dmitriev, A.; Doetinchem, P. von; Dominik, W.; Dumarchez, J.; Engel, R.; Feofilov, G. A.; Fields, L.; Fodor, Z.; Friend, M.; Gaździcki, M.; Gollwitzer, K. E.; Golosov, O.; Golovatyuk, V.; Golubeva, M.; Grebieszkow, K.; Guber, F.; Hurh, P. G.; Ilieva, S.; Ivashkin, A.; Izvestnyy, A.; Karpushkin, N.; Kiełbowicz, M.; Kireyeu, V. A.; Kolesnikov, R.; Kolev, D.; Koshio, Y.; Kowalski, S.; Kozłowski, B.; Krasnoperov, A.; Kucewicz, W.; Kuchowicz, M.; Kuich, M.; Kurepin, A.; László, A.; Lewicki, M.; Lykasov, G.; Lyubushkin, V. V.; Maćkowiak-Pawłowska, M.; Makhnev, A.; Maksiak, B.; Malakhov, A. I.; Marcinek, A.; Marino, A. D.; Mathes, H.-J.; Matulewicz, T.; Matveev, V.; Melkumov, G. L.; Merzlaya, A.; Mik, Ł.; Morozov, S.; Nagai, Y.; Nakadaira, T.; Naskręt, M.; Nishimori, S.; Olivier, A.; Ozvenchuk, V.; Panova, O.; Paolone, V.; Petukhov, O.; Pidhurskyi, I.; Płaneta, R.; Podlaski, P.; Popov, B. A.; Pórfy, B.; Prokhorova, D. S.; Pszczel, D.; Puławski, S.; Renfordt, R.; Ren, L.; Reyna Ortiz, V. Z.; Röhrich, D.; Rondio, E.; Roth, M.; Rozpłochowski, Ł.; Rumberger, B. T.; Rumyantsev, M.; Rustamov, A.; Rybczynski, M.; Rybicki, A.; Rybka, D.; Sakashita, K.; Schmidt, K.; Seryakov, A.; Seyboth, P.; Shah, U. A.; Shiraishi, Y.; Shukla, A.; Słodkowski, M.; Staszel, P.; Stefanek, G.; Stepaniak, J.; Świderski, Ł.; Szewiński, J.; Szukiewicz, R.; Taranenko, A.; Tefelska, A.; Tefelski, D.; Tereshchenko, V.; Tsenov, R.; Turko, L.; Tveter, T. S.; Unger, M.; Urbaniak, M.; Veberič, D.; Vitiuk, O.; Volkov, V.; Wickremasinghe, A.; Witek, K.; Wójcik, K.; Wyszyński, O.; Zaitsev, A.; Zherebtsova, E.; Zimmerman, E. D.; Zviagina, A.
2025. Physical Review D, 112 (1), Art.-Nr.: 012011. doi:10.1103/42nk-jbvm
Morrison, W.; Looschelders, D.; Céspedes, J.; Claxton, B.; Drouin, M.-A.; Dupont, J.-C.; Faucheux, A.; Haeffelin, M.; Holst, C. C.; Kotthaus, S.; Masson, V.; McGregor, J.; Price, J.; Zeeman, M.; Grimmond, S.; Christen, A.
2025. Earth System Science Data, 17 (11), 6507–6529. doi:10.5194/essd-17-6507-2025
Laneve, A.; Ronco, G.; Beccaceci, M.; Barigelli, P.; Salusti, F.; Claro-Rodriguez, N.; De Pascalis, G.; Suprano, A.; Chiaudano, L.; Schöll, E.; Hanschke, L.; Krieger, T. M.; Buchinger, Q.; Covre da Silva, S. F.; Neuwirth, J.; Stroj, S.; Höfling, S.; Huber-Loyola, T.; Usuga Castaneda, M. A.; Carvacho, G.; Spagnolo, N.; Rota, M. B.; Basso Basset, F.; Rastelli, A.; Sciarrino, F.; Jöns, K. D.; Trotta, R.
2025. Nature Communications, 16 (1), Art.-Nr.: 10028. doi:10.1038/s41467-025-65911-9
Gutenthaler-Tietze, S. M.; Mertens, M.; Phi, M. T.; Weis, P.; Drobot, B.; Köhrer, A.; Steudtner, R.; Karst, U.; Martinez-Gomez, N. C.; Daumann, L. J.
2026. ChemBioChem, 27 (1), Art.-Nr.: e202500312. doi:10.1002/cbic.202500312
Kornyushchenko, A.; Perekrestov, V.; Tomut, M.; Rösner, H.; Peterlechner, M.; Wilde, G.
2025. Journal of Alloys and Compounds, 1047, Art.-Nr.: 184918. doi:10.1016/j.jallcom.2025.184918
Najjar, T. A.; Li, C.; Jiang, Y.; Mauri, A.; Liu, M.; Chandresh, A.; Kanj, A. B.; Mutruc, D.; Wenzel, W.; Hecht, S.; Kozlowska, M.; Heinke, L.
2026. Advanced Science, 13 (8), Art.-Nr.: e03500. doi:10.1002/advs.202503500
Acquistapace, C.; Schnitt, S.; Krause, S.; Risse, N.; Lange, D.; Chatterjee, D.
2026. Quarterly Journal of the Royal Meteorological Society, 152 (774). doi:10.1002/qj.70038
Riabokon, M.; Schiffer, M.; Wagner, F.
2025. Physical Review D, 112 (10), 106003. doi:10.1103/gxm2-trn6
Jeela, R. K.; Ahmad, M.; Wieler, M.; Liu, Y.; Juckel, M.; Schneider, D.; Weber, A.; Menzler, N. H.; Nestler, B.
2025. ACS Applied Energy Materials, 8 (24), 17670–17687. doi:10.1021/acsaem.5c02218
Hofsaess, R.
2025, Dezember 22. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188714
Bhadauria, R.; Döttling, N.; Hazay, C.; Lin, C.
2026. Advances in Cryptology – ASIACRYPT 2025 – 31st International Conference on the Theory and Application of Cryptology and Information Security, Melbourne, VIC, Australia, December 8–12, 2025, Proceedings, Part V. Ed.: G. Hanaoka, 228–261, Springer Nature Singapore. doi:10.1007/978-981-95-5116-3_8
Ghadrdan, M.; Mathew, H.; Carne, G. De
2025. 10th IEEE Workshop on the Electronic Grid (eGRID), Glasgow, United Kingdom, 30th Septembe - 2nd October 2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/eGRID63452.2025.11255464
De Giacinto, A.; Tusini, E.; Doronkin, D. E.; Reguer, S.; Popescu, R.; Grunwaldt, J.-D.; Casapu, M.
2026. Applied Catalysis B: Environment and Energy, 385, 126305. doi:10.1016/j.apcatb.2025.126305
A microfluidic chip for adaptation and selection of whole-cells
2024. 75. Mosbacher Kolloquium - "The Microbiome – from Understanding to Modulation" (2024), Mosbach, Deutschland, 21.–23. März 2024
Evolution on a Microscale: Empowering Adaptation and Selection through a Microfluidic Chip
2025, Juli. FEMS MICRO Congress & Exhibition (2025), Mailand, Italien, 14.–17. Juli 2025
Miniaturizing Evolution: Adaptation of Whole-Cells Using a Microfluidic Chip
2025, März. Annual Conference of the Association for General and Applied Microbiology (VAAM 2025), Bochum, Deutschland, 23.–26. März 2025
Zürn, M.; Antusch, S.; Nötzel, D.; Walter, H.; Hanemann, T.
2025, Dezember 17. doi:10.35097/cffncun0dddhf98m
A microfluidic chip for adaption and selection of whole-cells
2023, September 11. Annual Conference of the Association for General and Applied Microbiology (VAAM 2023), Göttingen, Deutschland, 10.–13. September 2023
A Microfluidic Chip for Adaptation and Selection of Whole-Cells
2022, Juni 18. 40. Rabensteiner Kolleg (2022), Pottenstein, Deutschland, 16.–18. Juni 2022
Malik, F. S.; Terzidis, O.
2026. Journal of Business Venturing Design, 5, 100035. doi:10.1016/j.jbvd.2025.100035
Seckler, C.; Mauer, R.; vom Brocke, J.; Hanisch, M.; Schrage, S.; Terzidis, O.; Weißenberger, B. E.
2025. Schmalenbach Journal of Business Research. doi:10.1007/s41471-025-00233-6
Lucas, K. M. dos S.; Quaresma, A.; Mano, G. B.; Piedade, M. T. F.; Klein, V. P.; Demarchi, L. O.; Schöngart, J.; Lopes, A.
2025. Ecology and Evolution, 15 (12). doi:10.1002/ece3.72407
Bürker, F.; Laborgne, P.
2025, November 13. 4. Konferenz zur Vernetzung und Stärkung von Partizipation in der Wissenschaft (PartWiss 2025), Leipzig, Deutschland, 12.–14. November 2025
Buchheiser, S.; Furat, O.; Schmidt, V.; Nirschl, H.; Rhein, F.
2026. Particle & Particle Systems Characterization, 43 (2), Art.-Nr.: e00172. doi:10.1002/ppsc.202500172
Hearn, E.; Chiofalo, M.; Dupuis, M.; Seskir, Z. C.
2025. Quantum Education Summit (2025), Barcelona, Spanien, 3.–5. Dezember 2025
Reynolds, E. M.; Günther-Schmidt, N.; Steininger, R.; Reitz, C. Y.; Göttlicher, J.; Wansorra, C.; Blankenship, M.; Hauschild, D.; Heske, C.; Weinhardt, L.; Ramanantoanina, H.; Roesky, P. W.; VItova, T.
2025. 33. Terrae Rarae - Tage der Seltenen Erden (2025), Karlsruhe, Deutschland, 7.–9. Oktober 2025
Frey, P.
2025. „Zeit für neue Modelle der Erwerbsarbeit“, Evangelische Kirche EKHN in Hessen und Nassau und andere (2025), Online, 17. November 2025
Reynolds, E. M.; Reitz, C. Y.; Günther-Schmidt, N.; Göttlicher, J.; Steininger, R.; Schacherl, B.; Ramanantoanina, H.; Roesky, P. W.; VItova, T.
2025. 2nd RAC (2025), Reval, Estland, 4.–7. Dezember 2025
Frey, P.; Gnisa, F.
2025. Bildungsurlaub „Gemeinsam statt Einsam! – Genossenschaftliches Wirtschaften gestern, heute und morgen“, DGB Bildungswerk (2025), Hattingen, Deutschland, 5. November 2025
Frey, P.
2025. DGB Bildungswerk (2025), Hattingen, Deutschland, 4. November 2025
Hamel, A.; Schnaiter, M.; Saito, M.; Wagner, R.; Järvinen, E.
2025. Copernicus. doi:10.5194/egusphere-2025-3515
Frey, P.
2025. ver.di Bildungszentrum Clara Sahlberg (2025), Berlin, Deutschland, 18. Oktober 2025
Frey, P.
2025. Kirchlicher Dienst in der Arbeitswelt der Nordkirche (2025), Hamburg, Deutschland, 4. September 2025
Ziese, F.; Dehnen, S.; Sanna, S.
2026. Physical Chemistry Chemical Physics, 28 (5), 3193–3203. doi:10.1039/d5cp03750f
Frey, P.
2025. Frühjahrsempfang des Gesamtpersonalrats der Landeshauptstadt Stuttgart und des Personalrats des Klinikums Stuttgart (2025), Stuttgart, Deutschland, 13. Mai 2025
Martinez, Q.; Molinier, C.; Barraza-Soltero, I. K.; Berger, E.; Le Verger, K.; Fabre, A.-C.; Billet, G.; Fernandez, V.; Ferreira, G. S.; van de Kamp, T.; Hamann, E.; Zuber, M.; Portela Miguez, R.; Hautier, L.; Amson, E.
2025. Proceedings of the National Academy of Sciences, 122 (50), e2510575122. doi:10.1073/pnas.2510575122
Kasalo, N.; Husemann, M.; Vielsäcker, M.; van de Kamp, T.; Subedi, M.; Skejo, J.
2025. Contributions to Entomology, 75 (2), 355–360. doi:10.3897/contrib.entomol.75.e170564
Beygi Nasrabadi, H.; Norouzi, E.; Hubaiev, K.; Waitelonis, J.; Sack, H.
2025. Advanced Engineering Materials, Art.-Nr.: e202502331. doi:10.1002/adem.202502331
Frey, P.
2025. Betriebsversammlung der Deutsche Telekom Privatkunden-Vertrieb GmbH (2025), Fulda, Deutschland, 8. Mai 2025
Frey, P.
2025. Bildungszeit "Arbeitszeitverkürzung: Die 4-Tage-Woche im Betrieb" (2025), Lohr am Main, Deutschland, 8. April 2025
Frey, P.
2025. ver.di Landesbezirksfrauenrat (2025), Stuttgart, Deutschland, 11. April 2025
Braun, J.; Fontes, D.; Heinrich, G.
2025. arxiv. doi:10.48550/arXiv.2509.13304
Frey, P.
2025. Bayrische Amerika Akademie: Annual Conference: Labor, Unions, and the Future of Work (2025), München, Deutschland, 10.–12. Juli 2025
Son, J.; Martin, J.; Linnerooth-Bayer, J.; Saha, S.
2025. INQUIMUS Interactive Conference: Centering Justice in Climate Risk Management for Transformative Change (2025), Laxenburg, Österreich, 2.–4. Dezember 2025
Weil, M.; Pushpendra, P.; Quartarone, E.; Baumann, M.; Pinto Bautista, S.; Liu, H.; Jasper, F.; Buchgeister, J.; Bahmei, F.; Ersoy, H.; Das, S.; Premathilake, D.; Stokebrand, M.
2025. Internationale Konferenz über Kreislaufwirtschaft für Lithium-Ionen-Batterien (CircuBAT 2025), Bern, Schweiz, 13.–14. November 2025
Braun, J.; Fontes, D.; Heinrich, G.
2025. Journal of High Energy Physics, 2025 (11), Art.-Nr.: 117. doi:10.1007/JHEP11(2025)117
Sun, X.; Krätschmer, F.; Feye, J.; Lukanowski, M.; Graf, D.; Lebedkin, S.; Kappes, M.; Weigend, F.; Roesky, P. W.; Hinz, A.
2025. Chemistry – A European Journal, Art.-Nr.: e03208. doi:10.1002/chem.202503208
Lin, H.-Y.; Nguyen, M. N.; Schäfer, A. I.
2025. Chemical Engineering Journal, 526, Art.-Nr.: 170335. doi:10.1016/j.cej.2025.170335
Weitz, F.
2026. KIT Scientific Publishing. doi:10.5445/KSP/1000188673
Das, B.; Fasen-Hartmann, V.
2026. Canadian Journal of Statistics, 54 (1), Art.-Nr.: e70036. doi:10.1002/cjs.70036
Tulkki, V.; Sanchez-Espinoza, V. H.; Sobecki, N.
2025. EPJ Nuclear Sciences & Technologies, 11, 33. doi:10.1051/epjn/2025023
Fei, H.; Ivanichenko, A.; Jamatia, T.; Pechancová, V.; Sáha, P.; Reisz, P. A.; Buchgeister, J.; Baumann, M.; Mousavihashemi, S.
2025. BATTERY 2030+ Annual Conference (2025), Münster, Deutschland, 6.–7. Mai 2025
Baumann, M.; Ersoy, H.; Ferarro, M.; Pantelis, S.
2025. StoRIES Project Final Event (2025), Ixelles/Elsene, Belgien, 7. Oktober 2025
CAMPOS-MUÑOZ, A.; SANCHEZ-ESPINOZA, V. H.; IMKE, U.
2025. Progress in Nuclear Science and Technology, 8, 86–91. doi:10.15669/pnst.8.86
Görtz, M.; Hauck, M.; Målqvist, A.; Rupp, A.; Swoboda, L.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188667
Fricke, A.
2018. Nachhaltige Geldanlage im Zukunftsraum (2018), Karlsruhe, Deutschland, 20. Juni 2018
Fricke, A.; Trenks, H.
2019. Workshop Kriteriendiskussion im Rahmen der Kampagne Naturnah Gärtnern: Für Mensch, Tier und Klima (2019), Rheinstetten, Deutschland, 10. September 2019
Fricke, A.
2018. FahrRad! (2018), Karlsruhe, Deutschland, 13. Juni 2018
Bareis, J.; Bächle, T. C.
2025
Broda, B.; Heiß, J.; Rittmann, L. M.; Schmidt, D.; Jekauc, D.
2025. doi:10.2196/preprints.88908
Jekauc, D.; Pfeffer, I.; Strobach, T.; Englert, C.
2025. Performance enhancement & health, 14, Article no: 100394. doi:10.1016/j.peh.2025.100394
Jekauc, D.; D’Agostino, M.
2025. Nachhaltigkeit im Sport : das Lehrbuch für Studierende und Fachkräfte der Sport- und Nachhaltigkeitswissenschaften. Hrsg.: P. Jansen, 213–226, Springer Spektrum. doi:10.1007/978-3-662-71203-0_13
Hedin, J.; Weyland, S.; Pelegrina, A.; Rausch, C.; Finne, E.
2025. 34. Rehabilitationswissenschaftliches Kolloquium (2025), Nürnberg, Deutschland, 18.–20. März 2025
Pelegrina, A.; Weyland, S.; Hedin, J.; Jekauc, D.; Schmidt, D.
2025. 34. Rehabilitationswissenschaftliches Kolloquium (2025), Nürnberg, Deutschland, 18.–20. März 2025
Weyland, S.; Pelegrina, A.; Hedin, J.; Jekauc, D.; Schmidt, D.
2025. 34. Rehabilitationswissenschaftliches Kolloquium (2025), Nürnberg, Deutschland, 18.–20. März 2025
Kobold, M.
2025, Dezember 17. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188655
Broda, B.; Pelegrina, A.; Hedin, J.; Weyland, S.; Schmidt, D.; Jekauc, D.
2025. 39th Annual Conference of the European Health Psychology Society (EHPS 2025), Groningen, Niederlande, 26.–29. August 2025
De Giacinto, A.; Tusini, E.; Doronkin, D.; Reguer, S.; Popescu, R.; Grunwaldt, J.; Casapu, M.
2025, Dezember 18. doi:10.35097/qf2d3fahq22q5hjx
Tacca, A.; Agostini, A.; Busto, C.; Wulf, C.; Carbone, C.; Bresciani, F.; Jasper, F.; Gladkykh, G.; Tumminia, G.; Ersoy , H.; Salgado Beceiro, J.; Malek, K.; Mesa Estrada, L. S.; Barelli, L.; Picciotto Maniscalco, M.; Baumann, M.; Weil, M.; Ferraro, M.; Haase, M.; Cellura, M.; Erakca, M.; Stuhm, P.; Zapp, P.; Hischier, R.; Schmidt, S.; Dickler, S.; Longo, S.; Pantelis, S.; Passerini, S.; Abermann, S.; Taylor, S.; Müller, T.; Ramos, T. B.; Pechancová, V.; Wimmer, Y.; Lechon, Y.
2025. Storage Research Infrastructure Eco-System (StoRIES)
Malavart, A.; Hoffmann, A.; Bräuer, F.; Hofmann, J.; Hélière, A.; Carnicero Dominguez, B.; Friedl-Vallon, F.; Sinnhuber, B.-M.; Preusse, P.; Walker, K.; Riel, S.; Keim, C.; Schweikle, S.; Nikolov, S.; Belloc, C.; St-Amand, C.; Loew, H.; Krisch, I.; Sandri, P.; Moser, K.; Klimaszewski, M.; Posselt, W.; Giaccari, P.; Caullier, F.; Abdon, S.
2025. S. R. Babu, A. Hélière & T. Urabe (Hrsg.), Sensors, Systems, and Next-Generation Satellites XXIX. Ed.: S. R. Babu, Article no: 366708, SPIE. doi:10.1117/12.3077175
Piekarski, T.; Buisset, C.; Kleinert, A.; Friedl-Vallon, F.; Heliere, A.; Hofmann, J.; Babić, L.; Dias Miranda, M.; Guggenmoser, T.; Lamarre, D.; Mariani, F.; Vanin, F.; Veihelmann, B.
2025. Sensors, Systems, and Next-Generation Satellites XXIX. Ed.: S. R. Babu, Article no: 366707, SPIE. doi:10.1117/12.3069861
Sellitto, P.; Eremenko, M.; Formenti, P.; Alalam, P.; Höpfner, M.; Biagio, C. Di
2025. Copernicus. doi:10.5194/egusphere-2025-5858
Weil, M.
2025. Stories Project (2025), Online, 25. Juni 2025
Beecroft, R.
2025. Forschungsinstitut für Nachhaltigkeit : RIFS Retreat (2025), Schmöckwitzwerder, 11. September 2025
Beecroft, R.
2025, Oktober 15. International Alumni Week (2025), Karlsruhe, Deutschland, 12.–18. Oktober 2025
Griesmaier, R.; Schätzle, L.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188646
Beecroft, R.; Laborgne, P.
2025, Oktober 15. Urban Transformation Conference 2025 (2025), Karlsruhe, Deutschland, 15.–17. Oktober 2025
Augenstein, M.; Mohr, S.; Kunz, M.
2025. Natural Hazards and Earth System Sciences, 25 (12), 4921–4939. doi:10.5194/nhess-25-4921-2025
Marten, I.
2026, Januar 15. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188643
Härer, B.; Oeftiger, A.
2024. CERN Yellow Reports: School Proceedings. Ed.: E. Metral, F. Bordry, M. Bozzo, P. Burrows, J. Enders, A. Faus-Golfe, T. Garvey, S. Kazamias, Y. Kubyshin, P. Lebrun, J. L. Duff, F. Meot, L. Palumbo, M. Rey-Campagnolle, L. Rinolfi., V. Vaccaro, U. van Rienen, J. Vigen, C. Welsch, 661–729, CERN Yellow Reports: School Proceedings. doi:10.23730/cyrsp-2024-003.661
Williamson, E. J.; Williamson, E. J.; Tao, H.; Scheg, D. P.; Lang, Y. L.; Danzi, F.; Gibert, J.
2025. ASME 2025 Conference on Smart Materials, Adaptive Structures and Intelligent Systems, 1, The American Society of Mechanical Engineers (ASME). doi:10.1115/SMASIS2025-167943
Al-saadi, O.; Natal, J.
2025. Procedia Computer Science, 273, 22–29. doi:10.1016/j.procs.2025.10.276
Dai, Y.; Yao, Z.; Song, C.; Zheng, Q.; Mai, W.; Peng, K.; Lu, S.; Ouyang, W.; Yang, J.; Wu, J.
2025. Proceedings of the 42nd International Conference on Machine Learning (ICML), Vancouver Convention Center, Sun. July 13th through Sat. July 19th. Ed.: N. Lawrence., 12214–12228, Machine Learning Research Press (ML Research Press)
Weiß, M.; Hönl, A.; Nahm, W.
2025. C. F. Hahlweg & J. R. Mulley (Hrsg.), Novel Optical Systems, Methods, and Applications XXVIII. Ed.: C. F. Hahlweg, J. R. Mulley, 13595E, SPIE. doi:10.1117/12.3065634
Anggraini, A. K.; Fuchs, S. L.
2025. Proceedings of the 2025 9th International Conference on Structure and Civil Engineering Research: Selected and Revised Papers from ICSCER2025, 27–29 May 2025, Paris, France, 040002, AIP Publishing. doi:10.1063/5.0302756
Gao, Y.; Wecken, L.; Lennerts, K.; Nyhuis, P.
2025. Proceedings of the 2025 9th International Conference on Structure and Civil Engineering Research: Selected and Revised Papers from ICSCER2025: 27–29 May 2025, Paris, France, Art.-Nr.: 050002, AIP Publishing. doi:10.1063/5.0301316
Gyawali, P.; Shrestha, B.; Posom, J.; Pornchaloempong, P.; Sirisomboon, P.; Shrestha, B. P.; Funke, A.
2025. S. Devahastin, J. Posom & T. Treeamnuk (Hrsg.), E3S Web of Conferences. Ed.: S. Devahastin, J. Posom, T. Treeamnuk, Art.-Nr.: 04021, EDP Open. doi:10.1051/e3sconf/202566104021
Zofka, M. R.
2025, Dezember 18. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188628
Zoroglu, R.
2025, Dezember 16. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188627
Kinkhabwala, B.; Krishna, K.; Reppert, F.; Wagner, U.; Koch, T.
2025. Automotive and Engine Technology, 10, Article no: 16. doi:10.1007/s41104-025-00163-9
Yu, C.; Kinkhabwala, B.; Wu, C.; Eckart, S.; Koch, T.
2025. Automotive and Engine Technology, 10 (1), 17. doi:10.1007/s41104-025-00162-w
Ardila, M. S.; Aliyu, H.; de Maayer, P.; Neumann, A.
2025. Applied Microbiology and Biotechnology, 109 (1), 261. doi:10.1007/s00253-025-13659-z
Baumann, M.; Maia, M.; Weinberger, N.
2025. DIGITAL HEALTH, 11. doi:10.1177/20552076251406307
Spiecker, R.; Spiecker, M.; Biswal, A.; Shcherbinin, M.; Baumbach, T.
2025. Physical Review Research, 7 (4), 043315. doi:10.1103/pkmv-x47f
Hoffmann, F. M.; Luy, B.
2025. Polymers, 17 (24), 3280. doi:10.3390/polym17243280
Cong, X.
2025, Dezember 17. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188617
Santos, M. I.; de Souza e Silva, J. M.; Damberga, D.; Langner, M.; Debastiani, R.; Hirsch, U.; Greiner, A.; Wehrspohn, R. B.
2025. Methods in Microscopy, 2 (4), 431–443. doi:10.1515/mim-2025-0005
Zeller, T.
2026, Januar 20. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188615
Wu, X.; Landgraf, S.; Ulrich, M.; Qin, R.
2025. Geo-spatial Information Science, 1–19. doi:10.1080/10095020.2025.2597491
Bunk, L.; Heyden, E.; Saurbier, S. Y.; Matthiesen, S.; Krause, D.
2025. Proceedings of the 36th Symposium Design for X (DFX2025). Ed.: D. Krause, 051–060, The Design Society. doi:10.35199/dfx2025.06
Klopp, D.; Erdweg, S.; Pacak, A.
2024. Proceedings of the ACM on programming languages, 8 (OOPSLA2), 1586–1614. doi:10.1145/3689767
Klopp, D.; Erdweg, S.; Pacak, A.
2024. Proceedings of the ACM on programming languages, 8 (OOPSLA2), 60–86. doi:10.1145/3689713
Pacak, A.; Erdweg, S.
2023. Proceedings of the ACM on programming languages, 7 (OOPSLA2), 745–772. doi:10.1145/3622824
Keidel, S.; Erdweg, S.; Hombücher, T.
2023. Proceedings of the ACM on programming languages, 7 (ICFP), 955–981. doi:10.1145/3607863
Brandl, K.; Erdweg, S.; Keidel, S.; Hansen, N.
2023. 37th European Conference on Object-Oriented Programming (ECOOP 2023), 5:1–5:28, Schloss Dagstuhl - Leibniz-Zentrum für Informatik (LZI). doi:10.4230/LIPIcs.ECOOP.2023.5
Erdweg, S.
2023. Eelco Visser Commemorative Symposium (EVCS 2023). Ed.: R. Lämmel, 10:1–10:6, Schloss Dagstuhl - Leibniz-Zentrum für Informatik (LZI). doi:10.4230/OASIcs.EVCS.2023.10
Pacak, A.; Szabó, T.; Erdweg, S.
2022. GPCE 2022 - Proceedings of the 21st ACM SIGPLAN International Conference on Generative Programming: Concepts and Experiences, Co-located with: SPLASH 2022; Auckland, Neuseeland, 06.-07.12.2022, S. 20–32, Association for Computing Machinery (ACM). doi:10.1145/3564719.3568686
Pacak, A.; Erdweg, S.
2022. European Conference on Object-Oriented Programming (ECOOP); Berlin, Deutschland, 06.-10.06.2022, 28 S., Schloss Dagstuhl -- Leibniz-Zentrum fuer Informatik. doi:10.4230/LIPIcs.ECOOP.2022.7
Krauter, N.; Raaf, P.; Braam, P.; Salkhordeh, R.; Erdweg, S.; Brinkmann, A.
2021. Proceedings of the ACM on programming languages, 5 (ICFP), 1–29. doi:10.1145/3473568
Szabó, T.; Erdweg, S.; Bergmann, G.
2021. Proceedings of the ACM SIGPLAN Conference on Programming Language Design and Implementation (PLDI); Online, 20.-25.06.2021, 15 S., Association for Computing Machinery (ACM). doi:10.1145/3453483.3454026
Erdweg, S.; Szabó, T.; Pacak, A.
2021. Proceedings of the ACM SIGPLAN Conference on Programming Language Design and Implementation (PLDI); Online, 20.-25.06.2021, S. 406–419, Association for Computing Machinery (ACM). doi:10.1145/3453483.3454052
Pacak, A.; Erdweg, S.; Szabó, T.
2020. Proceedings of the ACM on programming languages, 4 (OOPSLA), 1–28. doi:10.1145/3428195
Szabó, T.; Bergmann, G.; Erdweg, S.; Völter, M.
2020. Proceedings 36th International Conference on Logic Programming; Rende, Italien, 18.-24.09.2020, 2 S., Open Publishing Association (OPA). doi:10.4204/EPTCS.325.35
Keidel, S.; Erdweg, S.
2020. Proceedings of the 21st International Conference on Verification, Model Checking, and Abstract Interpretation, VMCAI 2020; New Orleans, LA, USA, 16.-21.01.2020, S. 136–157, Springer. doi:10.1007/978-3-030-39322-9_7
Keidel, S.; Erdweg, S.
2019. Proceedings of the ACM on programming languages, 3 (OOPSLA), 1–28. doi:10.1145/3360602
Salvaneschi, G.; Köhler, M.; Sokolowski, D.; Haller, P.; Erdweg, S.; Mezini, M.
2019. Proceedings of the ACM on programming languages, 3 (OOPSLA), 1–30. doi:10.1145/3360593
Konat, G.; Sol, R.; Erdweg, S.; Visser, E.
2019. International Workshop on Incremental Computing (IC); Athen, Griechenland, 20.-25.10.2019
Szabó, T.; Bergmann, G.; Erdweg, S.
2019. International Workshop on Incremental Computing (IC); Athen, Griechenland, 20.-25.10.2019, 3 S
Pacak, A.; Erdweg, S.
2019. International Workshop on Incremental Computing (IC); Athen, Griechenland, 20.-22.10.2019, S. 197–201, Association for Computing Machinery (ACM). doi:10.1145/3357766.3359534
Souza Amorim, L. E. de; Steindorfer, M. J.; Erdweg, S.; Visser, E.
2018. SLE 2018 - Proceedings of the 11th ACM SIGPLAN International Conference on Software Language Engineering, co-located with SPLASH 2018; Boston, MA, USA, 05.-06.11.2018, S. 3–15, Association for Computing Machinery (ACM). doi:10.1145/3276604.3276607
Konat, G.; Erdweg, S.; Visser, E.
2018. Proceedings of International Conference on Automated Software Engineering (ASE); Montepellier, Frankreich, 03.-07.09.2018, S. 76–86, Association for Computing Machinery (ACM). doi:10.1145/3238147.3238196
Szabó, T.; Bergmann, G.; Völter, M.; Erdweg, S.
2018. Proceedings of the ACM on programming languages, 2 (OOPSLA), 1–29. doi:10.1145/3276509
Grewe, S.; Erdweg, S.; Pacak, A.; Mezini, M.
2018. Proceedings of Conference on Principles and Practice of Declarative Programming (PPDP); Frankfurt am Main, Deutschland, 03.-05.09.2018, 10 S., Association for Computing Machinery (ACM). doi:10.1145/3236950.3236960
Szabó, T.; Kuci, E.; Bijman, M.; Mezini, M.; Erdweg, S.
2018. International Workshop on Formal Techniques for Java-like Programs; Amsterdam, Niederlande, 16.-21.07.2018, S. 27–33, Association for Computing Machinery (ACM). doi:10.1145/3236454.3236485
Keidel, S.; Poulsen, C. B.; Erdweg, S.
2018. Proceedings of the ACM on programming languages, 2 (ICFP), 1–26. doi:10.1145/3236767
Bračevac, O.; Amin, N.; Salvaneschi, G.; Erdweg, S.; Eugster, P.; Mezini, M.
2018. Proceedings of the ACM on programming languages, 2 (ICFP), 1–31. doi:10.1145/3236762
Konat, G.; Steindorfer, M. J.; Erdweg, S.; Visser, E.
2018. The Art, Science, and Engineering of Programming, 2 (3). doi:10.22152/programming-journal.org/2018/2/9
Grewe, S.; Erdweg, S.; Pacak, A.; Raulf, M.; Mezini, M.
2018. Science of Computer Programming, 155 (1), 146–172. doi:10.1016/j.scico.2017.08.001
Keidel, S.; Erdweg, S.
2017. International Workshop on Meta-Programming Techniques and Reflection; Vancouver, Kanada, 22.10.2017, S. 1–5, Association for Computing Machinery (ACM). doi:10.1145/3141517.3141855
Köhler, M.; Haller, P.; Erdweg, S.; Mezini, M.; Salvaneschi, G.
2017. International Workshop on Incremental Computing (IC); Barcelona, Spanien, 18.-23.06.2017, 2 S
Szabó, T.; Völter, M.; Erdweg, S.
2017. International Workshop on Incremental Computing (IC); Barcelona, Spanien, 18.-23.06.2017, 2 S
Kuci, E.; Erdweg, S.; Bračevac, O.; Bejleri, A.; Mezini, M.
2017. 31st European Conference on Object-Oriented Programming : ECOOP’17, June 18-23, 2017, Barcelona, Spain. Ed.: P. Müller, 18:1–18:26, Schloss Dagstuhl - Leibniz-Zentrum für Informatik (LZI). doi:10.4230/LIPIcs.ECOOP.2017.18
Erdweg, S.; Ostermann, K.
2017. The Art, Science, and Engineering of Programming, 1 (2). doi:10.22152/programming-journal.org/2017/1/9
Demetrescu, C.; Erdweg, S.; Hammer, M. A.; Krishnamurthi, S.
2016. Dagstuhl Reports, 6 (10), 1–12. doi:10.4230/DagRep.6.10.1
Konat, G.; Souza Amorim, L. E. de; Erdweg, S.; Visser, E.
2016. Language Workbench Challenge; Amsterdam, Niederlande, 30.10.-04.11.2016, 8 S
Konat, G.; Erdweg, S.; Visser, E.
2016. GPCE 2016 - Proceedings of the 2016 ACM SIGPLAN International Conference on Generative Programming: Concepts and Experiences, co-located with SPLASH 2016; Amsterdam, Niederlande, 31.10.-01.11.2016, S. 47–58, Association for Computing Machinery (ACM). doi:10.1145/2993236.2993242
Keidel, S.; Pfeiffer, W.; Erdweg, S.
2016. Proceedings of the 2016 ACM SIGPLAN International Conference on Software Language Engineering, co-located with SPLASH 2016; Amsterdam, Niederlande, 31.10.-01.11.2016, S. 152–162, Association for Computing Machinery (ACM). doi:10.1145/2997364.2997368
Souza Amorim, L. E. de; Erdweg, S.; Wachsmuth, G.; Visser, E.
2016. SLE 2016 - Proceedings of the 2016 ACM SIGPLAN International Conference on Software Language Engineering, co-located with SPLASH 2016; Amsterdam, Niederlande, 31.10.-01.11.2016, S. 163–175, Association for Computing Machinery (ACM). doi:10.1145/2997364.2997374
Völter, M.; Szabó, T.; Lisson, S.; Kolb, B.; Erdweg, S.; Berger, T.
2016. SLE 2016 - Proceedings of the 2016 ACM SIGPLAN International Conference on Software Language Engineering, co-located with SPLASH 2016; Amsterdam, Niederlande, 31.10.-01.11.2016, S. 28–40, Association for Computing Machinery (ACM). doi:10.1145/2997364.2997365
Szabó, T.; Erdweg, S.; Völter, M.
2016. Proceedings of International Conference on Automated Software Engineering (ASE); Singapur, 03.-07.09.2016, S. 320–331, Association for Computing Machinery (ACM). doi:10.1145/2970276.2970298
Szabó, T.; Alperovich, S.; Völter, M.; Erdweg, S.
2016. Proceedings of the 31st IEEE/ACM International Conference on Automated Software Engineering; Singapur, 03.-07.09.2016, S. 870–875, Association for Computing Machinery (ACM). doi:10.1145/2970276.2970296
Grewe, S.; Erdweg, S.; Raulf, M.; Mezini, M.
2016. Proceedings of Conference on Principles and Practice of Declarative Programming (PPDP); Edinburgh, Vereinigtes Königreich, 05.-07.09.2016, S. 104–117, Association for Computing Machinery (ACM). doi:10.1145/2967973.2968606
Grewe, S.; Erdweg, S.; Mezini, M.
2016. Proceedings of the 3rd Vampire Workshop; Coimbra, Portugal, 02.07.2016, S. 33–45, EasyChair. doi:10.29007/5zjp
Konat, G.; Erdweg, S.; Visser, E.
2016. Workshop on Live Programming Systems (LIVE); Rom, Italien, 17.-22.07.2016, 5 S
Bračevac, O.; Erdweg, S.; Salvaneschi, G.; Mezini, M.
2016. MODULARITY 2016 - Proceedings of the 15th International Conference on Modularity; Malaga, Spanien, 14.-17.03.2016, S. 94–105, Association for Computing Machinery (ACM). doi:10.1145/2889443.2889452
Lorenzen, F.; Erdweg, S.
2016. Conference Record of the Annual ACM Symposium on Principles of Programming Languages; Saint Petersburg, FL, USA, 20.-22.01.2016, S. 204–216, Association for Computing Machinery (ACM). doi:10.1145/2837614.2837644
Erdweg, S.; Storm, T. van der; Völter, M.; Tratt, L.; Bosman, R.; Cook, W. R.; Gerritsen, A.; Hulshout, A.; Kelly, S.; Loh, A.; Konat, G.; Molina, P. J.; Palatnik, M.; Pohjonen, R.; Schindler, E.; Schindler, K.; Solmi, R.; Vergu, V.; Visser, E.; Vlist, K. van der; Wachsmuth, G.; Woning, J. van der
2015. Computer languages, systems and structures, 44 (A), 24–47. doi:10.1016/j.cl.2015.08.007
Ritschel, N.; Erdweg, S.
2015. SLE 2015 - Proceedings of the 2015 ACM SIGPLAN International Conference on Software Language Engineering; Pittsburgh, PA, USA, 26.-27.10.2015, 59–70, Association for Computing Machinery (ACM). doi:10.1145/2814251.2814260
Erdweg, S.; Bračevac, O.; Kuci, E.; Krebs, M.; Mezini, M.
2015. OOPSLA 2015: Proceedings of the 2015 ACM SIGPLAN International Conference on Object-Oriented Programming, Systems, Languages, and Applications, Pittsburgh, PA, USA, October 25–30, 2015, 880–897, Association for Computing Machinery (ACM). doi:10.1145/2814270.2814277
Erdweg, S.; Lichter, M.; Weiel, M.
2015. Proceedings of the Conference on Object-Oriented Programming Systems, Languages, and Applications, OOPSLA; Pittsburgh, PA, USA, 25.-30.10.2015, S. 89–106, Association for Computing Machinery (ACM). doi:10.1145/2814270.2814316
Arzt, S.; Nadi, S.; Ali, K.; Bodden, E.; Erdweg, S.; Mezini, M.
2015. Onward! 2015 - Proceedings of the 2015 ACM International Symposium on New Ideas, New Paradigms, and Reflections on Programming and Software, Part of SPLASH 2015; Pittsburgh, PA, USA, 25.-30.10.2015, S. 1–13, Association for Computing Machinery (ACM). doi:10.1145/2814228.2814229
Grewe, S.; Erdweg, S.; Wittmann, P.; Mezini, M.
2015. Onward! 2015 - Proceedings of the 2015 ACM International Symposium on New Ideas, New Paradigms, and Reflections on Programming and Software, Part of SPLASH 2015; Pittsburgh, PA, USA, 25.-30.10.2015, S. 137–150, Association for Computing Machinery (ACM). doi:10.1145/2814228.2814239
Grewe, S.; Erdweg, S.; Mezini, M.
2016. Proceedings of the 1st and 2nd Vampire Workshops; Berlin, Deutschland, 02.08.2015, S. 33–51, EasyChair. doi:10.29007/22x6
Erdweg, S.; Erwig, M.; Paige, R. F.; Visser, E.
2015. Dagstuhl Reports, 5 (2), 26–43. doi:10.4230/DagRep.5.2.26
Erdweg, S.; Storm, T. van der; Dai, Y.
2015. Software Engineering & Management 2015 : Multikonferenz der GI-Fachbereiche Softwaretechnik (SWT) und Wirtschaftsinformatik (WI), FA WI-MAW; Dresden, Deutschland, 17.-20.03.2015, S. 93–94, Gesellschaft für Informatik (GI)
Erdweg, S.; Fehrenbach, S.; Ostermann, K.
2014. IEEE Software, 31 (5), 68–75. doi:10.1109/MS.2014.99
Mitschke, R.; Erdweg, S.; Köhler, M.; Mezini, M.; Salvaneschi, G.
2014. Conference on Object-Oriented Programming Systems, Languages, and Applications, OOPSLA; Portland, OR, USA, 20.-24.10.2014, 417–432, Association for Computing Machinery (ACM). doi:10.1145/2660193.2660242
Weiel, M.; Maier, I.; Erdweg, S.; Eichberg, M.; Mezini, M.
2014. SCALA 2014 - Proceedings of the 5th Annual Scala Workshop, Co-located with ECOOP 2014; Uppsale, Schweden, 28.-29.07.2014, S. 67–75, Association for Computing Machinery (ACM). doi:10.1145/2637647.2637654
Valdera, P. I.; Storm, T. van der; Erdweg, S.
2014. International Conference on Theory and Practice of Model Transformations (ICMT); York, Vereinigtes Königreich, 21.-22.07.2014, S. 154–169, Springer
Erdweg, S.; Storm, T. van der; Dai, Y.
2014. ECOOP 2014 -- Object-Oriented Programming; Uppsala, Schweden, 28.07.-01.08.2014, 489–514, Springer. doi:10.1007/978-3-662-44202-9_20
Erdweg, S.; Vergu, V.; Mezini, M.; Visser, E.
2014. MODULARITY 2014 - Proceedings of the 13th International Conference on Modularity (Formerly AOSD); Lugano, Schweiz, 22.-25.04.2014, 241–252, Association for Computing Machinery (ACM). doi:10.1145/2577080.2577089
Erdweg, S.; Rieger, F.
2013. SPLASH Indianapolis 2013; GPCE 2013 - Proceedings of the 12th International Conference on Generative Programming: Concepts and Experiences, 3–12, Association for Computing Machinery (ACM). doi:10.1145/2517208.2517210
Martin, M.; Mezini, M.; Erdweg, S.
2013. Proceedings of the 12th International Conference on Generative Programming: Concepts and Experiences; Indianapolis, IN, USA, 27.-28.10.2013, S. 43–52, Association for Computing Machinery (ACM). doi:10.1145/2517208.2517212
Fehrenbach, S.; Erdweg, S.; Ostermann, K.
2013. Proceedings of 6th International Conference on Software Language Engineering, SLE 2013; Indianapolis, IN, USA, 26.-28.10.2013, 96–116, Springer. doi:10.1007/978-3-319-02654-1_6
Erdweg, S.; Storm, T. van der; Völter, M.; Boersma, M.; Bosman, R.; Cook, W. R.; Gerritsen, A.; Hulshout, A.; Kelly, S.; Loh, A.; Konat, G.; Molina, P. J.; Palatnik, M.; Pohjonen, R.; Schindler, E.; Schindler, K.; Solmi, R.; Vergu, V.; Visser, E.; Vlist, K. van der; Wachsmuth, G.; Woning, J. van der
2013. Software Language Engineering: 6th International Conference, SLE 2013; Indianapolis, IN, USA, 26.-28.10.2013, S. 197–217, Springer. doi:10.1007/978-3-319-02654-1_11
Lorenzen, F.; Erdweg, S.
2013. Proceedings of the ACM SIGPLAN International Conference on Functional Programming, ICFP; Boston, MA, USA, 25.-27.09.2013, 331–342, Association for Computing Machinery (ACM). doi:10.1145/2500365.2500596
Aly, M.; Charfi, A.; Erdweg, S.; Mezini, M.
2013. Proceedings of the 17th IEEE International Enterprise Distributed Object Computing Conference (EDOC 2013); Vancouver, Kanada, 09.-13.09.2013, S. 237–246, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/EDOC.2013.34
Erdweg, S.
2013. Proceedings of Language Workbench Challenge (LWC); Indianapolis, IN, USA, 26.-28.10.2013, 11 S
Erdweg, S.
2013, Mai 23. Philipps-Universität Marburg. doi:10.17192/z2013.0280
Kästner, C.; Rhein, A. von; Erdweg, S.; Pusch, J.; Apel, S.; Rendel, T.; Ostermann, K.
2012. Proccedings of the 4th International Workshop on Feature-Oriented Software Development, FOSD’12; Dresden, Deutschland, 24.-25.09.2012, S. 1–8, Association for Computing Machinery (ACM). doi:10.1145/2377816.2377817
Thüm, T.; Kästner, C.; Erdweg, S.; Siegmund, N.
2011. 15th International Software Product Line Conference, Munich, Germany, 22-26 August 2011, 191–200, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/SPLC.2011.53
Kästner, C.; Giarrusso, P. G.; Rendel, T.; Erdweg, S.; Ostermann, K.; Berger, T.
2011. Proceedings of the 26th Conference on Object-Oriented Programming Systems, Languages, and Applications, OOPSLA; Portland, OR, USA, 22.-27.10.2011, S. 805–824, Association for Computing Machinery (ACM). doi:10.1145/2048066.2048128
Kästner, C.; Ostermann, K.; Erdweg, S.
2012. Proceedings of the 12th Conference on Object-Oriented Programming Systems, Languages, and Applications, OOPSLA; Tuscon, AZ, USA, 19.-26.10.2012, S. 773–792, Association for Computing Machinery (ACM). doi:10.1145/2384616.2384673
Erdweg, S.; Rendel, T.; Kästner, C.; Ostermann, K.
2012. Lecture Notes in Computer Science (SLE); Dresden, Deutschland, 26.-28.09.2012, 244–263, Springer. doi:10.1007/978-3-642-36089-3_14
Erdweg, S.; Rieger, F.; Rendel, T.; Ostermann, K.
2012. Haskell’12 - Proceedings of the 2012 ACM SIGPLAN Haskell Symposium 2012; Kopenhagen, Dänemark, 13.-14.09.2012, S. 149–160, Association for Computing Machinery (ACM). doi:10.1145/2364506.2364526
Erdweg, S.; Giarrusso, P. G.; Rendel, T.
2012. Proceedings of the 12th Workshop on Language Descriptions, Tools, and Applications, LDTA 2012; Reval, Estland, 31.03.-01.04.2013, 8 S., Association for Computing Machinery (ACM). doi:10.1145/2427048.2427055
Erdweg, S.; Kats, L. C. L.; Rendel, T.; Kästner, C.; Ostermann, K.; Visser, E.
2011. SPLASH’11 Compilation - Proceedings of OOPSLA’11, Onward! 2011, GPCE’11, DLS’11, and SPLASH’11 Companion; Portland, OR, USA, 22.-27.10.2011, 187–188, Association for Computing Machinery (ACM). doi:10.1145/2048147.2048199
Erdweg, S.; Kats, L. C. L.; Rendel, T.; Kästner, C.; Ostermann, K.; Visser, E.
2011. SPLASH’11 Compilation - Proceedings of OOPSLA’11, Onward! 2011, GPCE’11, DLS’11, and SPLASH’11 Companion; Portland, OR, USA, 22.-27.10.2011, 17–18, Association for Computing Machinery (ACM). doi:10.1145/2048147.2048156
Erdweg, S.; Kats, L. C. L.; Rendel, T.; Kästner, C.; Ostermann, K.; Visser, E.
2011. GPCE’11 - Proceedings of the 10th International Conference on Generative Programming and Component Engineering; Portland, OR, USA, 22.-23.10.2011, 167–176, Association for Computing Machinery (ACM). doi:10.1145/2047862.2047891
Erdweg, S.; Rendel, T.; Kästner, C.; Ostermann, K.
2011. Proceedings of the Conference on Object-Oriented Programming Systems, Languages, and Applications, OOPSLA; Portland, OR, USA, 22.-27.10.2011, S. 391–406, Association for Computing Machinery (ACM). doi:10.1145/2076021.2048099
Erdweg, S.; Ostermann, K.
2010. Software Language Engineering (SLE); Eindhoven, Niederlande, 12.-13.10.2010, 397–416, Springer. doi:10.1007/978-3-642-19440-5_26
Kunkel, L. M.
2025, Dezember 18. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188527
Frölich, F.
2025, Dezember 15. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188526
Olsson, J.; Horváth-Varga, L.; Beek, R. van de; Graf, M.; Overeem, A.; Szaton, M.; Bareš, V.; Bezak, N.; Chwala, C.; De Michele, C.; Fencl, M.; Seidel, J.; Todorović, A.
2025. Journal of Hydrometeorology, 26 (11), 1585–1602. doi:10.1175/JHM-D-25-0043.1
Ngo, D. X.; McClain, K. R.; Hrubý, J.; Franzke, Y. J.; Kundu, K.; Kwon, H.; Gould, C. A.; Harvey, B. G.; Hill, S.; Long, J. R.
2025. Journal of the American Chemical Society, 147 (16), 13799–13807. doi:10.1021/jacs.5c01947
Klute, S.; Nchioua, R.; Cordsmeier, A.; Vishwakarma, J.; Koepke, L.; Alshammary, H.; Jung, C.; Hirschenberger, M.; Hoenigsperger, H.; Fischer, J.-R.; Sivarajan, R.; Zech, F.; Stenger, S.; Serra-Moreno, R.; Gonzalez-Reiche, A. S.; Sordillo, E. M.; van Bakel, H.; Simon, V.; Kirchhoff, F.; Jacob, T.; Kmiec, D.; Pichlmair, A.; Ensser, A.; Sparrer, K. M. J.
2025. iScience, 28 (7), 112974. doi:10.1016/j.isci.2025.112974
Nölting, B.; Kopfmüller, J.; Zimmermann, A. B.; Bernert, P.; Barth, M.; Becker, S.; Fischer, D.; Molitor, H.; Pechlaner, H.; Schneider, F.; Schweizer, P.-J.; Stamm, C.; Wäger, P.; Wilhelm, R.
2025. GAIA - Ecological Perspectives for Science and Society, 34 (2), 83–87. doi:10.14512/gaia.34.2.4
Khasawneh, H. E. N.; Hassan, H. M.; Alharbi, A. A.; Almagharbeh, W. T.; Al-Aouadi, R. F. A.; Kaur, K.; Maranan, R.; Farhan, H. M.; Hashem, H.; Hassan, M. M.; Bräse, S.; Al-Emam, A.
2025. RSC Advances, 15 (48), 40998–41047. doi:10.1039/d5ra03819g
Zhao, T.; Zhang, J.; Wang, K.; Xiao, Y.; Wang, Q.; Li, L.; Tseng, J.; Chen, M.-C.; Ma, J.-J.; Lu, Y.-R.; Hirofumi, I.; Shao, Y.-C.; Zhao, X.; Hung, S.-F.; Su, Y.; Mu, X.; Hua, W.
2025. Angewandte Chemie International Edition, 64 (21). doi:10.1002/anie.202419664
Kang, S.; Cho, H.; Töllner, M.; Wollersen, V.; Wang, D.; Baik, H.; Perera, M. J.; Adjaoud, O.; Albe, K.; Kübel, C.; Mu, X.
2026. Ultramicroscopy, 281, 114295. doi:10.1016/j.ultramic.2025.114295
Kar, A.; Chottemada, P. G.; Hanžič, L.; Kalyana Rama, J. S.; Kara De Maeijer, P.; Nematollahi, B.; Ramagiri, K. K.; Rossi, L.; Šajna, A.; Zhang, S.; Zhang, M.; Ye, G.; Dehn, F.
2025. Materials and Structures, 58 (7), 230. doi:10.1617/s11527-025-02757-z
Witte, J.; Koutsioubas, A.; Micciulla, S.; Stingaciu, L. R.; Paulin, M. A.; Dahl, M.; Fettkenhauer, C.; Lahann, J.; Holderer, O.; Wellert, S.
2025. ACS Applied Polymer Materials, 7 (10), 5807–5819. doi:10.1021/acsapm.4c02879
Foth, C.; van de Kamp, T.; Tischlinger, H.; Kantelis, T.; Carney, R. M.; Zuber, M.; Hamann, E.; Wallaard, J. J. W.; Lenz, N.; Rauhut, O. W. M.; Frey, E.
2025. Fossil Record, 28 (1), 17–43. doi:10.3897/fr.28.131671
Brinckmann, N.; Alhaj Taha, K.; Kuhnert, T.; Abbrent, M.; Becker, W.; Bohring, H.; Breier, J.; Bumberger, J.; Ecker, D.; Eder, T.; Ertl, B.; Gransee, F.; Hanisch, M.; Lorenz, C.; Loup, U.; Moorthy, R.; Nendel, L. J.; Obersteiner, F.; Pongratz, E.; Remmler, P.; Rosin, V.; Schaeffer, M.; Schaldach, M.; Schäfer, D.; Sielaff, D.; Ziegner, N.
2025. doi:10.5281/zenodo.15111317
Brinckmann, N.; Alhaj Taha, K.; Kuhnert, T.; Abbrent, M.; Becker, W.; Bohring, H.; Breier, J.; Bumberger, J.; Ecker, D.; Eder, T.; Ertl, B.; Gransee, F.; Hanisch, M.; Lorenz, C.; Loup, U.; Moorthy, R.; Nendel, L. J.; Obersteiner, F.; Pongratz, E.; Remmler, P.; Rosin, V.; Schaeffer, M.; Schaldach, M.; Schäfer, D.; Sielaff, D.; Ziegner, N.
2025. doi:10.5281/zenodo.15826610
Brinckmann, N.; Alhaj Taha, K.; Kuhnert, T.; Abbrent, M.; Becker, W.; Bohring, H.; Breier, J.; Bumberger, J.; Ecker, D.; Eder, T.; Ertl, B.; Gransee, F.; Hanisch, M.; Lorenz, C.; Loup, U.; Moorthy, R.; Nendel, L. J.; Obersteiner, F.; Pongratz, E.; Remmler, P.; Rosin, V.; Schaeffer, M.; Schaldach, M.; Schäfer, D.; Sielaff, D.; Ziegner, N.
2025. doi:10.5281/zenodo.15878400
Brinckmann, N.; Alhaj Taha, K.; Kuhnert, T.; Abbrent, M.; Becker, W.; Bohring, H.; Breier, J.; Bumberger, J.; Ecker, D.; Eder, T.; Ertl, B.; Gransee, F.; Hanisch, M.; Lorenz, C.; Loup, U.; Moorthy, R.; Nendel, L. J.; Obersteiner, F.; Pongratz, E.; Remmler, P.; Rosin, V.; Schaeffer, M.; Schaldach, M.; Schäfer, D.; Sielaff, D.; Ziegner, N.
2025. doi:10.5281/zenodo.16911524
Brinckmann, N.; Alhaj Taha, K.; Kuhnert, T.; Abbrent, M.; Becker, W.; Bohring, H.; Breier, J.; Bumberger, J.; Ecker, D.; Eder, T.; Ertl, B.; Gransee, F.; Hanisch, M.; Lorenz, C.; Loup, U.; Moorthy, R.; Nendel, L. J.; Obersteiner, F.; Pongratz, E.; Remmler, P.; Rosin, V.; Schaeffer, M.; Schaldach, M.; Schäfer, D.; Sielaff, D.; Ziegner, N.
2025. doi:10.5281/zenodo.16946481
Brinckmann, N.; Alhaj Taha, K.; Kuhnert, T.; Abbrent, M.; Becker, W.; Bohring, H.; Breier, J.; Bumberger, J.; Ecker, D.; Eder, T.; Ertl, B.; Gransee, F.; Hanisch, M.; Lorenz, C.; Loup, U.; Moorthy, R.; Nendel, L. J.; Obersteiner, F.; Pongratz, E.; Remmler, P.; Rosin, V.; Schaeffer, M.; Schaldach, M.; Schäfer, D.; Sielaff, D.; Ziegner, N.
2025. doi:10.5281/zenodo.17119072
Brinckmann, N.; Alhaj Taha, K.; Kuhnert, T.; Abbrent, M.; Becker, W.; Bohring, H.; Breier, J.; Bumberger, J.; Ecker, D.; Eder, T.; Ertl, B.; Gransee, F.; Hanisch, M.; Lorenz, C.; Loup, U.; Moorthy, R.; Nendel, L. J.; Obersteiner, F.; Pongratz, E.; Remmler, P.; Rosin, V.; Schaeffer, M.; Schaldach, M.; Schäfer, D.; Sielaff, D.; Ziegner, N.
2025, Oktober 23. doi:10.5281/zenodo.17423734
Corstanje, A.; Bouma, S.; Buitink, S.; Desmet, M.; Hörandel, J. R.; Huege, T.; Laub, P.; Mulrey, K.; Nelles, A.; Scholten, O.; Terveer, K.; Thoudam, S.; Watanabe, K.
2025. Physical Review D, 112 (2), 023017. doi:10.1103/l8mt-994v
Hornung, F. H. F.; Jentzen, A. J. A.; Salimova, D. S. D.
2025. Journal of Computational Mathematics, 43 (4), 918–975. doi:10.4208/cm.2308-m2021-0266
Xiao, Z.; Jia, Y.; Zhu, L.; Zheng, C.; Hao, W.; Zhang, P.; Meng, J.; He, M.; Ji, L.; Wang, J.; Safari, M.; Liu, Y.; Wen, W.; Pang, Q.
2025. ACS Nano, 19 (43), 37738–37748. doi:10.1021/acsnano.5c10579
Tran, Q.-A.; Agrawal, M.; Häusler, M.; Hörmann, J.; Moqadam, M. S.; Redhammer, G. J.; Sellæg Ellingsen, I.; Din, M. M. U.; Vullum, P. E.; Zettl, R.; Danner, T.; Latz, A.; Hennige, V.; Brunner, R.; Rettenwander, D.
2025. Advanced Materials, 37 (30). doi:10.1002/adma.202501592
Böhlke, T.; Binetruy, C.; Henning, F.; Hrymak, A.; Kärger, L.; Kehrer, L.; Weidenmann, K.; Ghasemi-Nejhad, M. N.
2025. Journal of Thermoplastic Composite Materials, 38 (8), 2853–2854. doi:10.1177/08927057251341503
Alvarado, A.; Banaszek, K.; Cho, J.; Furdek, M.; Secondini, M.; Schmalen, L.; Wong, E.
2025. IEEE Journal on Selected Areas in Communications, 43 (5), 1421–1426. doi:10.1109/JSAC.2025.3547164
Saxena, A.; Arneth, A.; Rounsevell, M.; Brown, C.
2024. doi:10.17605/OSF.IO/X28EG
Xie, Y.; Mai, W.; Ke, S.; Zhang, C.; Chen, Z.; Wang, X.; Zhu, S.; Shen, Z.; Zheng, W.; Li, G.; Wang, W.; Li, Y.; Dionysiou, D. D.; Huang, M.
2024. Chemical Engineering Journal, 499, 156029. doi:10.1016/j.cej.2024.156029
Varış Husar, S. C.; Mehan, A.; Husar, M.; Ceylan-Çalışkan, R.; Erkan-Öcek, R.; Song, S.; Leemans, S.
2025. disP - The Planning Review, 61 (1), 24–40. doi:10.1080/02513625.2025.2518856
Davies, J.; Hatzel, M.; Knauer, K.; McCarty, R.; Ueckerdt, T.
2025. Bulletin of the London Mathematical Society, 57 (11), 3401–3407. doi:10.1112/blms.70159
Khorramshahi, M.; Spiecker, M.; Paluch, P.; Gosling, N.; Zapata Gonzalez, N.; Brauch, L.; Kuebel, C.; Dehm, S.; Krupke, R.; Wernsdorfer, W.; Pop, I.; Reisinger, T.
2025. doi:10.5281/zenodo.16615811
Arnold, M. E.; Toews, R.; Schneider, L.; Schmid, J.; Putra, M. H.; Busch, M.; Groß, A.; Deschler, F.; Köhn, A.; Kuehne, A. J. C.
2025. Advanced Optical Materials, 13 (19). doi:10.1002/adom.202500296
Sarkar, S.; Khera, N.; Ferreira, P.; Au-Yeung, K. H.; Das, P.; Robles, R.; Lorente, N.; Moth-Poulsen, K.; Moresco, F.
2025. Applied Surface Science, 709, 163744. doi:10.1016/j.apsusc.2025.163744
Novo-Fernández, I.; Albert, R.; Arenas, R.; Gil Ibarguchi, J. I.; Sánchez Martínez, S.; Gerdes, A.; Díez Fernández, R.; Beranoaguirre, A.; Garcia-Casco, A.
2025. Lithos, 496-497, 107952. doi:10.1016/j.lithos.2025.107952
Paulo, J. R.; Sousa, T.; Perdiz, J.; Pereira, L.; Vasen, M.; Mouga, S.; Pires, G.; Castelo-Branco, M.
2025. Scientific Data, 12 (1), 959. doi:10.1038/s41597-025-05313-0
Wagner, L. Q.; Breckwoldt, F.; Huang, X.; Kübel, C.; Cheng, X.; Schladitz, K.; Smarsly, B. M.
2025. Langmuir, 41 (46), 30948–30967. doi:10.1021/acs.langmuir.5c02750
Lim, A.; Ham, K.; Quast, T.; Lee, S.; Tesch, M. F.; Czioska, S.; Ramermann, D.; Hetaba, W.; Schuhmann, W.; Grunwaldt, J.-D.; Cho, S. K.; Park, H.-Y.; Jang, J. H.; Ahn, S. H.; Spanos, I.; Park, H. S.
2025. ACS Catalysis, 15 (8), 6098–6113. doi:10.1021/acscatal.4c07864
Vuta, B. J.; Thoudam, S.; Buitink, S.; Corstanje, A.; Desmet, M.; Hörandel, J. R.; Huege, T.; Mulrey, K.; Scholten, O.
2025. Physical Review D, 111 (12), Art.-Nr.: 123051. doi:10.1103/695x-41m3
Du, B.; Kiese, R.; Butterbach-Bahl, K.; Dirnböck, T.; Rennnenberg, H.
2025. Forest Ecology and Management, 580, 122523. doi:10.1016/j.foreco.2025.122523
Cherednichenko, A.; Afonin, S.; Babii, O.; Voitsitskyi, T.; Stratiichuk, R.; Koleiev, I.; Vozniak, V.; Shevchuk, N.; Ostrovsky, Z.; Yesylevskyy, S.; Nafiiev, A.; Starosyla, S.; Ulrich, A. S.; Jirgensons, A.; Komarov, I. V.
2025. Molecular Informatics, 44 (7). doi:10.1002/minf.70001
Thapliyal, H.; Becker, J.; Rose, G. S.; Adegbija, T.; Köse, S.
2025. IEEE Transactions on Very Large Scale Integration (VLSI) Systems, 33 (9), 2354–2356. doi:10.1109/TVLSI.2025.3593728
Tikhonov, D. S.; Kalinin, M. A.; Maryewski, A. A.; Avdoshin, A. A.; Dallakyan, O.; Vasilev, N. A.; Eliseev, E. A.; Koch, M.; Rybkin, V. V.; Artiukhin, D. G.
2025. Journal of Computational Chemistry, 46 (17). doi:10.1002/jcc.70148
Bespin, C.; Barbero, M.; Barrillon, P.; Breugnon, P.; Caicedo, I.; Degerli, Y.; Dingfelder, J.; Hemperek, T.; Hirono, T.; Krüger, H.; Hügging, F.; Moustakas, K.; Pangaud, P.; Pernegger, H.; Riedler, P.; Rymaszewski, P.; Schall, L.; Schwemling, P.; Snoeys, W.; Wang, T.; Wermes, N.; Zhang, S.
2025. Nuclear Instruments and Methods in Physics Research Section A: Accelerators, Spectrometers, Detectors and Associated Equipment, 1080, 170704. doi:10.1016/j.nima.2025.170704
Lux, S.; Schlindwein, J.; Plank, M.; Reichert, K.-M.; Koker, L.; Rosa, M.; Amir, M.; Weber, B.; Müller, E.; Welle, A.; Kuznetsova, N.; Kraft, M.; Eggeler, Y. M.; Weber, L. K.; Mattes, D.; Gengenbach, U.; Stahlberger, M.; Korvink, J. G.; Breitling, F.; Mager, D.
2025. Advanced Materials Interfaces, 12 (24). doi:10.1002/admi.202500501
Huth, L.; Augustin, H.; Dittmann, L.; Dittmeier, S.; Hammerich, J.; He, Y.; Herkert, A.; Immig, D. M.; Kim, D.; Krämer, U.; Kolb, R.; Perić, I.; Pilsl, B.; Ruiz Daza, S.; Senger, T.; Schöning, A.; Stanitzki, M.; Weinläder, B.; Wintle, A.
2025. Nuclear Instruments and Methods in Physics Research Section A: Accelerators, Spectrometers, Detectors and Associated Equipment, 1080, 170720. doi:10.1016/j.nima.2025.170720
Zhu, Y.; Li, Z.; Zhao, D.; Zhang, B.; Zhu, B.; Yao, Z.; Kiese, R.; Butterbach-Bahl, K.; Zhou, M.
2025. Global Change Biology, 31 (1). doi:10.1111/gcb.70048
Tomasch, J.; Bartling, P.; Vollmers, J.; Wöhlbrand, L.; Jarek, M.; Rohde, M.; Brinkmann, H.; Freese, H. M.; Rabus, R.; Petersen, J.
2025. mSystems, 10 (8). doi:10.1128/msystems.00419-25
Tesfaye, D.; Gebrezgiabher, M.; Braun, J.; Kuchár, J.; Černák, J.; Abebe, A.; Boulet, P.; Kalarikkal, N.; Hochdörffer, T.; Schünemann, V.; Anson, C. E.; Thomas, M.; Powell, A. K.
2025. New Journal of Chemistry, 49 (34), 14776–14781. doi:10.1039/d5nj02493e
Dong, J.; Cheng, X.; Yang, H.; Li, H.; Liu, H.; Jia, L.; Zhang, Y.; Guan, Q.; Jia, J.; Wu, F.; Zhang, J.; Liu, M.; Lin, H.; Wang, J.
2025. Advanced Materials, 37 (18). doi:10.1002/adma.202501079
Brinckmann, N.; Alhaj Taha, K.; Kuhnert, T.; Abbrent, M.; Becker, W.; Bohring, H.; Breier, J.; Bumberger, J.; Ecker, D.; Eder, T.; Ertl, B.; Gransee, F.; Hanisch, M.; Lorenz, C.; Loup, U.; Moorthy, R.; Nendel, L. J.; Obersteiner, F.; Pongratz, E.; Remmler, P.; Rosin, V.; Schaeffer, M.; Schaldach, M.; Schäfer, D.; Sielaff, D.; Ziegner, N.
2025. doi:10.5281/zenodo.17627550
Greif, L.
2025, Dezember 18. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188474
Cheng, Z.; Zhang, J.; Gao, P.; Zeng, G.; Fang, X.; Lu, W.
2026. Advanced functional materials. doi:10.1002/adfm.202522091
Hase, F.; Herkommer, B.; Groß, J.; Blumenstock, T.; Kiel, M. ä.; Dohe, S.
2024. doi:10.14291/tccon.ggg2020.karlsruhe01.R2
Sussmann, R.; Rettinger, M.
2025. doi:10.14291/tccon.ggg2020.garmisch01.R1
Kodetzki, M.
2025. IEEE 36th International Symposium on Software Reliability Engineering Workshops (ISSREW 2025), 99–102, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISSREW67781.2025.00053
Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB)
2025, November. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB)
Zeile, P.; Broschart, D.; Sommer, S.; Sandmeier, J.; Haas, F.
2025. Urban Innovation: To Boldly Go Where No Cities Have Gone Before. Ed.: M. Schrenk, 325–334, Competence Center of Urban and Regional Planning (CORP). doi:10.48494/REALCORP2025.9047
Leister, N.; Vladisavljević, G. T.
2026. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 732, 139143. doi:10.1016/j.colsurfa.2025.139143
Ellwanger, F.; Fuhrmann, M.; Sundermeier, J.; Saavedra Isusi, G.; van der Schaaf, U.
2025. 39th EFFoST International Conference (2025), Porto, Portugal, 17.–19. November 2025
Schochat, P.; Leister, N.
2025. Jahrestreffen der DECHEMA/VDI-Fachgruppe: Lebensmittelverfahrenstechnik (2025), Freising, Deutschland, 25.–26. Februar 2025
Banerjee, S.; Galbraith, S.
2025. IACR Communications in Cryptology (CiC), 2 (3). doi:10.62056/abksa6qiu
Martin, D.; Schey, K.; Müller, E.; van der Schaaf, U.
2025. 39th EFFoST International Conference (2025), Porto, Portugal, 17.–19. November 2025
Riedel, L.; van der Schaaf, U.
2025. Jahrestreffen der DECHEMA/VDI-Fachgruppen Gasreinigung, Mechanische Flüssigkeitsabtrennung, Grenzflächenbestimmte Systeme und Prozesse (2025), Frankfurt am Main, Deutschland, 6.–7. März 2025
Ellwanger, F.; Kádár, R.; Emin, A.
2025, Juni. Nordic Rheology Conference & DRG Symposium (2025), Berlin, Deutschland, 10.–12. Juni 2025
Ellwanger, F.; Kádár, R.; Emin, A.
2025, April. Annual European Rheology Conference (AERC 2025), Lyon, Frankreich, 14.–17. April 2025
Medina-Guerra, E.; Gornyi, I. V.; Gefen, Y.
2025. Physical Review B, 112 (3), 035427. doi:10.1103/6lvg-7qdn
Kersten, F.; Martin, D.; van der Schaaf, U.; Wefers, D.
2025, September. 53rd Deutsche Lebensmittelchemietage (2025), Halle (Saale), Germany, 22.–24. September 2025
Kersten, F.; Martin, D.; van der Schaaf, U.; Wefers, D.
2025, Juni. 22nd Gums and Stabilisers for the Food Industry Conference (2025), Wageningen, Niederlande, 3.–6. Juni 2025
Kersten, F.; Martin, D.; van der Schaaf, U.; Wefers, D.
2024, September. 52nd Deutsche Lebensmittelchemietage (2024), Freising, Deutschland, 16.–18. September 2024
Avakian, B.; Gaucher, E. G.; Ledésert, B.
2024. Fifth EAGE Global Energy Transition Conference & Exhibition (GET 2024), 1–5, European Association of Geoscientists and Engineers (EAGE). doi:10.3997/2214-4609.202421151
Tosi, P.; Schieler, S.; Henninger, M.; Semper, S.; Mandelli, S.
2025. 2025 28th International Workshop on Smart Antennas (WSA), Erlangen, 16th-18th September 2025, 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/WSA65299.2025.11202822
Han, L.; Kefferpütz, K.; Beyerer, J.
2025. 2025 IEEE Radar Conference (RadarConf25), Krakow, 4th-10th October 2025, 599–604, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/RadarConf2559087.2025.11205008
Ponomarev, A. A.; Gröll, L.; Hagenmeyer, V.
2025. IFAC-PapersOnLine, 59 (19), 316–321. doi:10.1016/j.ifacol.2025.11.053
Schwarz, S. E.; Weiß, S.; Spekker, M. W.; Albers, A.
2025. Proceedings of the Design Society, 5, 61–70. doi:10.1017/pds.2025.10020
Schlegel, M.; Kempf, C.; Thümmel, C.; Düser, T.; Albers, A.
2025. Proceedings of the Design Society, 5, 3371–3380. doi:10.1017/pds.2025.10351
Wagenmann, S.; Krause, A.; Weidinger, F.; Bursac, N.; Albers, A.
2025. Proceedings of the Design Society, 5, 1111–1120. doi:10.1017/pds.2025.10125
Hennig, M.; Dreising, T. M.; Reeves, A.; Gehrmann, H.-J.; Richter, F.; Bergfeldt, B.; Straczewski, G.; Tavakkol, S.; Stapf, D.
2025. Abfallwirtschaft und Energie. Bd.: 2. Hrsg.: S. Thiel, 559–570, Thomé-Kozmiensky Verlag (TK)
Ritzer, K.; Dernbach, F.; Kempf, C.; Albers, A.; Bursac, N.
2025. Proceedings of the Design Society, 5, 1793–1802. doi:10.1017/pds.2025.10193
Müller, J.; Mehwald, N. L.; Klitzing, S. von; Düser, T.; Albers, A.
2025. Proceedings of the Design Society, 5, 399–408. doi:10.1017/pds.2025.10054
Kuebler, M. S.; Gruetzner, J. L.; Düser, T.; Albers, A.
2025. Proceedings of the Design Society, 5, 1315–1324. doi:10.1017/pds.2025.10145
Jäckle, M.; Does, E.; Tusch, L.; Albers, A.
2025. Proceedings of the Design Society, 5, 2961–2970. doi:10.1017/pds.2025.10310
Thümmel, C.; Ebi, S.; Schlegel, M.; Siebe, A.; Düser, T.; Albers, A.
2025. Proceedings of the Design Society, 5, 489–498. doi:10.1017/pds.2025.10063
Krause, A.; Teicht, A.; Wagenmann, S.; Albers, A.; Bursac, N.
2025. Proceedings of the Design Society, 5, 2391–2400. doi:10.1017/pds.2025.10253
Baßler, J.; Heizmann, M.
2025. M. Heizmann & T. Längle (Hrsg.), Automated Visual Inspection and Machine Vision VI. Ed.: M. Heizmann, T. Längle, Art.-Nr.: 1357208, SPIE. doi:10.1117/12.3062298
Feick, M.; Regitz, K. P.; Zenner, A.
2025. Proceedings of the 38th Annual ACM Symposium on User Interface Software and Technology. Ed.: A. Bianchi, E. Glassman W. E. Mackay, S. Zhao, J. Kim, I. Oakley, 1–9, Association for Computing Machinery (ACM). doi:10.1145/3746059.3747754
Anken, J. K.; Blaess, D.; Müller, K. E.
2025. Proceedings of the 27th International ACM SIGACCESS Conference on Computers and Accessibility. Ed.: Ed.: S. Kane, K. Shinohara, C. Bennett,, M. Mott, 1–15, Association for Computing Machinery (ACM). doi:10.1145/3663547.3746339
Steffens, A.; Alexandrovsky, D.; Gerling, K. M.; Wolf, M.
2025. ASSETS ’25: Proceedings of the 27th International ACM SIGACCESS Conference on Computers and Accessibility. Ed.: S. Kane, Art.-Nr.: 125, Association for Computing Machinery (ACM). doi:10.1145/3663547.3762152
Alzalabny, S.; Müller, K. E.; Gerling, K. M.; Schwarz, T.; Rapp, B. E.; Stiefelhagen, R.
2025. ASSETS ’25: Proceedings of the 27th International ACM SIGACCESS Conference on Computers and Accessibility. Ed.: S. Kane, K. Shinohara, C- Bennett, M. Mott, 1–14, Association for Computing Machinery (ACM). doi:10.1145/3663547.3746397
Ramôa, G.; Müller, K. E.
2025. ASSETS ’25: Proceedings of the 27th International ACM SIGACCESS Conference on Computers and Accessibility. Ed.: S. Kane, K. Shinohara, C. Bennett, M. Mott, 1–15, Association for Computing Machinery (ACM). doi:10.1145/3663547.3746398
Anderer, K.; Müller, K. E.; Strobel, L.; Wölfel, M.; Niehues, J. M.; Gerling, K. M.
2025. Proceedings of the 27th International ACM SIGACCESS Conference on Computers and Accessibility. Ed.: S. Kane, K. Shinohara, C. Bennett,, M. Mott, 1–15, Association for Computing Machinery (ACM). doi:10.1145/3663547.3746349
Walter, N.; Yildiz, Z.; Burtscher, S.
2025. Proceedings of the 27th International ACM SIGACCESS Conference on Computers and Accessibility. Proceedings of the 27th International ACM SIGACCESS Conference on Computers and Accessibility. Ed.: S. Kane, K. Shinohara, C. Bennett,, M. Mott, 1–7, Association for Computing Machinery (ACM). doi:10.1145/3663547.3759689
Liu, R.; Kuper, P. V.; Kıvılcım, B.; Breunig, M.
2026. Data Science and Artificial Intelligence – Third International Conference, DSAI 2025, Peradeniya, Sri Lanka, November 19–21, 2025, Proceedings. Ed.: C. Anutariya, 317–329, Springer Nature Singapore. doi:10.1007/978-981-95-4409-7_22
Martin, D.; van der Schaaf, U.
2025. 99th ACS Colloids & Surface Science Symp & 18th IACIS Conference (2025), Edmonton, Kanada, 22.–26. Juni 2025
Martin, D.; Kersten, F.; Wefers, D.; van der Schaaf, U.
2025, März. Jahrestreffen der DECHEMA/VDI-Fachgruppen Gasreinigung, Mechanische Flüssigkeitsabtrennung, Grenzflächenbestimmte Systeme und Prozesse (2025), Frankfurt am Main, Deutschland, 6.–7. März 2025
Martin, D.; Kersten, F.; Wefers, D.; van der Schaaf, U.
2025, Februar. Jahrestreffen der DECHEMA/VDI-Fachgruppe: Lebensmittelverfahrenstechnik (2025), Freising, Deutschland, 25.–26. Februar 2025
Ellwanger, F.; Kádár, R.; Emin, A.
2025, Februar. Jahrestreffen der DECHEMA/VDI-Fachgruppe: Lebensmittelverfahrenstechnik (2025), Freising, Deutschland, 25.–26. Februar 2025
Ballesteros Martínez, M. Á.; Heider, B.; Gaukel, V.
2025, Februar. Jahrestreffen der DECHEMA/VDI-Fachgruppe: Lebensmittelverfahrenstechnik (2025), Freising, Deutschland, 25.–26. Februar 2025
Treffert, S. M.
2025, Dezember 11. Karlsruher Institut für Technologie (KIT)
Dannlowski, U.; Pfennig, A.; Ebner-Priemer, U. W.; Stein, F.; Müller-Pfefferkorn, R.; Smolka, M. N.; Jansen, A.; Hahn, T.; Jamalabadi, H.; Straube, B.; Falkenberg, I.; Kircher, T.; Alexander, N.
2026. Der Nervenarzt, 97 (2), 128–137. doi:10.1007/s00115-025-01921-8
Knaack, J. I. H.; List, E.; Stalling, D.; Sterrenberg, V. T.; Meier, C.; Wagenknecht, H.-A.; Bosse, J. B.
2026. Angewandte Chemie International Edition, 65 (2), Art.-Nr.: e16613. doi:10.1002/anie.202516613
Woordes, Y. T.; Kobzar, K.; Ehni, S.; Görling, B.; Schilling, F.; Seliwjorstow, A.; Pianowski, Z. L.; Roesky, P. W.; Bräse, S.; Eppinger, J.; Glaser, S. J.; Luy, B.
2026. Angewandte Chemie International Edition, 65 (2), Art.-Nr.: e15467. doi:10.1002/anie.202515467
Bradley, P. E.
2025. Moscow Mathematical Journal, 25 (4), 447–478. doi:10.17323/1609-4514-2025-25-4-447-478
Eiche, E.; Reich, R.; Kolb, J.; Kaiser, C.; Sailer, M.
2025. Wasser und Abfall, 27 (11), 40–44. doi:10.1007/s35152-025-2044-2
Hazman, M.; Guo, L.; Tong, H.; Hause, B.; Eiche, E.; Riemann, M.; Fawzy, S.; Nick, P.
2025. Egyptian Journal of Botany, 65 (3), 473–488. doi:10.21608/ejbo.2025.356131.3169
Bineli Betsi, T.; Njee, E. J.; Ngo Bidjeck Bondje, L. M.; Binam Mandeng, E. P.; Drüppel, K.; Beranoaguirre, A.; Mvondo, H.; Kelepile, T.; Eiche, E.; Kolb, J.; Nkoumbou, C.
2026. Precambrian Research, 432, Art.-Nr.: 107966. doi:10.1016/j.precamres.2025.107966
Sorn, S.; Mokrousov, Y.
2025. Physical Review B, 112 (24), 245115. doi:10.1103/vzmh-mxlz
Reinhard, F.; Walter, B. F.; Giebel, R. J.; Zeh, A.; Marks, M. A. W.; Markl, G.
2025. Lithos, 518-519, 108317. doi:10.1016/j.lithos.2025.108317
Rampf, A.; Leiter, R.; Fleischmann, S.; Elia, G. A.; Zeis, R.
2026. Journal of Energy Chemistry, 114, 473–484. doi:10.1016/j.jechem.2025.10.028
Hensle, N.
2025, Dezember 16. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188411
Aleksandrov, K.; Gehrmann, H.-J.; Wiebe, J.; Stapf, D.
2025. Energies, 18 (22), Art.-Nr.: 5948. doi:10.3390/en18225948
Jung, A. P.
2026, Februar 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188409
Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB)
2025, November. Büro für Technikfolgen-Abschätzung beim Deutschen Bundestag (TAB)
Saxena, A.; Arneth, A.; Brown, C.; Rounsevell, M.
2023, Juli 18. Center for Open Science (OSF). doi:10.17605/OSF.IO/8UV2S
Goetze, M.; Jungeblut, P.; Ueckerdt, T.
2026. Algorithmica, 88 (1), 11. doi:10.1007/s00453-025-01350-8
Ranadive, A.; Fazliji, B.; Le Gal, G.; Cappelli, G.; Butseraen, G.; Bonet, E.; Eyraud, E.; Böhling, S.; Planat, L.; Metelmann, A.; Roch, N.
2025. Nature Electronics, 8 (11), 1089–1098. doi:10.1038/s41928-025-01489-w
Henriksen, A.; Asadi, R.; Gerdes, A.; Kulyk, O.; Mayer, P.
2025. 2025 European Symposium on Usable Security - Digital Security Hub (DiSH), Institute of Electrical and Electronics Engineers (IEEE)
Seitz, J.; Benke, I.; Madche, A.
2022. SIGHCI 2022 Proceedings, 1–7, AIS Electronic Library (AISeL)
Hamel, A.
2025, Dezember 15. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188404
Puppo, L. del; Knierim, M. T.; Döhring, N.; Stano, F.; Herrmann, M.; Weinhardt, C.
2023. NeuroPsychoEconomics Conference 2023
Schulz, T.; Krisam, C.; Seitz, J.
2025. Information Systems and Neuroscience : NeuroIS Retreat 2025, Vienna, Austria. Ed.: F. Davis, 45–55, Springer. doi:10.1007/978-3-032-00815-2_4
Alzalabny, S.
2025, Dezember 12. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188400
Schwetz-Mangold, T.
2025, Dezember 8. Vortragsreihe der Astronomischen Vereinigung Karlsruhe (2025), Karlsruhe, Deutschland, 8. Dezember 2025
Nieken, P.; Reuscher, T. F.
2023. Beiträge zur Jahrestagung des Vereins für Socialpolitik 2023: Growth and the "sociale Frage", 1–44, ZBW - Leibniz Information Centre for Economics
Schwetz-Mangold, T.
2025, Dezember 4. Seminar am Institut für Theoretische Physik der Universität Würzburg (2025), Würzburg, Deutschland, 4. Dezember 2025
Knierim, M. T.; Zimny, C.; Seitz, J.
2022. ICIS 2022 Proceedings, Art.-Nr.: 1354, AIS Electronic Library (AISeL)
Herranz, L.; Gabrielli, F.; Tiborcz, L.; Mascari, F.; Groudev, P.; Pavel, G.; Paci, S.
2025. Nuclear Technology, 211 (12), 2903–2910. doi:10.1080/00295450.2025.2511536
Wells, M. P.; Kreka, K.; Kante, M. V.; Botros, M.; Celikbilek, O.; Ouweltjes, J. P.; Baiutti, F.; Fairclough, S. M.; Ducati, C.; Tarancón, A.; MacManus-Driscoll, J. L.
2025. ENERGY & ENVIRONMENTAL MATERIALS, 8 (4). doi:10.1002/eem2.70011
Song, Z.; Ma, Y.; Cheng, X.; Zhu, Z.; Zhong, Y.; He, J.; Wang, T.; Xu, D.; Zhang, Q.; Ozoemena, K. I.; Brezesinski, T.; Ma, Y.; Passerini, S.; Wu, Y.
2025. Materials Today, 88, 1005–1027. doi:10.1016/j.mattod.2025.06.041
CMS Collaboration; Hayrapetyan, A.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Templ, S.; Waltenberger, W.; Wulz, C.-E.; Darwish, M. R.; Janssen, T.; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Jaramillo, J.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Mahdavikhorrami, M.; Malara, A.; Paredes, S.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Hong, Y.; Knolle, J.; Lambrecht, L.; Marckx, D.; Mota Amarilo, K.; Samalan, A.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Wertz, S.; Alves, G. A.; Alves Gallo Pereira, M.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Moraes, A.; Rebello Teles, P.; Soeiro, M.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Macedo, M.; Martins, J.; Mora Herrera, C.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Yi, K.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhang, L.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Zhang, J.; Gao, X.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Ramirez, F.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Mishra, S.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Carrera Jarrin, E.; Assran, Y.; El-mahdy, B.; Elgammal, S.; Mahmoud, M. A.; Mohammed, Y.; Ehataht, K.; Kadastik, M.; Lange, T.; Nandan, S.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Kirschenmann, H.; Osterberg, K.; Voutilainen, M.; Bharthuar, S.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Martikainen, L.; Myllymäki, M.; Rantanen, M. m.; Siikonen, H.; Tuominiemi, J.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Sharma, A.; Spah, J. L.; Stein, A.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Bhattacharya, S.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Cheng, C.; Colombina, F.; Consuegra Rodríguez, S.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Filatov, O.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Otarid, Y.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Saggio, A.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wen, Y.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bein, S.; Benato, L.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wolf, M.; Brommer, S.; Burkart, M.; Butz, E.; Chwalek, T.; Dierlamm, A.; Droll, A.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Koppenhöfer, R.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, B.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Kontaxakis, P.; Melachroinos, G.; Painesis, Z.; Papavergou, I.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Adamidis, K.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Nemes, F.; Novak, T.; Babbar, J.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sandeep, K.; Sheokand, T.; Singh, J. B.; Singla, A.; Ahmed, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Parida, B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Mishra, T.; Muraleedharan Nair Bindhu, V. K.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Borgonovi, L.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Tuve, C.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Chatagnon, P.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Boldrini, G.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Benettoni, M.; Bergnoli, A.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Lusiani, E.; Margoni, M.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Aimè, C.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Magherini, M.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Musich, M.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Baldenegro Barrera, C.; Barria, P.; Basile, C.; Campana, M.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Longo, E.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Huh, C.; Kim, B.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Ko, S.; Kwon, H.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kang, Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Grzanka, L.; Malawski, M.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Legoinha, H.; Leonardo, N.; Marozzo, G. B.; Niknejad, T.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Alcaraz Maestre, J.; Bedoya, C. F.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sánchez Navas, S.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; González Fernández, J. R.; Leguina, P.; Palencia Cortezon, E.; Ramón Álvarez, C.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Bhowmik, S.; Blanco Fernández, S.; Brochero Cifuentes, J. A.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Botta, C.; Brondolin, E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Rovere, M.; Sakulin, H.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Aarrestad, T. K.; Androsov, K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Martin Perez, C.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Reissel, C.; Reitenspiess, T.; Ristic, B.; Riti, F.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Molinatti, U.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Yu, S. S.; Ceard, L.; Chen, K. F.; Chen, P. s.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Kiminsu, U.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Turkcapar, S.; Uslan, E.; Zorbakir, I. S.; Sokmen, G.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Dincer, G. G.; Komurcu, Y.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Glowacki, M.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Seif El Nasr-Storey, S.; Smith, V. J.; Stylianou, N.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Brown, C. E.; Buchmuller, O.; Cacchio, V.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Davies, J.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hassanshahi, M. H.; Howard, A.; Iles, G.; Knight, M.; Langford, J.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Vage, L. H.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Coldham, K.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Dittmann, J.; Hatakeyama, K.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Huerta Escamilla, C.; Simsek, A. E.; Uniyal, R.; Vargas Hernandez, A. M.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Benelli, G.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Li, D.; Luo, J.; Mondal, S.; Narain, M.; Pervan, N.; Russell, T.; Sagir, S.; Simpson, F.; Stamenkovic, M.; Venkatasubramanian, N.; Yan, X.; Abbott, S.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yao, Y.; Yoo, S.; Zhang, F.; Bachtis, M.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Gordon, M.; Hanson, G.; Si, W.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Quinnan, M.; Sathia Narayanan, B. V.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Wang, S.; Zhang, D.; Bornheim, A.; Cerri, O.; Latorre, A.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Karathanasis, G.; Manganelli, N.; Perloff, A.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Bright-Thonney, S.; Chen, X.; Cranshaw, D. J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dickinson, J.; Dutta, I.; Elvira, V. D.; Feng, Y.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Heller, R.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lincoln, D.; Lipton, R.; Liu, T.; Madrid, C.; Maeshima, K.; Mantilla, C.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Habibullah, R.; Hagopian, V.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Baarmand, M. M.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Rahmani, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Merrit, A. H.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Salvatico, R.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Wang, L.; Bendavid, J.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. A.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Joshi, B. M.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Dervan, J.; Haddad, Y.; Han, Y.; Krishna, A.; Li, J.; Lu, M.; Madigan, G.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Wood, D.; Bueghly, J.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Ho, K. W.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Bylsma, B.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Shevelev, A.; Stickland, D.; Tully, C.; Malik, S.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Stojanovic, M.; Thieman, J.; Virdi, A. K.; Wang, F.; Xie, W.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Popova, E.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Routray, H.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Wang, H.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Rathjens, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Gogate, N.; Hegde, V.; Hussain, A.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Neu, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Dasu, S.; De Bruyn, I.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Levchenko, P.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Gavrilov, V.; Lychkovskaya, N.; Nikitenko, A.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Demiyanov, A.; Ershov, A.; Gribushin, A.; Khein, L.; Kodolova, O.; Korotkikh, V.; Obraztsov, S.; Petrushanko, S.; Savrin, V.; Snigirev, A.; Vardanyan, I.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Konstantinov, D.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.; Chekhovsky, V.; Makarenko, V.
2025. Journal of High Energy Physics, 2025 (2), Art.-Nr.: 195. doi:10.1007/JHEP02(2025)195
CMS Collaboration; Hayrapetyan, A.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Jaramillo, J.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Mahdavikhorrami, M.; Malara, A.; Paredes, S.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Hong, Y.; Knolle, J.; Lambrecht, L.; Marckx, D.; Amarilo, K. M.; Samalan, A.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Wertz, S.; Alves, G. A.; Alves Gallo Pereira, M.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Moraes, A.; Rebello Teles, P.; Soeiro, M.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Macedo, M.; Martins, J.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Yi, K.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhang, L.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Zhang, J.; Gao, X.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Ramirez, F.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Mishra, S.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Carrera Jarrin, E.; Abdelalim, A. A.; Elgammal, S.; Ellithi Kamel, A.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nandan, S.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Kirschenmann, H.; Osterberg, K.; Voutilainen, M.; Bharthuar, S.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Martikainen, L.; Myllymäki, M.; Rantanen, M. m.; Siikonen, H.; Tuominiemi, J.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Lomidze, I.; Toriashvili, T.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Stein, A.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Cheng, C.; Colombina, F.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Filatov, O.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Otarid, Y.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Saggio, A.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wen, Y.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bein, S.; Benato, L.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wolf, M.; Brommer, S.; Burkart, M.; Butz, E.; Chwalek, T.; Dierlamm, A.; Droll, A.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Koppenhöfer, R.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, B.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Kontaxakis, P.; Melachroinos, G.; Painesis, Z.; Papavergou, I.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Adamidis, K.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sandeep, K.; Sheokand, T.; Singh, J. B.; Singla, A.; Ahmed, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Parida, B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Mishra, T.; Muraleedharan Nair Bindhu, V. K.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Tuve, C.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Chatagnon, P.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Carlin, R.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Passaseo, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Aimè, C.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Magherini, M.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Musich, M.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Baldenegro Barrera, C.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Longo, E.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, B.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Ko, S.; Kwon, H.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kang, Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Grzanka, L.; Malawski, M.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Niknejad, T.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Rekovic, V.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sánchez Navas, S.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; González Fernández, J. R.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Ramón Álvarez, C.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Bhowmik, S.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Brondolin, E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Rovere, M.; Sakulin, H.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wozniak, K. A.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Aarrestad, T. K.; Androsov, K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Martin Perez, C.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Riti, F.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Molinatti, U.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Yu, S. S.; Ceard, L.; Chen, K. F.; Chen, P. s.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Kiminsu, U.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Turkcapar, S.; Uslan, E.; Zorbakir, I. S.; Sokmen, G.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Dincer, G. G.; Komurcu, Y.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Glowacki, M.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Seif El Nasr-Storey, S.; Smith, V. J.; Stylianou, N.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Brown, C. E.; Buchmuller, O.; Cacchio, V.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Davies, J.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hassanshahi, M. H.; Howard, A.; Iles, G.; Knight, C. R.; Langford, J.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Vage, L. H.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Coldham, K.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Huerta Escamilla, C.; Simsek, A. E.; Uniyal, R.; Vargas Hernandez, A. M.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Benelli, G.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Li, D.; Luo, J.; Mondal, S.; Pervan, N.; Russell, T.; Sagir, S.; Shen, X.; Simpson, F.; Stamenkovic, M.; Venkatasubramanian, N.; Yan, X.; Abbott, S.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Bachtis, M.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Gordon, M.; Hanson, G.; Si, W.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Quinnan, M.; Sathia Narayanan, B. V.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Wang, S.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Latorre, A.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Karathanasis, G.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Bright-Thonney, S.; Chen, X.; Cranshaw, D. J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dickinson, J.; Dutta, I.; Elvira, V. D.; Feng, Y.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Heller, R.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lincoln, D.; Lipton, R.; Liu, T.; Madrid, C.; Maeshima, K.; Mantilla, C.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hagopian, V.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Baarmand, M. M.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Merrit, A. H.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Salvatico, R.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Bendavid, J.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Joshi, B. M.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Pekkanen, J.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Krishna, A.; Li, J.; Lu, M.; Madigan, G.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Wood, D.; Bueghly, J.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Ho, K. W.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Bylsma, B.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Stickland, D.; Tully, C.; Malik, S.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Stojanovic, M.; Thieman, J.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Routray, H.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Wang, H.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Rathjens, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Gogate, N.; Hegde, V.; Hussain, A.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Neu, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Dasu, S.; De Bruyn, I.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Levchenko, P.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Aushev, T.; Gavrilov, V.; Lychkovskaya, N.; Nikitenko, A.; Popov, V.; Zhokin, A.; Chadeeva, M.; Chistov, R.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Klyukhin, V.; Kodolova, O.; Lukina, O.; Obraztsov, S.; Perfilov, M.; Savrin, V.; Snigirev, A.; Vorotnikov, G.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Konstantinov, D.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.; Chekhovsky, V.; Makarenko, V.
2025. Journal of High Energy Physics, 2025 (10), Art.-Nr.: 219. doi:10.1007/JHEP10(2025)219
Córdoba, R.; Goclon, J.; Sarapulova, A.; Maibach, J.; Dsoke, S.; García-González, E.; Fauth, F.; Kuhn, A.; García-Alvarado, F.
2025. Chemistry of Materials, 37 (21), 8649–8663. doi:10.1021/acs.chemmater.5c01520
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Assran, Y.; El-mahdy, B.; Elgammal, S.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Bagaturia, I.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Mukherjee, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bergnoli, A.; Biasotto, M.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Checchia, P.; Dorigo, T.; Gasparini, F.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Fackeldey, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ershov, A.; Klyukhin, V.; Perfilov, M.; Savrin, V.; Volkov, P.; Vorotnikov, G.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.
2025. Journal of High Energy Physics, 2025 (3), Art.-Nr.: 114. doi:10.1007/JHEP03(2025)114
Hettler, S.; Sreedhara, M. B.; Tenne, R.; Arenal, R.
2025. The Journal of Physical Chemistry C, 129 (30), 13803–13812. doi:10.1021/acs.jpcc.5c03498
CMS Collaboration; Hayrapetyan, A.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Jaramillo, J.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Mahdavikhorrami, M.; Malara, A.; Paredes, S.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Hong, Y.; Knolle, J.; Lambrecht, L.; Marckx, D.; Amarilo, K. M.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Wertz, S.; Alves, G. A.; Alves Gallo Pereira, M.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Moraes, A.; Rebello Teles, P.; Soeiro, M.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Yi, K.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhang, L.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Zhang, J.; Gao, X.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Ramirez, F.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Assran, Y.; El-mahdy, B.; Elgammal, S.; Mahmoud, M. A.; Mohammed, Y.; Ehataht, K.; Kadastik, M.; Lange, T.; Nandan, S.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Kirschenmann, H.; Osterberg, K.; Voutilainen, M.; Bharthuar, S.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Martikainen, L.; Myllymäki, M.; Rantanen, M. m.; Siikonen, H.; Tuominiemi, J.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Chokheli, D.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Stein, A.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Cheng, C.; Colombina, F.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Filatov, O.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Otarid, Y.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Saggio, A.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wen, Y.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bein, S.; Benato, L.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wolf, M.; Brommer, S.; Burkart, M.; Butz, E.; Chwalek, T.; Dierlamm, A.; Droll, A.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Koppenhöfer, R.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Kontaxakis, P.; Melachroinos, G.; Painesis, Z.; Papavergou, I.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Adamidis, K.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Böttger, R. L.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Horvath, M.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Surányi, O.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sandeep, K.; Sheokand, T.; Singh, J. B.; Singla, A.; Ahmed, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Muraleedharan Nair Bindhu, V. K.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Tuve, C.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Chatagnon, P.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Biasotto, M.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Carlin, R.; Dorigo, T.; Fantinel, S.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Aimè, C.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Magherini, M.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Figueiredo, D. M.; Messineo, A.; Mishra, S.; Musich, M.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Baldenegro Barrera, C.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Longo, E.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, B.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Kwon, H.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kang, Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Grzanka, L.; Malawski, M.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Niknejad, T.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Rekovic, V.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sánchez Navas, S.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; González Fernández, J. R.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Ramón Álvarez, C.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Bhowmik, S.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Brondolin, E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Rovere, M.; Sakulin, H.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wozniak, K. A.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Androsov, K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Martin Perez, C.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Riti, F.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Molinatti, U.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Yu, S. S.; Ceard, L.; Chen, K. F.; Chen, P. s.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Kiminsu, U.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Turkcapar, S.; Uslan, E.; Zorbakir, I. S.; Sokmen, G.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Dincer, G. G.; Komurcu, Y.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Glowacki, M.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Seif El Nasr-Storey, S.; Smith, V. J.; Stylianou, N.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Brown, C. E.; Buchmuller, O.; Cacchio, V.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Davies, J.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hassanshahi, M. H.; Howard, A.; Iles, G.; Knight, C. R.; Langford, J.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Vage, L. H.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Huerta Escamilla, C.; Simsek, A. E.; Uniyal, R.; Vargas Hernandez, A. M.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Benelli, G.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Li, D.; Luo, J.; Mondal, S.; Pervan, N.; Russell, T.; Sagir, S.; Shen, X.; Simpson, F.; Stamenkovic, M.; Venkatasubramanian, N.; Yan, X.; Abbott, S.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Bachtis, M.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Gordon, M.; Hanson, G.; Si, W.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Quinnan, M.; Sathia Narayanan, B. V.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Wang, S.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Latorre, A.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Karathanasis, G.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Bright-Thonney, S.; Chen, X.; Cranshaw, D. J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dickinson, J.; Dutta, I.; Elvira, V. D.; Feng, Y.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Heller, R.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lincoln, D.; Lipton, R.; Liu, T.; Madrid, C.; Maeshima, K.; Mantilla, C.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hagopian, V.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Baarmand, M. M.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Merrit, A. H.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Salvatico, R.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Bendavid, J.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Joshi, B. M.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Pekkanen, J.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Li, J.; Lu, M.; Madigan, G.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Wood, D.; Bueghly, J.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Ho, K. W.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Bylsma, B.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Stickland, D.; Tully, C.; Malik, S.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Stojanovic, M.; Thieman, J.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Routray, H.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Wang, H.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Rathjens, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Gogate, N.; Hegde, V.; Hussain, A.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Neu, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Dasu, S.; De Bruyn, I.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Levchenko, P.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Aushev, T.; Gavrilov, V.; Lychkovskaya, N.; Nikitenko, A.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Ershov, A.; Gribushin, A.; Khein, L.; Kodolova, O.; Korotkikh, V.; Lukina, O.; Obraztsov, S.; Petrushanko, S.; Savrin, V.; Snigirev, A.; Vardanyan, I.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Konstantinov, D.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.; Chekhovsky, V.; Makarenko, V.
2025. Journal of High Energy Physics, 2025 (8), 6. doi:10.1007/JHEP08(2025)006
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Mota Amarilo, K.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Elgammal, S.; Ellithi Kamel, A.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Chokheli, D.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; Morabit, K. E.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Meo, S. L.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Michelotto, M.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kang, Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Glowacki, M.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Aushev, T.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chadeeva, M.; Chistov, R.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ershov, A.; Gribushin, A.; Klyukhin, V.; Obraztsov, S.; Petrushanko, S.; Savrin, V.; Snigirev, A.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.
2025. Journal of High Energy Physics, 2025 (10), 74. doi:10.1007/JHEP10(2025)074
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Elgammal, S.; Ellithi Kamel, A.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Norjoharuddeen, N. B.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Meo, S. L.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E. Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’Archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Aushev, T.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ershov, A.; Klyukhin, V.; Perfilov, M.; Savrin, V.; Volkov, P.; Vorotnikov, G.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.
2025. Journal of High Energy Physics, 2025 (8), Art.-Nr.: 85. doi:10.1007/JHEP08(2025)085
Nick, M. A.; Käppler, M.; Deml, B.
2025. IEEE International Automated Vehicle Validation Conference (IAVVC), Baden-Baden, Germany, 30 September 2025 - 02 October 2025, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219475
Do Nascimento Júnior, C. A.; Moujaes, E. A.; Piotrowski, M. J.; Caldeira Rêgo, C. R.; Guedes-Sobrinho, D.; Ribeiro Júnior, L. A.; da Silva Pereira, T. A.; Dias, A. C.
2025. ACS Omega, 10 (13), 13122–13130. doi:10.1021/acsomega.4c10560
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Elgammal, S.; Ellithi Kamel, A.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; Mamouni, H. E.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Chokheli, D.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Meo, S. L.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Tisbeni, S. R.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Benettoni, M.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Ricca, G. D.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Anuar, A. A. B.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gurunadha, R. G.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Fackeldey, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Aushev, T.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Gribushin, A.; Klyukhin, V.; Perfilov, M.; Petrushanko, S.; Savrin, V.; Vorotnikov, G.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.
2025. Journal of High Energy Physics, 2025 (5), Art.-Nr.: 79. doi:10.1007/JHEP05(2025)079
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Vega Sepulveda, V. N.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; El-mahdy, B.; Khalil, S.; Salama, E.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; Mamouni, H. E.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Lomidze, I.; Toriashvili, T.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Fanzago, F.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E. Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’Archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Fackeldey, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Gavrilov, ..; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ershov, A.; Gribushin, A.; Klyukhin, V.; Perfilov, M.; Savrin, V.; Vorotnikov, G.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.
2025. Journal of High Energy Physics, 2025 (8), Art.-Nr.: 156. doi:10.1007/JHEP08(2025)156
Bartelheimer, C.; Heinz, D.; Hönigsberg, S.; Siemon, D.; Li, M. M.; Strohmann, T.; Poeppelbuss, J.; Peters, C.
2025. Electronic Markets, 35 (1), 63. doi:10.1007/s12525-025-00798-4
Lehmkuhl, M.; Leidecker-Sandmann, M.
2025. Elgar Encyclopedia of Political Communication. Ed.: A. Nai, 555–558, Edward Elgar Publishing
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Elgammal, S.; Ellithi Kamel, A.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Lomidze, I.; Toriashvili, T.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Meo, S. L.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Passaseo, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Sgaravatto, M.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chadeeva, M.; Chistov, R.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Gribushin, A.; Klyukhin, V.; Perfilov, M.; Savrin, V.; Volkov, P.; Vorotnikov, G.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.
2025. arxiv. doi:10.5445/IR/1000188375
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; El-mahdy, B.; Khalil, S.; Salama, E.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Molch, M.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Mukherjee, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Biasotto, M.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E. Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’Archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Fackeldey, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Ershov, A.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Gribushin, A.; Perfilov, M.; Savrin, V.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.
2025. Journal of High Energy Physics, 2025 (9), 141. doi:10.1007/JHEP09(2025)141
CMS Collaboration
2025. arxiv. doi:10.48550/arXiv.2504.08507
Soderholm, J. S.; Kumjian, M. R.; Brook, J. P.; Peterson, A.; Protat, A.; Brimelow, J.; Trömel, S.; Kunz, M.
2025. Bulletin of the American Meteorological Society, 106 (10), E2128–E2142. doi:10.1175/BAMS-D-24-0021.1
CMS Collaboration
2025. Reports on Progress in Physics, 88 (8), Art.-Nr.: 087801. doi:10.1088/1361-6633/adf7d3
Bienveignant, D.; Schwartz, S.; Rolland, Y.; Bernet, M.; Vezinet, A.; Léger, J.; Bertauts, M.; Huraut, M.; Cordier, C.; Dumont, T.; Magnin, V.; Balvay, M.; Bilau, A.; Boschetti, L.; Nomade, J.
2025. Journal of Geodynamics, 165, 102113. doi:10.1016/j.jog.2025.102113
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Tomei, T. R. F. P.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdalla, H.; Aly, R.; Assran, Y.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Adamov, G.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Mukherjee, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Passaseo, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Sgaravatto, M.; Simonetto, F.; Tosi, M.; Triossi, A.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Dellacasa, G.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Fackeldey, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Ershov, A.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chadeeva, M.; Chistov, R.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Gribushin, A.; Lukina, O.; Savrin, V.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.
2025. Physical Review D, 112 (1), Art.-Nr.: 012009. doi:10.1103/cm24-665b
Santo, U.; Böning, D.; Jakobs, T.; Fleck, S.; Michelfelder, B.; Zimmerlin, B.; Scheiff, F.; Kolb, T.
2025. The 13th International Freiberg Conference on Circular Carbon Technologies
Wei, Z.; Wu, M.; Wu, J.; Zhang, X.; Fei, K.; He, Q.; Shen, Z.; Li, Z.-P.; Zhao, Y.
2025. Journal of Energy Chemistry, 109, 879–892. doi:10.1016/j.jechem.2025.06.030
Du, M.-L.; Guo, F.-K.; Hanhart, C.; Herren, F.; Kubis, B.; Tonder, R. van
2025. The European Physical Journal C, 85 (11), 1289. doi:10.1140/epjc/s10052-025-15035-7
Kałuzińska, O. A.; Diehl, L.; Sicking, E.; Mühlnikel, M. C.; de Almeida, P. G. D.; Kieseler, J.; Kettner, M.; Walter, D.; Defranchis, M. M.
2025. Journal of Instrumentation, 20 (06), P06054. doi:10.1088/1748-0221/20/06/P06054
Liu, N.; Koubaa, M.-A.; Suess, W.; Hagenmeyer, V.
2025. ISWC-C 2025 : Industry, Doctoral Consortium, Posters and Demos at ISWC 2025 ; Joint Proceedings of Industry, Doctoral Consortium, Posters and Demos of the 24th International Semantic Web Conference (ISWC-C 2025), Nara, Japan, November 2-6, 2025. Ed.: I. Celino, 187–192, CEUR-WS
CMS Collaboration; Hayrapetyan, A.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Templ, S.; Waltenberger, W.; Wulz, C.-E.; Darwish, M. R.; Janssen, T.; Mechelen, P. Van; Bols, E. S.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Clerbaux, B.; Das, A. K.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Hohov, D.; Jaramillo, J.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Mahdavikhorrami, M.; Malara, A.; Paredes, S.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Hong, Y.; Knolle, J.; Lambrecht, L.; Mestdach, G.; Mota Amarilo, K.; Rendón, C.; Samalan, A.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Wertz, S.; Alves, G. A.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Moraes, A.; Rebello Teles, P.; Soeiro, M.; Aldá Júnior, W. L.; Alves Gallo Pereira, M.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Macedo, M.; Martins, J.; Mora Herrera, C.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Vilela Pereira, A.; Bernardes, C. A.; Calligaris, L.; Tomei, T. R. F. P.; Gregores, E. M.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liu, J.; Yi, K.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Agapitos, A.; Ban, Y.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S. J.; Sun, X.; Wang, D.; Yang, H.; Zhang, L.; Zhou, C.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Gao, X.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Mejia Guisao, J.; Ramirez, F.; Rodriguez, M.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Mishra, S.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdalla, H.; Assran, Y.; Lotfy, A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nandan, S.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Kirschenmann, H.; Osterberg, K.; Voutilainen, M.; Bharthuar, S.; Brücken, E.; Garcia, F.; Kallonen, K. T. S.; Kinnunen, R.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Martikainen, L.; Myllymäki, M.; Rantanen, M. m.; Siikonen, H.; Tuominen, E.; Tuominiemi, J.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rander, J.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Buchot Perraguin, A.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Motta, J.; Nguyen, M.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Tarabini, A.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Grimault, C.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Saha, G.; Sessini, M. A.; Van Hove, P.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Lomidze, I.; Toriashvili, T.; Tsamalaidze, Z.; Botta, V.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Sharma, A.; Spah, J. L.; Stein, A.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Haj Ahmad, W.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Bhattacharya, S.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Cheng, C.; Colombina, F.; Consuegra Rodríguez, S.; Correia Silva, G.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Filatov, O.; Gallo, E.; Geiser, A.; Giraldi, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Mussgiller, A.; Nair, L. P.; Nürnberg, A.; Otarid, Y.; Park, J.; Pérez Adán, D.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Ribeiro Lopes, B.; Rübenach, J.; Saggio, A.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Sosa Ricardo, R. E.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, Q.; Wen, Y.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bein, S.; Benato, L.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wolf, M.; Brommer, S.; Burkart, M.; Butz, E.; Chwalek, T.; Dierlamm, A.; Droll, A.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Koppenhöfer, R.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, B.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Toms, M.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Kontaxakis, P.; Melachroinos, G.; Painesis, Z.; Panagiotou, A.; Papavergou, I.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Adamidis, K.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Bartók, M.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Mandal, K.; Pásztor, G.; Veres, G. I.; Raics, P.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Babbar, J.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sandeep, K.; Sheokand, T.; Singh, J. B.; Singla, A.; Ahmed, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Verma, S.; Dugad, S.; Kumar, M.; Mohanty, G. B.; Suryadevara, P.; Bala, A.; Banerjee, S.; Chatterjee, R. M.; Dewanjee, R. K.; Guchait, M.; Jain, S.; Jaiswal, A.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Mishra, T.; Muraleedharan Nair Bindhu, V. K.; Naskar, K.; Nayak, A.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Khazaie, E.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Khakzad, M.; Mohammadi Najafabadi, M.; Tizchang, S.; Grunewald, M.; Abbrescia, M.; Aly, R.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Di Florio, A.; Elmetenawee, W.; Fiore, L.; Iaselli, G.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramirez-Sanchez, G.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Borgonovi, L.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Potenza, R.; Tricomi, A.; Tuve, C.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Chatagnon, P.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Boldrini, G.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Sciacca, C.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Carlin, R.; Dorigo, T.; Fantinel, S.; Fanzago, F.; Gasparini, F.; Gasparini, U.; Lusiani, E.; Margoni, M.; Marini, F.; Meneguzzo, A. T.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Strong, G.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Abu Zeid, S.; Aimè, C.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Bilei, G. M.; Ciangottini, D.; Fanò, L.; Magherini, M.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Matos Figueiredo, D.; Messineo, A.; Musich, M.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Baldenegro Barrera, C.; Barria, P.; Basile, C.; Campana, M.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Longo, E.; Meridiani, P.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Huh, C.; Kim, B.; Kim, D. H.; Kim, J.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Park, J.; Park, S. K.; Yoo, J.; Goh, J.; Yang, S.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Jun, W.; Kim, J.; Ko, S.; Kwon, H.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kang, Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Dreimanis, K.; Gaile, A.; Pikurs, G.; Potrebko, A.; Seidel, M.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Bin Norjoharuddeen, N.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramírez García, M.; Bautista, I.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Grzanka, L.; Malawski, M.; Bialkowska, H.; Bluj, M.; Boimska, B.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Niknejad, T.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Dordevic, M.; Milosevic, J.; Rekovic, V.; Aguilar-Benitez, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Redondo Ferrero, D. D.; Romero, L.; Sánchez Navas, S.; Urda Gómez, L.; Vazquez Escobar, J.; Willmott, C.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; González Fernández, J. R.; Leguina, P.; Palencia Cortezon, E.; Ramón Álvarez, C.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Bhowmik, S.; Blanco Fernández, S.; Brochero Cifuentes, J. A.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Jayananda, M. K.; Kailasapathy, B.; Sonnadara, D. U. J.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Wickramage, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bilin, B.; Bin Anuar, A. A.; Bocci, A.; Botta, C.; Brondolin, E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Forthomme, L.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Gouskos, L.; Haranko, M.; Hegeman, J.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Malgeri, L.; Mannelli, M.; Marini, A. C.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Piparo, D.; Qu, H.; Rabady, D.; Rovere, M.; Sakulin, H.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Tsirou, A.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Aarrestad, T. K.; Androsov, K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Martin Perez, C.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Reissel, C.; Reitenspiess, T.; Ristic, B.; Riti, F.; Seidita, R.; Steggemann, J.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Heikkilä, J. K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Molinatti, U.; Reimers, A.; Robmann, P.; Sanchez Cruz, S.; Senger, M.; Shokr, E.; Stäger, F.; Takahashi, Y.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Yu, S. S.; Ceard, L.; Chao, Y.; Chen, K. F.; Chen, P. s.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Khurana, R.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Agyel, D.; Boran, F.; Demiroglu, Z. S.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Kiminsu, U.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Turkcapar, S.; Uslan, E.; Zorbakir, I. S.; Sokmen, G.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Dincer, G. G.; Komurcu, Y.; Sen, S.; Aydilek, O.; Cerci, S.; Epshteyn, V.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Isildak, B.; Sunar Cerci, D.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Glowacki, M.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Seif El Nasr-Storey, S.; Smith, V. J.; Stylianou, N.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Williams, T.; Bainbridge, R.; Bloch, P.; Brown, C. E.; Buchmuller, O.; Cacchio, V.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Davies, J.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hassanshahi, M. H.; Howard, A.; Iles, G.; Knight, M.; Langford, J.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Malik, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Vage, L. H.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Coldham, K.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Caraway, B.; Collins, E.; Dittmann, J.; Hatakeyama, K.; Hiltbrand, J.; McMaster, B.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Huerta Escamilla, C.; Simsek, A. E.; Uniyal, R.; Vargas Hernandez, A. M.; Bam, B.; Chudasama, R.; Cooper, S. I.; Gleyzer, S. V.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Arcaro, D.; Cosby, C.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Yuan, S.; Zecchinelli, A. G.; Benelli, G.; Coubez, X.; Cutts, D.; Hadley, M.; Heintz, U.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Li, D.; Luo, J.; Mondal, S.; Narain, M.; Pervan, N.; Sagir, S.; Simpson, F.; Stamenkovic, M.; Venkatasubramanian, N.; Yan, X.; Zhang, W.; Abbott, S.; Bonilla, J.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Pellett, D.; Wei, W.; Yao, Y.; Zhang, F.; Bachtis, M.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Gordon, M.; Hanson, G.; Si, W.; Wimpenny, S.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Quinnan, M.; Sathia Narayanan, B. V.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Wang, S.; Bornheim, A.; Cerri, O.; Latorre, A.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Andrews, M. B.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Harilal, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Karathanasis, G.; Manganelli, N.; Perloff, A.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Bright-Thonney, S.; Chen, X.; Cranshaw, D. J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reichert, J.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dickinson, J.; Dutta, I.; Elvira, V. D.; Feng, Y.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Heller, R.; Herwig, T. C.; Hirschauer, J.; Horyn, L.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lincoln, D.; Lipton, R.; Liu, T.; Madrid, C.; Maeshima, K.; Mantilla, C.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Whitbeck, A.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Cadamuro, L.; Chang, P.; Cherepanov, V.; Field, R. D.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, D.; Rosenzweig, S.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Habibullah, R.; Hagopian, V.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Baarmand, M. M.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Kumar Verma, R.; Rahmani, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Merrit, A. H.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Nachtman, J.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Minafra, N.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Salvatico, R.; Sanders, S.; Smith, C.; Wang, Q.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Kalogeropoulos, A.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Rebassoo, F.; Wright, D.; Baden, A.; Belloni, A.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Wang, L.; Bendavid, J.; Cali, I. A.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Novak, A.; Paus, C.; Rankin, D.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Joshi, B. M.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Pandey, S.; Revering, M.; Rusack, R.; Saradhy, R.; Schroeder, N.; Strobbe, N.; Cremaldi, L. M.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Iashvili, I.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Dervan, J.; Haddad, Y.; Han, Y.; Krishna, A.; Li, J.; Lu, M.; Madigan, G.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Wood, D.; Bueghly, J.; Chen, Z.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Ho, K. W.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Bylsma, B.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Winer, B. L.; Yates, B. R.; Addesa, F. M.; Bouchamaoui, H.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Shevelev, A.; Stickland, D.; Tully, C.; Malik, S.; Bakshi, A. S.; Barnes, V. E.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Stojanovic, M.; Thieman, J.; Virdi, A. K.; Wang, F.; Xie, W.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Li, W.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Popova, E.; Taus, R.; Goulianos, K.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Karacheban, O.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Routray, H.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Wang, H.; Acharya, H.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Rathjens, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Hegde, V.; Hussain, A.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Neu, C.; Perez Lara, C. E.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Dasu, S.; De Bruyn, I.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Levchenko, P.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Gavrilov, V.; Lychkovskaya, N.; Nikitenko, A.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Belyaev, A.; Boos, E.; Dubinin, M.; Dudko, L.; Ershov, A.; Gribushin, A.; Klyukhin, V.; Kodolova, O.; Obraztsov, S.; Petrushanko, S.; Savrin, V.; Snigirev, A.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Azhgirey, I.; Kachanov, V.; Konstantinov, D.; Ryutin, R.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.; Tcherniaev, E.; Chekhovsky, V.; Makarenko, V.
2025. Physical Review D, 111 (5), Art.-Nr.: L051102. doi:10.1103/PhysRevD.111.L051102
CMS Collaboration; Hayrapetyan, A.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Templ, S.; Waltenberger, W.; Wulz, C.-E.; Darwish, M. R.; Janssen, T.; Mechelen, P. Van; Bols, E. S.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Clerbaux, B.; Das, A. K.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Hohov, D.; Jaramillo, J.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Mahdavikhorrami, M.; Malara, A.; Paredes, S.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Hong, Y.; Knolle, J.; Lambrecht, L.; Mestdach, G.; Mota Amarilo, K.; Rendón, C.; Samalan, A.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Wertz, S.; Alves, G. A.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Moraes, A.; Rebello Teles, P.; Soeiro, M.; Aldá Júnior, W. L.; Alves Gallo Pereira, M.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Martins, J.; Mora Herrera, C.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Vilela Pereira, A.; Bernardes, C. A.; Calligaris, L.; Tomei, T. R. F. P.; Gregores, E. M.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liu, J.; Yi, K.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Agapitos, A.; Ban, Y.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S. J.; Sun, X.; Wang, D.; Yang, H.; Zhang, L.; Zhou, C.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Gao, X.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Mejia Guisao, J.; Ramirez, F.; Rodriguez, M.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Mishra, S.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Konstantinou, S.; Mousa, J.; Nicolaou, C.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Salama, E.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nandan, S.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Kirschenmann, H.; Osterberg, K.; Voutilainen, M.; Bharthuar, S.; Brücken, E.; Garcia, F.; Kallonen, K. T. S.; Kinnunen, R.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Martikainen, L.; Myllymäki, M.; Rantanen, M. m.; Siikonen, H.; Tuominen, E.; Tuominiemi, J.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Lohezic, V.; Malcles, J.; Rander, J.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Buchot Perraguin, A.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Motta, J.; Nguyen, M.; Ochando, C.; Portales, L.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Tarabini, A.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Grimault, C.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Saha, G.; Sessini, M. A.; Van Hove, P.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Choi, J.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Sharma, A.; Spah, J. L.; Stein, A.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Haj Ahmad, W.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Bhattacharya, S.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Cheng, C.; Colombina, F.; Consuegra Rodríguez, S.; Correia Silva, G.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Filatov, O.; Gallo, E.; Geiser, A.; Giraldi, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jafari, A.; Jeppe, L.; Jomhari, N. Z.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Mussgiller, A.; Nair, L. P.; Nürnberg, A.; Otarid, Y.; Park, J.; Pérez Adán, D.; Ranken, E.; Raspereza, A.; Ribeiro Lopes, B.; Rübenach, J.; Saggio, A.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Sosa Ricardo, R. E.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, Q.; Wen, Y.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bein, S.; Benato, L.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Mehta, A.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wolf, M.; Brommer, S.; Burkart, M.; Butz, E.; Chwalek, T.; Dierlamm, A.; Droll, A.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Koppenhöfer, R.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Toms, M.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Kontaxakis, P.; Melachroinos, G.; Painesis, Z.; Panagiotou, A.; Papavergou, I.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Adamidis, K.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Bartók, M.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Mandal, K.; Pásztor, G.; Veres, G. I.; Raics, P.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Babbar, J.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sandeep, K.; Sheokand, T.; Singh, J. B.; Singla, A.; Ahmed, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Jana, P.; Kalbhor, P.; Komaragiri, J. R.; Kumar, D.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Verma, S.; Dugad, S.; Kumar, M.; Mohanty, G. B.; Suryadevara, P.; Bala, A.; Banerjee, S.; Chatterjee, R. M.; Dewanjee, R. K.; Guchait, M.; Jain, S.; Jaiswal, A.; Karmakar, S.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Mishra, T.; Muraleedharan Nair Bindhu, V. K.; Naskar, K.; Nayak, A.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Khazaie, E.; Zeinali, M.; Chenarani, S.; Etesami, S. M.; Khakzad, M.; Mohammadi Najafabadi, M.; Grunewald, M.; Abbrescia, M.; Aly, R.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Di Florio, A.; Elmetenawee, W.; Fiore, L.; Iaselli, G.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramirez-Sanchez, G.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Borgonovi, L.; Campanini, R.; Capiluppi, P.; Castro, A.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Potenza, R.; Tricomi, A.; Tuve, C.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Chatagnon, P.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Boldrini, G.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Pedrini, D.; Pinolini, B. S.; Ragazzi, S.; Tabarelli de Fatis, T.; Zuolo, D.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Sciacca, C.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, U.; Gozzelino, A.; Gulmini, M.; Lusiani, E.; Margoni, M.; Marini, F.; Meneguzzo, A. T.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Strong, G.; Tosi, M.; Triossi, A.; Ventura, S.; Yarar, H.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Abu Zeid, S.; Aimè, C.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Bilei, G. M.; Ciangottini, D.; Fanò, L.; Magherini, M.; Mantovani, G.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Matos Figueiredo, D.; Messineo, A.; Musich, M.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Baldenegro Barrera, C.; Barria, P.; Basile, C.; Campana, M.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Longo, E.; Meridiani, P.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Huh, C.; Kim, B.; Kim, D. H.; Kim, J.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Kim, D.; Kim, T. J.; Merlin, J. A.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Park, J.; Park, S. K.; Yoo, J.; Goh, J.; Yang, S.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Jun, W.; Kim, J.; Ko, S.; Kwon, H.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kang, Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Dreimanis, K.; Gaile, A.; Pikurs, G.; Potrebko, A.; Seidel, M.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Bin Norjoharuddeen, N.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramírez García, M.; Bautista, I.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Grzanka, L.; Malawski, M.; Bialkowska, H.; Bluj, M.; Boimska, B.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Niknejad, T.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Dordevic, M.; Milosevic, J.; Rekovic, V.; Aguilar-Benitez, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Redondo Ferrero, D. D.; Romero, L.; Sánchez Navas, S.; Urda Gómez, L.; Vazquez Escobar, J.; Willmott, C.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; González Fernández, J. R.; Leguina, P.; Palencia Cortezon, E.; Ramón Álvarez, C.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Bhowmik, S.; Blanco Fernández, S.; Brochero Cifuentes, J. A.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Jayananda, M. K.; Kailasapathy, B.; Sonnadara, D. U. J.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Wickramage, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bilin, B.; Bin Anuar, A. A.; Bocci, A.; Botta, C.; Brondolin, E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Forthomme, L.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Gouskos, L.; Haranko, M.; Hegeman, J.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Maier, B.; Malgeri, L.; Mannelli, M.; Marini, A. C.; Matthewman, M.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Piparo, D.; Qu, H.; Rabady, D.; Reales Gutiérrez, G.; Rovere, M.; Sakulin, H.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Tsirou, A.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Aarrestad, T. K.; Androsov, K.; Backhaus, M.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Martin Perez, C.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Reissel, C.; Reitenspiess, T.; Ristic, B.; Riti, F.; Seidita, R.; Steggemann, J.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Heikkilä, J. K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Molinatti, U.; Reimers, A.; Robmann, P.; Sanchez Cruz, S.; Senger, M.; Stäger, F.; Takahashi, Y.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Yu, S. S.; Ceard, L.; Chao, Y.; Chen, K. F.; Chen, P. s.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Khurana, R.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Agyel, D.; Boran, F.; Demiroglu, Z. S.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Kiminsu, U.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Turkcapar, S.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Dincer, G. G.; Komurcu, Y.; Sen, S.; Aydilek, O.; Cerci, S.; Epshteyn, V.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Isildak, B.; Sunar Cerci, D.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Glowacki, M.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Seif El Nasr-Storey, S.; Smith, V. J.; Stylianou, N.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Williams, T.; Bainbridge, R.; Bloch, P.; Brown, C. E.; Buchmuller, O.; Cacchio, V.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Davies, J.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hassanshahi, M. H.; Howard, A.; Iles, G.; Knight, M.; Langford, J.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Malik, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Vage, L. H.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Coldham, K.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Caraway, B.; Collins, E.; Dittmann, J.; Hatakeyama, K.; Hiltbrand, J.; McMaster, B.; Saunders, M.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Huerta Escamilla, C.; Simsek, A. E.; Uniyal, R.; Vargas Hernandez, A. M.; Bam, B.; Chudasama, R.; Cooper, S. I.; Gleyzer, S. V.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Arcaro, D.; Cosby, C.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Yuan, S.; Zecchinelli, A. G.; Benelli, G.; Coubez, X.; Cutts, D.; Hadley, M.; Heintz, U.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Li, D.; Luo, J.; Mondal, S.; Narain, M.; Pervan, N.; Sagir, S.; Simpson, F.; Stamenkovic, M.; Yan, X.; Zhang, W.; Abbott, S.; Bonilla, J.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Pellett, D.; Wei, W.; Yao, Y.; Zhang, F.; Bachtis, M.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Gordon, M.; Hanson, G.; Si, W.; Wimpenny, S.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Quinnan, M.; Sathia Narayanan, B. V.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Wang, S.; Bornheim, A.; Cerri, O.; Latorre, A.; Mao, J.; Newman, H. B.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Andrews, M. B.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Harilal, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Karathanasis, G.; Manganelli, N.; Perloff, A.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Alexander, J.; Bright-Thonney, S.; Chen, X.; Cranshaw, D. J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reichert, J.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dickinson, J.; Dutta, I.; Elvira, V. D.; Feng, Y.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Heller, R.; Herwig, T. C.; Hirschauer, J.; Horyn, L.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lincoln, D.; Lipton, R.; Liu, T.; Madrid, C.; Maeshima, K.; Mantilla, C.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Whitbeck, A.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Cadamuro, L.; Chang, P.; Cherepanov, V.; Field, R. D.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, D.; Rosenzweig, S.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Habibullah, R.; Hagopian, V.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Baarmand, M. M.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Kumar Verma, R.; Rahmani, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Merrit, A. H.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Tonjes, M. B.; Varelas, N.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Nachtman, J.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Minafra, N.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Salvatico, R.; Sanders, S.; Smith, C.; Wang, Q.; Wilson, G.; Allmond, B.; Ivanov, A.; Kaadze, K.; Kalogeropoulos, A.; Kim, D.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Rebassoo, F.; Wright, D.; Baden, A.; Belloni, A.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Wang, L.; Bendavid, J.; Cali, I. A.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Novak, A.; Paus, C.; Rankin, D.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Joshi, B. M.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Pandey, S.; Revering, M.; Rusack, R.; Saradhy, R.; Schroeder, N.; Strobbe, N.; Wadud, M. A.; Cremaldi, L. M.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Iashvili, I.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Alverson, G.; Barberis, E.; Dervan, J.; Haddad, Y.; Han, Y.; Krishna, A.; Li, J.; Lu, M.; Madigan, G.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Wang, B.; Wood, D.; Bhattacharya, S.; Bueghly, J.; Chen, Z.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Ho, K. W.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Bylsma, B.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Winer, B. L.; Yates, B. R.; Addesa, F. M.; Bouchamaoui, H.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Shevelev, A.; Stickland, D.; Tully, C.; Malik, S.; Bakshi, A. S.; Barnes, V. E.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Stojanovic, M.; Thieman, J.; Virdi, A. K.; Wang, F.; Xie, W.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Li, W.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Popova, E.; Taus, R.; Goulianos, K.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Karacheban, O.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Routray, H.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Wang, H.; Acharya, H.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Rathjens, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Hegde, V.; Hussain, A.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Neu, C.; Perez Lara, C. E.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Dasu, S.; De Bruyn, I.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Levchenko, P.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Gavrilov, V.; Lychkovskaya, N.; Nikitenko, A.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Belyaev, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ershov, A.; Gribushin, A.; Klyukhin, V.; Obraztsov, S.; Perfilov, M.; Savrin, V.; Volkov, P.; Vorotnikov, G.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Azhgirey, I.; Kachanov, V.; Konstantinov, D.; Ryutin, R.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.; Tcherniaev, E.; Chekhovsky, V.; Makarenko, V.
2025. Physical Review D, 112 (3), 032008. doi:10.1103/95q6-vvlp
Zhao, M.; Costa, C. M.; Villaluenga, I.; Scheiba, F.; Zhang, J.; Wang, W.; Lanceros-Méndez, S.; Zhang, Q.
2025. Materials Today Energy, 52, 101945. doi:10.1016/j.mtener.2025.101945
Eckelt, F.; Cavallaro, I.; Wagner, R.; Haghighirad, A.-A.; Wolf, T.; Wilmers, J.; Bargmann, S.; Hess, C.
2025. AIP Advances, 15 (12). doi:10.1063/5.0291096
Bräse, S.; Hatakeyama, T.; Yasuda, T.; Zysman-Colman, E.
2025. Advanced Optical Materials, 13 (23). doi:10.1002/adom.202501830
Weindel, S.; Wilch, J.; Kögel, C.; Xiao, K.; Vogel-Heuser, B.
2025. 2025 IEEE 21st International Conference on Automation Science and Engineering (CASE), Los Angeles, CA, USA, 17-21 August 2025, 16–23, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/CASE58245.2025.11163822
CMS Collaboration
2025. Physics Reports, 1115, 116–218. doi:10.1016/j.physrep.2024.12.002
Cebataviciute, R.; Hinterwaldner, I.; Kaya-Liesegang, Ö. (Hrsg.)
2026. KIT Scientific Publishing. doi:10.5445/KSP/1000188354
CMS Collaboration; Hayrapetyan, A.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Templ, S.; Waltenberger, W.; Wulz, C.-E.; Darwish, M. R.; Janssen, T.; Mechelen, P. Van; Bols, E. S.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; El Faham, H.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Clerbaux, B.; Das, A. K.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Hohov, D.; Jaramillo, J.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Mahdavikhorrami, M.; Malara, A.; Paredes, S.; Thomas, L.; Bemden, M. V.; Velde, C. V.; Vanlaer, P.; De Coen, M.; Dobur, D.; Hong, Y.; Knolle, J.; Lambrecht, L.; Mestdach, G.; Amarilo, K. M.; Rendón, C.; Samalan, A.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Mondal, K.; Tran, T. T.; Wertz, S.; Alves, G. A.; Coelho, E.; Hensel, C.; De Oliveira, T. M.; Moraes, A.; Teles, P. R.; Soeiro, M.; Aldá Júnior, W. L.; Pereira, M. A. G.; Filho, M. B. F.; Malbouisson, H. B.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; De Souza, S. F.; De Souza, R. G.; Martins, J.; Herrera, C. M.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Pereira, A. V.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liu, J.; Yi, K.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Agapitos, A.; Ban, Y.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S. J.; Sun, X.; Wang, D.; Yang, H.; Zhang, L.; Zhou, C.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Gao, X.; Leggat, D.; Okawa, H.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Mejia Guisao, J.; Ramirez, F.; Rodriguez, M.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Mishra, S.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Konstantinou, S.; Mousa, J.; Nicolaou, C.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr; Kveton, A.; Ayala, E.; Jarrin, E. C.; Abdelalim, A. A.; Salama, E.; Mahmoud, M. A.; Mohammed, Y.; Ehataht, K.; Kadastik, M.; Lange, T.; Nandan, S.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Kirschenmann, H.; Osterberg, K.; Voutilainen, M.; Bharthuar, S.; Brücken, E.; Garcia, F.; Kallonen, K. T. S.; Kinnunen, R.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Martikainen, L.; Myllymäki, M.; Rantanen, M. M.; Siikonen, H.; Tuominen, E.; Tuominiemi, J.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; de Monchenault, G. H.; Lohezic, V.; Malcles, J.; Rander, J.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Baldenegro Barrera, C.; Beaudette, F.; Perraguin, A. B.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Damas, F.; Davignon, O.; De Wit, A.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; de Cassagnac, R. G.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Motta, J.; Nguyen, M.; Ochando, C.; Portales, L.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Tarabini, A.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Grimault, C.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Saha, G.; Sessini, M. A.; Van Hove, P.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Choi, J.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Adamov, G.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. Y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Sharma, A.; Spah, J. L.; Stein, A.; Da Silva De Araujo, F. T.; Vigilante, L.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Haj Ahmad, W.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Petersen, H. A.; Martin, M. A.; Alimena, J.; Amoroso, S.; An, Y.; Baxter, S.; Bayatmakou, M.; Gonzalez, H. B.; Behnke, O.; Belvedere, A.; Bhattacharya, S.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Cheng, C.; Colombina, F.; Rodríguez, S. C.; Silva, G. C.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Filatov, O.; Gallo, E.; Geiser, A.; Giraldi, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jafari, A.; Jeppe, L.; Jomhari, N. Z.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Pernia, D. L.; Lipka, K.; Lohmann, W.; Mankel, R.; Melzer-Pellmann, I.-A.; Morentin, M. M.; Meyer, A. B.; Milella, G.; Mussgiller, A.; Nair, L. P.; Nürnberg, A.; Otarid, Y.; Park, J.; Adán, D. P.; Ranken, E.; Raspereza, A.; Ribeiro Lopes, B.; Rübenach, J.; Saggio, A.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Sosa Ricardo, R. E.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, Q.; Wen, Y.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bein, S.; Benato, L.; Bollweg, S.; Bonanomi, M.; Connor, P.; Eich, M.; El Morabit, K.; Fischer, Y.; Garbers, C.; Garutti, E.; Grohsjean, A.; Haller, J.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Mehta, A.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wolf, M.; Brommer, S.; Burkart, M.; Butz, E.; Chwalek, T.; Dierlamm, A.; Droll, A.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Koppenhöfer, R.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Toms, M.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Kontaxakis, P.; Melachroinos, G.; Panagiotou, A.; Papavergou, I.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Adamidis, K.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Bartók, M.; Hajdu, C.; Horvath, D.; Márton, K.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Mandal, K.; Pásztor, G.; Rádl, A. J.; Veres, G. I.; Raics, P.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Babbar, J.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sandeep, K.; Sheokand, T.; Singh, J. B.; Singla, A.; Ahmed, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Jana, P.; Kalbhor, P.; Komaragiri, J. R.; Kumar, D.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Verma, S.; Dugad, S.; Kumar, M.; Mohanty, G. B.; Suryadevara, P.; Bala, A.; Banerjee, S.; Chatterjee, R. M.; Dewanjee, R. K.; Guchait, M.; Jain, S.; Jaiswal, A.; Karmakar, S.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Mishra, T.; Muraleedharan Nair Bindhu, V. K.; Naskar, K.; Nayak, A.; Sadangi, P.; Saha, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Khazaie, E.; Zeinali, M.; Chenarani, S.; Etesami, S. M.; Khakzad, M.; Mohammadi Najafabadi, M.; Grunewald, M.; Abbrescia, M.; Aly, R.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Di Florio, A.; Elmetenawee, W.; Fiore, L.; Iaselli, G.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramirez-Sanchez, G.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Venditti, R.; Verwilligen, P.; Zaza, A.; Battilana, C.; Bonacorsi, D.; Borgonovi, L.; Campanini, R.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rovelli, T.; Siroli, G. P.; Costa, S.; Mattia, A. D.; Potenza, R.; Tricomi, A.; Tuve, C.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Chatagnon, P.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Boldrini, G.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Pedrini, D.; Pinolini, B. S.; Ragazzi, S.; de Fatis, T. T.; Zuolo, D.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Sciacca, C.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bergnoli, A.; Biasotto, M.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Lusiani, E.; Margoni, M.; Marini, F.; Meneguzzo, A. T.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Strong, G.; Tosi, M.; Triossi, A.; Ventura, S.; Yarar, H.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Abu Zeid, S.; Aimè, C.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Bilei, G. M.; Ciangottini, D.; Fanò, L.; Magherini, M.; Mantovani, G.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Matos Figueiredo, D.; Messineo, A.; Musich, M.; Palla, F.; Rizzi, A.; Rolandi, G.; Chowdhury, S. R.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Campana, M.; Cavallari, F.; Mendez, L. C.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Longo, E.; Meridiani, P.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Ricca, G. D.; Dogra, S.; Hong, J.; Huh, C.; Kim, B.; Kim, D. H.; Kim, J.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Kim, D.; Kim, T. J.; Merlin, J. A.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Park, J.; Park, S. K.; Yoo, J.; Goh, J.; Yang, S.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Jun, W.; Kim, J.; Ko, S.; Kwon, H.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kang, Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Dreimanis, K.; Gaile, A.; Pikurs, G.; Potrebko, A.; Seidel, M.; Veckalns, V.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Norjoharuddeen, N. B.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Hernandez, A. C.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; Coello, M. L.; Murillo Quijada, J. A.; Sehrawat, A.; Palomo, L. V.; Ayala, G.; Castilla-Valdez, H.; Ledesma, H. C.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mondragon Herrera, C. A.; Hernández, A. S.; Barrera, C. O.; García, M. R.; Bautista, I.; Pedraza, I.; Salazar Ibarguen, H. A.; Estrada, C. U.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Grzanka, L.; Malawski, M.; Bialkowska, H.; Bluj, M.; Boimska, B.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Da Cruz E Silva, C. B.; Boletti, A.; Bozzo, M.; Camporesi, T.; Molin, G. D.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Niknejad, T.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Dordevic, M.; Milosevic, J.; Rekovic, V.; Aguilar-Benitez, M.; Maestre, J. A.; Bedoya, C. F.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Peris, A. D.; Del Valle, A. E.; Del Val, D. F.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Lopez, O. G.; Lopez, S. G.; Hernandez, J. M.; Josa, M. I.; Moran, D.; Morcillo Perez, C. M.; Tobar, Á. N.; Dengra, C. P.; Yzquierdo, A. P.-C.; Pelayo, J. P.; Redondo, I.; Redondo Ferrero, D. D.; Romero, L.; Navas, S. S.; Gómez, L. U.; Escobar, J. V.; Willmott, C.; de Trocóniz, J. F.; Gonzalez, B. A.; Cuevas, J.; Menendez, J. F.; Folgueras, S.; Caballero, I. G.; Fernández, J. R. G.; Cortezon, E. P.; Álvarez, C. R.; Bouza, V. R.; Rodríguez, A. S.; Trapote, A.; Villalba, C. V.; Vischia, P.; Bhowmik, S.; Fernández, S. B.; Brochero Cifuentes, J. A.; Cabrillo, I. J.; Calderon, A.; Campderros, J. D.; Fernandez, M.; Gomez, G.; García, C. L.; Rivero, C. M.; del Arbol, P. M. R.; Matorras, F.; Cuevas, P. M.; Ramos, E. N.; Gomez, J. P.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Jayananda, M. K.; Kailasapathy, B.; Sonnadara, D. U. J.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Wickramage, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Martínez, A. B.; Bianco, M.; Bilin, B.; Bin Anuar, A. A.; Bocci, A.; Botta, C.; Brondolin, E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Forthomme, L.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Gouskos, L.; Haranko, M.; Hegeman, J.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Maier, B.; Malgeri, L.; Mannelli, M.; Marini, A. C.; Matthewman, M.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Piparo, D.; Qu, H.; Rabady, D.; Gutiérrez, G. R.; Rovere, M.; Sakulin, H.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Tsirou, A.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Aarrestad, T. K.; Androsov, K.; Backhaus, M.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Perez, C. M.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Reissel, C.; Reitenspiess, T.; Ristic, B.; Riti, F.; Seidita, R.; Steggemann, J.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Brzhechko, D.; Canelli, M. F.; Cormier, K.; Heikkilä, J. K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Molinatti, U.; Reimers, A.; Robmann, P.; Cruz, S. S.; Senger, M.; Stäger, F.; Takahashi, Y.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Yu, S. S.; Ceard, L.; Chao, Y.; Chen, K. F.; Chen, P. S.; Chen, Z. G.; De Iorio, A.; Hou, W.-S.; Hsu, T. H.; Kao, Y. W.; Khurana, R.; Kole, G.; Li, Y. Y.; Lu, R.-S.; Paganis, E.; Su, X. F.; Thomas-Wilsker, J.; Tsai, L. S.; Wu, H. Y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Agyel, D.; Boran, F.; Demiroglu, Z. S.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Guler, E. G.; Isik, C.; Kara, O.; Topaksu, A. K.; Kiminsu, U.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Turkcapar, S.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Komurcu, Y.; Sen, S.; Aydilek, O.; Cerci, S.; Epshteyn, V.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Isildak, B.; Cerci, D. S.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Glowacki, M.; Goldstein, J.; Heath, H. F.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; El Nasr-Storey, S. S.; Smith, V. J.; Stylianou, N.; Pass, K. W.; White, R.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Ellis, K. V.; Harder, K.; Harper, S.; Holmberg, M.-L.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Williams, T.; Bainbridge, R.; Bloch, P.; Brown, C. E.; Buchmuller, O.; Cacchio, V.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Davies, J.; Negra, M. D.; Fayer, S.; Fedi, G.; Hall, G.; Hassanshahi, M. H.; Howard, A.; Iles, G.; Knight, M.; Langford, J.; Holgado, J. L.; Lyons, L.; Magnan, A.-M.; Malik, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Vage, L. H.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Coldham, K.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Caraway, B.; Collins, E.; Dittmann, J.; Hatakeyama, K.; Hiltbrand, J.; McMaster, B.; Saunders, M.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Escamilla, C. H.; Simsek, A. E.; Uniyal, R.; Vargas Hernandez, A. M.; Bam, B.; Chudasama, R.; Cooper, S. I.; Gleyzer, S. V.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Arcaro, D.; Cosby, C.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Madrazo, C. F.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Yuan, S.; Zecchinelli, A. G.; Benelli, G.; Coubez, X.; Cutts, D.; Hadley, M.; Heintz, U.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Li, D.; Luo, J.; Mondal, S.; Narain, M.; Pervan, N.; Sagir, S.; Simpson, F.; Stamenkovic, M.; Yan, X.; Zhang, W.; Abbott, S.; Bonilla, J.; Brainerd, C.; Breedon, R.; Cai, H.; De La Barca Sanchez, M. C.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Pellett, D.; Wei, W.; Yao, Y.; Zhang, F.; Bachtis, M.; Cousins, R.; Datta, A.; Avila, G. F.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Manca, E.; Del Prado, A. N.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Gordon, M.; Hanson, G.; Si, W.; Wimpenny, S.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Quinnan, M.; Sathia Narayanan, B. V.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Wang, S.; Bornheim, A.; Cerri, O.; Latorre, A.; Mao, J.; Newman, H. B.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Andrews, M. B.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Harilal, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Karathanasis, G.; MacDonald, E.; Manganelli, N.; Perloff, A.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Alexander, J.; Bright-Thonney, S.; Chen, X.; Cranshaw, D. J.; Fan, J.; Fan, X.; Gadkari, D.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reichert, J.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dickinson, J.; Dutta, I.; Elvira, V. D.; Feng, Y.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Heller, R.; Herwig, T. C.; Hirschauer, J.; Horyn, L.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lincoln, D.; Lipton, R.; Liu, T.; Madrid, C.; Maeshima, K.; Mantilla, C.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Hall, A. R.; Ristori, L.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Whitbeck, A.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Cadamuro, L.; Chang, P.; Cherepanov, V.; Field, R. D.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Madhu, A. M.; Rawal, N.; Rosenzweig, D.; Rosenzweig, S.; Wang, J.; Adams, T.; Kadhim, A. A.; Askew, A.; Bower, S.; Habibullah, R.; Hagopian, V.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Baarmand, M. M.; Butalla, S.; Elkafrawy, T.; Hohlmann, M.; Verma, R. K.; Rahmani, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Franco, R. E.; Evdokimov, O.; Gerber, C. E.; Hofman, D. J.; Lee, J. H.; Lemos, D. S.; Merrit, A. H.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Roy, T.; Rudrabhatla, S.; Tonjes, M. B.; Varelas, N.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Nachtman, J.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Mahieu, C. L.; Marquez, J.; Minafra, N.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Salvatico, R.; Sanders, S.; Smith, C.; Wang, Q.; Wilson, G.; Allmond, B.; Ivanov, A.; Kaadze, K.; Kalogeropoulos, A.; Kim, D.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Rebassoo, F.; Wright, D.; Baden, A.; Belloni, A.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Wang, L.; Bendavid, J.; Cali, I. A.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Novak, A.; Paus, C.; Rankin, D.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Joshi, B. M.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Pandey, S.; Revering, M.; Rusack, R.; Saradhy, R.; Schroeder, N.; Strobbe, N.; Wadud, M. A.; Cremaldi, L. M.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Iashvili, I.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Sfar, H. R.; Williams, A.; Alverson, G.; Barberis, E.; Dervan, J.; Haddad, Y.; Han, Y.; Krishna, A.; Li, J.; Lu, M.; Madigan, G.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Wang, B.; Wood, D.; Bhattacharya, S.; Bueghly, J.; Chen, Z.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Ho, K. W.; Anampa, K. H.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Bylsma, B.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Ornelas, M. N.; Wei, K.; Winer, B. L.; Yates, B. R.; Addesa, F. M.; Bouchamaoui, H.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Shevelev, A.; Stickland, D.; Tully, C.; Malik, S.; Bakshi, A. S.; Barnes, V. E.; Chandra, S.; Chawla, R.; Das, S.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Stojanovic, M.; Thieman, J.; Virdi, A. K.; Wang, F.; Xie, W.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Li, W.; Colin, O. M.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Popova, E.; Taus, R.; Goulianos, K.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Karacheban, O.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Routray, H.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Wang, H.; Acharya, H.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Rathjens, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Hegde, V.; Hussain, A.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Elayavalli, R. K.; Melo, A.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Neu, C.; Perez Lara, C. E.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Dasu, S.; De Bruyn, I.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Sreekala, J. M.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Andreev, V.; Andreev, Y.; Aushev, T.; Azarkin, M.; Babaev, A.; Belyaev, A.; Blinov, V.; Boos, E.; Borshch, V.; Budkouski, D.; Chekhovsky, V.; Chistov, R.; Danilov, M.; Dermenev, A.; Dimova, T.; Druzhkin, D.; Ershov, A.; Gavrilov, G.; Gavrilov, V.; Gninenko, S.; Golovtcov, V.; Golubev, N.; Golutvin, I.; Gorbunov, I.; Gribushin, A.; Ivanov, Y.; Kachanov, V.; Kaminskiy, A.; Karjavine, V.; Karneyeu, A.; Khein, L.; Kim, V.; Kirakosyan, M.; Kirpichnikov, D.; Kirsanov, M.; Kodolova, O.; Konstantinov, D.; Korenkov, V.; Korotkikh, V.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Levchenko, P.; Lychkovskaya, N.; Makarenko, V.; Malakhov, A.; Matveev, V.; Murzin, V.; Nikitenko, A.; Obraztsov, S.; Oreshkin, V.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Popov, V.; Radchenko, O.; Savina, M.; Savrin, V.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Slabospitskii, S.; Smirnov, V.; Snigirev, A.; Sosnov, D.; Sulimov, V.; Tcherniaev, E.; Terkulov, A.; Teryaev, O.; Tlisova, I.; Toropin, A.; Uvarov, L.; Uzunian, A.; Vardanyan, I.; Vorobyev, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Zhokin, A.
2025. Nature Communications, 16 (1), Art.-Nr.: 7990. doi:10.1038/s41467-025-56200-6
Liu, N.; Koubaa, M.; Süß, W.
2025, Dezember 2. Digital Transformation of Research Symposium on Digitalisation of Research (DiTraRe 2025), Karlsruhe, Deutschland, 2.–3. Dezember 2025. doi:10.5281/zenodo.17853510
Nagarjuna, C.; Dharmaiah, P.; Madavali, B.; Bissannagari, M.; Shyamal, S.; Bao, W.; Hong, S.-J.; Ding, J.; Fang, X.; Ahn, B.; Lu, W.; He, B.
2025. Matter, 8 (12), 102410. doi:10.1016/j.matt.2025.102410
Duan, D.; Chen, J.; Chen, X.; Wu, M.; Liu, Y.; Kong, J.; Mao, X.; Sun, Y.; Zhao, Y.; He, Q.
2025. Journal of Materials Chemistry A, 13 (44), 38446–38454. doi:10.1039/d5ta07079a
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Damanakis, K.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zada, A.; Zhang, H.; Zhang, Z.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Pan, C.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Elgammal, S.; Ellithi Kamel, A.; Abdullah Al-Mashad, M.; Hussein, A.; Mohammed, H.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Veelken, C.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Gaigne, P.; Ganjour, S.; Gras, P.; Guilloux, F.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Liu, G.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Adamov, G.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Zaleski, S.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nikolopoulos, K.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wittig, F.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Gulmini, M.; Lusiani, E.; Margoni, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Coli, S.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Rotondo, F.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Ha, S.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E. Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Jaroslavceva, J.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’Archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Lustermann, W.; Lyon, A.-M.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Behera, S. C.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Karaman, G.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Li, J.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zygala, L.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Golutvin, I.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.
2025. Journal of High Energy Physics, 2025 (9), 70. doi:10.1007/JHEP09(2025)070
CMS Collaboration
2025. Physics Letters B, 869, Art.-Nr.: 139857. doi:10.1016/j.physletb.2025.139857
Hübner, T.; Gupte, A.; Rebennack, S.
2026. INFORMS Journal on Computing, 38 (2), 645–675. doi:10.1287/ijoc.2024.0755
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; El-mahdy, B.; Khalil, S.; Salama, E.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Khvedelidze, A.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Meo, S. L.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Maron, G.; Meneguzzo, A. T.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Chowdhury, S. R.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Leiton, A. G. S.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Fackeldey, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ershov, A.; Klyukhin, V.; Perfilov, M.; Petrushanko, S.; Savrin, V.; Volkov, P.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.
2025. Journal of High Energy Physics, 2025 (10), 170. doi:10.1007/JHEP10(2025)170
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Matthewman, M.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Henao, D. O.; Laer, T. V.; Mechelen, P. V.; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; Moor, A. D.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Onsem, G. P. V.; Putte, S. V.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; Bruyn, I. D.; Lentdecker, G. D.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Bemden, M. V.; Velde, C. V.; Vanlaer, P.; Zhang, F.; Coen, M. D.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Filho, M. B. F.; Coelho, E.; Hensel, C.; De Oliveira, T. M.; Herrera, C. M.; Teles, P. R.; Soeiro, M.; Manganote, E. J. T.; Pereira, A. V.; Aldá Júnior, W. L.; Malbouisson, H. B.; Carvalho, W.; Chinellato, J.; Reis, M. C.; Da Costa, E. M.; Da Silveira, G. G.; Damiao, D. D. J.; De Souza, S. F.; De Souza, R. G.; Jesus, S. S.; Kuhn, T. L.; Macedo, M.; Amarilo, K. M.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Da Silva De Araujo, F. T.; Bernardes, C. A.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Da Costa, B. L.; Silverio, I. M.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Wang, L.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; De Oliveira, A. C. A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Cui, Z.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Trujillo, D. A. B.; Cabrera, A.; Florez, C.; Fraga, J.; Vega, J. A. R.; Rendón, C.; Rodriguez, M.; Barbosa, A. A. R.; Alvarez, J. D. R.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Ayala, E.; Jarrin, E. C.; Assran, Y.; El-mahdy, B.; Al-Mashad, M. A.; Hussein, A.; Mohammed, H.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Verma, R. K.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Xinto, N. R. M.; Myllymäki, M.; Rantanen, M. M.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Gaigne, P.; Ganjour, S.; Gras, P.; de Monchenault, G. H.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Bihan, A.-C. L.; Meena, M.; Poncet, O.; Saha, G.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Lomidze, I.; Toriashvili, T.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. Y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Petersen, H. A.; Abel, A.; Martin, M. A.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Gonzalez, H. B.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Pernia, D. L.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Morentin, M. M.; Meyer, A. B.; Milella, G.; Figueroa, K. M.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Barroso, A. V.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Santos, A. Z. C.; Albrecht, A.; Andrade, A. R. A.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Guvenli, A. A.; Haller, J.; Hundhausen, D.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. C.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nikolopoulos, K.; Nissan, Y.; Paasch, A.; Rodriguez, K. J. P.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Muhammed Rafeek, R. K.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kioseoglou, P. G. K.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; León Coello, M.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Dalavi, V. S.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Najafabadi, M. M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; Filippis, N. D.; Palma, M. D.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cavallo, F. R.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Meo, S. L.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Tisbeni, S. R.; Rovelli, T.; Siroli, G. P.; Costa, S.; Mattia, A. D.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Colafranceschi, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; Guio, F. D.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Kim, M. R.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; de Fatis, T. T.; Buontempo, S.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Montecassiano, F.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Figueiredo, D. M.; Messineo, A.; Mishra, S.; Nair Bindhu, V. K. M.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Chowdhury, S. R.; Sarkar, T.; Scribano, A.; Solanki, P.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Mendez, L. C.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Gatti, R. D.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Ha, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Jun, W.; Kim, H.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Oh, B. H.; Oh, S. B.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Yoo, H. D.; Choi, M.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Diaz, C. M.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Kontos, D. S.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Hernandez, A. C.; Rodriguez, A. C.; Picos, L. E. C.; Acosta, H. A. E.; Gallegos Maríñez, L. G.; Quijada, J. A. M.; Sehrawat, A.; Palomo, L. V.; Ayala, G.; Castilla-Valdez, H.; Ledesma, H. C.; Lopez-Fernandez, R.; Guisao, J. M.; Reyes-Almanza, R.; Sánchez Hernández, A.; Barrera, C. O.; Guadarrama, D. L. R.; Ramírez García, M.; Bautista, I.; Huerta, F. E. N.; Pedraza, I.; Ibarguen, H. A. S.; Estrada, C. U.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Da Cruz E Silva, C. B.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Martinez, M. A.; Maestre, J. A.; Bedoya, C. F.; Cifuentes, J. A. B.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; Ortega, J. C.; De La Cruz, B.; Peris, A. D.; Del Valle, A. E.; Del Val, D. F.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Hernandez, M. G.; Lopez, O. G.; Lopez, S. G.; Hernandez, J. M.; Josa, M. I.; Merino, J. L.; Perez, C. M.; Viscasillas, E. M.; Moran, D.; Perez, C. M. M.; Herrera, R. P.; Dengra, C. P.; Yzquierdo, A. P.-C.; Pelayo, J. P.; Redondo, I.; Escobar, J. V.; de Trocóniz, J. F.; Gonzalez, B. A.; Torresano, J. A.; Cardini, A.; Cuevas, J.; Badas, J. D. R.; Acevedo, D. E.; Menendez, J. F.; Folgueras, S.; Caballero, I. G.; Leguina, P.; Menendez, M. O.; Cortezon, E. P.; Pico, J. P.; Soto Rodríguez, A.; Villalba, C. V.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Campderros, J. D.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Ruiz, R. L.; Rivero, C. M.; Ruiz del Arbol, P. M.; Matorras, F.; Cuevas, P. M.; Ramos, E. N.; Gomez, J. P.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Cortabitarte, R. V.; Garcia, J. M. V.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Ardino, R.; Auffray, E.; Baechler, J.; Barney, D.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Mehta, A.; Meijers, F.; Merlin, J. A.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Musich, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Lopes, B. R.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Cruz, S. S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Leiton, A. G. S.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Della Porta, G. Z.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Bilandzija, F.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Lukashenko, V.; Macchiolo, A.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. G.; Iorio, A. D.; Hou, W.-S.; Hsu, T. H.; Kao, Y. W.; Karmakar, S.; Kole, G.; Li, Y. Y.; Lu, R.-S.; Paganis, E.; Su, X. F.; Thomas-Wilsker, J.; Tsai, L. S.; Tsionou, D.; Wu, H. Y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Guler, E. G.; Isik, C.; Kara, O.; Topaksu, A. K.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Simsek, E.; Cerci, D. S.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Montoya, C. A. C.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Leutgeb, E.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Perraguin, A. B.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Madrazo, C. F.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Breedon, R.; Cai, H.; De La Barca Sanchez, M. C.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Segovia, I. S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Avila, G. F.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. F.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Montero, S. C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Giómez Espinosa, T. A.; Harilal, A.; Tharayil, A. K.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Kwan, S.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Lara, C. E. P.; Ravera, F.; Hall, A. R.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Madhu, A. M.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Kadhim, A. A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Franco, R. E.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. H.; Lemos, D. S.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Huang, Z.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; You, C.; Abreu, A.; Alcerro, L. F. A.; Anguiano, J.; Escatel, S. A.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Mahieu, C. L. E.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gurunadha, R. G.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Zhang, L.; Barrera, C. B.; Bendavid, J.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. C.; Chou, P. C.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. A.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Bandyopadhyay, H.; Hay, L.; Hsia, H. W.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Sfar, H. R.; Williams, A.; Young, P.; Yu, D.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Anampa, K. H.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; Santos, R. D. L.; Durkin, L. S.; Hill, C.; Joyce, M.; Ornelas, M. N.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Saha, N. R.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Colin, O. M.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bylund, O. B.; Bodek, A.; de Barbaro, P.; Demina, R.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Seo, H.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Cagnotta, A.; D’Amante, V.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Elayavalli, R. K.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Boos, E.; Bunichev, V.; Dubinin, M.; Savrin, V.; Snigirev, A.
2025. Nature, 648 (8092), 58–63. doi:10.1038/s41586-025-09711-7
Ozdemir, M.; Simsek, U.; Gayir, C. E.; Gunaydin, K.; Gulcan, O.
2025. Advanced Engineering Materials, 27 (15). doi:10.1002/adem.202402567
CMS Collaboration; Chekhovsky, V.; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Turkcapar, S.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Jaramillo, J.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Elgammal, S.; Ellithi Kamel, A.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Lomidze, I.; Toriashvili, T.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Colombina, F.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Bhowmik, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Meo, S. L.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Passaseo, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Sgaravatto, M.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Kim, B.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Bellora, A.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Brondolin, E.; Brown, C. E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bright-Thonney, S.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Levchenko, P.; Li, J.; Lu, M.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Kodolova, O.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Popov, V.; Zhokin, A.; Chadeeva, M.; Chistov, R.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Gribushin, A.; Klyukhin, V.; Perfilov, M.; Savrin, V.; Volkov, P.; Vorotnikov, G.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.
2025. Journal of High Energy Physics, 2025 (10), 236. doi:10.1007/JHEP10(2025)236
CMS Collaboration; Hayrapetyan, A.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Friedl, M.; Frühwirth, E.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Steininger, H.; Templ, S.; Waltenberger, W.; Wulz, C.-E.; Beaumont, W.; Darwish, M. R.; Janssen, T.; Ocampo Henao, D.; Laer, T. Van; Mechelen, P. Van; Bierkens, J.; Bols, E. S.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Allard, Y.; Caviglia Roman, F.; Clerbaux, B.; Das, A. K.; De Lentdecker, G.; Ducarme, E.; Evard, H.; Favart, L.; Gianneios, P.; Hohov, D.; Jaramillo, J.; Kalaitzidou, I.; Khalilzadeh, A.; Khan, F. A.; Korntheuer, M.; Lee, K.; Mahdavikhorrami, M.; Malara, A.; Paredes, S.; Robert, F.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Yuan, C.; De Coen, M.; Dobur, D.; Hong, Y.; Knolle, J.; Lambrecht, L.; Mestdach, G.; Mota Amarilo, K.; Rendón, C.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Yang, Y.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Szilasi, N.; Tran, T. T.; Wertz, S.; Alves, G. A.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Moraes, A.; Rebello Teles, P.; Soeiro, M.; Vilela Pereira, A.; Aldá Júnior, W. L.; Alves Gallo Pereira, M.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Macedo, M.; Martins, J.; Mora Herrera, C.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Yi, K.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Agapitos, A.; Ban, Y.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Sun, X.; Wang, D.; Yang, H.; Zhang, L.; Zhao, Y.; Zhou, C.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Gao, X.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Mejia Guisao, J.; Ramirez, F.; Rodriguez, M.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Mishra, S.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Salama, E.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nandan, S.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Kirschenmann, H.; Osterberg, K.; Voutilainen, M.; Bharthuar, S.; Brücken, E.; Garcia, F.; Hilden, T.; Kallonen, K. T. S.; Kinnunen, R.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Martikainen, L.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Siikonen, H.; Tuominen, E.; Tuominiemi, J.; Karadzhinova, A.; Luukka, P.; Petrow, H.; Tuuva, T.; Vaananen, M. P.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rander, J.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Buchot Perraguin, A.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Motta, J.; Nguyen, M.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Tarabini, A.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Bonnin, C.; Brom, J.-M.; Chabert, E. C.; Charles, L.; Collard, C.; Dangelser, E.; Falke, S.; Goerlach, U.; Grimault, C.; Gross, L.; Haas, C.; Haeberle, R.; Krauth, M.; Le Bihan, A.-C.; Meena, M.; Ollivier-henry, N.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Amram, D.; Baulieu, G.; Beauceron, S.; Blancon, B.; Bonnevaux, A.; Boudoul, G.; Caponetto, L.; Chanon, N.; Contardo, D.; Depasse, P.; Dupasquier, T.; El Mamouni, H.; Fay, J.; Galbit, G.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd`huy, E.; Laktineh, I. B.; Lethuillier, M.; Marchisone, M.; Mirabito, L.; Nodari, B.; Perries, S.; Purohit, A.; Schibler, E.; Schirra, F.; Vander Donckt, M.; Verdier, P.; Viret, S.; Xiao, J.; Chokheli, D.; Lomidze, I.; Tsamalaidze, Z.; Adamowicz, K. F.; Botta, V.; Consuegra Rodríguez, S.; Ebisch, C.; Feld, L.; Karpinski, W.; Klein, K.; Lipinski, M.; Louis, D.; Meuser, D.; Nattland, P.; Oppenländer, V.; Özen, I.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Wlochal, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Sharma, A.; Spah, J. L.; Stein, A.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Haj Ahmad, W.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Wyszkowska, W. G.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Agah, A.; Albrecht, D. M.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Bhattacharya, S.; Blekman, F.; Borras, K.; Braga Da Rosa, L.; Campbell, A.; Cardini, A.; Cheng, C.; Coll Saravia, L. X.; Colombina, F.; Correia Silva, G.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Filatov, O.; Gallo, E.; Gavrikov, Y.; Geiser, A.; Giraldi, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Lemmermann, H.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Maser, H.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Nürnberg, A.; Otarid, Y.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Reichelt, O.; Ribeiro Lopes, B.; Rübenach, J.; Rygaard, L.; Saggio, A.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Sosa Ricardo, R. E.; Sreelatha Pramod, L.; Stafford, D.; Vazzoler, F.; Velyka, A.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wen, Y.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Yakopov, G.; Zuber, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bein, S.; Benato, L.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Martens, S.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schaarschmidt, J.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wellhausen, J.; Wolf, M.; Ardila-Perez, L. E.; Balzer, M.; Barvich, T.; Berger, B.; Brommer, S.; Burkart, M.; Butz, E.; Caselle, M.; Chwalek, T.; Dierlamm, A.; Droll, A.; Elicabuk, U.; Faltermann, N.; Fuchs, M.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Koppenhöfer, R.; Krämer, K.; Krause, H. A.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, B.; Maier, S.; Mallows, S.; Mehner, T.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Rehm, W.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Steck, P.; Stockmeier, L.; Toms, M.; Topko, B.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kazas, I.; Kyriakis, A.; Loukas, D.; Papadopoulos, A.; Stakia, A.; Kontaxakis, P.; Melachroinos, G.; Painesis, Z.; Panagiotou, A.; Papavergou, I.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Adamidis, K.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Balazs, T.; Bartók, M.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Mandal, K.; Pásztor, G.; Veres, G. I.; Olah, L.; Raics, P.; Ujvari, B.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Babbar, J.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sandeep, K.; Sheokand, T.; Singh, J. B.; Singla, A.; Ahmed, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Jain, C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saumya, S.; Sharma, M.; Tiwari, K.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Chembakan, T.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Pujahari, P. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Yadav, D. S.; Dugad, S.; Kumar, M.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Chatterjee, R. M.; Dewanjee, R. K.; Guchait, M.; Jain, S.; Jaiswal, A.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Gauda, B.; Bahinipati, S.; Das, A.; Kar, C.; Kumar Agrawal, R.; Maity, D.; Mal, P.; Mishra, T.; Muraleedharan Nair Bindhu, V. K.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Pattanaik, D. K.; Pradhan, S.; Sadangi, P.; Sahu, S.; Satapathy, D. P.; Shuchi, S.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Grunewald, M.; Abbrescia, M.; Aly, R.; Ciani, G.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; De Robertis, G.; Di Florio, A.; Elmetenawee, W.; Fiore, L.; Iaselli, G.; Loddo, F.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Martiradonna, S.; Mastrapasqua, V.; Mongelli, A.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramirez-Sanchez, G.; Ramos, D.; Ranieri, A.; Sala, G.; Silvestris, L.; Simone, F. M.; Stamerra, A.; Sözbilir, Ü.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Borgonovi, L.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Perrotta, A.; Primavera, F.; Rossi Tisbeni, S.; Rossi, A. M.; Rovelli, T.; Siroli, G. P.; Albergo, S.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Tuve, C.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Brianzi, M.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Ciaranfi, R.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Chatagnon, P.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Boldrini, G.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Sciacca, C.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, U.; Gonella, F.; Gozzelino, A.; Lusiani, E.; Margoni, M.; Marini, F.; Meneguzzo, A. T.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Strong, G.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Abu Zeid, S.; Aimè, C.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Gaioni, L.; Manghisoni, M.; Montagna, P.; Ratti, L.; Re, V.; Riccardi, C.; Riceputi, E.; Salvini, P.; Traversi, G.; Vai, I.; Vitulo, P.; Ajmal, S.; Aouadj, K.; Ascioti, M. E.; Baldinelli, G.; Bianchi, F.; Bilei, G. M.; Bizzaglia, S.; Bizzarri, M.; Buitrago Ceballos, W. D.; Caprai, M.; Carrivale, C.; Checcucci, B.; Ciangottini, D.; Croci, T.; Della Penna, L.; Fanò, L.; Farnesini, L.; Fondacci, A.; Ionica, M.; Magherini, M.; Mariani, V.; Menichelli, M.; Morozzi, A.; Moscatelli, F.; Passeri, D.; Placidi, P.; Rossi, A.; Santocchia, A.; Spiga, D.; Storchi, L.; Tedeschi, T.; Turrioni, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Balestri, G.; Basti, A.; Beccherle, R.; Benvenuti, D.; Bhattacharya, R.; Bianchini, L.; Bianucci, S.; Bitossi, M.; Boccali, T.; Borrello, L.; Bosi, F.; Bossini, E.; Bruschini, D.; Castaldi, R.; Cattafesta, F.; Ceccanti, M.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Magazzu, G.; Mammini, P.; Massa, M.; Matos Figueiredo, D.; Mazzoni, E.; Messineo, A.; Moggi, A.; Musich, M.; Palla, F.; Palmonari, F.; Profeti, A.; Prosperi, P.; Raffaelli, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Baldenegro Barrera, C.; Barria, P.; Basile, C.; Campana, M.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Longo, E.; Meridiani, P.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bashir, F.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Coli, S.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Garrafa Botta, S.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Rotondo, F.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Huh, C.; Kim, B.; Kim, D. H.; Kim, J.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Park, J.; Park, S. K.; Yoo, J.; Goh, J.; Yang, S.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Jun, W.; Kim, J.; Ko, S.; Kwon, H.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kang, Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Dreimanis, K.; Gaile, A.; Pikurs, G.; Potrebko, A.; Seidel, M.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamosiunas, V.; Tamulaitis, G.; Bin Norjoharuddeen, N.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramírez García, M.; Bautista, I.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Muhammad, S.; Sohail, I.; Avati, V.; Grzanka, L.; Malawski, M.; Bialkowska, H.; Bluj, M.; Boimska, B.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Silva, C. B. D. C. E.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Niknejad, T.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Dordevic, M.; Milosevic, J.; Rekovic, V.; Aguilar-Benitez, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Redondo Ferrero, D. D.; Romero, L.; Sánchez Navas, S.; Urda Gómez, L.; Vazquez Escobar, J.; Willmott, C.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; González Fernández, J. R.; Leguina, P.; Palencia Cortezon, E.; Ramón Álvarez, C.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Bhowmik, S.; Blanco Fernández, S.; Brochero Cifuentes, J. A.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Gonzalez Sanchez, J.; Jaramillo Echeverria, R. W.; Lasaosa García, C.; Lopez Ruiz, R.; Lopez Virto, A.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Moya, D.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Jayananda, M. K.; Kailasapathy, B.; Sonnadara, D. U. J.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Wickramage, N.; Abbaneo, D.; Abbas, M.; Ahmed, I.; Albert, E.; Allongue, B.; Amendola, C.; Andreou, D.; Auffray, E.; Auzinger, G.; Baechler, J.; Balocchi, L.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bilin, B.; Bin Anuar, A. A.; Bistoni, L.; Blanchot, G.; Bocci, A.; Botta, C.; Boyer, F.; Brondolin, E.; Caillol, C.; Caratelli, A.; Carnesecchi, R.; Ceresa, D.; Cerminara, G.; Chernyavskaya, N.; Christiansen, J.; Christidou, E.; Cianchetta, P.; d’Enterria, D.; Dabrowski, A.; Daguin, J.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Diamantis, A.; Dobson, M.; Dwivedi, A.; Eugeni, A.; Forthomme, L.; Frank, N.; Franzoni, G.; French, T.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Golyzniak, D.; Gouskos, L.; Grundy, J.; Grygiel, B.; Haranko, M.; Hassouna, M.; Hegeman, J.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Kloukinas, K.; Kottelat, L. J.; Kovács, M. I.; Kristic, R.; Langedijk, D.; Laurila, S.; Lecoq, P.; Ledoux, M.; Lenoir, P.; Leutgeb, E.; Loos, R.; Lopes, J.; Lourenço, C.; Magherini, M.; Malgeri, L.; Mannelli, M.; Marchioro, A.; Marini, A. C.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Michelis, S.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Musaed, S.; Najafabadi, M.; Neutelings, I.; Olantera, L.; Onnela, A.; Orfanelli, S.; Pakulski, T.; Paluch, B.; Pantaleo, F.; Papadopoulos, A.; Perea Albela, F.; Perez, A.; Perez Gomez, F.; Pernot, J. F.; Petagna, P.; Petrucciani, G.; Pfeiffer, A.; Piazza, Q.; Pierini, M.; Piparo, D.; Qu, H.; Rabady, D.; Rose, P.; Rovere, M.; Sakulin, H.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Siegrist, N.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Stile, C.; Sultan, A.; Summers, S.; Szydlik, P.; Treille, D.; Tropea, P.; Troska, J.; Tsirou, A.; Vasey, F.; Vichoudis, P.; Vrancianu, R.; Walter, D.; Wanczyk, J.; Wang, J.; Wlodarczyk, S.; Wuchterl, S.; Wyllie, K.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Zevi Della Porta, G.; Zimmermann, A.; Zografos, A.; Bertl, W.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Meier, B.; Missiroli, M.; Noehte, L.; Pique, N.; Rohe, T.; Samalan, A.; Streuli, S.; Aarrestad, T. K.; Androsov, K.; Backhaus, M.; Becker, R.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Da Silva Di Calafiori, D. R.; Datta, K.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Martin Perez, C.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Reissel, C.; Reitenspiess, T.; Ristic, B.; Riti, F.; Rohletter, S.; Sander, P. M.; Seidita, R.; Soerensen, J.; Steggemann, J.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Bilandzija, F.; Bösiger, K.; Canelli, M. F.; Celotto, G.; Cormier, K.; Gadola, N.; Heikkilä, J. K.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Liechti, S. P.; Lukashenko, V.; Macchiolo, A.; Maier, R.; Meiring, P.; Meng, F.; Molinatti, U.; Reimers, A.; Robmann, P.; Sanchez Cruz, S.; Senger, M.; Shokr, E.; Stäger, F.; Takahashi, Y.; Tramontano, R.; Wolf, D.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Yu, S. S.; Ceard, L.; Chao, Y.; Chen, K. F.; Chen, P. H.; Chen, P. s.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Khurana, R.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Agyel, D.; Boran, F.; Demiroglu, Z. S.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Kiminsu, U.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Turkcapar, S.; Uslan, E.; Zorbakir, I. S.; Sokmen, G.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Dincer, G. G.; Komurcu, Y.; Sen, S.; Aydilek, O.; Cerci, S.; Epshteyn, V.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Isildak, B.; Sunar Cerci, D.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Glowacki, M.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Seif El Nasr-Storey, S.; Smith, V. J.; Stylianou, N.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Williams, T.; Bainbridge, R.; Bloch, P.; Brown, C. E.; Buchmuller, O.; Cacchio, V.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Davies, J.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hassanshahi, M. H.; Howard, A.; Iles, G.; Knight, M.; Langford, J.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Malik, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Parker, D.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Vage, L. H.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Coldham, K.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Caraway, B.; Collins, E.; Dittmann, J.; Hatakeyama, K.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Huerta Escamilla, C.; Khatri, R.; Raj, S.; Simsek, A. E.; Uniyal, R.; Vargas Hernandez, A. M.; Bam, B.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Arcaro, D.; Cholak, S.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Gastler, D.; Golf, F.; Jeon, S.; Linney, G.; Madorsky, A.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Yuan, S.; Zecchinelli, A. G.; Acevedo, Y.; Barone, G.; Benelli, G.; Coubez, X.; Cutts, D.; Ellis, S.; Hadley, M.; Heintz, U.; Hinton, N.; Hogan, J. M.; Honma, A.; Korotkov, A.; Kwon, T.; Landsberg, G.; Lau, K. T.; LeBlanc, M.; Li, D.; Luo, J.; Mondal, S.; Narain, M.; Pervan, N.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Simpson, F.; Spencer, E.; Stamenkovic, M.; Sunnarborg, S.; Venkatasubramanian, N.; Yan, X.; Zhang, W.; Abbott, S.; Barton, B.; Bonilla, J.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Cannaert, E.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Hemer, D.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Pellett, D.; Thomson, J.; Wei, W.; Zhang, F.; Bachtis, M.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Gordon, M.; Hanson, G.; Si, W.; Wimpenny, S.; Aportela, A.; Arora, A.; Branson, J. G.; Chismar, J.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Quinnan, M.; Sathia Narayanan, B. V.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Incandela, J.; Kim, J.; Kyre, S.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Wang, S.; Bornheim, A.; Cerri, O.; Latorre, A.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Andrews, M. B.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Harilal, A.; Kallil Tharayil, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Herrmann, M.; Karathanasis, G.; Manganelli, N.; Pearkes, J.; Perloff, A.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Bright-Thonney, S.; Chen, X.; Cranshaw, D. J.; Duquette, A.; Fan, J.; Fan, X.; Filenius, A.; Grassi, J.; Hogan, S.; Kotamnives, P.; Krzyzanska, K.; Lantz, S.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Postema, H.; Reid, M.; Riley, D.; Ryd, A.; Shikha, S.; Smolenski, K.; Strohman, C.; Thom, J.; Weber, H. A.; Weiss, B.; Wittich, P.; Wu, Y.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, D.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Derylo, G.; Dickinson, J.; Dutta, I.; Elvira, V. D.; Feng, Y.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Ghosh, A.; Gonzalez, H.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Heller, R.; Herwig, T. C.; Hirschauer, J.; Horyn, L.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klabbers, P.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Los, S.; Madrid, C.; Maeshima, K.; Mantilla, C.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Rivera, R.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Voirin, E.; Whitbeck, A.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Cadamuro, L.; Chang, P.; Cherepanov, V.; Field, R. D.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, D.; Rosenzweig, S.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Habibullah, R.; Hagopian, V.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Baarmand, M. M.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Kumar Verma, R.; Rahmani, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, A.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Merrit, A. H.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Shekar, D.; Singh, N.; Thielen, A.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Nachtman, J.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Minafra, N.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Salvatico, R.; Sanders, S.; Smith, C.; Wang, Q.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Kalogeropoulos, A.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Taylor, R.; Rebassoo, F.; Wright, D.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Wang, L.; Bendavid, J.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Novak, A.; Paus, C.; Rankin, D.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Joshi, B. M.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Pandey, S.; Revering, M.; Rusack, R.; Saradhy, R.; Schroeder, N.; Strobbe, N.; Cremaldi, L. M.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Dervan, J.; Haddad, Y.; Han, Y.; Krishna, A.; Li, J.; Lu, M.; Madigan, G.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Tsai, E.; Wood, D.; Bueghly, J.; Chen, Z.; Dittmer, S.; Hahn, K. A.; Lawrence-sanderson, B.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Nanampattu Mohammed Noorudhin, S.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Ho, K. W.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Bylsma, B.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Winer, B. L.; Yates, B. R.; Addesa, F. M.; Bouchamaoui, H.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Shevelev, A.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Barnes, V. E.; Chandra, S.; Colbert, E.; Denos, B. R.; Gu, A.; Gutay, L.; Huwiler, M.; Jones, M.; Jung, A. W.; Karmarkar, S.; Karslioglu, I. G.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Saha, N. R.; Scheurer, V.; Schulte, J. F.; Stojanovic, M.; Virdi, A. K.; Wang, F.; Xie, W.; Yao, Y.; Zhong, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Agrawal, A.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Li, W.; Lin, J.; Miguel Colin, O.; Nussbaum, T.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Herrera, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Popova, E.; Taus, R.; Goulianos, K.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Karacheban, O.; Kobert, A.; Konstantinou, S.; Kurup, C.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Routray, H.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Wang, H.; Acharya, H.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Rathjens, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Gogate, N.; Hegde, V.; Hussain, A.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; D’Angelo, P.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Neu, C.; Perez Lara, C. E.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Dasu, S.; De Bruyn, I.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Chekhovsky, V.; Makarenko, V.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Levchenko, P.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Gavrilov, V.; Lychkovskaya, N.; Nikitenko, A.; Popov, V.; Zhokin, A.; Chadeeva, M.; Polikarpov, S.; Rusinov, V.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Belyaev, A.; Boos, E.; Dubinin, M.; Dudko, L.; Ershov, A.; Gribushin, A.; Kaminskiy, A.; Klyukhin, V.; Kodolova, O.; Obraztsov, S.; Petrushanko, S.; Savrin, V.; Snigirev, A.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Azhgirey, I.; Kachanov, V.; Konstantinov, D.; Ryutin, R.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.; Tcherniaev, E.
2025. Journal of Instrumentation, 20 (08), Art.-Nr.: P08027. doi:10.1088/1748-0221/20/08/P08027
CMS Collaboration; Hayrapetyan, A.; Makarenko, V.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Damanakis, K.; Dragicevic, M.; Giordano, C.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Shooshtari, M.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Kwon, H.; Ocampo Henao, D.; Laer, T. Van; Mechelen, P. Van; Bierkens, J.; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Hong, Y.; Kashko, P.; Lowette, S.; Makarenko, I.; Müller, D.; Song, J.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Khalilzadeh, A.; Khan, F. A.; Malara, A.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; Zhang, F.; De Coen, M.; Dobur, D.; Gokbulut, G.; Knolle, J.; Lambrecht, L.; Marckx, D.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Vandenbroeck, J.; Wezenbeek, L.; Bein, S.; Benecke, A.; Bethani, A.; Bruno, G.; Cappati, A.; De Favereau De Jeneret, J.; Delaere, C.; Giammanco, A.; Guzel, A. O.; Lemaitre, V.; Lidrych, J.; Malek, P.; Mastrapasqua, P.; Turkcapar, S.; Alves, G. A.; Barroso Ferreira Filho, M.; Coelho, E.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Costa Reis, M.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Jesus, S. S.; Laux Kuhn, T.; Macedo, M.; Mota Amarilo, K.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Torres Da Silva De Araujo, F.; Bernardes, C. A.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Lopes Da Costa, B.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Scheurer, V.; Aleksandrov, A.; Antchev, G.; Danev, P.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Keshri, S.; Laroze, D.; Thakur, S.; Brooks, W.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Wang, X.; Chen, G. M.; Chen, H. S.; Chen, M.; Chen, Y.; Hou, Q.; Hou, X.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, G.; Liu, Z.-A.; Song, J. N.; Song, S.; Tao, J.; Wang, C.; Wang, J.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Guo, Q.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Wang, J.; Yang, H.; Zhang, M.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Wang, H.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Aly, R.; Abdullah Al-Mashad, M.; Hussein, A.; Mohammed, H.; Ehataht, K.; Kadastik, M.; Lange, T.; Nielsen, C.; Pata, J.; Raidal, M.; Seeba, N.; Tani, L.; Milieva, A.; Osterberg, K.; Voutilainen, M.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Kumar Verma, R.; Lampén, T.; Lassila-Perini, K.; Lehtela, B.; Lehti, S.; Lindén, T.; Mancilla Xinto, N. R.; Myllymäki, M.; Rantanen, M. m.; Saariokari, S.; Toikka, N. T.; Tuominiemi, J.; Kirschenmann, H.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Devouge, P.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Ronchi, S.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Debnath, T.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Kalipoliti, L.; Manoni, M.; Nguyen, M.; Obraztsov, S.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Sokmen, G.; Urda Gómez, L.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Coulon, G.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd’huy, E.; Laktineh, I. B.; Lethuillier, M.; Massoteau, B.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Xiao, J.; Bagaturia, I.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Nattland, P.; Oppenländer, V.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Daumann, C.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Kumar, N.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Nowotny, F.; Pozdnyakov, A.; Redjeb, W.; Reithler, H.; Sarkar, U.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Vaulin, V.; Zaleski, S.; Beckers, M. R.; Dziwok, C.; Flügge, G.; Hoeflich, N.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Zotz, A.; Aarup Petersen, H.; Abel, A.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Andreev, I.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Chatterjee, S.; Coll Saravia, L. X.; Eckerlin, G.; Eckstein, D.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lin, K.-Y.; Lipka, K.; Lohmann, W.; Malvaso, J.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rygaard, L.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Torkian, M.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zakharov, S.; Zimermmane Castro Santos, A.; Albrecht, A.; Alves Andrade, A. R.; Antonello, M.; Bollweg, S.; Bonanomi, M.; El Morabit, K.; Fischer, Y.; Frahm, M.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nikolopoulos, K.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Prouvost, N.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Ward, R.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chen, Y. M.; Chwalek, T.; Dierlamm, A.; Dincer, G. G.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Kunnilan Muhammed Rafeek, R.; Lavoryk, O.; Lawhorn, J. M.; Lintuluoto, A.; Maier, S.; Mormile, M.; Müller, T.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Schmieder, R.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Topko, B.; Trevisani, N.; Verstege, C.; Voigtländer, T.; Von Cube, R. F.; Von Den Driesch, J.; Wassmer, M.; Wolf, R.; Zeuner, W. D.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Melachroinos, G.; Painesis, Z.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Siamarkou, E.; Tsipolitis, G.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Druzhkin, D.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Szanyi, I.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Phor, S.; Ranjan, K.; Saini, M. K.; Acharya, S.; Gomber, B.; Sahu, B.; Mukherjee, S.; Baradia, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Chatterjee, S.; Dash, G.; Dattamunsi, A.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Mishra, T.; Pujahari, P. R.; Saha, N. R.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Sirasva, B. K.; Bhatt, L.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Barman, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Joshi, B. M.; Kumar, S.; Maity, M.; Majumder, G.; Mazumdar, K.; Parolia, S.; Saxena, R.; Thachayath, A.; Bahinipati, S.; Maity, D.; Mal, P.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Raturi, R.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Alpana, A.; Dube, S.; Hazarika, P.; Kansal, B.; Laha, A.; Sharma, R.; Sharma, S.; Vaish, K. Y.; Ghosh, S.; Bakhshiansohi, H.; Jafari, A.; Sedighzadeh Dalavi, V.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Barbieri, M.; Buonsante, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nenna, F.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Grandi, C.; Guiducci, L.; Meo, S. L.; Lorusso, M.; Lunerti, L.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Altork, J.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Bartolini, M.; Calandri, A.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Damenti, L.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Camagni, V.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lavizzari, G.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Di Fraia, C.; Fabozzi, F.; Favilla, L.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bortignon, P.; Bortolato, G.; Bulla, A. C. M.; Carlin, R.; Checchia, P.; Dorigo, T.; Gasparini, F.; Giorgetti, S.; Gonella, F.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Pazzini, J.; Ronchese, P.; Rossin, R.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Montagna, P.; Pelliccioni, M.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Della Penna, L.; Fanò, L.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Calligaris, L.; Castaldi, R.; Cattafesta, F.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Forti, R.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Muraleedharan Nair Bindhu, V. K.; Musich, M.; Nandan, S.; Palla, F.; Riggirello, M.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, F.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Akrap, P.; Basile, C.; Behera, S. C.; Cavallari, F.; Cunqueiro Mendez, L.; De Riggi, F.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Frosina, L.; Gargiulo, R.; Harikrishnan, B.; Lombardi, F.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Palmeri, N.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Lanteri, L.; Legger, F.; Luongo, F.; Mariotti, C.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; Vlasov, E.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Delli Gatti, R.; Dogra, S.; Hong, J.; Kim, J.; Kim, T.; Lee, D.; Lee, H.; Lee, J.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Seo, J.; Asilar, E.; Carnevali, F.; Choi, J.; Kim, T. J.; Ryou, Y.; Han, S.; Hong, B.; Lee, K.; Lee, S.; Yoo, J.; Goh, J.; Shin, J.; Yang, S.; Kang, Y.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, T.; Kim, Y.; Kim, Y. W.; Ko, S.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Shin, J.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kim, D.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Merlin, J. A.; Park, I. C.; Roh, Y.; Watson, I. J.; Cho, G.; Ha, S.; Hwang, K.; Kim, B.; Kim, S.; Lee, K.; Lee, K. S.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Eberlins, O. M.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Plese, R.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Nargelas, S.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Cota Rodriguez, A.; Cuevas Picos, L. E.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; Lopez-Fernandez, R.; Mejia Guisao, J.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Neri Huerta, F. E.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Khan, W. A.; Avati, V.; Forthomme, L.; Grzanka, L.; Malawski, M.; Piotrzkowski, K.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Markovic, L.; Milenovic, P.; Milosevic, V.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Stojanovic, M.; Alcalde Martinez, M.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; Cuchillo Ortega, J.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Hernandez, M.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Paz Herrera, R.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Ayllon Torresano, J.; Cardini, A.; Cuevas, J.; Del Riego Badas, J.; Estrada Acevedo, D.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Obeso Menendez, M.; Palencia Cortezon, E.; Prado Pico, J.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Quintana San Emeterio, C.; Scodellaro, L.; Vila, I.; Vilar Cortabitarte, R.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Baechler, J.; Barney, D.; Bianco, M.; Bocci, A.; Borgonovi, L.; Botta, C.; Bragagnolo, A.; Brown, C. E.; Caillol, C.; Cerminara, G.; Connor, P.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Funk, W.; Gaddi, A.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Glowacki, M.; Gruber, A.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Karathanasis, G.; Laurila, S.; Lecoq, P.; Lourenço, C.; Lyon, A.-M.; Magherini, M.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Migliorini, M.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Pari, M.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Pitt, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rosado, P.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Vernazza, E.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zarucki, M.; Zehetner, P.; Zejdl, P.; Zevi Della Porta, G.; Bevilacqua, T.; Caminada, L.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Langenegger, U.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D’archiacchiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Lustermann, W.; Malucchi, M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Bilandzija, F.; Canelli, M. F.; Celotto, G.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Kwok, T. H.; Leontsinis, S.; Macchiolo, A.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Bhowmik, D.; Kuo, C. M.; Rout, P. K.; Taj, S.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Maghrbi, Y.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Tali, B.; Tok, U. G.; Uslan, E.; Zorbakir, I. S.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Sarkisla, M. A.; Tekten, S.; Cakir, A.; Cankocak, K.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Guvenli, A. A.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Dadazhanova, O.; Grynyov, B.; Levchuk, L.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Dharmender, D.; Flacher, H.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Sanjrani, M. S.; Segal, J.; Smith, V. J.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Gajownik, J.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Moallemi, M.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Buchmuller, O.; Carrillo Montoya, C. A.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hoorani, H. R.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Leutgeb, E.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mastronikolis, A.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Russell, L.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Hogan, J. M.; Bartek, R.; Dominguez, A.; Raj, S.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Campbell, S.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Fidalgo, G.; Gleyzer, S. V.; Khukhunaishvili, A.; Matchev, K.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Cholak, S.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Fulcher, J.; Golf, F.; Jeon, S.; O’Cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Wurtz, E.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Ellis, S.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Roloff, J.; Russell, T.; Sagir, S.; Shen, X.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Kukral, O.; Mocellin, G.; Ostrom, S.; Wei, W.; Yoo, S.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Krutelyov, V.; Lee, R.; Letts, J.; Li, H.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Zhao, Z.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Carron Montero, S.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Lai, M. W. K.; Li, A. J.; Masterson, P.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Yan, X.; Zhang, D.; Albert, A.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Kansal, R.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Sievert, T.; Spiropulu, M.; Vlimant, J. R.; Wynne, R. A.; Xie, S.; Alison, J.; An, S.; Cremonesi, M.; Dutta, V.; Ertorer, E. Y.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Kanemura, M.; Liu, C.; Meiring, P.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Grassi, J.; Hogan, S.; Kotamnives, P.; Monroy, J.; Niendorf, G.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Zygala, L.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cosby, C.; Cummings, G.; Dutta, I.; Elvira, V. D.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Maeshima, K.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Perez Lara, C. E.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Wang, C.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Sulimov, V.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kolberg, T.; Martinez, G.; Mazza, M.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Alsufyani, B.; Butalla, S.; Das, S.; Hohlmann, M.; Lavinsky, M.; Yanes, E.; Adams, M. R.; Barnett, N.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Gupta, H.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Mills, C.; Nanda, S.; Nigmatkulov, G.; Ozek, B.; Phan, T.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, P.; Roy, T.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Köseyan, O. K.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Sekhar, S.; Srivastav, M. V.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Popescu, S.; Rogan, C.; Royon, C.; Rudrabhatla, S.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Islam, N.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lascio, S.; Major, P.; Mignerey, A. C.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Zhang, L.; Baldenegro Barrera, C.; Bendavid, J.; Bossi, H.; Bright-Thonney, S.; Cali, I. A.; Chen, Y. c.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Innocenti, G. M.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Sheng, T. a.; Stephans, G. S. F.; Walter, D.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Jackson, W. J.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Sancar, O.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Mandal, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Li, J.; Lu, M.; Manganelli, N.; Mccarthy, R.; Morse, D. M.; Orimoto, T.; Parker, A.; Skinnari, L.; Thoreson, C. S.; Tsai, E.; Wood, D.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Wang, J.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Ehnis, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Karneyeu, A.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Basnet, A.; Carrigan, M.; De Los Santos, R.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Galli, M.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lai, Y.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Simpson, F.; Stickland, D.; Tully, C.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Kondratyev, D.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Schulte, J. F.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Zhong, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Shumka, E.; Acosta, D.; Agrawal, A.; Arbour, C.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Huang, T.; Krommydas, I.; Lewis, N.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bessidskaia Bylund, O.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hare, H. S.; Hindrichs, O.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Donnelly, S.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Martins, J.; Rand, B.; Reichert, J.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Harris, J.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lawless, J.; Lee, L.; Nibigira, E.; Skipworth, B.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bolshov, A.; Bouhali, O.; Eusebi, R.; Flanagan, P.; Gilmore, J.; Guo, Y.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Safonov, A.; Akchurin, N.; Damgov, J.; Feng, Y.; Gogate, N.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Madrid, C.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Rathjens, D.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Zhang, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Jose, M.; Ledovskoy, A.; Mantilla, C.; Neu, C.; Ramón Álvarez, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lomte, S.; Loveless, R.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Nelson, T.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Andreev, Y.; Aushev, T.; Budkouski, D.; Chistov, R.; Danilov, M.; Dimova, T.; Ershov, A.; Gninenko, S.; Gorbunov, I.; Gribushin, A.; Kamenev, A.; Karjavine, V.; Kirsanov, M.; Klyukhin, V.; Kodolova, O.; Korenkov, V.; Kozyrev, A.; Krasnikov, N.; Lanev, A.; Malakhov, A.; Matveev, V.; Nikitenko, A.; Palichik, V.; Perelygin, V.; Petrushanko, S.; Polikarpov, S.; Radchenko, O.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Skovpen, Y.; Smirnov, V.; Teryaev, O.; Tlisova, I.; Toropin, A.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Boos, E.; Bunichev, V.; Dubinin, M.; Savrin, V.; Snigirev, A.; Dudko, L.; Ivanov, K.; Kim, V.; Murzin, V.; Oreshkin, V.; Sosnov, D.
2025. Journal of High Energy Physics, 2025 (11), Art.-Nr.: 038. doi:10.1007/JHEP11(2025)038
Whattam, S.; De Hoog, J. C. M.; Chattopadhyay, S.; Radwan, O.; Leybourne, M. I.
2025. Journal of the Geological Society, 182 (6). doi:10.1144/jgs2024-200
CMS Collaboration; Hayrapetyan, A.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Benato, L.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Waltenberger, W.; Wulz, C.-E.; Janssen, T.; Laer, T. Van; Mechelen, P. Van; Breugelmans, N.; d’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Bilin, B.; Clerbaux, B.; Das, A. K.; De Bruyn, I.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Jaramillo, J.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Malara, A.; Paredes, S.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Hong, Y.; Knolle, J.; Lambrecht, L.; Marckx, D.; Mota Amarilo, K.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Alves, G. A.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Mora Herrera, C.; Rebello Teles, P.; Soeiro, M.; Tonelli Manganote, E. J.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Laux Kuhn, T.; Macedo, M.; Martins, J.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Fernandez Perez Tomei, T. R.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Laroze, D.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Carvalho Antunes De Oliveira, A.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhang, L.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Yi, K.; Zhang, J.; Li, Y.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Ramirez, F.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M., Jr.; Kveton, A.; Ayala, E.; Carrera Jarrin, E.; Abdelalim, A. A.; Elgammal, S.; Ellithi Kamel, A.; Abdullah Al-Mashad, M.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nandan, S.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Kirschenmann, H.; Osterberg, K.; Voutilainen, M.; Bharthuar, S.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Myllymäki, M.; Rantanen, M. m.; Siikonen, H.; Tuominiemi, J.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Kumar, M.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Boldrini, G.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Cuisset, T. D.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd`huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Lomidze, I.; Toriashvili, T.; Tsamalaidze, Z.; Botta, V.; Consuegra Rodríguez, S.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Seth, C.; Sharma, A.; Spah, J. L.; Stein, A.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Cheng, C.; Colombina, F.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Otarid, Y.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Saggio, A.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bein, S.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Hundhausen, D.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wiederspan, B.; Wolf, M.; Brommer, S.; Butz, E.; Chwalek, T.; Dierlamm, A.; Droll, A.; Elicabuk, U.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Koppenhöfer, R.; Lavoryk, O.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Kontaxakis, P.; Melachroinos, G.; Painesis, Z.; Papavergou, I.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sheokand, T.; Singh, J. B.; Singla, A.; Ahmed, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Mishra, T.; Parida, B.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Mohanty, G. B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Muraleedharan Nair Bindhu, V. K.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Ferrara, N.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Tuve, C.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Alves Gallo Pereira, M.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bisello, D.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Checchia, P.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Giorgetti, S.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Sgaravatto, M.; Simonetto, F.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Magherini, M.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Aimè, C.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Marini, A. C.; Matos Figueiredo, D.; Messineo, A.; Mishra, S.; Musich, M.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Baldenegro Barrera, C.; Barria, P.; Basile, C.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Gargiulo, R.; Longo, E.; Martikainen, L.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Vladimirov, V.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Babbar, J.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Kim, B.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Kim, Y. W.; Ko, S.; Kwon, H.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kang, Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Hwang, K.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Alazemi, F.; Dreimanis, K.; Gaile, A.; Munoz Diaz, C.; Osite, D.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Pedraza, I.; Salazar Ibarguen, H. A.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Grzanka, L.; Malawski, M.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Fokow, P.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Silva, C. B. D. C. E.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Devetak, D.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Alcaraz Maestre, J.; Bedoya, C. F.; Brochero Cifuentes, J. A.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Llorente Merino, J.; Martin Perez, C.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sánchez Navas, S.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; Leguina, P.; Palencia Cortezon, E.; Prado Pico, J.; Ramón Álvarez, C.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Bhowmik, S.; Blanco Fernández, S.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bin Anuar, A. A.; Bocci, A.; Borgonovi, L.; Botta, C.; Brondolin, E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Karacheban, O.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Malgeri, L.; Mannelli, M.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Riti, F.; Rovere, M.; Sakulin, H.; Salvatico, R.; Sanchez Cruz, S.; Scarfi, S.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wozniak, K. A.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Samalan, A.; Aarrestad, T. K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D`archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Ristic, B.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Ceard, L.; Chen, K. F.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Tsionou, D.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Kiminsu, U.; Komurcu, Y.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Turkcapar, S.; Uslan, E.; Zorbakir, I. S.; Sokmen, G.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Dincer, G. G.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Glowacki, M.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Smith, V. J.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Brown, C. E.; Buchmuller, O.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Howard, A.; Iles, G.; Knight, C. R.; Krueper, P.; Langford, J.; Law, K. H.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Maier, B.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Collins, E.; Darwish, M. R.; Dittmann, J.; Hatakeyama, K.; Hegde, V.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Simsek, A. E.; Yu, S. S.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O`cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Barone, G.; Benelli, G.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Ho, K. W.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Luo, J.; Mondal, S.; Russell, T.; Sagir, S.; Shen, X.; Simpson, F.; Stamenkovic, M.; Venkatasubramanian, N.; Abbott, S.; Barton, B.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yoo, S.; Zhang, F.; Adamidis, K.; Bachtis, M.; Campos, D.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Lo, Y. f.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Hanson, G.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Primosch, D.; Quinnan, M.; Sathia Narayanan, B. V.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Hussain, M. M.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Wang, S.; Yan, X.; Zhang, D.; Bhattacharya, S.; Bornheim, A.; Cerri, O.; Latorre, A.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Karathanasis, G.; Manganelli, N.; Pearkes, J.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Bright-Thonney, S.; Chen, X.; Cranshaw, D. J.; Dickinson, J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dutta, I.; Elvira, V. D.; Feng, Y.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Heller, R.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lee, C.; Lincoln, D.; Lipton, R.; Liu, T.; Madrid, C.; Maeshima, K.; Mantilla, C.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Huh, C.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Merrit, A. H.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Singh, N.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Popova, E.; Shevelev, A.; Wang, L.; Bendavid, J.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Park, M. I.; Paus, C.; Reissel, C.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Joshi, B. M.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Rohilla, A.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Bylsma, B.; Campana, M.; Dervan, J.; Haddad, Y.; Han, Y.; Israr, I.; Krishna, A.; Li, J.; Lu, M.; Madigan, G.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Wood, D.; Bueghly, J.; Dittmer, S.; Hahn, K. A.; Li, D.; Liu, Y.; Mcginnis, M.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Wenzl, D. A.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Coldham, K.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Stickland, D.; Tully, C.; Vage, L. H.; Malik, S.; Sharma, R.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Stojanovic, M.; Thieman, J.; Virdi, A. K.; Wang, F.; Wildridge, A.; Xie, W.; Yao, Y.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Krommydas, I.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Routray, H.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Wang, H.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Androsov, K.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Rathjens, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Gogate, N.; Hussain, A.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Chung, H.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Neu, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Chavez, E.; Dasu, S.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Levchenko, P.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Ivanov, K.; Gavrilov, V.; Lychkovskaya, N.; Nikitenko, A.; Popov, V.; Zhokin, A.; Chadeeva, M.; Chistov, R.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Bunichev, V.; Dubinin, M.; Dudko, L.; Ershov, A.; Gribushin, A.; Klyukhin, V.; Kodolova, O.; Obraztsov, S.; Petrushanko, S.; Savrin, V.; Snigirev, A.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Konstantinov, D.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.
2025. Journal of Instrumentation, 20 (11), Art.-Nr.: P11006. doi:10.1088/1748-0221/20/11/P11006
Kang, S.; Cho, N.; Narantsetseg, A.; Lkhamsuren, B.-E.; Khongorzul, O.; Tegshdelger, T.; Seo, B.; Jang, K.
2025. Land, 14 (5), 1033. doi:10.3390/land14051033
Hassanpour, S.; Bassoli, R.; Nötzel, J.; Fitzek, F. H. P.; Boche, H.; Strufe, T.
2025. Security and Privacy for 6G Massive IoT. Ed.: G. Mantas, F. Saghezchi, J. Rodriguez, V. Sucasas, 193–228, John Wiley and Sons. doi:10.1002/9781119988007.ch7
Engstfeld, A. K.; Forschner, L.; Löw, M.; Pithan, L.; Beyer, P.; Jusys, Z.; Bansmann, J.; Behm, R. J.; Drnec, J.
2025. ChemCatChem, 17 (9), 1–12. doi:10.1002/cctc.202401913
Liu, C.; Jiang, X.; Zhong, Z.; Sun, H.; Shu, R.; Pang, Y.; Wu, Z.; Yang, L.
2025. Journal of Alloys and Compounds, 1037, 182276. doi:10.1016/j.jallcom.2025.182276
Sullivan, S. C.; Vautravers, P.; Beucler, T.; Makgoale, T.; Yin, J.
2025. Journal of the Atmospheric Sciences, 82 (9), 1885–1902. doi:10.1175/JAS-D-24-0174.1
Tassan, P.; Kobiyama, E.; Fischbach, J. D.; Ballarini, D.; Moretti, L.; Dominici, L.; De Giorgi, M.; Sanvitto, D.; Forster, M.; Scherf, U.; Olziersky, A.; Rockstuhl, C.; Sturges, T. J.; Mahrt, R. F.; Urbonas, D.; Stöferle, T.
2025. Nanophotonics, 14 (27), 4983–4991. doi:10.1515/nanoph-2025-0469
Clemen, F. C.; Dumitrescu, A.; Liu, D.
2025. Acta Mathematica Hungarica, 177 (1), 231–245. doi:10.1007/s10474-025-01562-y
Gong, H.; Zhang, J.; Zhao, Y.; Xiang, S.; Zhou, X.; Preuß, O.; Lu, W.; Zhang, Y.; Fang, X.
2026. Journal of the American Ceramic Society, 109 (1). doi:10.1111/jace.70414
Roth, C. C.; Morgeneyer, T. F.; Helfen, L.; Mohr, D.; Tancogne-Dejean, T.
2025. Acta Materialia, 288, 120783. doi:10.1016/j.actamat.2025.120783
Pei, Z.; Liu, H.-H.; Mayahinia, M.; Tahoori, M.; Catthoor, F.; Tokei, Z.; Dubey, P.; Pan, C.
2025. IEEE Transactions on Very Large Scale Integration (VLSI) Systems, 33 (11), 3118–3130. doi:10.1109/TVLSI.2025.3595818
Costamagna, P.; Sanna, C.; Holtappels, P.; Artini, C.; Pani, M.
2025. ChemElectroChem, 12 (20), 1–10. doi:10.1002/celc.202500165
Anna Woźniak, K.; Mulligan, S.; Kieseler, J.; Klute, M.; Fleuret, F.; Golling, T.
2025. Machine Learning: Science and Technology, 6 (4), 045047. doi:10.1088/2632-2153/ae1acb
Hovorka, T.; Holý, K.; Vasilita, C.; Krogmann, L.; Janšta, P.
2025. Bulletin of Entomological Research, 115 (6), 765–779. doi:10.1017/S000748532510031X
Li, Y.; Lu, H.; Guo, D.; Li, X.; Qi, F.; Zhang, J.; Fischer, R.; Shen, Q.; Yu, Z.
2025. Proceedings of the National Academy of Sciences, 122 (26), 1–11. doi:10.1073/pnas.2500966122
Bastos, C. M. de O.; C. Dias, A.; Ferreira de Brito, A. C.; Barcelos, I. D.; da Rosa, A. L.; Silveira, D. N.; Piotrowski, M. J.; Wenzel, W.; Rêgo, C. R. C.; Guedes-Sobrinho, D.
2025. Journal of Materials Chemistry A, 13 (45), 39053–39064. doi:10.1039/d5ta02721g
Kallscheuer, N.; Boedeker, C.; Wiegand, S.; Kohn, T.; Heuer, A.; Overmann, J.; Peters, S.; Jogler, M.; Rohde, M.; Jogler, C.
2025. Journal of Bacteriology, 207 (7), 1–21. doi:10.1128/jb.00337-24
Olenik, G.; Koch, M.; Anzt, H.
2026. High Performance Computing – ISC High Performance 2025 International Workshops, Hamburg, Germany, June 10–13, 2025, Revised Selected Papers. Ed.: S. Neuwirth, 468–479, Springer Nature Switzerland. doi:10.1007/978-3-032-07612-0_36
Sikra, J.
2025, Dezember 2. Digital Transformation of Research Symposium on Digitalisation of Research (DiTraRe 2025), Karlsruhe, Deutschland, 2.–3. Dezember 2025. doi:10.5281/zenodo.17867383
Lanovsky, R.; Sazonov, A.; Sikolenko, V.; Tho, P. T.; Bushinsky, M.; Latushko, S.; Tereshko, N.; Mantytskaya, O.; Silibin, M.; Karpinsky, D.
2025. Physical Review Materials, 9 (10), 104408. doi:10.1103/q4z2-krnz
Wang, J.; Luo, K.; Zhang, L.; Hu, J.; Xu, J.; Wu, Z.; Yang, R.; Luo, E.
2025. Applied Thermal Engineering, 278, 127419. doi:10.1016/j.applthermaleng.2025.127419
Xia, C.; Liu, J.; Li, H.; Wei, W.; He, Q.; Xia, L.; Zhao, Y.
2025. Journal of Colloid and Interface Science, 696, 137895. doi:10.1016/j.jcis.2025.137895
De Lucia, M.; Khorramshahi, M.; Reisinger, T.; Pop, I.; Ulbricht, G.
2025. Applied Physics B, 131 (8), 157. doi:10.1007/s00340-025-08482-3
Al-Wahaibi, L. H.; Mohassab, A. M.; Rabea, S. M.; Youssif, B. G. M.; Bräse, S.; El-Sheref, E. M.
2025. RSC Advances, 15 (45), 38229–38242. doi:10.1039/d5ra04276c
Sheik, A. G.; Kumar, A.; Srungavarapu, C. S.; Azari, M.; Ambati, S. R.; Bux, F.; Patan, A. K.
2025. Engineering Applications of Artificial Intelligence, 144, 110132. doi:10.1016/j.engappai.2025.110132
Heger, P. W.; Meinert, I.; Nick, P.; Riedl, P.; Heinrich, M.; Straub, M.
2025. Pharmaceutical Biology, 63 (1), 82–88. doi:10.1080/13880209.2025.2457328
Südmeyer, I. J.; Sieweck, R.; Chable, J.; Weil, M.; Baumann, M.; Ehrenberg, H.
2025, Mai 20. Batterie-Ökosystem BW: Wissenschaft trifft Industrie (2025), Stuttgart, Deutschland, 20. Mai 2025
Jonynaite, K.; Stirke, A.; Frey, W.; Gusbeth, C.
2025. Bioelectricity. doi:10.1177/25763113251403451
Albers, A.; Pfaff, F.; Thümmel, C.; Düser, T.
2025. 8th European Industrial Engineering and Operations Management Conference, Paris, France, 373–385, IEOM Society International. doi:10.46254/EU08.20250255
Saurbier, S. Y.; Helmstetter, S.; Sutschet, S.; Lindenmann, A.; Matthiesen, S.
2025. Human Factors in Design, Engineering and Computing: Proceedings of the AHFE International Conference on Human Factors in Design, Engineering, and Computing (AHFE 2025 Hawaii Edition), Hawaii, USA, 8-10, December, 2025. Ed.: T. Ahram, 777–786, AHFE International. doi:10.54941/ahfe1006890
Spengler, C.; Saurbier, S. Y.; Pisarzowski, M.; Wolter, K.; Matthiesen, S.
2025. 5. VDI Fachtagung - Schwingungen, Würzburg 5th-6th November 2025, 213–227, VDI-Wissensforum
Bunk, L.; Saurbier, S. Y.; Matthiesen, S.; Krause, D.
2025. 5. Fachtagung Schwingungen, 5th-6th November 2025. Ed.: VDI Wissensforum Gmbh, 163–177, VDI Fachmedien GmbH & Co. KG
Saurbier, S. Y.; Spengler, C.; Kienzle, J.; Bunk, L.; Krause, D.; Matthiesen, S.
2025. 5. VDI Fachtagung - Schwingungen, Würzburg, 5th-6th November 2025, 229–242, VDI-Wissensforum
Bloch, C.; Döllken, M.; Matthiesen, S.; Weidner, R.; Wartzack, S.
2025. Konstruktion, 77 (11-12), 62–66
Krause, D.; Albers, A.; Birkhofer, H.; Kirchner, E.; Lachmayer, R.; Paetzold-Byhain, K.; Vietor, T.; Weber, C.; Zumach, K.
2025. Konstruktion, 77 (11-12), 62–66. doi:10.37544/0720-5953-2025-11-12-62
Hasenöhrl, S.; Klotz, J.; Geimer, M.; Matthiesen, S.
2025. NAFEMS World Congress 2025, 19th-22nd May 2025
Lenhardt, S.; Albers, A.
2025. Proceedings of the Munich Symposium on Lightweight Design 2024. Ed.: F. Endress, 35–46, Springer Nature Switzerland. doi:10.1007/978-3-032-01360-6_4
Grycz, P.; Bause, K.; Düser, T.
2025. 2025 IEEE International Symposium on Systems Engineering (ISSE), Palaiseau, France, 28-30 October 2025, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISSE65546.2025.11370075
Matthiesen, S.; Leitenberger, F.
2025. News / Wissenschaftliche Gesellschaft für Produktentwicklung, WiGeP, Berliner Kreis & WGMK, 19
Coijanovic, C.; Hetz, L.; Paterson, K. G.; Strufe, T.
2025. CCS ’25: Proceedings of the 2025 ACM SIGSAC Conference on Computer and Communications Security, 558–572, Association for Computing Machinery (ACM). doi:10.1145/3719027.3744803
Weitz, F.
2025, Dezember 11. doi:10.5445/IR/1000188297
Hellwig, J.; Schäfer, L.; Qian, L.; Platzer, A.; Althoff, M.
2026. Integrated Formal Methods – 20th International Conference, iFM 2025, Paris, France, November 19–21, 2025, Proceedings. Ed.: F. Damiani, 248–267, Springer Nature Switzerland. doi:10.1007/978-3-032-10794-7_13
Platzer, A.; Qian, L.
2025. Journal of the ACM, 72 (6), 1–51. doi:10.1145/3763228
Broy, M.; Brucker, A. D.; Fantechi, A.; Gleirscher, M.; Havelund, K.; Kuppe, M. A.; Mendes, A.; Platzer, A.; Ringert, J. O.; Sullivan, A.
2025. Formal Aspects of Computing, 37 (1), Art.-Nr.: 6. doi:10.1145/3670795
Kim, K.
2025, September 23. 19th International Conference on the Chemistry and Migration Behavior of Actinides and Fission Products in the Geosphere (Migration 2025), New Orleans, LA, USA, 21.–27. September 2025
Wang, Y.; Aiello, G.; Pintsuk, G.; Terentyev, D.; You, J.-H.; Zhou, G.; Schioler, T.; Vizvary, Z.; Hamelin, C.; Bowden, D.; Skilton, R.; L. Dudarev, S.; Knowles, D.; Waldon, C.; Shannon, M.; Barrett, T.
2025. Philosophical Transactions of the Royal Society A: Mathematical, Physical and Engineering Sciences, 383 (2300), 20240180. doi:10.1098/rsta.2024.0180
Rajakrishnan, R. R.; Jetter, M.; Zhou, G.; Aktaa, J.
2025. Everlasting Energy - In Memoriam Prof. Dr.-Ing. Robert Stieglitz. Ed.: T. Wetzel, 97–118, KIT Scientific Publishing
Duckworth, S. B.; Gaona, X.; Dardenne, K.; Rothe, J.; Schild, D.; Altmaier, M.; Geckeis, H.
2021, Oktober 12. Workshop on Processes Influencing Radionuclide Transport and Retention (TransRet 2021), Karlsruhe, Deutschland, 12.–13. Oktober 2021
Bezzaoui, I. S.
2025, Dezember 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188287
Sørensen, J. D.; Dietsch, P.; Kirkegaard, P. H.; Köhler, J. (Hrsg.)
2011. Shaker Verlag
Palermo, I.; Hernandez, F. A.; D’Amico, S.; Park, J. H.; Pereslavtsev, P.; Zhou, G.; Zumalde, I.
2025. Nuclear Materials and Energy, 45, 102022. doi:10.1016/j.nme.2025.102022
Dietsch, P.
2012, September 17. Technische Universität München (TUM)
Duckworth, S. B.; Shang, C.; Altmaier, M.; Gaona, X.
2022, September 7. 20th International Symposium on Solubility Phenomena and Related Equilibrium Processes (ISSP 2022), Online, 4.–9. September 2022
Rapisarda, D.; Arena, P.; Arranz, F.; Brañas, B.; Mota, F.; Ortiz, M. I.; Serikov, A.; Zhou, G.
2025. Nuclear Fusion, 65 (11), 116002. doi:10.1088/1741-4326/ae0657
Harte, A. M.; Dietsch, P. (Hrsg.)
2015. Shaker Verlag
Duckworth, S. B.
2022, September 9. 20th International Symposium on Solubility Phenomena and Related Equilibrium Processes (ISSP 2022), Online, 4.–9. September 2022
Kiefer, C.; Gaona, X.; Altmaier, M.; Fellhauer, D.
2025. European Association of Geochemistry. doi:10.7185/gold2025.29751
Chen, X.-N.; Tobita, Y.; Rineiski, A.
2025. Everlasting Energy - In Memoriam Prof. Dr.-Ing. Robert Stieglitz. Ed.: T. Wetzel, 189–196, KIT Scientific Publishing
Falk, A.; Dietsch, P.; Schmid, J. (Hrsg.)
2016. KTH Royal Institute of Technology
Kebernik, S.; Krätschmer, F.; Sun, X.; Roesky, P. W.
2025. Dalton Transactions, 54 (46), Art.-Nr.: 17343. doi:10.1039/d5dt90199e
Isasa, C.; Abou El Wafa, N.; Gomes, C.; Larsen, P. G.; Platzer, A.
2026. Integrated Formal Methods – 20th International Conference, iFM 2025, Paris, France, November 19–21, 2025, Proceedings. Ed.: F. Damiani, 143–161, Springer Nature Switzerland. doi:10.1007/978-3-032-10794-7_8
Kabra, A.; Laurent, J.; Bharadwaj, S.; Martins, R.; Mitsch, S.; Platzer, A.
2025. A. Irfan & D. Kaufmann (Hrsg.), Proceedings of the 25th Conference on Formal Methods in Computer-Aided Design – FMCAD 2025, Menlo Park, 6th-10th October 2025, TU Wien. doi:10.34727/2025/isbn.978-3-85448-084-6_13
Brandner, R.; Ringhofer, A.; Dietsch, P. (Hrsg.)
2017. Verlag der Technischen Universität Graz. doi:10.3217/978-3-85125-553-9
Cristofaro, E. De; Shrishak, K.; Strufe, T.; Troncoso, C.; Morsbach, F.
2025. Dagstuhl Reports, 15 (3), 77–93. doi:10.4230/DagRep.15.3.77
Fleck, T.; Burger, J.; Ochs, S.; Heinrich, M.; Schotschneider, A.; Polley, N.; Boualili, Y.; Mütsch, F.; Schörner, P.; Zofka, M. R.; Zöllner, J. M.
2025. 2025 IEEE International Conference on Multisensor Fusion and Integration for Intelligent Systems (MFI), College Station, 2nd-4th September 2025, 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/MFI67357.2025.11259185
Mütsch, F.; Zipf, M.; Polley, N.; Zöllner, J. M.
2025. 2025 IEEE International Automated Vehicle Validation Conference (IAVVC); Baden-Baden, 30.09. - 02.10.2025, 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IAVVC61942.2025.11219473
Dias, A.; Schänzlin, J.; Dietsch, P. (Hrsg.)
2018. Shaker Verlag. doi:10.2370/9783844061451
Sandhaas, C.; Munch-Andersen, J.; Dietsch, P. (Hrsg.)
2018. Shaker Verlag. doi:10.2370/9783844061444
Tomasi, R.; Moosbrugger, T.; Serrano, E.; Dietsch, P. (Hrsg.)
2018. Shaker Verlag. doi:10.2370/9783844061437
Perkins, O.; Saxena, A.; Seo, B.; Millington, J.; Brown, C.; Rounsevell, M.
2025. doi:10.5281/zenodo.14178581
Brinker, D.; Hensle, N.; Kardeş, G.; Breuninger, D.; Schächinger, M.; Gladik, A.; Röse, P.; Weber, A.
2026, Februar 17. doi:10.35097/hq2hmnh7swww7fvq
Mann, P.; Manny, A.; Wagner, A.; Dehn, F.; Dörstelmann, M.
2025. Bauphysik, 411–420. doi:10.1002/bapi.70017
Wan, L.; Zhao, J.; Wiedholz, A.; Bied, M.; Martinez de Lucena, M.; Dinkar Jagtap, A.; Festag, A.; Augusto Fröhlich, A.; Ejaz Keen, H.; Vinel, A.
2026. IEEE Transactions on Intelligent Transportation Systems, 27 (1), 81–118. doi:10.1109/TITS.2025.3631141
Frese, M.; Herrmann, J.; Meid, L.; Baldauf, E.; Kuban, S.
2025. Bauwerksaufnahme: Bewahren durch Erkunden Erhalten historischer Bauwerke e. V. (Hg.), 199–213, Fraunhofer IRB Verlag. doi:10.60628/9783738810493-199
Weil, M.; Pushpendra, P.; Baumann, M.; Peters, J.; Erakca, M.; Buchgeister, J.; Pinto Bautista, S.; Liu, H.; Jasper, F.; Bahmei, E. H., Fatemeh; Das, S.; Kumar, M.; Quartarone, E.
2025, Juni. Advanced automotive battery conference Europe (AABC 2025), Mainz, Deutschland, 23.–26. Juni 2025
Feldmann, C.; Müller, C. M.; La Magna, R.; Dietsch, P.; Steffl, S.; Volk, R.; Mann, P.; Manny, A. N. B.; Dehn, F.; Dörstelmann, M.
2025. G. Habert, C. De Wolf, A. Schlüter, A. Passer, M. Ruschi Mendes Saade, T. Lützkendorf, L. B. Howe, F. Belizario-Silva, S. Xiong, A. O. M. Bendiek Laranjo, V. Costalonga & D. H. Kim (Hrsg.), Sustainable Built Environment Conference 2025 Zurich - Extended Abstracts, ETH Zürich. doi:10.3929/ethz-c-000785435
Weil, M.; Baumann, M.; Pinto Bautista, S.; Liu, H.; Jasper, F.; Bahmei, F.; Ersoy, H.; Pushpendra, P.; Das, S.; Kumar, M.; Stokebrand, M.
2025. Scientific Council Meeting of ENGIE (2025), Paris, Frankreich, 2. Februar 2025
W7-X Team; Krämer-Flecken, A.; Chaudhary, N.; Guerrero Arnaiz, J.; Hirsch, M.; López-Rodríguez, D.; Moseev, D.; Oosterbeek, H.; Weir, G.; Windisch, T.; Carralero, D.; Estrada, T.; Han, X.; Maragkoudakis, E.; Murugesan, V.; Nair, V.; Ponomorenko, S.
2025. Journal of Instrumentation, 20 (12), Art.-Nr.: C12008. doi:10.1088/1748-0221/20/12/C12008
W7-X Team; Cipciar, D.; Adamek, J.; Killer, C.; Matthew Kriete, D.; Winters, V.; Perseo, V.; Grulke, O.; Hua, J.; Knieps, A.
2025. Plasma Physics and Controlled Fusion, 67 (11), Art.-Nr.: 115029. doi:10.1088/1361-6587/ae1b6b
Sharifi, E.; Haas, J.; Boergens, E.; Dobslaw, H.; Güntner, A.
2025. Hydrology and Earth System Sciences, 29 (23), 6985–6998. doi:10.5194/hess-29-6985-2025
Blumenröhr, N.
2025, Oktober. 25th International Data Week : A Festival of Data / Plenary meeting (RDA 2025), Brisbane, Australien, 13.–16. Oktober 2025
W7-X Team; Luo, Y.; Xu, S.; Liang, Y.; Wang, E.; Cai, J.; Knieps, A.; Pei, R.; Tan, M.; Feng, Y.; Reiter, D.; Brezinsek, S.; Harting, D.; Krychowiak, M.; Gradic, D.; Jakubowski, M.
2026. Nuclear Fusion, 66 (1), 016038. doi:10.1088/1741-4326/ae203d
Książek, I.; Fornal, T.; Buttenschön, B.; Kubkowska, M.; Burhenn, R.; Książek, K.; Laube, R.; W7-X Team
2026. Fusion Engineering and Design, 223, 115542. doi:10.1016/j.fusengdes.2025.115542
Wang, Y.; Yang, T.; Huang, H.; Zou, T.; Chen, N.; Gerada, C.
2025. 2025 Energy Conversion Congress and Expo Europe (ECCE Europe), Birmingham, 31st August-4th September 2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECCE-Europe62795.2025.11238954
Illy, S.; Avramidis, K. A.; Chelis, I.; Ell, B.; Feuerstein, L.; Gantenbein, G.; Ioannidis, Z.; Jelonnek, J.; Jin, J.; Katsara, E.; Latsas, G.; Marek, A.; Peponis, D.; Rzesnicki, T.; Thumm, M.; Tigelis, I.; Wu, C.
2025. 2025 26th International Vacuum Electronics Conference (IVEC), Rotterdam, 14th-17th April 2025, 1–2, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IVEC63678.2025.11115490
Wu, J.; Wei, Z.; Wu, M.; Shen, Z.; He, Q.; Zhao, Y.
2025. Journal of Energy Storage, 119, 116430. doi:10.1016/j.est.2025.116430
Kotz, A.; Schwarzenberger, A.; Kholeif, H. H.; Kern, P.; Sirim, M.; Fang, D.; Wilhelm, C.; Eschenbaum, C.; Singer, S.; Martens, M.; Mertens, A.; Sarwar, S.; Erk, P.; Kuzmin, A. A.; Bräse, S. J.; Randel, S.; Freude, W.; Koos, C. G.
2025. CLEO 2025; Science and Innovations, Long Beach, 4th-9th May 2025, SS187_1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1364/CLEO_SI.2025.SS187_1
Kotz, A.; Li, Z.; Schwarzenberger, A.; Wang, C.; Kholeif, H. H.; Fang, D.; Freude, W.; Ou, X.; Kippenberg, T. J.; Koos, C. G.
2025. CLEO: Science and Innovations 2025, Long Beach, California United States, 4th–9th May 2025, SS183_2, Optical Publ. Co
Bao, Y.; Peng, H.; Chen, Y.; Driouche, Y.; Aubin, G.; Xu, Y.; Zhdanov, I. S.; Fang, D.; Bremauer, C.; Freude, W.; Randel, S.; Ramdane, A.; Merghem, K.; Koos, C. G.
2025. 2025 Conference on Lasers and Electro-Optics (CLEO): Applications and Technology, Long Beach, 4th-9th May 2025, AA122_1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1364/cleo_at.2025.aa122_1
Peng, H.; Chen, Y.; Fang, D.; Bremauer, C.; Lihachev, G. V.; Drayss, D.; Riemensberger, J.; Sherifaj, A.; Lu, M.; Voloshin, A. S.; Skacel, S. T.; Lauermann, M.; Zwick, T.; Freude, W.; Randel, S.; Kippenberg, T. J.; Koos, C. G.
2025. 2025 Conference on Lasers and Electro-Optics (CLEO), Long Beach, 4th-9th May 2025, SS164_1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1364/CLEO_SI.2025.SS164_1
Schwaab, P.; Singer, S.; Bao, Y.; Bremauer, C.; Kemal, J. N.; Freude, W.; Worgull, M.; Koos, C. G.
2025. 2025 Conference on Lasers and Electro-Optics (CLEO): Science and Innovations, Long Beach, 4th-9th May 2025, SS172_4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1364/cleo_si.2025.ss172_4
Yousef, K. M. A.; Sun, Z.; Domm, M.; Posadas, A. B.; Ossiander, M.; Meretska, M. L.; Waqar, M.; Pan, X.; Demkov, A. A.; Capasso, F.
2025. CLEO: Fundamental Science 2025: Part of Conference on Lasers & Electro-Optics, 4-9 May 2025, Long Beach, California, United States, SS102_5, Optical Publ. Co. doi:10.1364/CLEO_SI.2025.SS102_5
Li, Z.; Kotz, A.; Wangl, C.; Fang, D.; Kholeif, H. H.; Schwarzenberger, A.; Ou, X.; Koos, C. G.; Kippenberg, T. J.
2025. CLEO: Science and Innovations 2025, Long Beach, California United States, 4th–9th May 2025, SS183_3, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1364/CLEO_SI.2025.SS183_3
Zare, A.; Lazarova-Molnar, S.
2025. 2025 30th International Conference on Automation and Computing (ICAC), Loughborough, 27th-29th August 2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ICAC65379.2025.11196463
Liu, Z.; Sack, H.; Gesese, G. A.
2025. RAGE-KG 2025: The Second International Workshop on Retrieval-Augmented Generation Enabled by Knowledge Graphs, co-located with ISWC 2025, November 2–6, 2025, Nara, Japan, 45–55, CEUR-WS
Wunderle, Y.; Klotz, S.; Lyczkowski, E.; Hohmann, S.
2025. 2025 IEEE 30th International Conference on Emerging Technologies and Factory Automation (ETFA), Porto, 9th-12th September 2025, 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ETFA65518.2025.11205654
Lu, Z.; Shao, M.; Burger, B.; Liu, S.; Klahn, C.; Ruiter, N. V.
2025. 2025 IEEE International Ultrasonics Symposium (IUS), Utrecht, 15th-18th September 2025, 1–3, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IUS62464.2025.11201254
Zapf, M.; Riyazifar, Y.; Kraft, S. E.; Dongen, K. van
2025. 2025 IEEE International Ultrasonics Symposium (IUS), Utrecht, 15th-18th September 2025, 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IUS62464.2025.11201253
Ruiter, N. V.; Pfistner, P.; Zapf, M.; Lu, Z.; Kraft, S. E.; Hopp, T.
2025. 2025 IEEE International Ultrasonics Symposium (IUS), Utrecht, 15th-18th September 2025, 1–3, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IUS62464.2025.11201463
Kraft, S. E.; Riyazifar, Y.; Koop, J.; Zapf, M.
2025. 2025 IEEE International Ultrasonics Symposium (IUS), Utrecht, 15th-18th September 2025, 1–4, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IUS62464.2025.11201573
Ritter, F.; Mandelbaum, J.; Fengler, A.; Jaekel, H. U.; Schmalen, L.
2025. 2025 IEEE International Symposium on Information Theory (ISIT), Ann Arbor, 22nd-27th June 2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISIT63088.2025.11195696
Wüst, V.; Cil, E. E.; Schmalen, L.
2025. 2025 IEEE International Symposium on Information Theory (ISIT), Ann Arbor, 22nd-27th June 2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISIT63088.2025.11195381
Mandelbaum, J.; Jäkel, H.; Schmalen, L.
2025. 2025 IEEE International Symposium on Information Theory (ISIT), Ann Arbor, 22nd-27th June 2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ISIT63088.2025.11195423
Starke, J.; Ruf, L.; Meixner, A.; Asfour, T.
2025. 2025 IEEE-RAS 24th International Conference on Humanoid Robots (Humanoids), Seoul, 30th September-2nd October 2025, 1–8, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/Humanoids65713.2025.11203192
Plewnia, J.; Asfour, T.
2025. 2025 IEEE-RAS 24th International Conference on Humanoid Robots (Humanoids), Seoul, 30th September - 2nd October 2025, 531–538, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/Humanoids65713.2025.11203157
Bärmann, L.; DeChant, C.; Plewnia, J.; Peller-Konrad, F.; Bauer, D.; Asfour, T.; Waibel, A. H.
2025. 2025 IEEE-RAS 24th International Conference on Humanoid Robots (Humanoids), Seoul, 30th September - 2nd October 2025, 783–790, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/Humanoids65713.2025.11203101
Arlt, N.; Reister, F.; Dreher, C. R. G.; Asfour, T.
2025. 2025 IEEE-RAS 24th International Conference on Humanoid Robots (Humanoids), Seoul, 30th September 2nd October 2025, 989–996, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/Humanoids65713.2025.11203138
Wolk, T.; Marquardt, C.; Dežman, M.; Asfour, T.
2025. 2025 IEEE-RAS 24th International Conference on Humanoid Robots (Humanoids), Seoul, 2nd September-30th October 2025, 452–458, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/Humanoids65713.2025.11203135
Ye, X.; Majer, N.; Schwab, S.; Hohmann, S.
2025. IFAC-PapersOnLine, 59 (17), 209–214. doi:10.1016/j.ifacol.2025.10.165
Nedeva, V.; Häfner, P.; Georgieva, N.; Todorov, A.; Hristov, V.
2026. Proceedings of the Future Technologies Conference (FTC) 2025, Volume 1. Ed.: K. Arai, 283–297, Springer Nature Switzerland. doi:10.1007/978-3-032-07986-2_18
Wei, Z.; Maile, R.; Riegger, L. M.; Rohnke, M.; Müller-Buschbaum, K.; Janek, J.
2022. Batteries & Supercaps, 5 (12), Art.-Nr.: e202200318. doi:10.1002/batt.202200318
Maile, R.; Wei, Z.; Achazi, A. J.; Wang, K.; Henkel, P.; Mollenhauer, D.; Janek, J.; Müller-Buschbaum, K.
2024. Advanced Energy and Sustainability Research, 5 (9), Art.-Nr.: 2300288. doi:10.1002/aesr.202300288
Richstein, J. C.; Anatolitis, V.; Blömer, R.; Bunnenberg, L.; Dürrwächter, J.; Eckstein, J.; Ehrhart, K.-M.; Friedrichsen, N.; Köveker, T.; Lehmann, S.; Lösch, O.; Matthes, F. C.; Neuhoff, K.; Niemöller, P.; Riemer, M.; Ueckerdt, F.; Wachsmuth, J.; Wang, R.; Winkler, J.
2024. Joule, 8 (12), 3233–3238. doi:10.1016/j.joule.2024.11.003
Wang, J.; Chiodo, G.; Ayarzagüena, B.; Ball, W. T.; Diallo, M.; Hassler, B.; Keeble, J.; Nowack, P.; Orbe, C.; Vattioni, S.; Sukhodolov, T.
2025. Atmospheric Chemistry and Physics, 25 (23), 17819–17844. doi:10.5194/acp-25-17819-2025
Vujasinovic, S.
2025, Dezember 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188215
Wang, R.
2025, Dezember 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188217
Lassin, A.; Häusler, F.; Gaona, X.; Madé, B.; Altmaier, M.; Shang, C.; Greb, F.
2025. Goldschmidt2025 abstracts, European Association of Geochemistry. doi:10.7185/gold2025.28165
Huschka, V.; Luu, T. D.; Stein, O. T.; Scholtissek, A.; Hasse, C.
2025. 33rd European Conference on Liquid Atomization and Spray Systems (ILASS 2025 2025), Lund, Schweden, 31. August–4. September 2025
Esselborn, C.
2025, Dezember 18. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188213
Ahrendt, W.; Beckert, B.; Bubel, R.; Hähnle, R.; Ulbrich, M.
2025. Go Where the Bugs Are – Essays Dedicated to Wolfgang Reif on the Occasion of His 65th Birthday. Ed.: G. Ernst, 56–82, Springer Nature Switzerland. doi:10.1007/978-3-031-92196-4_4
Klamroth, J.; Lemke, N.; Götz, R.; Beckert, B.
2025. Software Engineering 2025 – Companion Proceedings. Gesellschaft für Informatik, Bonn., 197–211, Gesellschaft für Informatik (GI). doi:10.18420/se2025-ws-18
Häusler, F.; Gaona, X.; Lassin, A.; Garbev, K.; Skerencak-Frech, A.; dos Santos, P.; Touzelet, S.; Cartigny, Y.; Altmaier, M.; Madé, B.
2025. Goldschmidt2025 abstracts, European Association of Geochemistry. doi:10.7185/gold2025.29720
Tzochev, N.; Pfeil, A.; Chelbi, S.
2025, November 14. doi:10.5281/zenodo.17609823
Tzochev, N.; Pfeil, A.; Chelbi, S.
2025, November 10. doi:10.5281/zenodo.17571028
Tzochev, N.; Pfeil, A.; Chelbi, S.
2025, April 29. doi:10.5281/zenodo.15306154
Stapf, D.
2025. Bundesministerium für Wirtschaft und Energie (BMWi). doi:10.5445/IR/1000188201
Wan, J.; Noe, M.; Dam, M.; Arndt, T.
2025, September 23. 17th European Conference on Applied Superconductivity (EUCAS 2025), Porto, Portugal, 21.–25. September 2025
CMS Collaboration; Hayrapetyan, A.; Tumasyan, A.; Adam, W.; Andrejkovic, J. W.; Bergauer, T.; Chatterjee, S.; Damanakis, K.; Dragicevic, M.; Hussain, P. S.; Jeitler, M.; Krammer, N.; Li, A.; Liko, D.; Mikulec, I.; Schieck, J.; Schöfbeck, R.; Schwarz, D.; Sonawane, M.; Templ, S.; Waltenberger, W.; Wulz, C.-E.; Darwish, M. R.; Janssen, T.; Mechelen, P. Van; Breugelmans, N.; D’Hondt, J.; Dansana, S.; De Moor, A.; Delcourt, M.; Heyen, F.; Lowette, S.; Makarenko, I.; Müller, D.; Tavernier, S.; Tytgat, M.; Onsem, G. P. Van; Van Putte, S.; Vannerom, D.; Clerbaux, B.; Das, A. K.; De Lentdecker, G.; Evard, H.; Favart, L.; Gianneios, P.; Hohov, D.; Jaramillo, J.; Khalilzadeh, A.; Khan, F. A.; Lee, K.; Mahdavikhorrami, M.; Malara, A.; Paredes, S.; Shahzad, M. A.; Thomas, L.; Vanden Bemden, M.; Vander Velde, C.; Vanlaer, P.; De Coen, M.; Dobur, D.; Gokbulut, G.; Hong, Y.; Knolle, J.; Lambrecht, L.; Marckx, D.; Mestdach, G.; Mota Amarilo, K.; Samalan, A.; Skovpen, K.; Van Den Bossche, N.; van der Linden, J.; Wezenbeek, L.; Benecke, A.; Bethani, A.; Bruno, G.; Caputo, C.; De Favereau De Jeneret, J.; Delaere, C.; Donertas, I. S.; Giammanco, A.; Guzel, A. O.; Jain, S.; Lemaitre, V.; Lidrych, J.; Mastrapasqua, P.; Tran, T. T.; Wertz, S.; Alves, G. A.; Alves Gallo Pereira, M.; Coelho, E.; Correia Silva, G.; Hensel, C.; Menezes De Oliveira, T.; Moraes, A.; Rebello Teles, P.; Soeiro, M.; Vilela Pereira, A.; Aldá Júnior, W. L.; Barroso Ferreira Filho, M.; Brandao Malbouisson, H.; Carvalho, W.; Chinellato, J.; Da Costa, E. M.; Da Silveira, G. G.; De Jesus Damiao, D.; Fonseca De Souza, S.; Gomes De Souza, R.; Macedo, M.; Martins, J.; Mora Herrera, C.; Mundim, L.; Nogima, H.; Pinheiro, J. P.; Santoro, A.; Sznajder, A.; Thiel, M.; Bernardes, C. A.; Calligaris, L.; Tomei, T. R. F. P.; Gregores, E. M.; Maietto Silverio, I.; Mercadante, P. G.; Novaes, S. F.; Orzari, B.; Padula, S. S.; Aleksandrov, A.; Antchev, G.; Hadjiiska, R.; Iaydjiev, P.; Misheva, M.; Shopova, M.; Sultanov, G.; Dimitrov, A.; Litov, L.; Pavlov, B.; Petkov, P.; Petrov, A.; Shumka, E.; Keshri, S.; Thakur, S.; Cheng, T.; Javaid, T.; Yuan, L.; Hu, Z.; Liang, Z.; Liu, J.; Yi, K.; Chen, G. M.; Chen, H. S.; Chen, M.; Iemmi, F.; Jiang, C. H.; Kapoor, A.; Liao, H.; Liu, Z.-A.; Sharma, R.; Song, J. N.; Tao, J.; Wang, C.; Wang, J.; Wang, Z.; Zhang, H.; Zhao, J.; Agapitos, A.; Ban, Y.; Deng, S.; Guo, B.; Jiang, C.; Levin, A.; Li, C.; Li, Q.; Mao, Y.; Qian, S. J.; Qian, S. J.; Qin, X.; Sun, X.; Wang, D.; Yang, H.; Zhang, L.; Zhao, Y.; Zhou, C.; Yang, S.; You, Z.; Jaffel, K.; Lu, N.; Bauer, G.; Li, B.; Zhang, J.; Gao, X.; Lin, Z.; Lu, C.; Xiao, M.; Avila, C.; Barbosa Trujillo, D. A.; Cabrera, A.; Florez, C.; Fraga, J.; Reyes Vega, J. A.; Ramirez, F.; Rendón, C.; Rodriguez, M.; Ruales Barbosa, A. A.; Ruiz Alvarez, J. D.; Giljanovic, D.; Godinovic, N.; Lelas, D.; Sculac, A.; Kovac, M.; Petkovic, A.; Sculac, T.; Bargassa, P.; Brigljevic, V.; Chitroda, B. K.; Ferencek, D.; Jakovcic, K.; Mishra, S.; Starodumov, A.; Susa, T.; Attikis, A.; Christoforou, K.; Hadjiagapiou, A.; Leonidou, C.; Mousa, J.; Nicolaou, C.; Paizanos, L.; Ptochos, F.; Razis, P. A.; Rykaczewski, H.; Saka, H.; Stepennov, A.; Finger, M.; Finger, M.; Kveton, A.; Carrera Jarrin, E.; Assran, Y.; El-mahdy, B.; Elgammal, S.; Lotfy, A.; Mahmoud, M. A.; Ehataht, K.; Kadastik, M.; Lange, T.; Nandan, S.; Nielsen, C.; Pata, J.; Raidal, M.; Tani, L.; Veelken, C.; Kirschenmann, H.; Osterberg, K.; Voutilainen, M.; Bharthuar, S.; Bin Norjoharuddeen, N.; Brücken, E.; Garcia, F.; Inkaew, P.; Kallonen, K. T. S.; Lampén, T.; Lassila-Perini, K.; Lehti, S.; Lindén, T.; Martikainen, L.; Myllymäki, M.; Rantanen, M. m.; Siikonen, H.; Tuominiemi, J.; Luukka, P.; Petrow, H.; Besancon, M.; Couderc, F.; Dejardin, M.; Denegri, D.; Faure, J. L.; Ferri, F.; Ganjour, S.; Gras, P.; Hamel de Monchenault, G.; Lohezic, V.; Malcles, J.; Orlandi, F.; Portales, L.; Rosowsky, A.; Sahin, M. Ö.; Savoy-Navarro, A.; Simkina, P.; Titov, M.; Tornago, M.; Beaudette, F.; Busson, P.; Cappati, A.; Charlot, C.; Chiusi, M.; Damas, F.; Davignon, O.; De Wit, A.; Ehle, I. T.; Fontana Santos Alves, B. A.; Ghosh, S.; Gilbert, A.; Granier de Cassagnac, R.; Hakimi, A.; Harikrishnan, B.; Kalipoliti, L.; Liu, G.; Nguyen, M.; Ochando, C.; Salerno, R.; Sauvan, J. B.; Sirois, Y.; Urda Gómez, L.; Vernazza, E.; Zabi, A.; Zghiche, A.; Agram, J.-L.; Andrea, J.; Apparu, D.; Bloch, D.; Brom, J.-M.; Chabert, E. C.; Collard, C.; Falke, S.; Goerlach, U.; Haeberle, R.; Le Bihan, A.-C.; Meena, M.; Poncet, O.; Saha, G.; Sessini, M. A.; Van Hove, P.; Vaucelle, P.; Di Florio, A.; Amram, D.; Beauceron, S.; Blancon, B.; Boudoul, G.; Chanon, N.; Contardo, D.; Depasse, P.; Dozen, C.; El Mamouni, H.; Fay, J.; Gascon, S.; Gouzevitch, M.; Greenberg, C.; Grenier, G.; Ille, B.; Jourd‘huy, E.; Laktineh, I. B.; Lethuillier, M.; Mirabito, L.; Perries, S.; Purohit, A.; Vander Donckt, M.; Verdier, P.; Xiao, J.; Bagaturia, I.; Lomidze, I.; Tsamalaidze, Z.; Botta, V.; Feld, L.; Klein, K.; Lipinski, M.; Meuser, D.; Pauls, A.; Pérez Adán, D.; Röwert, N.; Teroerde, M.; Diekmann, S.; Dodonova, A.; Eich, N.; Eliseev, D.; Engelke, F.; Erdmann, J.; Erdmann, M.; Fackeldey, P.; Fischer, B.; Hebbeker, T.; Hoepfner, K.; Ivone, F.; Jung, A.; Lee, M. y.; Mausolf, F.; Merschmeyer, M.; Meyer, A.; Mukherjee, S.; Noll, D.; Nowotny, F.; Pozdnyakov, A.; Rath, Y.; Redjeb, W.; Rehm, F.; Reithler, H.; Sarkisovi, V.; Schmidt, A.; Sharma, A.; Spah, J. L.; Stein, A.; Torres Da Silva De Araujo, F.; Wiedenbeck, S.; Zaleski, S.; Dziwok, C.; Flügge, G.; Kress, T.; Nowack, A.; Pooth, O.; Stahl, A.; Ziemons, T.; Zotz, A.; Aarup Petersen, H.; Aldaya Martin, M.; Alimena, J.; Amoroso, S.; An, Y.; Bach, J.; Baxter, S.; Bayatmakou, M.; Becerril Gonzalez, H.; Behnke, O.; Belvedere, A.; Bhattacharya, S.; Blekman, F.; Borras, K.; Campbell, A.; Cardini, A.; Cheng, C.; Colombina, F.; Consuegra Rodríguez, S.; De Silva, M.; Eckerlin, G.; Eckstein, D.; Estevez Banos, L. I.; Filatov, O.; Gallo, E.; Geiser, A.; Guglielmi, V.; Guthoff, M.; Hinzmann, A.; Jeppe, L.; Kaech, B.; Kasemann, M.; Kleinwort, C.; Kogler, R.; Komm, M.; Krücker, D.; Lange, W.; Leyva Pernia, D.; Lipka, K.; Lohmann, W.; Lorkowski, F.; Mankel, R.; Melzer-Pellmann, I.-A.; Mendizabal Morentin, M.; Meyer, A. B.; Milella, G.; Moral Figueroa, K.; Mussgiller, A.; Nair, L. P.; Niedziela, J.; Nürnberg, A.; Otarid, Y.; Park, J.; Ranken, E.; Raspereza, A.; Rastorguev, D.; Rübenach, J.; Rygaard, L.; Saggio, A.; Scham, M.; Schnake, S.; Schütze, P.; Schwanenberger, C.; Selivanova, D.; Sharko, K.; Shchedrolosiev, M.; Stafford, D.; Vazzoler, F.; Ventura Barroso, A.; Walsh, R.; Wang, D.; Wang, Q.; Wen, Y.; Wichmann, K.; Wiens, L.; Wissing, C.; Yang, Y.; Zimermmane Castro Santos, A.; Albrecht, A.; Albrecht, S.; Antonello, M.; Bein, S.; Benato, L.; Bollweg, S.; Bonanomi, M.; Connor, P.; El Morabit, K.; Fischer, Y.; Garutti, E.; Grohsjean, A.; Haller, J.; Jabusch, H. R.; Kasieczka, G.; Keicher, P.; Klanner, R.; Korcari, W.; Kramer, T.; Kuo, C. c.; Kutzner, V.; Labe, F.; Lange, J.; Lobanov, A.; Matthies, C.; Moureaux, L.; Mrowietz, M.; Nigamova, A.; Nissan, Y.; Paasch, A.; Pena Rodriguez, K. J.; Quadfasel, T.; Raciti, B.; Rieger, M.; Savoiu, D.; Schindler, J.; Schleper, P.; Schröder, M.; Schwandt, J.; Sommerhalder, M.; Stadie, H.; Steinbrück, G.; Tews, A.; Wolf, M.; Brommer, S.; Burkart, M.; Butz, E.; Chwalek, T.; Dierlamm, A.; Droll, A.; Faltermann, N.; Giffels, M.; Gottmann, A.; Hartmann, F.; Hofsaess, R.; Horzela, M.; Husemann, U.; Kieseler, J.; Klute, M.; Koppenhöfer, R.; Lawhorn, J. M.; Link, M.; Lintuluoto, A.; Maier, B.; Maier, S.; Mitra, S.; Mormile, M.; Müller, T.; Neukum, M.; Oh, M.; Pfeffer, E.; Presilla, M.; Quast, G.; Rabbertz, K.; Regnery, B.; Shadskiy, N.; Shvetsov, I.; Simonis, H. J.; Sowa, L.; Stockmeier, L.; Tauqeer, K.; Toms, M.; Trevisani, N.; Von Cube, R. F.; Wassmer, M.; Wieland, S.; Wittig, F.; Wolf, R.; Zuo, X.; Anagnostou, G.; Daskalakis, G.; Kyriakis, A.; Papadopoulos, A.; Stakia, A.; Kontaxakis, P.; Melachroinos, G.; Painesis, Z.; Papavergou, I.; Paraskevas, I.; Saoulidou, N.; Theofilatos, K.; Tziaferi, E.; Vellidis, K.; Zisopoulos, I.; Bakas, G.; Chatzistavrou, T.; Karapostoli, G.; Kousouris, K.; Papakrivopoulos, I.; Siamarkou, E.; Tsipolitis, G.; Zacharopoulou, A.; Adamidis, K.; Bestintzanos, I.; Evangelou, I.; Foudas, C.; Kamtsikis, C.; Katsoulis, P.; Kokkas, P.; Kosmoglou Kioseoglou, P. G.; Manthos, N.; Papadopoulos, I.; Strologas, J.; Hajdu, C.; Horvath, D.; Márton, K.; Rádl, A. J.; Sikler, F.; Veszpremi, V.; Csanád, M.; Farkas, K.; Fehérkuti, A.; Gadallah, M. M. A.; Kadlecsik, Á.; Major, P.; Pásztor, G.; Veres, G. I.; Ujvari, B.; Zilizi, G.; Bencze, G.; Czellar, S.; Molnar, J.; Szillasi, Z.; Csorgo, T.; Nemes, F.; Novak, T.; Babbar, J.; Bansal, S.; Beri, S. B.; Bhatnagar, V.; Chaudhary, G.; Chauhan, S.; Dhingra, N.; Kaur, A.; Kaur, A.; Kaur, H.; Kaur, M.; Kumar, S.; Sandeep, K.; Sheokand, T.; Singh, J. B.; Singla, A.; Ahmed, A.; Bhardwaj, A.; Chhetri, A.; Choudhary, B. C.; Kumar, A.; Kumar, A.; Naimuddin, M.; Ranjan, K.; Saini, M. K.; Saumya, S.; Baradia, S.; Barman, S.; Bhattacharya, S.; Das Gupta, S.; Dutta, S.; Dutta, S.; Sarkar, S.; Ameen, M. M.; Behera, P. K.; Behera, S. C.; Chatterjee, S.; Dash, G.; Jana, P.; Kalbhor, P.; Kamble, S.; Komaragiri, J. R.; Kumar, D.; Pujahari, P. R.; Saha, N. R.; Sharma, A.; Sikdar, A. K.; Singh, R. K.; Verma, P.; Verma, S.; Vijay, A.; Dugad, S.; Kumar, M.; Mohanty, G. B.; Parida, B.; Shelake, M.; Suryadevara, P.; Bala, A.; Banerjee, S.; Chatterjee, R. M.; Guchait, M.; Jain, S.; Jaiswal, A.; Kumar, S.; Majumder, G.; Mazumdar, K.; Parolia, S.; Thachayath, A.; Bahinipati, S.; Kar, C.; Maity, D.; Mal, P.; Mishra, T.; Muraleedharan Nair Bindhu, V. K.; Naskar, K.; Nayak, A.; Nayak, S.; Pal, K.; Sadangi, P.; Swain, S. K.; Varghese, S.; Vats, D.; Acharya, S.; Alpana, A.; Dube, S.; Gomber, B.; Hazarika, P.; Kansal, B.; Laha, A.; Sahu, B.; Sharma, S.; Vaish, K. Y.; Bakhshiansohi, H.; Jafari, A.; Zeinali, M.; Bashiri, S.; Chenarani, S.; Etesami, S. M.; Hosseini, Y.; Khakzad, M.; Khazaie, E.; Mohammadi Najafabadi, M.; Tizchang, S.; Felcini, M.; Grunewald, M.; Abbrescia, M.; Colaleo, A.; Creanza, D.; D’Anzi, B.; De Filippis, N.; De Palma, M.; Elmetenawee, W.; Fiore, L.; Iaselli, G.; Longo, L.; Louka, M.; Maggi, G.; Maggi, M.; Margjeka, I.; Mastrapasqua, V.; My, S.; Nuzzo, S.; Pellecchia, A.; Pompili, A.; Pugliese, G.; Radogna, R.; Ramos, D.; Ranieri, A.; Silvestris, L.; Simone, F. M.; Sözbilir, Ü.; Stamerra, A.; Troiano, D.; Venditti, R.; Verwilligen, P.; Zaza, A.; Abbiendi, G.; Battilana, C.; Bonacorsi, D.; Borgonovi, L.; Capiluppi, P.; Castro, A.; Cavallo, F. R.; Cuffiani, M.; Dallavalle, G. M.; Diotalevi, T.; Fabbri, F.; Fanfani, A.; Fasanella, D.; Giacomelli, P.; Giommi, L.; Grandi, C.; Guiducci, L.; Lo Meo, S.; Lorusso, M.; Lunerti, L.; Marcellini, S.; Masetti, G.; Navarria, F. L.; Paggi, G.; Perrotta, A.; Primavera, F.; Rossi, A. M.; Rossi Tisbeni, S.; Rovelli, T.; Siroli, G. P.; Costa, S.; Di Mattia, A.; Lapertosa, A.; Potenza, R.; Tricomi, A.; Tuve, C.; Assiouras, P.; Barbagli, G.; Bardelli, G.; Camaiani, B.; Cassese, A.; Ceccarelli, R.; Ciulli, V.; Civinini, C.; D’Alessandro, R.; Focardi, E.; Kello, T.; Latino, G.; Lenzi, P.; Lizzo, M.; Meschini, M.; Paoletti, S.; Papanastassiou, A.; Sguazzoni, G.; Viliani, L.; Benussi, L.; Bianco, S.; Meola, S.; Piccolo, D.; Chatagnon, P.; Ferro, F.; Robutti, E.; Tosi, S.; Benaglia, A.; Boldrini, G.; Brivio, F.; Cetorelli, F.; De Guio, F.; Dinardo, M. E.; Dini, P.; Gennai, S.; Gerosa, R.; Ghezzi, A.; Govoni, P.; Guzzi, L.; Lucchini, M. T.; Malberti, M.; Malvezzi, S.; Massironi, A.; Menasce, D.; Moroni, L.; Paganoni, M.; Palluotto, S.; Pedrini, D.; Perego, A.; Pinolini, B. S.; Pizzati, G.; Ragazzi, S.; Tabarelli de Fatis, T.; Buontempo, S.; Cagnotta, A.; Carnevali, F.; Cavallo, N.; Fabozzi, F.; Iorio, A. O. M.; Lista, L.; Paolucci, P.; Rossi, B.; Ardino, R.; Azzi, P.; Bacchetta, N.; Bortignon, P.; Bortolato, G.; Bragagnolo, A.; Bulla, A. C. M.; Carlin, R.; Dorigo, T.; Gasparini, F.; Gasparini, U.; Lusiani, E.; Margoni, M.; Meneguzzo, A. T.; Migliorini, M.; Passaseo, M.; Pazzini, J.; Ronchese, P.; Rossin, R.; Sgaravatto, M.; Simonetto, F.; Strong, G.; Tosi, M.; Triossi, A.; Ventura, S.; Zanetti, M.; Zotto, P.; Zucchetta, A.; Zumerle, G.; Aimè, C.; Braghieri, A.; Calzaferri, S.; Fiorina, D.; Montagna, P.; Re, V.; Riccardi, C.; Salvini, P.; Vai, I.; Vitulo, P.; Ajmal, S.; Ascioti, M. E.; Bilei, G. M.; Carrivale, C.; Ciangottini, D.; Fanò, L.; Magherini, M.; Mariani, V.; Menichelli, M.; Moscatelli, F.; Rossi, A.; Santocchia, A.; Spiga, D.; Tedeschi, T.; Alexe, C. A.; Asenov, P.; Azzurri, P.; Bagliesi, G.; Bhattacharya, R.; Bianchini, L.; Boccali, T.; Bossini, E.; Bruschini, D.; Castaldi, R.; Ciocci, M. A.; Cipriani, M.; D’Amante, V.; Dell’Orso, R.; Donato, S.; Giassi, A.; Ligabue, F.; Matos Figueiredo, D.; Messineo, A.; Musich, M.; Palla, F.; Rizzi, A.; Rolandi, G.; Roy Chowdhury, S.; Sarkar, T.; Scribano, A.; Spagnolo, P.; Tenchini, R.; Tonelli, G.; Turini, N.; Vaselli, F.; Venturi, A.; Verdini, P. G.; Baldenegro Barrera, C.; Barria, P.; Basile, C.; Campana, M.; Cavallari, F.; Cunqueiro Mendez, L.; Del Re, D.; Di Marco, E.; Diemoz, M.; Errico, F.; Longo, E.; Mijuskovic, J.; Organtini, G.; Pandolfi, F.; Paramatti, R.; Quaranta, C.; Rahatlou, S.; Rovelli, C.; Santanastasio, F.; Soffi, L.; Amapane, N.; Arcidiacono, R.; Argiro, S.; Arneodo, M.; Bartosik, N.; Bellan, R.; Bellora, A.; Biino, C.; Borca, C.; Cartiglia, N.; Costa, M.; Covarelli, R.; Demaria, N.; Finco, L.; Grippo, M.; Kiani, B.; Legger, F.; Luongo, F.; Mariotti, C.; Markovic, L.; Maselli, S.; Mecca, A.; Menzio, L.; Meridiani, P.; Migliore, E.; Monteno, M.; Mulargia, R.; Obertino, M. M.; Ortona, G.; Pacher, L.; Pastrone, N.; Pelliccioni, M.; Ruspa, M.; Siviero, F.; Sola, V.; Solano, A.; Staiano, A.; Tarricone, C.; Trocino, D.; Umoret, G.; White, R.; Belforte, S.; Candelise, V.; Casarsa, M.; Cossutti, F.; De Leo, K.; Della Ricca, G.; Dogra, S.; Hong, J.; Huh, C.; Kim, B.; Kim, J.; Lee, D.; Lee, H.; Lee, S. W.; Moon, C. S.; Oh, Y. D.; Ryu, M. S.; Sekmen, S.; Tae, B.; Yang, Y. C.; Kim, M. S.; Bak, G.; Gwak, P.; Kim, H.; Moon, D. H.; Asilar, E.; Choi, J.; Kim, D.; Kim, T. J.; Merlin, J. A.; Ryou, Y.; Choi, S.; Han, S.; Hong, B.; Lee, K. S.; Lee, K. S.; Lee, S.; Yoo, J.; Goh, J.; Yang, S.; Kim, H. S.; Kim, Y.; Lee, S.; Almond, J.; Bhyun, J. H.; Choi, J.; Choi, J.; Jun, W.; Kim, J.; Ko, S.; Kwon, H.; Lee, H.; Lee, J.; Lee, J.; Oh, B. H.; Oh, S. B.; Seo, H.; Yang, U. K.; Yoon, I.; Jang, W.; Kang, D. Y.; Kang, Y.; Kim, S.; Ko, B.; Lee, J. S. H.; Lee, Y.; Park, I. C.; Roh, Y.; Watson, I. J.; Ha, S.; Yoo, H. D.; Choi, M.; Kim, M. R.; Lee, H.; Lee, Y.; Yu, I.; Beyrouthy, T.; Gharbia, Y.; Dreimanis, K.; Gaile, A.; Pikurs, G.; Potrebko, A.; Seidel, M.; Sidiropoulos Kontos, D.; Strautnieks, N. R.; Ambrozas, M.; Juodagalvis, A.; Rinkevicius, A.; Tamulaitis, G.; Yusuff, I.; Zolkapli, Z.; Benitez, J. F.; Castaneda Hernandez, A.; Encinas Acosta, H. A.; Gallegos Maríñez, L. G.; León Coello, M.; Murillo Quijada, J. A.; Sehrawat, A.; Valencia Palomo, L.; Ayala, G.; Castilla-Valdez, H.; Crotte Ledesma, H.; De La Cruz-Burelo, E.; Heredia-De La Cruz, I.; Lopez-Fernandez, R.; Mejia Guisao, J.; Mondragon Herrera, C. A.; Reyes-Almanza, R.; Sánchez Hernández, A.; Oropeza Barrera, C.; Ramirez Guadarrama, D. L.; Ramírez García, M.; Bautista, I.; Pedraza, I.; Salazar Ibarguen, H. A.; Torres, C.; Uribe Estrada, C.; Bubanja, I.; Raicevic, N.; Butler, P. H.; Ahmad, A.; Asghar, M. I.; Awais, A.; Awan, M. I. M.; Hoorani, H. R.; Khan, W. A.; Avati, V.; Grzanka, L.; Malawski, M.; Bialkowska, H.; Bluj, M.; Górski, M.; Kazana, M.; Szleper, M.; Zalewski, P.; Bunkowski, K.; Doroba, K.; Kalinowski, A.; Konecki, M.; Krolikowski, J.; Muhammad, A.; Pozniak, K.; Zabolotny, W.; Araujo, M.; Bastos, D.; Beirão Da Cruz E Silva, C.; Boletti, A.; Bozzo, M.; Camporesi, T.; Da Molin, G.; Faccioli, P.; Gallinaro, M.; Hollar, J.; Leonardo, N.; Marozzo, G. B.; Niknejad, T.; Petrilli, A.; Pisano, M.; Seixas, J.; Varela, J.; Wulff, J. W.; Adzic, P.; Milenovic, P.; Dordevic, M.; Milosevic, J.; Nadderd, L.; Rekovic, V.; Alcaraz Maestre, J.; Bedoya, C. F.; Carretero, O. M.; Cepeda, M.; Cerrada, M.; Colino, N.; De La Cruz, B.; Delgado Peris, A.; Escalante Del Valle, A.; Fernández Del Val, D.; Fernández Ramos, J. P.; Flix, J.; Fouz, M. C.; Gonzalez Lopez, O.; Goy Lopez, S.; Hernandez, J. M.; Josa, M. I.; Martin Viscasillas, E.; Moran, D.; Morcillo Perez, C. M.; Navarro Tobar, Á.; Perez Dengra, C.; Pérez-Calero Yzquierdo, A.; Puerta Pelayo, J.; Redondo, I.; Sánchez Navas, S.; Sastre, J.; Vazquez Escobar, J.; de Trocóniz, J. F.; Alvarez Gonzalez, B.; Cuevas, J.; Fernandez Menendez, J.; Folgueras, S.; Gonzalez Caballero, I.; González Fernández, J. R.; Leguina, P.; Palencia Cortezon, E.; Ramón Álvarez, C.; Rodríguez Bouza, V.; Soto Rodríguez, A.; Trapote, A.; Vico Villalba, C.; Vischia, P.; Bhowmik, S.; Blanco Fernández, S.; Brochero Cifuentes, J. A.; Cabrillo, I. J.; Calderon, A.; Duarte Campderros, J.; Fernandez, M.; Gomez, G.; Lasaosa García, C.; Lopez Ruiz, R.; Martinez Rivero, C.; Martinez Ruiz del Arbol, P.; Matorras, F.; Matorras Cuevas, P.; Navarrete Ramos, E.; Piedra Gomez, J.; Scodellaro, L.; Vila, I.; Vizan Garcia, J. M.; Kailasapathy, B.; Wickramarathna, D. D. C.; Dharmaratna, W. G. D.; Liyanage, K.; Perera, N.; Abbaneo, D.; Amendola, C.; Auffray, E.; Auzinger, G.; Baechler, J.; Barney, D.; Bermúdez Martínez, A.; Bianco, M.; Bilin, B.; Bin Anuar, A. A.; Bocci, A.; Botta, C.; Brondolin, E.; Caillol, C.; Cerminara, G.; Chernyavskaya, N.; d’Enterria, D.; Dabrowski, A.; David, A.; De Roeck, A.; Defranchis, M. M.; Deile, M.; Dobson, M.; Franzoni, G.; Funk, W.; Giani, S.; Gigi, D.; Gill, K.; Glege, F.; Hegeman, J.; Heikkilä, J. K.; Huber, B.; Innocente, V.; James, T.; Janot, P.; Kaluzinska, O.; Laurila, S.; Lecoq, P.; Leutgeb, E.; Lourenço, C.; Malgeri, L.; Mannelli, M.; Marini, A. C.; Matthewman, M.; Mehta, A.; Meijers, F.; Mersi, S.; Meschi, E.; Milosevic, V.; Monti, F.; Moortgat, F.; Mulders, M.; Neutelings, I.; Orfanelli, S.; Pantaleo, F.; Petrucciani, G.; Pfeiffer, A.; Pierini, M.; Qu, H.; Rabady, D.; Ribeiro Lopes, B.; Rovere, M.; Sakulin, H.; Sanchez Cruz, S.; Scarfi, S.; Schwick, C.; Selvaggi, M.; Sharma, A.; Shchelina, K.; Silva, P.; Sphicas, P.; Stahl Leiton, A. G.; Steen, A.; Summers, S.; Treille, D.; Tropea, P.; Walter, D.; Wanczyk, J.; Wang, J.; Wuchterl, S.; Zehetner, P.; Zejdl, P.; Zeuner, W. D.; Bevilacqua, T.; Caminada, L.; Ebrahimi, A.; Erdmann, W.; Horisberger, R.; Ingram, Q.; Kaestli, H. C.; Kotlinski, D.; Lange, C.; Missiroli, M.; Noehte, L.; Rohe, T.; Aarrestad, T. K.; Androsov, K.; Backhaus, M.; Bonomelli, G.; Calandri, A.; Cazzaniga, C.; Datta, K.; De Bryas Dexmiers D‘archiac, P.; De Cosa, A.; Dissertori, G.; Dittmar, M.; Donegà, M.; Eble, F.; Galli, M.; Gedia, K.; Glessgen, F.; Grab, C.; Härringer, N.; Harte, T. G.; Hits, D.; Lustermann, W.; Lyon, A.-M.; Manzoni, R. A.; Marchegiani, M.; Marchese, L.; Martin Perez, C.; Mascellani, A.; Nessi-Tedaldi, F.; Pauss, F.; Perovic, V.; Pigazzini, S.; Reissel, C.; Reitenspiess, T.; Ristic, B.; Riti, F.; Seidita, R.; Steggemann, J.; Tarabini, A.; Valsecchi, D.; Wallny, R.; Amsler, C.; Bärtschi, P.; Canelli, M. F.; Cormier, K.; Huwiler, M.; Jin, W.; Jofrehei, A.; Kilminster, B.; Leontsinis, S.; Liechti, S. P.; Macchiolo, A.; Meiring, P.; Meng, F.; Molinatti, U.; Motta, J.; Reimers, A.; Robmann, P.; Senger, M.; Shokr, E.; Stäger, F.; Tramontano, R.; Adloff, C.; Bhowmik, D.; Kuo, C. M.; Lin, W.; Rout, P. K.; Tiwari, P. C.; Yu, S. S.; Ceard, L.; Chen, K. F.; Chen, P. s.; Chen, Z. g.; De Iorio, A.; Hou, W.-S.; Hsu, T. h.; Kao, Y. w.; Karmakar, S.; Kole, G.; Li, Y. y.; Lu, R.-S.; Paganis, E.; Su, X. f.; Thomas-Wilsker, J.; Tsai, L. s.; Wu, H. y.; Yazgan, E.; Asawatangtrakuldee, C.; Srimanobhas, N.; Wachirapusitanand, V.; Agyel, D.; Boran, F.; Dolek, F.; Dumanoglu, I.; Eskut, E.; Guler, Y.; Gurpinar Guler, E.; Isik, C.; Kara, O.; Kayis Topaksu, A.; Kiminsu, U.; Onengut, G.; Ozdemir, K.; Polatoz, A.; Tali, B.; Tok, U. G.; Turkcapar, S.; Uslan, E.; Zorbakir, I. S.; Sokmen, G.; Yalvac, M.; Akgun, B.; Atakisi, I. O.; Gülmez, E.; Kaya, M.; Kaya, O.; Tekten, S.; Cakir, A.; Cankocak, K.; Dincer, G. G.; Komurcu, Y.; Sen, S.; Aydilek, O.; Hacisahinoglu, B.; Hos, I.; Kaynak, B.; Ozkorucuklu, S.; Potok, O.; Sert, H.; Simsek, C.; Zorbilmez, C.; Cerci, S.; Isildak, B.; Sunar Cerci, D.; Yetkin, T.; Boyaryntsev, A.; Grynyov, B.; Levchuk, L.; Anthony, D.; Brooke, J. J.; Bundock, A.; Bury, F.; Clement, E.; Cussans, D.; Flacher, H.; Glowacki, M.; Goldstein, J.; Heath, H. F.; Holmberg, M.-L.; Kreczko, L.; Paramesvaran, S.; Robertshaw, L.; Seif El Nasr-Storey, S.; Smith, V. J.; Stylianou, N.; Walkingshaw Pass, K.; Ball, A. H.; Bell, K. W.; Belyaev, A.; Brew, C.; Brown, R. M.; Cockerill, D. J. A.; Cooke, C.; Elliot, A.; Ellis, K. V.; Harder, K.; Harper, S.; Linacre, J.; Manolopoulos, K.; Newbold, D. M.; Olaiya, E.; Petyt, D.; Reis, T.; Sahasransu, A. R.; Salvi, G.; Schuh, T.; Shepherd-Themistocleous, C. H.; Tomalin, I. R.; Whalen, K. C.; Williams, T.; Andreou, I.; Bainbridge, R.; Bloch, P.; Brown, C. E.; Buchmuller, O.; Cacchio, V.; Carrillo Montoya, C. A.; Chahal, G. S.; Colling, D.; Dancu, J. S.; Das, I.; Dauncey, P.; Davies, G.; Davies, J.; Della Negra, M.; Fayer, S.; Fedi, G.; Hall, G.; Hassanshahi, M. H.; Howard, A.; Iles, G.; Knight, M.; Langford, J.; León Holgado, J.; Lyons, L.; Magnan, A.-M.; Mallios, S.; Mieskolainen, M.; Nash, J.; Pesaresi, M.; Pradeep, P. B.; Radburn-Smith, B. C.; Richards, A.; Rose, A.; Savva, K.; Seez, C.; Shukla, R.; Tapper, A.; Uchida, K.; Uttley, G. P.; Vage, L. H.; Virdee, T.; Vojinovic, M.; Wardle, N.; Winterbottom, D.; Coldham, K.; Cole, J. E.; Khan, A.; Kyberd, P.; Reid, I. D.; Abdullin, S.; Brinkerhoff, A.; Caraway, B.; Collins, E.; Dittmann, J.; Hatakeyama, K.; Hiltbrand, J.; McMaster, B.; Samudio, J.; Sawant, S.; Sutantawibul, C.; Wilson, J.; Bartek, R.; Dominguez, A.; Huerta Escamilla, C.; Simsek, A. E.; Uniyal, R.; Vargas Hernandez, A. M.; Bam, B.; Buchot Perraguin, A.; Chudasama, R.; Cooper, S. I.; Crovella, C.; Gleyzer, S. V.; Pearson, E.; Perez, C. U.; Rumerio, P.; Usai, E.; Yi, R.; Akpinar, A.; Cosby, C.; De Castro, G.; Demiragli, Z.; Erice, C.; Fangmeier, C.; Fernandez Madrazo, C.; Fontanesi, E.; Gastler, D.; Golf, F.; Jeon, S.; O‘cain, J.; Reed, I.; Rohlf, J.; Salyer, K.; Sperka, D.; Spitzbart, D.; Suarez, I.; Tsatsos, A.; Zecchinelli, A. G.; Benelli, G.; Coubez, X.; Cutts, D.; Gouskos, L.; Hadley, M.; Heintz, U.; Hogan, J. M.; Kwon, T.; Landsberg, G.; Lau, K. T.; Li, D.; Luo, J.; Mondal, S.; Narain, M.; Pervan, N.; Russell, T.; Sagir, S.; Simpson, F.; Stamenkovic, M.; Venkatasubramanian, N.; Yan, X.; Zhang, W.; Abbott, S.; Brainerd, C.; Breedon, R.; Cai, H.; Calderon De La Barca Sanchez, M.; Chertok, M.; Citron, M.; Conway, J.; Cox, P. T.; Erbacher, R.; Jensen, F.; Kukral, O.; Mocellin, G.; Mulhearn, M.; Ostrom, S.; Wei, W.; Yao, Y.; Yoo, S.; Zhang, F.; Bachtis, M.; Cousins, R.; Datta, A.; Flores Avila, G.; Hauser, J.; Ignatenko, M.; Iqbal, M. A.; Lam, T.; Manca, E.; Nunez Del Prado, A.; Saltzberg, D.; Valuev, V.; Clare, R.; Gary, J. W.; Gordon, M.; Hanson, G.; Si, W.; Wimpenny, S.; Aportela, A.; Arora, A.; Branson, J. G.; Cittolin, S.; Cooperstein, S.; Diaz, D.; Duarte, J.; Giannini, L.; Gu, Y.; Guiang, J.; Kansal, R.; Krutelyov, V.; Lee, R.; Letts, J.; Masciovecchio, M.; Mokhtar, F.; Mukherjee, S.; Pieri, M.; Quinnan, M.; Sathia Narayanan, B. V.; Sharma, V.; Tadel, M.; Vourliotis, E.; Würthwein, F.; Xiang, Y.; Yagil, A.; Barzdukas, A.; Brennan, L.; Campagnari, C.; Downham, K.; Grieco, C.; Incandela, J.; Kim, J.; Li, A. J.; Masterson, P.; Mei, H.; Richman, J.; Santpur, S. N.; Sarica, U.; Schmitz, R.; Setti, F.; Sheplock, J.; Stuart, D.; Vámi, T. Á.; Wang, S.; Zhang, D.; Bornheim, A.; Cerri, O.; Latorre, A.; Mao, J.; Newman, H. B.; Reales Gutiérrez, G.; Spiropulu, M.; Vlimant, J. R.; Wang, C.; Xie, S.; Zhu, R. Y.; Alison, J.; An, S.; Andrews, M. B.; Bryant, P.; Cremonesi, M.; Dutta, V.; Ferguson, T.; Gómez Espinosa, T. A.; Harilal, A.; Kallil Tharayil, A.; Liu, C.; Mudholkar, T.; Murthy, S.; Palit, P.; Park, K.; Paulini, M.; Roberts, A.; Sanchez, A.; Terrill, W.; Cumalat, J. P.; Ford, W. T.; Hart, A.; Hassani, A.; Karathanasis, G.; Manganelli, N.; Perloff, A.; Savard, C.; Schonbeck, N.; Stenson, K.; Ulmer, K. A.; Wagner, S. R.; Zipper, N.; Zuolo, D.; Alexander, J.; Bright-Thonney, S.; Chen, X.; Cranshaw, D. J.; Fan, J.; Fan, X.; Hogan, S.; Kotamnives, P.; Monroy, J.; Oshiro, M.; Patterson, J. R.; Reid, M.; Ryd, A.; Thom, J.; Wittich, P.; Zou, R.; Albrow, M.; Alyari, M.; Amram, O.; Apollinari, G.; Apresyan, A.; Bauerdick, L. A. T.; Berry, D.; Berryhill, J.; Bhat, P. C.; Burkett, K.; Butler, J. N.; Canepa, A.; Cerati, G. B.; Cheung, H. W. K.; Chlebana, F.; Cummings, G.; Dickinson, J.; Dutta, I.; Elvira, V. D.; Feng, Y.; Freeman, J.; Gandrakota, A.; Gecse, Z.; Gray, L.; Green, D.; Grummer, A.; Grünendahl, S.; Guerrero, D.; Gutsche, O.; Harris, R. M.; Heller, R.; Herwig, T. C.; Hirschauer, J.; Jayatilaka, B.; Jindariani, S.; Johnson, M.; Joshi, U.; Klijnsma, T.; Klima, B.; Kwok, K. H. M.; Lammel, S.; Lincoln, D.; Lipton, R.; Liu, T.; Madrid, C.; Maeshima, K.; Mantilla, C.; Mason, D.; McBride, P.; Merkel, P.; Mrenna, S.; Nahn, S.; Ngadiuba, J.; Noonan, D.; Norberg, S.; Papadimitriou, V.; Pastika, N.; Pedro, K.; Pena, C.; Ravera, F.; Reinsvold Hall, A.; Ristori, L.; Safdari, M.; Sexton-Kennedy, E.; Smith, N.; Soha, A.; Spiegel, L.; Stoynev, S.; Strait, J.; Taylor, L.; Tkaczyk, S.; Tran, N. V.; Uplegger, L.; Vaandering, E. W.; Zoi, I.; Aruta, C.; Avery, P.; Bourilkov, D.; Chang, P.; Cherepanov, V.; Field, R. D.; Koenig, E.; Kolosova, M.; Konigsberg, J.; Korytov, A.; Matchev, K.; Menendez, N.; Mitselmakher, G.; Mohrman, K.; Muthirakalayil Madhu, A.; Rawal, N.; Rosenzweig, S.; Takahashi, Y.; Wang, J.; Adams, T.; Al Kadhim, A.; Askew, A.; Bower, S.; Habibullah, R.; Hagopian, V.; Hashmi, R.; Kim, R. S.; Kim, S.; Kolberg, T.; Martinez, G.; Prosper, H.; Prova, P. R.; Wulansatiti, M.; Yohay, R.; Zhang, J.; Alsufyani, B.; Baarmand, M. M.; Butalla, S.; Das, S.; Elkafrawy, T.; Hohlmann, M.; Rahmani, M.; Yanes, E.; Adams, M. R.; Baty, A.; Bennett, C.; Cavanaugh, R.; Escobar Franco, R.; Evdokimov, O.; Gerber, C. E.; Hawksworth, M.; Hingrajiya, A.; Hofman, D. J.; Lee, J. h.; Lemos, D. S.; Merrit, A. H.; Mills, C.; Nanda, S.; Oh, G.; Ozek, B.; Pilipovic, D.; Pradhan, R.; Prifti, E.; Roy, T.; Rudrabhatla, S.; Tonjes, M. B.; Varelas, N.; Wadud, M. A.; Ye, Z.; Yoo, J.; Alhusseini, M.; Blend, D.; Dilsiz, K.; Emediato, L.; Karaman, G.; Köseyan, O. K.; Merlo, J.-P.; Mestvirishvili, A.; Neogi, O.; Ogul, H.; Onel, Y.; Penzo, A.; Snyder, C.; Tiras, E.; Blumenfeld, B.; Corcodilos, L.; Davis, J.; Gritsan, A. V.; Kang, L.; Kyriacou, S.; Maksimovic, P.; Roguljic, M.; Roskes, J.; Sekhar, S.; Swartz, M.; Abreu, A.; Alcerro Alcerro, L. F.; Anguiano, J.; Arteaga Escatel, S.; Baringer, P.; Bean, A.; Flowers, Z.; Grove, D.; King, J.; Krintiras, G.; Lazarovits, M.; Le Mahieu, C.; Marquez, J.; Minafra, N.; Murray, M.; Nickel, M.; Pitt, M.; Popescu, S.; Rogan, C.; Royon, C.; Salvatico, R.; Sanders, S.; Smith, C.; Wilson, G.; Allmond, B.; Gujju Gurunadha, R.; Ivanov, A.; Kaadze, K.; Maravin, Y.; Natoli, J.; Roy, D.; Sorrentino, G.; Baden, A.; Belloni, A.; Bistany-riebman, J.; Chen, Y. M.; Eno, S. C.; Hadley, N. J.; Jabeen, S.; Kellogg, R. G.; Koeth, T.; Kronheim, B.; Lai, Y.; Lascio, S.; Mignerey, A. C.; Nabili, S.; Palmer, C.; Papageorgakis, C.; Paranjpe, M. M.; Wang, L.; Bendavid, J.; Cali, I. A.; Chou, P. c.; D’Alfonso, M.; Eysermans, J.; Freer, C.; Gomez-Ceballos, G.; Goncharov, M.; Grosso, G.; Harris, P.; Hoang, D.; Kovalskyi, D.; Krupa, J.; Lavezzo, L.; Lee, Y.-J.; Long, K.; Mcginn, C.; Novak, A.; Paus, C.; Rankin, D.; Roland, C.; Roland, G.; Rothman, S.; Stephans, G. S. F.; Wang, Z.; Wyslouch, B.; Yang, T. J.; Crossman, B.; Joshi, B. M.; Kapsiak, C.; Krohn, M.; Mahon, D.; Mans, J.; Marzocchi, B.; Revering, M.; Rusack, R.; Saradhy, R.; Strobbe, N.; Bloom, K.; Claes, D. R.; Haza, G.; Hossain, J.; Joo, C.; Kravchenko, I.; Siado, J. E.; Tabb, W.; Vagnerini, A.; Wightman, A.; Yan, F.; Yu, D.; Bandyopadhyay, H.; Hay, L.; Hsia, H. w.; Iashvili, I.; Kalogeropoulos, A.; Kharchilava, A.; Morris, M.; Nguyen, D.; Rappoccio, S.; Rejeb Sfar, H.; Williams, A.; Young, P.; Alverson, G.; Barberis, E.; Bonilla, J.; Dervan, J.; Haddad, Y.; Han, Y.; Krishna, A.; Li, J.; Lu, M.; Madigan, G.; Mccarthy, R.; Morse, D. M.; Nguyen, V.; Orimoto, T.; Parker, A.; Skinnari, L.; Wood, D.; Bueghly, J.; Dittmer, S.; Hahn, K. A.; Liu, Y.; Miao, Y.; Monk, D. G.; Schmitt, M. H.; Taliercio, A.; Velasco, M.; Agarwal, G.; Band, R.; Bucci, R.; Castells, S.; Das, A.; Goldouzian, R.; Hildreth, M.; Ho, K. W.; Hurtado Anampa, K.; Ivanov, T.; Jessop, C.; Lannon, K.; Lawrence, J.; Loukas, N.; Lutton, L.; Mariano, J.; Marinelli, N.; Mcalister, I.; McCauley, T.; Mcgrady, C.; Moore, C.; Musienko, Y.; Nelson, H.; Osherson, M.; Piccinelli, A.; Ruchti, R.; Townsend, A.; Wan, Y.; Wayne, M.; Yockey, H.; Zarucki, M.; Zygala, L.; Basnet, A.; Bylsma, B.; Carrigan, M.; Durkin, L. S.; Hill, C.; Joyce, M.; Nunez Ornelas, M.; Wei, K.; Winer, B. L.; Yates, B. R.; Bouchamaoui, H.; Das, P.; Dezoort, G.; Elmer, P.; Frankenthal, A.; Greenberg, B.; Haubrich, N.; Kennedy, K.; Kopp, G.; Kwan, S.; Lange, D.; Loeliger, A.; Marlow, D.; Ojalvo, I.; Olsen, J.; Shevelev, A.; Stickland, D.; Tully, C.; Malik, S.; Bakshi, A. S.; Chandra, S.; Chawla, R.; Gu, A.; Gutay, L.; Jones, M.; Jung, A. W.; Koshy, A. M.; Liu, M.; Negro, G.; Neumeister, N.; Paspalaki, G.; Piperov, S.; Scheurer, V.; Schulte, J. F.; Stojanovic, M.; Thieman, J.; Virdi, A. K.; Wang, F.; Xie, W.; Dolen, J.; Parashar, N.; Pathak, A.; Acosta, D.; Carnahan, T.; Ecklund, K. M.; Fernández Manteca, P. J.; Freed, S.; Gardner, P.; Geurts, F. J. M.; Li, W.; Lin, J.; Miguel Colin, O.; Padley, B. P.; Redjimi, R.; Rotter, J.; Yigitbasi, E.; Zhang, Y.; Bodek, A.; de Barbaro, P.; Demina, R.; Dulemba, J. L.; Garcia-Bellido, A.; Hindrichs, O.; Khukhunaishvili, A.; Parmar, N.; Parygin, P.; Popova, E.; Taus, R.; Chiarito, B.; Chou, J. P.; Clark, S. V.; Gadkari, D.; Gershtein, Y.; Halkiadakis, E.; Heindl, M.; Houghton, C.; Jaroslawski, D.; Karacheban, O.; Konstantinou, S.; Laflotte, I.; Lath, A.; Montalvo, R.; Nash, K.; Reichert, J.; Routray, H.; Saha, P.; Salur, S.; Schnetzer, S.; Somalwar, S.; Stone, R.; Thayil, S. A.; Thomas, S.; Vora, J.; Wang, H.; Acharya, H.; Ally, D.; Delannoy, A. G.; Fiorendi, S.; Higginbotham, S.; Holmes, T.; Kanuganti, A. R.; Karunarathna, N.; Lee, L.; Nibigira, E.; Spanier, S.; Aebi, D.; Ahmad, M.; Akhter, T.; Bouhali, O.; Eusebi, R.; Gilmore, J.; Huang, T.; Kamon, T.; Kim, H.; Luo, S.; Mueller, R.; Overton, D.; Rathjens, D.; Safonov, A.; Akchurin, N.; Damgov, J.; Gogate, N.; Hegde, V.; Hussain, A.; Kazhykarim, Y.; Lamichhane, K.; Lee, S. W.; Mankel, A.; Peltola, T.; Volobouev, I.; Appelt, E.; Chen, Y.; Greene, S.; Gurrola, A.; Johns, W.; Kunnawalkam Elayavalli, R.; Melo, A.; Romeo, F.; Sheldon, P.; Tuo, S.; Velkovska, J.; Viinikainen, J.; Cardwell, B.; Cox, B.; Hakala, J.; Hirosky, R.; Ledovskoy, A.; Neu, C.; Bhattacharya, S.; Karchin, P. E.; Aravind, A.; Banerjee, S.; Black, K.; Bose, T.; Dasu, S.; De Bruyn, I.; Everaerts, P.; Galloni, C.; He, H.; Herndon, M.; Herve, A.; Koraka, C. K.; Lanaro, A.; Loveless, R.; Madhusudanan Sreekala, J.; Mallampalli, A.; Mohammadi, A.; Mondal, S.; Parida, G.; Pétré, L.; Pinna, D.; Savin, A.; Shang, V.; Sharma, V.; Smith, W. H.; Teague, D.; Tsoi, H. F.; Vetens, W.; Warden, A.; Afanasiev, S.; Alexakhin, V.; Budkouski, D.; Golutvin, I.; Gorbunov, I.; Karjavine, V.; Korenkov, V.; Lanev, A.; Malakhov, A.; Matveev, V.; Palichik, V.; Perelygin, V.; Savina, M.; Shalaev, V.; Shmatov, S.; Shulha, S.; Smirnov, V.; Teryaev, O.; Voytishin, N.; Yuldashev, B. S.; Zarubin, A.; Zhizhin, I.; Gavrilov, G.; Golovtcov, V.; Ivanov, Y.; Kim, V.; Levchenko, P.; Murzin, V.; Oreshkin, V.; Sosnov, D.; Sulimov, V.; Uvarov, L.; Vorobyev, A.; Andreev, Y.; Dermenev, A.; Gninenko, S.; Golubev, N.; Karneyeu, A.; Kirpichnikov, D.; Kirsanov, M.; Krasnikov, N.; Tlisova, I.; Toropin, A.; Aushev, T.; Gavrilov, V.; Lychkovskaya, N.; Nikitenko, A.; Popov, V.; Zhokin, A.; Chistov, R.; Danilov, M.; Polikarpov, S.; Andreev, V.; Azarkin, M.; Kirakosyan, M.; Terkulov, A.; Boos, E.; Ershov, A.; Gribushin, A.; Kaminskiy, A.; Khein, L.; Kodolova, O.; Korotkikh, V.; Obraztsov, S.; Petrushanko, S.; Savrin, V.; Snigirev, A.; Vardanyan, I.; Blinov, V.; Dimova, T.; Kozyrev, A.; Radchenko, O.; Skovpen, Y.; Kachanov, V.; Konstantinov, D.; Slabospitskii, S.; Uzunian, A.; Babaev, A.; Borshch, V.; Druzhkin, D.; Tcherniaev, E.; Chekhovsky, V.; Makarenko, V.
2025. Physical Review Letters, 134 (11), Art.-Nr.: 111903. doi:10.1103/PhysRevLett.134.111903
Beige, A.; Predojević, A.; Metelmann, A.; Sanpera, A.; Macchiavello, C.; Koch, C. P.; Silberhorn, C.; Toninelli, C.; Bruß, D.; Ercolessi, E.; Paladino, E.; Ferlaino, F.; Ferrini, G.; Platero, G.; Fuentes, I.; Nemoto, K.; Tarruell, L.; Bondani, M.; Chiofalo, M.; Pons, M.; D’Angelo, M.; Murao, M.; Fabbri, N.; Verrucchi, P.; Senellart-Mardon, P.; Citro, R.; Zambrini, R.; González-Férez, R.; Maniscalco, S.; Huelga, S.; Mehlstäubler, T.; Parigi, V.; Ahufinger, V.
2025. Communications Physics, 8 (1), Art.-Nr.: 422. doi:10.1038/s42005-025-02321-9
Martínez, R.; González-Sánchez, J. C.; Sampani, S. I.; Scholz, S.; Escher, B. I.; Henneberger, L.; Huchthausen, J.; Whelan, M.; Dickmeis, T.; Weiss, C.; Colbourne, J. K.; Freedman, J. H.
2025. Toxicological Sciences, 208 (2), 317–329. doi:10.1093/toxsci/kfaf126
Busemann, A.; Rieger, L.; Cunningham, R. M.; Davidse, S. C.; Regeni, I.; Flaspohler, I.; Schmidt, C.; Zhou, X.-Q.; van Rixel, V.; Siegler, M. A.; Ott, I.; Le Dévédec, S. E.; Wagenknecht, H.-A.; DeRose, V. J.; Bonnet, S.
2025. Journal of the American Chemical Society, 147, 42500–42510. doi:10.1021/jacs.5c13249
Dorn, M.; Hoffmann, J.; Kühnapfel, U.; Weber, A.; Hagenmeyer, V.
2025. 2025 IEEE Kiel PowerTech, 29th - 3rd July 2025, Kiel, 1–5, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PowerTech59965.2025.11180540
Kalinina, E. A.; Kalinin, M. A.; Sharapa, D. I.; Maid, H.; Freidzon, A.; Haeri, H. H.; Hinderberger, D.; Dinnebier, R.; Oshchepkov, A. S.; Amsharov, K. Y.
2025. Chemistry – A European Journal, 31 (71), Art.-Nr.: e02952. doi:10.1002/chem.202502952
Guidone, R. E.; Huber, N.; Sittel, T.; Brassinnes, S.; Altmaier, M.; Gaona, X.
2024, November 6. Jahrestagung der GDCh-Fachgruppe Nuklearchemie (2024), Karlsruhe, Deutschland, 5.–7. November 2024
Prajapati, N.; Schöller, L.; Reder, M.; Schneider, D.; Nestler, B.
2026. Computer Methods in Applied Mechanics and Engineering, 450, 118602. doi:10.1016/j.cma.2025.118602
Hu, M.; Yang, J.; Zhang, J.; Liao, Y.; Zhu, S.; Zhang, Y.; Zhu, L.; Chai, M.; Guan, W.; Sang, J.
2025. International Journal of Hydrogen Energy, 183, Art.-Nr.: 151890. doi:10.1016/j.ijhydene.2025.151890
Guidone, R. E.; Tasi, Á. G.; Androniuk, I.; Gaona, X.; Lothenbach, B.; Altmaier, M.; Geckeis, H.
2023, November 22. 6th International Workshop on Mechanisms and Modelling of Waste / Cement Interactions (2023), Prag, Tschechien, 20.–22. November 2023
Ströbel, R.; Mau, M.; Diebold, M.; Puchta, A.; Fleischer, J.
2025. Journal of Machine Engineering, 2025 (25), 1. doi:10.36897/jme/211609
Guidone, R. E.; Huber, N.; Heberling, F.; Sittel, T.; Brassinnes, S.; Altmaier, M.; Gaona, X.
2024, August 21. Goldschmidt (2024), Chicago, IL, USA, 18.–23. August 2024
Gaisin, R.; Rolli, R.; Podoinikov, M.; Kuksenko, V.; Seemann, K.; Bergfeldt, T.; Chakin, V.; Vladimirov, P.
2025. Journal of Alloys and Compounds, 1044, Art.-Nr.: 184503. doi:10.1016/j.jallcom.2025.184503
Hare, S. D.; Lischka, C.; Grogan, J.; Werner, D.; Nirschl, H.; Kendrick, E.; Windows-Yule, C. R. K.; Simmons, M. J. H.
2026. Powder Technology, 469 (Part 2), 121804. doi:10.1016/j.powtec.2025.121804
Guidone, R. E.; Tasi, A. G.; Androniuk, I.; Gaona, X.; Lothenbach, B.; Altmaier, M.; Geckeis, H.
2023, September 25. 18th International Conference on the Chemistry and Migration Behavior of Actinides and Fission Products in the Geosphere (Migration 2023), Nantes, Frankreich, 24.–29. September 2023
Neyyathala, A.; Fako, E.; De, S.; Gashnikova, D.; Maurer, F.; Grunwaldt, J.-D.; Schunk, S. A.; Hanf, S.
2024. doi:10.5281/zenodo.11082359
Fraider, F.; Dreher, P.; Reichl, D.; Kößler, F.; Fleischer, J.
2024. EVS37 International Electric Vehicle Symposium and Exhibition, Article no: 45962
Morán Ledezma, Á.
2025. Journal of Statistical Mechanics: Theory and Experiment, 2025 (11), Art.-Nr.: 113501. doi:10.1088/1742-5468/ae120f
Fraider, F.; Baranowski, M.; Gerner, J.; Cassiani, C.; Geis, P.; Wirth, F.; Fleischer, J.
2024. (F. Jürgen & J. Krüger, Hrsg.) Procedia CIRP, 127, 8–13. doi:10.1016/j.procir.2024.07.003
Neyyathala, A.; Jung, F.; Feldmann, C.; Schunk, S. A.; Hanf, S.
2025. American Chemical Society (ACS). doi:10.26434/chemrxiv-2025-46zsr
Guidone, R. E.; Lothenbach, B.; Tasi, A. G.; Gaona, X.; Altmaier, M.; Geckeis, H.
2022, Mai 6. International Symposium on Cement-Based Materials for Nuclear Wastes (NUWCEM 2022), Avignon, Frankreich, 4.–6. Mai 2022
Krause, J.; Anthoni, P.; Harfoot, M.; Kupisch, M.; Arneth, A.
2025. Geoscientific Model Development, 18 (23), 9633–9651. doi:10.5194/gmd-18-9633-2025
Guidone, R. E.; Huber, N.; Heberling, F.; Bocchese, F.; Brassinnes, S.; Altmaier, M.; Gaona, X.
2025, Mai 22. 5th International Symposium on Cementation of Nuclear wastes (NUWCEM 2025), Avignon, Frankreich, 20.–22. Mai 2025
Huber, N.; Gaona, X.; Dardenne, K.; Altmaier, M.; Geckeis, H.
2024, November 6. Jahrestagung der Fachgruppe Nuklearchemie (2024), Karlsruhe, Deutschland, 5.–7. November 2024
Schmidt, A.
2025, November 20. International Year of Quantum (IYQ) - The Ethical, Legal, and Social Aspects of Broadening Global Ownership of Quantum Technologies (2025), Istanbul, Türkei, 20.–21. November 2025
Huber, N.; Cevirim-Papaioannou, N.; Gaona, X.; Garbev, K.; Dardenne, K.; Altmaier, M.; Geckeis, H.
2024, Oktober 8. ATAS-AnXAS 2024 - 2nd Joint Workshop - 6th International Workshop on Advanced Techniques in Actinide Spectroscopy - 10th International Workshop on Speciation, Techniques and Faculties for Radioactive Material at Synchrotron Light Sources (ATAS-AnXAS 2024), Karlsruhe, Deutschland, 7.–11. Oktober 2024
Dähms, A. S.; Mehler, J.; Nierling, L.; Riousset, P.
2025. Digital Transformation of Research Symposium on Digitalisation of Research (DiTraRe 2025), Karlsruhe, Deutschland, 2.–3. Dezember 2025
Fürst, P. Q.; Hagemann, S.; Bischofer, B.; Cevirim-Papaioannou, N.; Gaona, X.; Altmaier, M.; Geckeis, H.
2025, November 10. Projektstatusgespräch "Entsorgung radioaktiver Abfälle" (2025), Karlsruhe, Deutschland, 10.–11. November 2025
Dähms, A. S.; Nierling, L.; Scherz, C.; Schneider, R.
2025. Digital Transformation of Research Symposium on Digitalisation of Research (DiTraRe 2025), Karlsruhe, Deutschland, 2.–3. Dezember 2025
Huber, N.; Guidone, R. E.; Gaona, X.; Garbev, K.; Brassinnes, S.; Altmaier, M.; Geckeis, H.
2024, August 26. 10th International Conference on Nuclear and Radiochemistry (NRC 2024), Brighton, Vereinigtes Königreich, 25.–30. August 2024
Huber, N.; Guidone, R. E.; Gaona, X.; Heberling, F.; Bocchese, F.; Brassinnes, S.; Altmaier, M.; Geckeis, H.
2025, September 22. 19th International Conference on the Chemistry and Migration Behavior of Actinides and Fission Products in the Geosphere (Migration 2025), New Orleans, LA, USA, 21.–27. September 2025
Fürst, P. Q.; Cevirim-Papaioannou, N.; Gaona, X.; Prüßmann, T.; Dardenne, K.; Rothe, J.; Altmaier, M.; Geckeis, H.
2025, September 22. 19th International Conference on the Chemistry and Migration Behavior of Actinides and Fission Products in the Geosphere (Migration 2025), New Orleans, LA, USA, 21.–27. September 2025
Huber, N.; Guidone, R. E.; Gaona, X.; Garbev, K.; Prüßmann, T.; López-Garcia, M.; Alcubierre, L.; Bocchese, F.; Brassinnes, S.; Altmaier, M.; Geckeis, H.
2025, September 23. 19th International Conference on the Chemistry and Migration Behavior of Actinides and Fission Products in the Geosphere (Migration 2025), New Orleans, LA, USA, 21.–27. September 2025
Fellhauer, D.; Walter, O.; Meier, R.; Rothe, J.; Dardenne, K.; Schild, D.; Jo, Y.; Schramm, T.; Kuzenkova, A.; Schorer, M.; Müller, P.; Gaona, X.; Altmaier, M.; Geckeis, H.
2025, September 22. 19th International Conference on the Chemistry and Migration Behavior of Actinides and Fission Products in the Geosphere (Migration 2025), New Orleans, LA, USA, 21.–27. September 2025
Fürst, P. Q.; Cevirim-Papaioannou, N.; Gaona, X.; Roth, T.; Hagemann, S.; Garbev, K.; Altmaier, M.; Geckeis, H.
2025, September 22. 19th International Conference on the Chemistry and Migration Behavior of Actinides and Fission Products in the Geosphere (Migration 2025), New Orleans, LA, USA, 21.–27. September 2025
Krikau, S.; Keller, S.
2025. IEEE Transactions on Geoscience and Remote Sensing, 63, 1–12. doi:10.1109/TGRS.2025.3640268
Huber, N.; Guidone, R. E.; Gaona, X.; Garbev, K.; Lopez-Garcia, M.; Alcubierre, L.; Bocchese, F.; Brassinnes, S.; Altmaier, M.; Geckeis, H.
2025. 5th International Symposium on Cementation of Nuclear Wastes (NUWCEM 2025)
Pink, A.; Krell-Rösch, J.; Syrjanen, J. A.; Vassilaki, M.; Fields, J. A.; Iglseder, B.; Aigner, E.; Kremers, W. K.; Jack Jr., C. R.; Racette, S. B.; Petersen, R. C.; Geda, Y. E.
2026. Journal of the American Geriatrics Society, 74 (2), 345–354. doi:10.1111/jgs.70231
Brandstetter, J.; Knoch, E.-M.; Gauterin, F.
2025. Sensors, 25 (23), 7395. doi:10.3390/s25237395
Konobeyev, A. Y.; Stankovskiy, A.; Leichtle, D.; Koliadko, D.; Klix, A.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188157
Cazado, M. E.; Gabrielli, F.; Sanchez-Espinoza, V. H.
2024. 29th International QUENCH Workshop. Hrsg.: M. Steinbrück, 231–232, Karlsruher Institut für Technologie (KIT)
Merz, T.; Menger, N.; Schwendemann, R.; Hiller, M.
2025. Energy Conversion Congress and Expo Europe (ECCE Europe 2025); Birmingham, Vereinigtes Königreich, 31.08.-04.09.2025, 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECCE-Europe62795.2025.11238687
Sanchez, V.; Suikkanen, H.; Valtavirta, V.
2025. E-Proceedings of the 21st International Topical Meeting on Nculear Reactor Thermal Hydraulics (NURETH-21)
Sanchez, V.; Redondo-Valero, E.; Queral, C.
2025. E-Proceedings of the 21st International Topical Meeting on Nculear Reactor Thermal Hydraulics (NURETH-21)
Flores Comeca, A. L.; Masarykova, N.; Halinkovic, M.; Galinski, M.; Laskov, P.; Vinel, A. V.
2025. 2025 International Symposium ELMAR, Zadar, 53–56, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ELMAR66948.2025.11193979
Delimaris, K.; Kolezas, G. D.; Rockstuhl, C.; Zouros, G. P.
2025. 2025 IEEE 30th International Seminar/Workshop on Direct and Inverse Problems of Electromagnetic and Acoustic Wave Theory (DIPED), Tbilisi, 8th-10th September 2025, 91–95, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/DIPED66951.2025.11194536
Zouros, G. P.; Delimaris, K.; Rockstuhl, C.; Kolezas, G. D.
2025. 2025 IEEE 30th International Seminar/Workshop on Direct and Inverse Problems of Electromagnetic and Acoustic Wave Theory (DIPED), Tbilisi, 8th-10th September 2025, 3–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/DIPED66951.2025.11194642
Müller, M.; Kraus, D.; Lukezic, N.; Sax, E.
2025. Intelligent Systems and Applications – Proceedings of the 2025 Intelligent Systems Conference (IntelliSys) Volume 1, 170–188, Springer Nature Switzerland. doi:10.1007/978-3-031-99958-1_13
Cascione, V.; Dams, B.; Holcroft, N.; Shea, A.; Klinge, A.; Steiner, N.; Maskell, D.; Marsh, E.; Allen, S.; Walker, P.; Emmitt, S.
2025. Moisture in Buildings – Proceedings of ICMB25. Ed.: J. Branco, 430–443, Springer Nature Switzerland. doi:10.1007/978-3-032-09054-6_35
Birkenmaier, D.; Wu, X.; Schweickart, L.; Stork, W.
2025. Proceedings of the 11th World Congress on Electrical Engineering and Computer Systems and Sciences (EECSS’25), Paris, France – August, 2025, ICBES 199, Avestia Publishing. doi:10.11159/icbes25.199
Werthwein, O.; Bukieda, D. J.; Schweickart, L.; Stork, W.
2025. Proceedings of the 11th World Congress on Electrical Engineering and Computer Systems and Sciences (EECSS’25) Paris, France – August, 2025, ICBES 174, Avestia Publishing. doi:10.11159/icbes25.174
Schweickart, L.; Hofmann, J.; Hustiak, J. M.; Zimmermann, C.; Schöppe, P.; Schmieder, A.; Stork, W.
2025. Proceedings of the 11th World Congress on Electrical Engineering and Computer Systems and Science (EECSS’25), Paris, 17th-19th August 2025, ICBES 181, Avestia Publishing. doi:10.11159/icbes25.181
AlAlawi, M.; Wang, K.; Zheng, R.; Chan, A.; Feick, M.; Mueller, S.
2025. UIST Adjunct ’25: Adjunct Proceedings of the 38th Annual ACM Symposium on User Interface Software and Technology, Art.-Nr.: 153, Association for Computing Machinery (ACM). doi:10.1145/3746058.3758435
Maucher, P.; Djerfi, N.; Kittner, L.; Werling, L.; Bellosa, F.
2025. Proceedings of the 13th Workshop on Programming Languages and Operating Systems, PLOS ’25, Seoul, 13th-16th October 2025, 84–92, Association for Computing Machinery (ACM). doi:10.1145/3764860.3768338
Khalil, Y.; Habicht, D.; Ellinger, P.; Bellosa, F.; González, J.; Manzanares, A.; Shah, V.
2025. DIMES ’25: Proceedings of the 3rd Workshop on Disruptive Memory Systems, 54–62, Association for Computing Machinery (ACM). doi:10.1145/3764862.3768178
Schild, M.; Münch, V.; Reibel-Felten, M.; Kurze, T.; Eckhold, S.
2025. Information – Wissenschaft & Praxis, 76 (5-6), 301–308. doi:10.1515/iwp-2025-2042
Martsynkovskyy, V.; Liubchenko, K.; Prokopenko, A.; Lazarenko, A. D.
2026. Advances in Hydraulic and Pneumatic Drives and Control, Centrifugal Pumps, Valves, and Seals 2025. Ed.: J. Stryczek, 35–44, Springer Nature Switzerland. doi:10.1007/978-3-032-07392-1_4
Perez-Martin, S.
2025. E-Proceedings of the 21st International Topical Meeting on Nculear Reactor Thermal Hydraulics (NURETH-21)
Sänger, N.; Abeck, S.
2026. Service-Oriented Computing – ICSOC 2024 Workshops – ASOCA, AI-PA, WESOACS, GAISS, LAIS, AI on Edge, RTSEMS, SQS, SOCAISA, SOC4AI and Satellite Events, Tunis, Tunisia, December 3–6, 2024, Revised Selected Papers, Part I. Ed.: S. Kallel, 182–193, Springer Nature Singapore. doi:10.1007/978-981-96-7238-7_15
Bönsch, J.; Lizak, T.; Heß, S.; Okello, L. P.
2026. Subject-Oriented Business Process Management. Process Customer Satisfaction and Process Excellence – 16th International Conference, S-BPM ONE 2025, Munich, Germany, July 2–3, 2025, Proceedings. Ed.: M. Elstermann, 103–112, Springer Nature Switzerland. doi:10.1007/978-3-032-04944-5_7
Elstermann, M.; Krämer, A.
2026. Subject-Oriented Business Process Management. Process Customer Satisfaction and Process Excellence – 16th International Conference, S-BPM ONE 2025, Munich, Germany, July 2–3, 2025, Proceedings. Ed.: M. Elstermann, 35–51, Springer Nature Switzerland. doi:10.1007/978-3-032-04944-5_3
Kern, P.; Manino, E.; Sinz, C.
2026. AI Verification – Second International Symposium, SAIV 2025, Zagreb, Croatia, July 21–22, 2025, Proceedings. Ed.: M. Giacobbe, 156–179, Springer Nature Switzerland. doi:10.1007/978-3-031-99991-8_8
Berberi, L.; Gavoçi, E.; Bushati, S.; Kroni, F.
2026. AI and Digital Transformation: Opportunities, Challenges, and Emerging Threats in Technology, Business, and Security – 5th International Conference, ICITTBT 2025, Tirana, Albania, May 29–30, 2025, Proceedings, Part I. Ed.: K. Dhoska, 353–369, Springer Nature Switzerland. doi:10.1007/978-3-032-07373-0_26
Perez-Martin, S.
2025. E-Proceedings of the 21st International Topical Meeting on Nculear Reactor Thermal Hydraulics (NURETH-21)
Cazado, M. E.; Jimenez Balbuena, Z.; Sanchez, V.
2025. E-Proceedings of the 21st International Topical Meeting on Nculear Reactor Thermal Hydraulics (NURETH-21)
Schulz, D.; Schwendemann, R.; Eckstein, T.; Liske, A.; Hiller, M.
2025. Energy Conversion Congress & Expo Europe (ECCE Europe 2025), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECCE-Europe62795.2025.11238400
Böttcher, M.; Sanchez, V.
2025. E-Proceedings of the 21st International Topical Meeting on Nculear Reactor Thermal Hydraulics (NURETH-21)
Kang, S.; Cho, H.; Töllner, M.; Wollersen, V.; Wang, D.; Kübel, C.
2025, Dezember 15. doi:10.35097/cbx4u9fhfzpdpwds
TAKI-Team; Albrecht, S.
2025. Digital Transformation of Research Symposium on Digitalisation of Research (DiTraRe 2025), Karlsruhe, Deutschland, 2.–3. Dezember 2025
Seebacher, A.
2025. Visit of Karlshochschule International University, Master Modul Approaching Sustainability (2025 2025), Karlsruhe, Deutschland, 4. Dezember 2025
Ackerl, C.
2025. All Hands Meeting of the Network of German Centres of Excellence for AI Research (2025), Saarbrücken, Deutschland, 5.–6. November 2025
Ackerl, C.
2025. 3rd Sustainable AI Conference (2025), Bonn, Deutschland, 16.–18. September 2025
Ackerl, C.
2025. Hype Studies Conference: "(Don’t) believe the hype!?" (2025), Barcelona, Spanien, 10.–12. September 2025
Dahlinger, P.; Hoang, T.; Blessing, D.; Freymuth, N.; Neumann, G.
2025. The 39th Annual Conference on Neural Information Processing Systems, 27 S
Blessing, D.; Berner, J.; Richter, L.; Domingo-Enrich, C.; Du, Y.; Vahdat, A.; Neumann, G.
2025. The 39th Annual Conference on Neural Information Processing Systems (NeurlPS 2025), 49 S
Freymuth, N.; Würth, T.; Schreiber, N.; Gyenes, B.; Boltres, A.; Mitsch, J.; Taranovic, A.; Hoang, T.; Dahlinger, P.; Becker, P.; Kärger, L.; Neumann, G.
2025. The 39th Annual Conference on Neural Information Processing Systems (NeurlPS 2025), 39 S
Klobučar, T.; Novljan, J.; Iosub, I. A.; Kokot, B.; Urbančič, I.; Jones, D. M.; Chakrabarti, A. M.; Luscombe, N. M.; Ule, J.; Modic, M.
2025. Cell Genomics, 6, Articlen no: 101065. doi:10.1016/j.xgen.2025.101065
Stuhrmann, G.; Wu, Z.; Nußbruch, I.; Lerch, S.; Weinert, B.; Guggolz, L.; Strassner, T.; Dehnen, S.
2025. Inorganic Chemistry, 64 (49), 24311–24320. doi:10.1021/acs.inorgchem.5c05009
Schmieg, B.; Gretzinger, S.; Guthausen, G.; Hubbuch, J.
2025. Applied Sciences, 15 (23), 12648. doi:10.3390/app152312648
Hoyos-Sanchez, J. P.; Hahn, H.; Jha, S. K.; Schweidler, S.; Velasco, L.
2025. Eng, 6 (12), 340. doi:10.3390/eng6120340
Fuchs, M.; Blum, P.; Blöcher, G.; Scholtès, L.
2025. Geophysical Research Letters, 52 (23). doi:10.1029/2025GL117217
Ahrendt, F.; Schmitz, R.; Hagen, F. P.; Vlavakis, P.; Trimis, D.; Ferraro, F.
2026. Applications in Energy and Combustion Science, 25, Article no: 100435. doi:10.1016/j.jaecs.2025.100435
Fritsch, A.
2023. Red Stack Magazin, 2023 (6), 57–61
Fu, Q.; Luo, X.; Yang, L.; Sarapulova, A.; Knapp, M.; Ehrenberg, H.; Dsoke, S.
2025, Dezember 11. doi:10.35097/zhuaxp84czxf5ryn
Budker, D.
2025. (M. Börner, Hrsg.). doi:10.5445/IR/1000188107
Martin, R.
2025. (M. Börner, Hrsg.). doi:10.5445/IR/1000188105
Witter, R.
2026. (M. Börner, Hrsg.). doi:10.5445/IR/1000188104
Vöhringer, M.
2025. (M. Börner, Hrsg.). doi:10.5445/IR/1000188103
Zasukhin, D.
2025. (M. Börner, Hrsg.). doi:10.5445/IR/1000188102
Salgado, B.
2025. (M. Börner, Hrsg.). doi:10.5445/IR/1000188101
Lee, C. H.
2025. (M. Börner, Hrsg.). doi:10.5445/IR/1000188100
Rius, I. M.
2025. (M. Börner, Hrsg.). doi:10.5445/IR/1000188098
Takeda, K.
2025. (M. Börner, Hrsg.). doi:10.5445/IR/1000188097
Nielsen, N.
2025. (M. Börner, Hrsg.). doi:10.5445/IR/1000188096
Lips, K.
2026. (M. Börner, Hrsg.). doi:10.5445/IR/1000188095
Tayler, M.
2025. (M. Börner, Hrsg.). doi:10.5445/IR/1000188094
Blanchard, J.
2025. (M. Börner, Hrsg.). doi:10.5445/IR/1000188093
Degen, C.
2026. (M. Börner, Hrsg.). doi:10.5445/IR/1000188092
Hilgers, C.
2025. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188091
Stalter, S. P.; Winterhalter, A.; Ott, F.; Hertel, J.; Rabe, K. S.; Niemeyer, C. M.
2025, August 18. Summer School Biotransformations (2025), Bad Herrenalb, Deutschland, 18.–21. August 2025
Stalter, S. P.; Winterhalter, A.; Ott, F.; Hertel, J. S.; Rabe, K. S.; Niemeyer, C. M.
2025, Juli 2. International Symposium on Biocatalysis and Biotransformations (BIOTRANS 2025), Basel, Schweiz, 29. Juni–3. Juli 2025
Silvestrini, S.; Kinkhabwala, B.; Kubach, H.; Koch, T.; Seba, B.
2025. SAE Technical Paper, 2025–24, SAE International. doi:10.4271/2025-24-0072
Stöckle, M.; Rabe, K.; Niemeyer, C.
2025. International Symposium on Biocatalysis and Biotransformations (BIOTRANS 2025), Basel, Schweiz, 29. Juni–3. Juli 2025
Stoeckle, M.; Domínguez, C. M.; Hanes, A.; Weigel, S.; Kiselev, A.; Rabe, K. S.; Niemeyer, C. M.
2025. Materials Today Bio, 35, 102622. doi:10.1016/j.mtbio.2025.102622
Orellana, L.; An, W.; Weisenburger, A.; Müller, G.
2025. IEEE Pulsed Power & Plasma Science (PPPS 2025), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248079
Loisch, G.; Sack, M.; Ghaloun, E. A.; Sharoot, O. A.; Jonas, R.; Peperkorn, I.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), 1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248144
Sack, M.; Herzog, D.; Loisch, G.; Kahl, J.; Obier, F.; Müller, G.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), 1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248366
Gusbeth, C. A.; Frey, W.; Krolla, P.; Schwarz, T.; Sack, M.; Müller, G.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), 1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248516
Evolution on a Microscale: Empowering Adaptation and Selection through a Microfluidic Chip
2024, Juni 5. 7th Joint Microbiology and Infection Conference of the German Society for Hygiene and Microbiology (DGHM) and the Association of General and Applied Microbiology (VAAM), (2024), Würzburg, Deutschland, 2.–5. Juni 2024
Münker, M. F.; Rabe, K. S.; Niemeyer, C. M.
2025, August 20. Summer School Biotransformations (2025), Bad Herrenalb, Deutschland, 18.–21. August 2025
Vöhringer, M.; Marek, A.; Illy, S.; Thumm, M.; Feuerstein, L.; Jelonnek, J.
2025. 26th International Vacuum Electronics Conference (IVEC 2025), 1–2, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/IVEC63678.2025.11115813
Münker, M. F.; Rabe, K. S.; Niemeyer, C. M.; Rettenberger, L.; Reischl, M.
2025, Juni 12. BIF-IGS-Retreat (2025), Bad Herrenalb, Deutschland, 11.–13. Juni 2025
Becker, M.; Birnstill, P.; Ebert, A.
2025. Computer und Recht, 41 (11), 701–708. doi:10.9785/cr-2025-411104
Münker, M. F.; Rettenberger, L.; Reischl, M.; Rabe, K. S.; Niemeyer, C. M.
2025, März 25. Trifels Springs School with Franco German Dialogue (2025), Annweiler am Trifels, Deutschland, 24.–28. März 2025
Münker, M. F.; Gaspers, P.; Moench, S.; Schneider, L.; Lemke, P.; Rabe, K. S.; Domínguez, C. M.; Niemeyer, C. M.
2025, Oktober 7. 5th Materials Day (2025), Karlsruhe, Deutschland, 7. Oktober 2025
Velaz Martín, M.; Rabe, K.; Niemeyer, C. M.
2025, März 26. Annual Conference of the Association for General and Applied Microbiology (VAAM 2025), Bochum, Deutschland, 23.–26. März 2025
Gesese, G. A.; Chen, Z.; Zoubia, O.; Limani, F.; Silva, K.; Suryani, M. A.; Zapilko, B.; Castro, L. J. G.; Kutafina, E. V.; Solanki, D.; Fliegl, H.; Schimmler, S.; Boukhers, Z.; Sack, H.
2025. Sci-K 2025 Scientific Knowledge: Representation, Discovery, and Assessment 2025: Proceedings of the 5th International Workshop on Scientific Knowledge: Representation, Discovery, and Assessment co-located with 24th International International Semantic Web Conference (ISWC 2025); Nara, Japan, November 2, 2025, 57–71, CEUR-WS
Nguyen, T.-B.; Pham, N.-Q.; Waibel, A.
2025. nterspeech 2025, 17-21 August 2025, Rotterdam, The Netherlands, 1828–1832, ISCA. doi:10.21437/Interspeech.2025-676
Ugan, E. Y.; Pham, N.-Q.; Waibel, A.
2025. Interspeech 2025, 17-21 August 2025, Rotterdam, The Netherlands, 2200–2204, ISCA. doi:10.21437/Interspeech.2025-1701
Nguyen, T.-N.; Pham, N.-Q.; Akti, Ş.; Waibel, A.
2025. nterspeech 2025, 17-21 August 2025, Rotterdam, The Netherlands, 4163–4167, ISCA. doi:10.21437/Interspeech.2025-1403
Akti, Ş.; Nguyen, T.-N.; Waibel, A.
2025. Interspeech 2025, 17-21 August 2025, Rotterdam, The Netherlands, 1358–1362, ISCA. doi:10.21437/Interspeech.2025-815
Attebury, G.; Babik, M.; Carder, D.; Chown, T.; Collado, P.; Hanushevsky, A.; Hoeft, B.; Lake, A.; Lambert, M.; McKee, S.; Newell, K.; Sullivan, T.
2025. EPJ Web of Conferences, 337, 01357. doi:10.1051/epjconf/202533701357
Krull, A. A.; Schnepf, M. J.; Fischer, M.; Petzold, A.
2025. (T. Szumlak, B. Rachwał, A. Dziurda & M. Schulz, Hrsg.) EPJ Web of Conferences, 337, 01147. doi:10.1051/epjconf/202533701147
Borodin, M.; Klimentov, A.; Korchuganova, T.; Lassnig, M.; Leduc, J.; Maeno, T.; Musheghyan, H.; Ressmann, D.; Zhao, X.
2025. EPJ Web of Conferences, 337, 01350. doi:10.1051/epjconf/202533701350
Schmid, L.; Horzela, M. M.; Zhyla, V.; Giffels, M.; Quast, G.; Koziolek, A.
2025. (T. Szumlak, B. Rachwał, A. Dziurda, M. Schulz, D. vom Bruch, K. Ellis & S. Hageboeck, Hrsg.) EPJ Web of Conferences, 337, 01130. doi:10.1051/epjconf/202533701130
Attebury, G.; Babik, M.; Bly, M.; Buraglio, N.; Chown, T.; Christidis, D.; Chudoba, J.; DeMar, P.; Flix Molina, J.; Grigoras, C.; Hoeft, B.; Ito, H.; Kelsey, D.; Martelli, E.; McKee, S.; Misa Moreira, C.; Nandakumar, R.; Ohrenberg, K.; Prelz, F.; Rand, D.; Sciabà, A.; Skirvin, T.; Walker, C.
2025. EPJ Web of Conferences, 337, 01260. doi:10.1051/epjconf/202533701260
Münch, T.; Schmidt, A.; Heil, S.; Gaedke, M.
2026. Web Engineering – 25th International Conference, ICWE 2025, Delft, The Netherlands, June 30 – July 3, 2025, Proceedings. Ed.: H. Verma, 136–144, Springer Nature Switzerland. doi:10.1007/978-3-031-97207-2_11
Sun, Y.; Gomes, H. M.; Lee, A.; Gunasekara, N.; Weigert Cassales, G.; Liu, J. J.; Heyden, M.; Cerqueira, V.; Bahri, M.; Koh, Y. S.; Pfahringer, B.; Bifet, A.
2026. Machine Learning and Knowledge Discovery in Databases. Applied Data Science Track and Demo Track – European Conference, ECML PKDD 2025, Porto, Portugal, September 15–19, 2025, Proceedings, Part X. Ed.: I. Dutra, 438–443, Springer Nature Switzerland. doi:10.1007/978-3-032-06129-4_27
Li, C.; Riedel, T.; Beigl, M.
2026. Machine Learning and Knowledge Discovery in Databases. Applied Data Science Track and Demo Track – European Conference, ECML PKDD 2025, Porto, Portugal, September 15–19, 2025, Proceedings, Part X. Ed.: I. Dutra, 164–179, Springer Nature Switzerland. doi:10.1007/978-3-032-06129-4_10
Fathalla, S.; Hofmann, V.; Jejkal, T.; Sandfeld, S.
2026. The Semantic Web: ESWC 2025 Satellite Events – Portoroz, Slovenia, June 1–5, 2025, Proceedings. Ed.: E. Curry, 8–12, Springer Nature Switzerland. doi:10.1007/978-3-031-99554-5_2
Narwal, P.; Minaei, M.; Lorz, N.; Gossert, A. D.; Meier, B.
2025, Dezember 9. doi:10.35097/4df4g6du1awng50h
Schmidt, A.; Feuerstein, L.; Illy, S.; Jelonnek, J.; Milanese, L.; Lion, J.; Thumm, M.; Wu, C.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), 1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248437
Vorotiahin, I.; Hergt, M.; Sack, M.; Hiller, M.; Müller, G.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248679
Alt, J.; Sack, M.; Hume, T.; Schmidt-Wellenburg, P.; Müller, G.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), 1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248482
Straessner, R.; Heinzel, A.; Weisenburger, A.; Fetzer, R.; Mueller, G.; Frey, W.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), 1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248421
Silberer, L.; von Kürten, P.; Soldatov, S.; Link, G.; Jelonnek, J.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), 1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248151
Soldatov, S.; Silberer, L.; Link, G.; Navarrete, A. M.; Dittmeyer, R.; Jelonnek, J.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248130
Feuerstein, L.; Avramidis, K. A.; Chelis, I.; Illy, S.; Ioannidis, Z. C.; Jelonnek, J.; Jin, J.; Katsara, E.; Peponis, D.; Rzesnicki, T.; Tigelis, I.; Thumm, M.; Weggen, J.; Wu, C.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), 1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248483
Weckerle, T.; Grohmann, S.
2025, November 21. Deutsche Kälte- und Klimatagung (DKV 2025 2025), Magdeburg, Deutschland, 19.–21. November 2025
Misko, M. S.; Ell, B.; Bertazzoni, R.; Feuerstein, L.; Illy, S.; Rzesnicki, T.; Thumm, M.; Wu, C.; Jelonnek, J.
2025. IEEE Pulsed Power & Plasma Science (PPPS 2025), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248546
Vöhringer, M.; Marek, A.; Illy, S.; Ell, B.; Feuerstein, L.; Gantenbein, G.; Wu, C.; Thumm, M.; Jelonnek, J.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248218
Bertazzoni, R. G.; Illy, S.; Jelonnek, J.; Ruck, S.; Stanculovic, S.; Thumm, M.; Wu, C.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), 1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248453
Mondal, D.; Feuerstein, L.; Avramidis, K.; Bertazzoni, R.; Deliprimis, E.; Illy, S.; Jelonnek, J.; Rzesnicki, T.; Schmidt, A.; Stanculovic, S.; Wu, C.; Thumm, M.
2025. IEEE Pulsed Power and Plasma Science (PPPS 2025), 1, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/PPPS56198.2025.11248566
Glaser, C.; Sotoudeh, M.; Dillenz, M.; Sarkar, K.; Bark, J. S.; Singh, S.; Wei, Z.; Indris, S.; Müller, R.; Leopold, K.; Nazar, L. F.; Groß, A.; Janek, J.
2025. Chemistry of Materials, 37 (9), 3353–3362. doi:10.1021/acs.chemmater.5c00131
Tao, S.; Zhu, J.; Knapp, M.; Chen, S.; Ehrenberg, H.; Wei, X.; Dai, H.
2025. Energy Storage Materials, 83, 104738. doi:10.1016/j.ensm.2025.104738
Sengupta, R.
2025, Dezember 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188038
Mendoza-Sánchez, B.; Samperio-Niembro, E.; Ladole, A. H.; Mereacre, L.; Knapp, M.; Douard, C.; Brousse, T.; Shuck, C. E.
2025. Energy Materials, 5 (11), 500143. doi:10.20517/energymater.2024.280
Žugec, P.; Colonna, N.; Rochman, D.; Barbagallo, M.; Andrzejewski, J.; Perkowski, J.; Ventura, A.; Bosnar, D.; Gawlik-Ramięga, A.; Sabaté-Gilarte, M.; Bacak, M.; Mingrone, F.; Chiaveri, E.; Aberle, O.; Alcayne, V.; Amaducci, S.; Audouin, L.; Babiano-Suarez, V.; Bennett, S.; Berthoumieux, E.; Billowes, J.; Brown, A.; Busso, M.; Caamaño, M.; Caballero-Ontanaya, L.; Calviño, F.; Calviani, M.; Cano-Ott, D.; Casanovas, A.; Cerutti, F.; Cortés, G.; Cortés-Giraldo, M. A.; Cosentino, L.; Cristallo, S.; Damone, L. A.; Davies, P. J.; Diakaki, M.; Dietz, M.; Domingo-Pardo, C.; Dressler, R.; Ducasse, Q.; Dupont, E.; Durán, I.; Eleme, Z.; Fernández-Domínguez, B.; Ferrari, A.; Finocchiaro, P.; Furman, V.; Göbel, K.; Garg, R.; Gilardoni, S.; Gonçalves, I. F.; González-Romero, E.; Guerrero, C.; Gunsing, F.; Harada, H.; Heinitz, S.; Heyse, J.; Jenkins, D. G.; Junghans, A.; Käppeler, F.; Kadi, Y.; Kimura, A.; Knapová, I.; Kokkoris, M.; Kopatch, Y.; Krtička, M.; Kurtulgil, D.; Ladarescu, I.; Lederer-Woods, C.; Leeb, H.; Lerendegui-Marco, J.; Lonsdale, S. J.; Macina, D.; Manna, A.; Martínez, T.; Martínez-Cañada, M.; Masi, A.; Massimi, C.; Mastinu, P.; Mastromarco, M.; Maugeri, E. A.; Mazzone, A.; Mendoza, E.; Mengoni, A.; Michalopoulou, V.; Milazzo, P. M.; Moreno-Soto, J.; Musumarra, A.; Negret, A.; Nolte, R.; Ogállar, F.; Oprea, A.; Patronis, N.; Pavlik, A.; Petrone, C.; Piersanti, L.; Pirovano, E.; Porras, I.; Praena, J.; Quesada, J. M.; Ramos, D.; Rauscher, T.; Reifarth, R.; Rubbia, C.; Saxena, A.; Schillebeeckx, P.; Schumann, D.; Sekhar, A.; Smith, A. G.; Sosnin, N. V.; Sprung, P.; Stamatopoulos, A.; Tagliente, G.; Tain, J. L.; Tarifeño-Saldivia, A.; Tassan-Got, L.; Thomas, T.; Torres-Sánchez, P.; Tsinganis, A.; Ulrich, J.; Urlass, S.; Valenta, S.; Vannini, G.; Variale, V.; Vaz, P.; Vescovi, D.; Vlachoudis, V.; Vlastou, R.; Wallner, A.; Woods, P. J.; Wright, T.
2025. Physics Letters B, 868, Art.-Nr.: 139713. doi:10.1016/j.physletb.2025.139713
Surendran, A.; Thottungal, A.; Enale, H.; Dixon, D.; Sarapulova, A.; Knapp, M.; Missyul, A.; Bhaskar, A.
2025. Chemistry of Materials, 37 (4), 1588–1599. doi:10.1021/acs.chemmater.4c03201
Auzinger, G.; Bakhshiansohi, H.; Dabrowski, A. E.; Delannoy, A. G.; Dalavi, V.; Dienemann, N.; Dragicevic, M.; Garcia, M. F.; Guthoff, M.; Gyöngyösi, B.; Jenihhin, M.; Kadlecsik, Á.; Kaplon, J.; Karacheban, O.; Korcsmáros, B.; Lokhovitskiy, A.; Liu, W. H.; Loos, R.; Mallows, S.; Mihhailov, D.; Obradovic, M.; Orfanelli, S.; Pari, M.; Pásztor, G.; Pereira Carneiro, F. L.; Princova, M.; Ristic, B.; Romero, C.; Schwandt, J.; Sedghi, M.; Shevelev, A.; Shibin, K.; Spanier, S.; Steinbrueck, G.; Stickland, D. P.; Tsirou, A.; Ujvári, B.; Velasco, M.; Verdini, P. G.; Wegrzyn, G. J.; Wiehe, M.; Wilbern, D.; Winney, P. D.
2025. Journal of Instrumentation, 20 (11), Art.-Nr.: P11008. doi:10.1088/1748-0221/20/11/P11008
Duarte-Cárdenas, A.; Mereacre, L.; Knapp, M.; Díaz-Carrasco, P.; García-Alvarado, F.; Kuhn, A.
2025. Electrochimica Acta, 525, 146113. doi:10.1016/j.electacta.2025.146113
Ebner-Priemer, U. W.; Alferink, J.; Bauer, M.; Dannlowski, U.; Falkenberg, I.; Forstner, A. J.; Hahn, T.; Junghöfer, M.; Kircher, T.; Klotz, L.; Martini, J.; Mennigen, E.; Nenadić, I.; Pariante, C.; Pfennig, A.; Ziller, M.; Meinert, S.
2026. Der Nervenarzt, 97 (2), 138–146. doi:10.1007/s00115-025-01917-4
Herrmann, L.; Bohn, N.; Pfau, A.; Kölbel, T.; Ehrenberg, H.; Binder, J. R.; Jeschull, F.
2025. ChemSusChem, 18 (13), e202500530. doi:10.1002/cssc.202500530
Gräfensteiner, P.; Osenberg, M.; Hilger, A.; Bohn, N.; Binder, J. R.; Manke, I.; Schmidt, V.; Neumann, M.
2025. Journal of Mathematics in Industry, 15 (1), 9. doi:10.1186/s13362-025-00174-z
Büchele, S.; Mereacre, V.; Bohn, N.; Stüble, P.; Wu, X.; Keim, N.; Xu, R.; Geßwein, H.; Sun, W.; Vrhovac, G.; Pordzik, M.; Bergfeldt, T.; Indris, S.; Bauer, W.; Ehrenberg, H.; Binder, J. R.
2025. Batteries & Supercaps, 8 (9), e202500015. doi:10.1002/batt.202500015
Brinckmann, N.; Alhaj Taha, K.; Kuhnert, T.; Abbrent, M.; Becker, W.; Bohring, H.; Breier, J.; Bumberger, J.; Ecker, D.; Eder, T.; Ertl, B.; Gransee, F.; Hanisch, M.; Lorenz, C.; Loup, U.; Moorthy, R.; Nendel, L. J.; Obersteiner, F.; Pongratz, E.; Remmler, P.; Rosin, V.; Schaeffer, M.; Schaldach, M.; Schäfer, D.; Sielaff, D.; Ziegner, N.
2025. doi:10.5281/zenodo.13329925
Inckmann, M.; Blumenröhr, N.; Aversa, R.
2025. arxiv. doi:10.5445/IR/1000188026
Mhiri, I.; Börsig, M.; Stark, A.; Baumgart, I.
2025. Secure IT Systems. Proceedings. Ed.: L.H. Iwaya, 239–257, Springer Nature Switzerland. doi:10.1007/978-3-031-79007-2_13
Thurner, M.; Yu, K.; Manzoni, S.; Prokushkin, A.; Thurner, M. A.; Wang, Z.; Hickler, T.
2025. doi:10.5281/zenodo.14742947
Lorenz, C.; Wiegels, R.; Chwala, C.; Fersch, B.; Weber, J. N.; SAWADOGO, W.; Portele, T. C.; Borkenhagen, C.
2025. doi:10.5281/zenodo.16926092
Song, D.; Yan, L.; Dai, X.; Zhu, X.; Hagenmeyer, V.; Zhai, J.
2025. Sustainable Energy, Grids and Networks, 43, Article no: 101821. doi:10.1016/j.segan.2025.101821
Bauer, R.; Dai, X.; Zahn, F.; Hagenmeyer, V.
2025. Proceedings of the 16th ACM International Conference on Future and Sustainable Energy Systems, 650–655, Association for Computing Machinery (ACM). doi:10.1145/3679240.3734664
Hoffmeister, S.-M.
2025, Dezember 17. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000188020
Beck, S.; Kesten, J.; Doppelbauer, M.
2025. Energy Conversion Congress and Expo Europe (ECCE Europe 2025), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/ECCE-Europe62795.2025.11238930
Dam, M.; Arndt, T.
2025. Superconductor Science and Technology, 38 (12), Article no: 125004. doi:10.1088/1361-6668/ae2362
Elkhafif, O. W.; Zhao, Y.; Guo, Z.; Titirici, M.-M.; Jacob, T.; Hassan, H. K.
2026. Advanced Energy Materials, 16 (11), Art.-Nr.: e05315. doi:10.1002/aenm.202505315
Wen, Y.; Li, W.; Sharapa, D. I.; Zevaco, T. A.; Schild, D.; Studt, F.; Raffelt, K.; Dahmen, N.
2026. Bioresource Technology, 442, 133697. doi:10.1016/j.biortech.2025.133697
Chen, K. J.; Hagenmeyer, V.; Elkaseer, A.
2025. Materials & Design, 260, 115252. doi:10.1016/j.matdes.2025.115252
Johansson, I. L.; Kolesnikov, T. I.; Khudyshkina, A.; Rauska, U.-C.; Brandell, D.; Mindemark, J.; Hernández, G.; Jeschull, F.
2025. Solid State Ionics, 432, 117069. doi:10.1016/j.ssi.2025.117069
Trinh, P. B.; Liu, S.; Himma, N. F.; Fiser, B.; Schäfer, A. I.
2026. Advanced Functional Materials, 36 (21), Art.-Nr.: e11431. doi:10.1002/adfm.202511431
Schulte, M. L.
2025, Dezember 4. Karlsruher Institut für Technologie (KIT)
Nguyen, H. S.; Latz, A.
2025. Physical Chemistry Chemical Physics, 27 (47), 25663–25674. doi:10.1039/d5cp02538a
Elhanati, D.; Zehe, E.; Dror, I.; Berkowitz, B.
2025. Hydrology and Earth System Sciences, 29 (22), 6577–6587. doi:10.5194/hess-29-6577-2025
Katzenburg, N.; Leister, L.; Stefanski, L.; Hiller, M.
2025. 10th IEEE Workshop on the Electronic Grid (eGRID 2025), 1–7, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/eGRID63452.2025.11255590
Hassanin, S.; Fu, Y.; Pfeiffer, J.; Meißner, M.
2025. Virtual Reality, 29 (4), 173. doi:10.1007/s10055-025-01246-6
Mikhailova, D.; Avdoshenko, S. M.; Avdeev, M.; Hanfland, M.; Schwarz, U.; Prots, Y.; Sarapulova, A.; Glazyrin, K.; Dubrovinsky, L.; Senyshyn, A.; Engel, J.; Ehrenberg, H.; Tsirlin, A. A.
2025. Inorganic Chemistry, 64 (12), 6010–6022. doi:10.1021/acs.inorgchem.4c05051
Zhang, F.; Tavakkol, S.; Stapf, D.
2025, Mai. 12th International Conference on Multiphase Flow (ICMF 2025), Toulouse, Frankreich, 12.–16. Mai 2025
Scheer, A.; Smales, G. J.; Nguyen, H. B. T.; Rattenberger, J.; Mayrhofer, C.; Fischer, J.; Fischer, S.; Mikhailova, D.; Spirk, S.
2026. Carbon, 247, 121036. doi:10.1016/j.carbon.2025.121036
Kiehnle, P.; Stefanski, L.; Hiller, M.
2025. 10th IEEE Workshop on the Electronic Grid (eGRID 2025), 1–6, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/eGRID63452.2025.11255461
En-naji, S.; Chhaiba, S.; Mabroum, S.; Taha, Y.; Indris, S.; Ghanbaja, J.; Hakkou, R.; Lodeiro, I. G.
2025. Construction and Building Materials, 493, 143295. doi:10.1016/j.conbuildmat.2025.143295
Halloub, F.; Assengar, I.; Rahman, M. M.; Bai, Y.; Liu, J.; Indris, S.; Mahmoud, A.; Samrane, K.; Belharouak, I.; Saadoune, I.
2026. Journal of Power Sources, 663, 238871. doi:10.1016/j.jpowsour.2025.238871
Haghighirad, A.-A.
2025, Dezember 1. International Conference on Recent Trends in Functional Materials (ICRTFM 2025 2025), Bhopal, Indien, 1.–3. Dezember 2025
Cao, Y.; Zhang, J.; Zheng, X.; Shi, H.; Peng, K.; Liu, H.; Yang, K.; Zhang, H.
2025. International Conference on Computer Vision, ICCV 2025, 8961–8972, Institute of Electrical and Electronics Engineers (IEEE)
Liu, R.; Zheng, J.; Chen, Y.; Wang, Z.; Peng, K.; Yang, K.; Zhang, J.; Pollefeys, M.; Stiefelhagen, R.
2025. arxiv. doi:10.5445/IR/1000187998
Ying*, K.; Liu*, R.; Chen, C.; Tao, M.; Shi, H.; Yang, K.; Zhang, J.; Stiefelhagen, R.
2025. arxiv
Haghighirad, A.-A.
2025, November 20. MANQS (2025), Tskuba Japan, 19.–21. November 2025
Chen, Y.; Moured, O.; Liu, R.; Zheng, J.; Peng, K.; Zhang, J.; Stiefelhagen, R.
2026. arxiv
Weckerle, T.; Grohmann, S.; Koroveshi, X.
2025, Mai 27. XV. Einstein Telescope Symposium (ET 2025), Bologna, Italien, 26.–30. Mai 2025
Weckerle, T.; Koroveshi, X.; Grohmann, S.
2025, Mai 21. 26th Joint Cryogenic Engineering Conference and International Cryogenic Materials Conference (CEC/ICMC 2025), Reno, NV, USA, 18.–22. Mai 2025
Elmers, H. J.; Tkach, O.; Lytvynenko, Y.; Agarwal, H.; Biswas, D.; Liu, J.; Haghighirad, A.-A.; Merz, M.; Pakhira, S.; Garbarino, G.; Lee, T.-L.; Demsar, J.; Schönhense, G.; Le Tacon, M.; Fedchenko, O.
2025. Physical Review B, 112 (24), Art.-Nr.: 245109. doi:10.1103/4827-ndh7
Kerzenmacher, T.; Braesicke, P.
2025, Dezember 3. doi:10.5281/zenodo.17807392
Li, Y.
2025, Dezember 11. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000187991
Zehnder, M.; Purwitasari, A.; Heinzel, A.; Niedermeier, K.
2025. Energy Storage, 7 (8), Art.-Nr.: e70305. doi:10.1002/est2.70305
Spiecker genannt Döhmann, I.; Orak, B.
2025. Technische Informationsbibliothek (TIB)
Radic, M.; Busch-Casler, J.; Vosen, A.; Herrmann, P.; Appenzeller, A.; Mucha, H.; Philipp, P.; Frank, K.; Dauth, S.; Köhm, M.; Orak, B.; Spiecker genannt Döhmann, I.; Böhm, P.; Radic, D.
2025. Digital Analytics im Dienstleistungsmanagement : Customer Insights, Prozesse der Künstlichen Intelligenz, Digitale Geschäftsmodelle. Ed: M. Bruhn, 777–800, Springer Fachmedien Wiesbaden. doi:10.1007/978-3-658-48325-8_27
Folcarelli, M.; Delicato, D.; Acevedo-Rentería, A.; Ardila-Perez, L. E.; Bandiera, L.; Calvo, M.; Cappelli, M.; Caravita, R.; Carillo, F.; Chowdhury, U.; Crovo, D.; Cruciani, A.; D’Addabbo, A.; De Lucia, M.; Del Castello, G.; Roccagiovine del Gallo, M.; Ferraro, F.; Fu, S.; Gartmann, R.; Grassi, M.; Guidi, V.; Helis, D.; Lari, T.; Malagutti, L.; Mazzolari, A.; Monfardini, A.; Muscheid, T.; Nicolò, D.; Paolucci, F.; Pasciuto, D.; Pesce, L.; Puglia, C.; Quaranta, D.; Roda, C. M. A.; Roddaro, S.; Romagnoni, M.; Signorelli, G.; Simon, F.; Tartari, A.; Vázquez-Jáuregui, E.; Vignati, M.; Zao, K.
2025. arxiv. doi:10.48550/arXiv.2510.17423
Lavoryk, O.
2025, Dezember 5. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000187984
Muscheid, T.; Gartmann, R.; Ardila-Perez, L. E.; Acevedo-Rentería, A.; Bandiera, L.; Calvo, M.; Cappelli, M.; Caravita, R.; Carillo, F.; Chowdhury, U.; Crovo, D.; Cruciani, A.; D’Addabbo, A.; De Lucia, M.; Del Castello, G.; Roccagiovine del Gallo, M.; Delicato, D.; Ferraro, F.; Folcarelli, M.; Fu, S.; Grassi, M.; Guidi, V.; Helis, D.; Lari, T.; Malagutti, L.; Mazzolari, A.; Monfardini, A.; Nicolò, D.; Paolucci, F.; Pasciuto, D.; Pesce, L.; Pettinacci, V.; Puglia, C.; Quaranta, D.; Roda, C. M. A.; Roddaro, S.; Romagnoni, M.; Signorelli, G.; Simon, F.; Tamisari, M.; Tartari, A.; Vázquez-Jáuregui, E.; Vignati, M.; Zhao, K.
2025. arxiv. doi:10.48550/arXiv.2510.17682
García Redondo, M. E.; Bonilla Neira, J. D.; Müller, N. A.; Ferreyro, L. P.; Geria, J. M.; Muscheid, T.; Gartmann, R.; Almela, A.; Hampel, M. R.; Ardila-Perez, L.; Wegner, M.; Platino, M.; Sander, O.; Kempf, S.; Weber, M.
2025. arxiv. doi:10.48550/arXiv.2509.23569
Fuchs, M.; Scheller, L.; Muscheid, T.; Sander, O.; Ardila-Perez, L. E.
2025. arxiv. doi:10.48550/arXiv.2510.15910
Valenti, F.; Murani, A.; Paluch, P.; Gartmann, R.; Scheller, L.; Gebauer, R.; Kruk, R.; Reisinger, T.; Ardila-Perez, L.; Pop, I. M.
2025. arxiv. doi:10.48550/arXiv.2505.04902
Jing, Z.; Moreno-Pineda, E.; Paul, S.; Sunil, A.; Fuhr, O.; Chen, Y.; Wernsdorfer, W.; Ruben, M.
2026. Angewandte Chemie, 65 (5). doi:10.1002/anie.202522076
Neyyathala, A.
2025, Dezember 9. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000187978
Reyes Premer, L. D.; Pergantis, E. N.; Semmelmann, L.; Ziviani, D.; Kircher, K. J.
2026. Energy Conversion and Management, 348, 120723. doi:10.1016/j.enconman.2025.120723
Reichert, J.; Boehm, F.; Grohmann, S.
2025, Mai 20. 26th Joint Cryogenic Engineering Conference and International Cryogenic Materials Conference (CEC/ICMC 2025), Reno, NV, USA, 18.–22. Mai 2025
Hemaram, S.; Marinelli, T.; Mayahinia, M.; Tahoori, M. B.; Catthoor, F.; Rao, S.; Redondo, F. G.; Kar, G. S.
2025. IEEE Transactions on Device and Materials Reliability, 25 (4), 828–842. doi:10.1109/TDMR.2025.3627442
Battran, F.; Glocker, S.; Schupeta, A.; Hanisch, J.; Kanevce, A.; Wahl, T.; Ahlswede, E.; Powalla, M.
2025. Solar RRL, 9 (23), 1. doi:10.1002/solr.202500630
Cai, M.; Barrios Espinosa, C. A.; Rienstra, M.; Crijns, H. J. G. M.; Schotten, U.; Heijman, J.
2026. Med, 7 (1), 100896. doi:10.1016/j.medj.2025.100896
Bison, G.; Größle, R.; Kirch, K.; Lauss, B.; Priester, F.; Rienäcker, I.; Zsigmond, G.
2025. Physical Review C, 112 (1), 014007. doi:10.1103/1r5v-6h9p
Töper, F.; Gerding, B.; Reinhold, R.; Reichenbach, M.; Triebel, R. A.; Ohlhausen, P.
2025. ZWF Zeitschrift fuer Wirtschaftlichen Fabrikbetrieb, 120 (9), 637–642. doi:10.1515/zwf-2025-1103
Bal, A.; Klute, M.; Maier, B.; Oughton, M.; Pezone, E.; Spannowsky, M.
2025. Physical Review D, 112 (7), 076004. doi:10.1103/l8y2-87vq
TESSERACT Collaboration; Bui, T. K.; Chang, C. L.; Chang, Y.-Y.; Chaplinsky, L.; Fink, C. W.; Garcia-Sciveres, M.; Guo, W.; Hertel, S. A.; Juigne, L.; Kavner, A. R. L.; Li, X.; Lin, J.; Lin, J.; Lisovenko, M.; Mahapatra, R.; Matava, W.; McKinsey, D. N.; Novati, V.; Patel, P. K.; Penning, B.; Pinckney, H. D.; Pyle, M. C.; Platt, M.; Pyle, M.; Qi, Y.; Reed, M.; Rischbieter, G. R. C.; Romani, R. K.; Sadoulet, B.; Serfass, B.; Sorensen, P.; Suerfu, B.; Suzuki, A.; Velan, V.; Wang, G.; Wang, Y.; Watkins, S. L.; Williams, M. R.; Wuko, J. K.; Aramaki, T.; Cushman, P.; Gite, N. N.; Gupta, A.; Huber, M. E.; Kurinsky, N. A.; von Krosigk, B.; Mammo, J. S.; Mayer, A. J.; Nelson, J.; Oser, S. M.; Pandey, L.; Pradeep, A.; Rau, W.; Saab, T.
2025. Physical Review Letters, 135 (16), 161002. doi:10.1103/hsrl-crvf
Boudinot, B. E.; Boudinot, B. E.; Beutel, R. G.; Weingardt, M.; Kamp, T. van de; Hammel, J. U.; Li, D.; Richter, A.; Wipfler, B.
2025. Arthropod Structure and Development, 89, 1–11. doi:10.1016/j.asd.2025.101490
Pecunia, V.; Anthopoulos, T. D.; Armin, A.; Bouthinon, B.; Caironi, M.; Castellanos-Gomez, A.; Chen, Y.; Cho, K.; Clegg, C.; Fang, X.; Fendel, P.; Fowler, B.; Gelinck, G.; Gottlob, H.; Guyot-Sionnest, P.; Hannebauer, R.; Hernandez-Sosa, G.; Hersam, M. C.; Hirsch, L.; Ho, J. C.; Isikgor, F. H.; Joimel, J.; Kim, H. J.; Konstantatos, G.; Labram, J.; Lemme, M. C.; Leo, K.; Lhuillier, E.; Lidorikis, E.; Loi, M. A.; Malinowski, P. E.; Merken, P.; Mueller, T.; Nasrollahi, B.; Natali, D.; Ng, T. N.; Nguyen, T.-Q.; Park, S. K.; Peng, L.-M.; Samorì, P.; Sargent, E. H.; Shen, L.; Shishido, S.; Shorubalko, I.; Sonar, P.; Stranks, S. D.; Tedde, S. F.; Vandewal, K.; Verhaegen, M.; Walia, S.; Yan, F.; Yokota, T.; Zhang, F.
2025. Nature Photonics, 19 (11), 1178–1188. doi:10.1038/s41566-025-01759-1
Taquet, N.; Boulesteix, T.; García, O.; Campion, R.; Stremme, W.; Rodríguez, S.; López-Darias, J.; Marrero, C.; González-García, D.; Klügel, A.; Hase, F.; García, M. I.; Ramos, R.; Rivas-Soriano, P.; Léon-Luis, S.; Carreño, V.; Alcántara, A.; Sépulveda, E.; Milford, C.; González-Sicilia, P.; Torres, C.
2025. Atmospheric Chemistry and Physics, 25 (21), 14591–14628. doi:10.5194/acp-25-14591-2025
Barr, A. G.; Landgraf, J.; Martinez-Velarte, M.; Vrekoussis, M.; Sussmann, R.; Morino, I.; Strong, K.; Zhou, M.; Velazco, V. A.; Ohyama, H.; Warneke, T.; Hase, F.; Borsdorff, T.
2025. Atmospheric Measurement Techniques, 18 (21), 6093–6123. doi:10.5194/amt-18-6093-2025
Idriss, H.
2025. Journal of the American Chemical Society, 147 (44), 41067–41078. doi:10.1021/jacs.5c15244
Vijay, A.; Salvadori, G.; Biedermann, F.; Rossetti, G.; Carloni, P.; Mandelli, D.
2025. The Journal of Chemical Physics, 163 (17), 1. doi:10.1063/5.0288329
Takeda, S. N.; Hashamova, E. E.; Hasegawa, S.; Uenuma, M.; Miyao, T.; Ono, N.; Uraoka, Y.; Funatsu, K.
2025. Journal of Applied Physics, 138 (17), 1. doi:10.1063/5.0284597
Rüde, T.; Strauch, D.; Szesni, N.; Wolf, M.; Wasserscheid, P.; Auer, F.
2025. International Journal of Hydrogen Energy, 191, 152174. doi:10.1016/j.ijhydene.2025.152174
Shen, Z.; Pu, M.; Xie, Y.; Liu, J.; Zhu, S.; Wei, L.; Zheng, W.; Zhang, L.; Wang, X.; Zhang, C.; Xu, B.; Huang, M.
2025. Chemical Engineering Journal, 525, 170199. doi:10.1016/j.cej.2025.170199
Möhring, J.; Kattenborn, T.; Mahecha, M. D.; Cheng, Y.; Beloiu Schwenke, M.; Cloutier, M.; Denter, M.; Frey, J.; Gassilloud, M.; Göritz, A.; Hempel, J.; Horion, S.; Jucker, T.; Junttila, S.; Khatri-Chhetri, P.; Korznikov, K.; Kruse, S.; Laliberté, E.; Maroschek, M.; Neumeier, P.; Pérez-Priego, O.; Potts, A.; Schiefer, F.; Seidl, R.; Vajna-Jehle, J.; Zielewska-Büttner, K.; Mosig, C.
2025. ISPRS Open Journal of Photogrammetry and Remote Sensing, 18, 100104. doi:10.1016/j.ophoto.2025.100104
Simsek, Ö.; Wan, M.; Zimmer, P.; Álvarez Moisés, I.; Muench, S.; Gohy, J. F.; Gohy, J.-F.; Bresser, D.; Schubert, U. S.
2025. Electrochimica Acta, 543, 1–7. doi:10.1016/j.electacta.2025.147540
Itani, A.; Velaz Martín, M.; Meisch, L.; Lemke, P.; Scharnweber, T.; Khattab, I. M.; Rabe, K. S.; Niemeyer, C. M.
2026. Methods, 245, 1–12. doi:10.1016/j.ymeth.2025.10.009
Schweiker, M.; Potoglou, D.; AlAtrash, F.; Ampatzi, E.; André, M.; Azar, E.; Bandurski, K.; Bourikas, L.; Buonocore, C.; Cao, B.; Chinazzo, G.; Christoforou, R.; Crosby, S.; De Vecchi, R.; Dudkiewicz, E.; Forgiarini Rupp, R.; Gauthier, S.; Giraldo Vasquez, N.; Hellwig, R. T.; Huebner, G. M.; Laska, M.; Laura, M.-R.; Laura, M. R.; Mino-Rodriguez, I.; Ouf, M. M.; Rissetto, R.; Turner, P.; Wang, Y.
2026. Building and Environment, 287, 113918. doi:10.1016/j.buildenv.2025.113918
Wiedemaier, F.; Köpfler, D. M.; Schlegl, C.; Holzer, C.; Belaj, F.; Mösch-Zanetti, N. C.; Schachner, J. A.
2026. Journal of Catalysis, 453, 116526. doi:10.1016/j.jcat.2025.116526
Mosig, C.; Vajna-Jehle, J.; Mahecha, M. D.; Cheng, Y.; Hartmann, H.; Montero, D.; Junttila, S.; Horion, S.; Schwenke, M. B.; Koontz, M. J.; Maulud, K. N. A.; Adu-Bredu, S.; Al-Halbouni, D.; Ali, M.; Allen, M.; Altman, J.; Amorós, L.; Angiolini, C.; Astrup, R.; Awada, H.; Barrasso, C.; Bartholomeus, H.; Beck, P. S. A.; Bozzini, A.; Braun-Wimmer, J.; Brede, B.; Breunig, F. M.; Brugnaro, S.; Buras, A.; Burchard-Levine, V.; Camarero, J. J.; Candotti, A.; Capuder, L.; Carrieri, E.; Centritto, M.; Chirici, G.; Cloutier, M.; Conciani, D. E.; Conciani, D.; Cushman, K. C. C.; Dalling, J. W.; Dao, P. D.; Dempewolf, J.; Denter, M.; Dogotari, M.; Díaz-Delgado, R.; Ecke, S.; Eichel, J.; Eltner, A.; Fabbri, A.; Fabi, M.; Faßnacht, F. E.; Ferreira, M. P.; Fischer, F. J.; Frey, J.; Frick, A.; Fuentes, J.; Ganz, S.; Garbarino, M.; García, M.; Gassilloud, M.; Gazol, A.; Gea-Izquierdo, G.; Gerberding, K.; Ghasemi, M.; Giannetti, F.; Gillan, J.; Gonzalez, R.; Gosper, C.; Greene, T.; Greinwald, K.; Grieve, S.; Große-Stoltenberg, A.; Gutierrez, J. A.; Göritz, A.; Hajek, P.; Hedding, D.; Hempel, J.; Heremans, S.; Hernández, M.; Heurich, M.; Honkavaara, E.; Höfle, B.; Jackisch, R.; Jucker, T.; Kalwij, J. M.; Kepfer-Rojas, S.; Khatri-Chhetri, P.; Kleinebecker, T.; Klemmt, H.-J.; Klouček, T.; Koivumäki, N.; Kolagani, N.; Komárek, J.; Korznikov, K.; Kraszewski, B.; Kruse, S.; Krüger, R.; Kuechly, H.; Kwong, I. H. Y.; Laliberté, E.; Langan, L.; Latifi, H.; Leal-Medina, C.; Lehmann, J. R. K.; Li, L.; Lines, E. R.; Lisiewicz, M.; Lopatin, J.; Lucieer, A.; Ludwig, A. D.; Ludwig, M.; Lyytikäinen-Saarenmaa, P.; Ma, Q.; Mansuy, N.; Peña, J. M.; Marino, G.; Maroschek, M.; Martín, M. P.; Martín-Benito, D.; Matham, P. K.; Mazzoni, S.; Meloni, F.; Menzel, A.; Meyer, H.; Miraki, M.; Moreno, G. M.; Moreno-Fernández, D.; Muller-Landau, H. C.; Mälicke, M.; Möhring, J.; Müllerova, J.; Naidu, S. S.; Nardi, D.; Neumeier, P.; Nita, M. D.; Näsi, R.; Oppgenoorth, L.; Orunbaev, S. Z.; Palmer, M. E.; Paul, T.; Pfenning, M.; Potts, A. J.; Prasanna, G. L.; Prober, S. M.; Puliti, S.; Pérez-Luque, A. J.; Pérez-Priego, Ó.; Pérez-Priego, O.; Reudenbach, C.; Revuelto, J.; Rivas-Torres, G.; Roberge, P.; Roggero, P. P.; Rossi, C.; Ruehr, N. K.; Ruiz-Benito, P.; Runge, C. M.; Satta, G. G. A.; Scanu, B.; Scherer-Lorenzen, M.; Schiefer, F.; Schiller, C.; Schiller, C.; Schladebach, J.; Schmehl, M.-T.; Schmid, J.; Schmidt, T. A.; Schwarz, S.; Seidl, R.; Seifert, T.; Barba, A. S.; Shafeian, E.; Shapiro, A. C.; de Simone, L.; Sohrabi, H.; Soltani, S.; Sotomayor, L. N.; Sparrow, B. D.; Sparrow, B.; Steer, B. S. C.; Stenson, M.; Stöckigt, B.; Su, Y.; Suomalainen, J. M.; Tamudo, E.; Barbieri, M. J. T.; Tomelleri, E.; Torresani, M.; Trepekli, K.; Ullah, S.; Ullah, S.; Umlauft, J.; Vargas-Ramírez, N.; Vatandaslar, C.; Visacki, V.; Volpi, M.; Vásquez, V.; Wallis, C. I. B.; Weinstein, B. G.; Weiser, H.; Wich, S.; Ximena, T. C.; Zarco-Tejada, P. J.; Zdunic, K.; Zielewska-Büttner, K.; de Oliveira, R. A.; van Wagtendonk, L.; von Dosky, V.; Kattenborn, T.
2026. Remote Sensing of Environment, 332, 115027. doi:10.1016/j.rse.2025.115027
Zimmerer, N.; Quarz, P.; Janning, L.; Scharfer, P.; Schabel, W.
2026. Colloids and Surfaces A: Physicochemical and Engineering Aspects, 728, 138807. doi:10.1016/j.colsurfa.2025.138807
Jia, T.; Taormina, R.; Vries, R. de; Kapelan, Z.; van Emmerik, T. H. M.; Vriend, P.; Okkerman, I.
2026. Water Research, 289, 124833. doi:10.1016/j.watres.2025.124833
Axenovich, M. A.; Winter, C.
2026. Discrete Mathematics, 349 (2), 114858. doi:10.1016/j.disc.2025.114858
Betz, F.; Egger, G.; Lauermann, M.; Becker, I.; Kulikov, M.
2025. Auenmagazin, 25, 52–53
Steinhebel, A. L.; Violette, D. P.; Caputo, R.; Affolder, A. A.; Bauman, A.; Chinatti, C.; Deshmukh, A.; Fadayev, V.; Fukazawa, Y.; Jadhav, M.; Kierans, C.; Kim, B.; Kim, J.; Klest, H.; Kroger, O.; Kumar, K.; Kushima, S.; Lauenstein, J.-M.; Laviron, A.; Leys, R.; Martinez-Mckinney, F.; Metcalfe, J.; Metzler, Z.; Mitchell, J. W.; Nakano, N.; Ott, J.; Peric, I.; Perkins, J. S.; Rudin, M. R.; Shin, T. (. W.; Sommer, G.; Striebig, N.; Suda, Y.; Tajima, H.; Valverde, J.; Zurek, M.
2026. Nuclear Instruments and Methods in Physics Research, Section A: Accelerators, Spectrometers, Detectors and Associated Equipment, 1083, 171021. doi:10.1016/j.nima.2025.171021
Gao, F.; Liu, Y.; Zhang, L.; Du, Y.; Seifert, H. J.
2026. Journal of Materials Science and Technology, 260, 53–66. doi:10.1016/j.jmst.2025.10.011
Turkic, E.; Koroveshi, X.; Grohmann, S.
2025, Mai 27. XV. Einstein Telescope Symposium (ET 2025), Bologna, Italien, 26.–30. Mai 2025
Shamooni, A.; Cheng, R.; Zirwes, T.; Stein, O. T.; Kronenburg, A.
2025. Proceedings of the Combustion Institute, 41, 105982. doi:10.1016/j.proci.2025.105982
Ober, S.; Fricke, A.; Schreider, C.; Laborgne, P.; Wieczorek, W.; Beecroft, R.
2025, November 13. 4. Konferenz zur Vernetzung und Stärkung von Partizipation in der Wissenschaft (PartWiss 2025), Leipzig, Deutschland, 12.–14. November 2025
Krell-Rösch, J.; Syrjanen, J. A.; Hansen, A. L.; Vemuri, P.; Scharf, E. L.; Fields, J. A.; Kremers, W. K.; Lowe, V. J.; Graff-Radford, J.; Clifford R. J., J.; Petersen, R. C.; Racette, S. B.; Woll, A.; Vassilaki, M.; Geda, Y. E.
2025. Neurology, 105 (12), Art.: e214405. doi:10.1212/WNL.0000000000214405
Fischer, F.; Gudowsky-Blatakes, N.; Kehl, C.; Krings, B.-J.; Mahr, D.; Nentwich, M.; Pauls, A.; Riousset, P.; Schmitt, J.; Weinberger, N.
2025. Institut für Technikfolgen-Abschätzung (ITA) Wien. doi:10.5445/IR/1000187932
Franz, M.; Schönberger, M.; Strobl, M.; Kühn, E.; Streit, A.; Zurita, P.; Diefenthaler, M.; Mauerer, W.
2025. (T. Szumlak, B. Rachwał, A. Dziurda, M. Schulz, D. vom Bruch, K. Ellis & S. Hageboeck, Hrsg.) EPJ Web of Conferences, 337, 01282. doi:10.1051/epjconf/202533701282
Seskir, Z. C.
2025, November 20. International Year of Quantum (IYQ) - The Ethical, Legal, and Social Aspects of Broadening Global Ownership of Quantum Technologies (2025), Istanbul, Türkei, 20.–21. November 2025
Seskir, Z. C.
2025, November 15. QTurkey Quantum Days 2025 (2025), Istanbul, Türkei, 15.–16. November 2025
Antó, J. M.; Godfrey, A.; De Groeve, B.; De Luca, C.; Jackson, D.; Robinson, E.; Machingura, F., Fortunate; Maia, M.; Preet, R.; Dasgupta, S.
2024. European Commission (EU)
Krings, B.-J.; Frey, P.
2025, Dezember 25. Roundtable : UnternehmerTreffen organisiert vom Cyberforum KA (2025), Baden-Baden, Deutschland, 25. Dezember 2025
Maier, S.; Sun, X.; Zimmermann, L.; Köppe, R.; Scheer, M.; Roesky, P. W.
2026. Angewandte Chemie International Edition, 65 (4), Art.-Nr.: e20366. doi:10.1002/anie.202520366
Niedermeier, K.
2025, November 25. Guest Lecture Series of CRC287 Bulk Reaction (2025), Online, 25. November 2025
Gnisa, F.
2025, November 14. Friedrich-Schiller-Universität Jena. doi:10.22032/dbt.68235
Walker, S.; Kolb, T.
2025. Energy & Fuels, 39 (49), 23291–23303. doi:10.1021/acs.energyfuels.5c04287
Holst, J.; Fritz, H.; Nölting, B.; Lang, D. J.; Löde, V.-L.; Ober, S.; Parodi, O.; Potthast, T.; Scheiding, C. T.; Weynand, M.; Singer-Brodowski, M.
2025. International Journal of Sustainability in Higher Education, 26 (9), 489–506. doi:10.1108/IJSHE-08-2024-0550
Wefers, N.; Vlček, D.; Heiler, W.; Gabriel, S.; Class, A.
2025. Nuclear Technology, 1–18. doi:10.1080/00295450.2025.2536951
Mandel, R.
2025. Journal of Fourier Analysis and Applications, 31 (6), 75. doi:10.1007/s00041-025-10207-1
Heß, A.; Wetzel, T.; Seegert, P.
2026. Batteries & Supercaps, 9 (3), Art.-Nr.: e202500468. doi:10.1002/batt.202500468
Rist, U.; Pfleging, W.
2025. 2025 IEEE International Conference on Manipulation, Manufacturing and Measurement on the Nanoscale (3M-NANO), Chángchūn, 28th July-1st August 2025, 38–41, Institute of Electrical and Electronics Engineers (IEEE). doi:10.1109/3m-nano65639.2025.11261187
Hermann, S.; Kirmayer, S.; Lehmann, H.-P.; Sanders, P.; Walzer, S.
2025, November 13. doi:10.5281/zenodo.17601505
Hans-Peter Lehmann; Stefan Hermann; DominikBez
2025, November 13. doi:10.5281/zenodo.17601498
Stefan Hermann; Giorgio Vinciguerra; Hans-Peter Lehmann; lumidify
2025, November 13. doi:10.5281/zenodo.17601511
Dent, F. J.; Dreisbach, M.; Kriegseis, J.; Stroh, A.; Yabu, H.; Khodaparast, S.
2026. Advanced Materials Interfaces, 13 (5), Art.-Nr.: e00811. doi:10.1002/admi.202500811
Jane-Soneira, P.
2025, Dezember 8. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000187911
Henze, N.; Holmes, M. P.
2019. arxiv. doi:10.48550/arXiv.1911.01052
Saurbier, S. Y.; Sutschet, S.; Matthiesen, S.
2025. doi:10.5445/IR/1000187908
Cortier, V.; Debant, A.; Küsters, R.; Moser, F.; Müller, J.; Volkamer, M.
2025. Electronic Voting – 10th International Joint Conference, E-Vote-ID 2025, Nancy, France, October 1–3, 2025, Proceedings, Gesellschaft für Informatik (GI)
Heberling, F.; Zunftmeister, L.; Müller, N.; Kutzschbach, M.; Gill, N. M.; Schild, D.; Prüßmann, T.; Dardenne, K.; Geckeis, H.
2025, März. American Chemical Society (ACS) National Meeting & Exposition (2025), San Diego, CA, USA, 23.–27. März 2025
Zhang, Y.; Bartosik, M.; Brinckmann, S.; Bansal, U.; Lee, S.; Kirchlechner, C.
2025. doi:10.5281/zenodo.17767118
Zhang, Y.; Bartosik, M.; Brinckmann, S.; Lee, S.; Kirchlechner, C.
2025, Januar 31. doi:10.5281/zenodo.17767631
Friedlingstein, P.; O’Sullivan, M.; Jones, M. W.; Andrew, R. M.; Hauck, J.; Landschützer, P.; Le Quéré, C.; Li, H.; Luijkx, I. T.; Olsen, A.; Peters, G. P.; Peters, W.; Pongratz, J.; Schwingshackl, C.; Sitch, S.; Canadell, J. G.; Ciais, P.; Jackson, R. B.; Alin, S. R.; Arneth, A.; Arora, V.; Bates, N. R.; Becker, M.; Bellouin, N.; Berghoff, C. F.; Bittig, H. C.; Bopp, L.; Cadule, P.; Campbell, K.; Chamberlain, M. A.; Chandra, N.; Chevallier, F.; Chini, L. P.; Colligan, T.; Decayeux, J.; Djeutchouang, L. M.; Dou, X.; Duran Rojas, C.; Enyo, K.; Evans, W.; Fay, A. R.; Feely, R. A.; Ford, D. J.; Foster, A.; Gasser, T.; Gehlen, M.; Gkritzalis, T.; Grassi, G.; Gregor, L.; Gruber, N.; Gürses, Ö.; Harris, I.; Hefner, M.; Heinke, J.; Hurtt, G. C.; Iida, Y.; Ilyina, T.; Jacobson, A. R.; Jain, A. K.; Jarníková, T.; Jersild, A.; Jiang, F.; Jin, Z.; Kato, E.; Keeling, R. F.; Klein Goldewijk, K.; Knauer, J.; Korsbakken, J. I.; Lan, X.; Lauvset, S. K.; Lefèvre, N.; Liu, Z.; Liu, J.; Ma, L.; Maksyutov, S.; Marland, G.; Mayot, N.; McGuire, P. C.; Metzl, N.; Monacci, N. M.; Morgan, E. J.; Nakaoka, S.-I.; Neill, C.; Niwa, Y.; Nützel, T.; Olivier, L.; Ono, T.; Palmer, P. I.; Pierrot, D.; Qin, Z.; Resplandy, L.; Roobaert, A.; Rosan, T. M.; Rödenbeck, C.; Schwinger, J.; Smallman, T. L.; Smith, S. M.; Sospedra-Alfonso, R.; Steinhoff, T.; Sun, Q.; Sutton, A. J.; Séférian, R.; Takao, S.; Tatebe, H.; Tian, H.; Tilbrook, B.; Torres, O.; Tourigny, E.; Tsujino, H.; Tubiello, F.; van der Werf, G.; Wanninkhof, R.; Wang, X.; Yang, D.; Yang, X.; Yu, Z.; Yuan, W.; Yue, X.; Zaehle, S.; Zeng, N.; Zeng, J.
2025. Earth System Science Data, 17 (3), 965–1039. doi:10.5194/essd-17-965-2025
Braun, L.; Hagen, F. P.; Fedoryk, M.; Seitz, M.; Stelzner, B.; Trimis, D.; Grunwaldt, J.-D.; Doronkin, D. E.
2026, März 18. doi:10.35097/71ekatz6whesv6k6
Chen, J.; He, Q.; Hu, Y.; Chen, X.; Duan, D.; Wang, F.; Xiong, Y.; Zhao, Y.
2025. Applied Surface Science, 695, Art.-Nr. 162828. doi:10.1016/j.apsusc.2025.162828
Curti, E.; Tits, J.; Heberling, F.
2026. Chemical Geology, 699, 123169. doi:10.1016/j.chemgeo.2025.123169
Xu, Z.; Wöll, C.; Bräse, S.
2025. Advanced Functional Materials, Art.-Nr. e25091. doi:10.1002/adfm.202425091
Saldi, G. D.; Louvat, P.; Heberling, F.; Mavromatis, V.; Schott, J.
2026. Geochimica et Cosmochimica Acta, 413, 104–121. doi:10.1016/j.gca.2025.11.032
Björklund, M.; Hartnick, T.; Karasik, Y.
2025. Journal d’Analyse Mathématique, 156 (1), 97–150. doi:10.1007/s11854-025-0377-0
Vasilenko, E.; Chorakkunnath, V. U.; Resch, J.; Jobbitt, N.; Serrano, D.; Goldner, P.; Kuppusamy, S. K.; Ruben, M.; Hunger, D.
2025. arxiv. doi:10.48550/arXiv.2509.01467
Schroller, D.; Sitter, D.; Koch, T.; Adam, V.; Glaeser, N.; Godfrin, C.; Kubicek, S.; Jussot, J.; Loo, R.; Shimura, Y.; Wan, D.; Chen, Y.; Ruben, M.; De Greve, K.; Wernsdorfer, W.
2025. arxiv. doi:10.48550/arXiv.2510.10110
Kuppusamy, S. K.; Poel, S. van der; Schlittenhardt, S.; Fuhr, O.; Zant, H. S. J. van der; Ruben, M.
2025. American Chemical Society (ACS). doi:10.26434/chemrxiv-2025-5qdh3
Niederl, M. née W.; Ledesma-Krist, G. M.; Maul, E.; Damm, C.; Householder, J. E.; Paul, M.; Egger, G.
2025. Tuexenia, 45, 1–26. doi:10.14471/2025.45.003
Roesky, P. W.; Sun, X.; Hinz, A.; Maier, S.; Jin, D.; Saito, M.; Schlittenhardt, S.; Ruben, M.
2025. American Chemical Society (ACS). doi:10.26434/chemrxiv-2025-dtfmv
Sharifi, E.; Michaelides, S.; Levizzani, V.
2025. Remote Sensing, 17 (20), Art.-Nr. 3406. doi:10.3390/rs17203406
Gioè, A.; Hernández, F. A.; Bongiovì, G.; Catanzaro, I.; Quartararo, A.; Vallone, E.; Agnello, G.; Spagnuolo, G. A.; d’Amico, S.; Chiovaro, P.; Di Maio, P. A.
2025. Fusion Engineering and Design, 220, Art.-Nr. 115314. doi:10.1016/j.fusengdes.2025.115314
Ruben, M.
2025. ECS Meeting Abstracts, MA2025-01 (17), Art.-Nr.: 1242. doi:10.1149/MA2025-01171242mtgabs
Liu, Y.; Mostaghimi, M.; Chandresh, A.; Jana, S.; Wenzel, W.; Heinke, L.
2025. Advanced Functional Materials, Art.-Nr. 2423539. doi:10.1002/adfm.202423539
Gao, F.; Yang, C.; Lyu, Y.; Zhang, L.; Cheng, P.; Chen, L.; Wang, E.-G.; Klyatskaya, S.; Zhang, C.; Ruben, M.; Meng, S.; Wu, K.; Zhang, Y.-Q.
2025. Nature Communications, 17 (1), 153. doi:10.1038/s41467-025-66848-9
Klementyeva, S. V.; Gamer, M. T.; Schulze, M.; Suryadevara, N.; Bogomyakov, A. S.; Abramov, P. A.; Konchenko, S. N.; Ruben, M.; Wernsdorfer, W.; Moreno-Pineda, E.
2025. Inorganic Chemistry, 64, 701–715. doi:10.1021/acs.inorgchem.4c03278
Piquero-Zulaica, I.; Scharfe, T.; Corral-Rascón, E.; Riss, A.; Corso, M.; Schiller, F.; Ortega, J. E.; Klyatskaya, S.; Ruben, M.; Björk, J.; Barth, J. V.
2025. The Journal of Physical Chemistry Letters, 16 (26), 6809–6816. doi:10.1021/acs.jpclett.5c01385
Ardila-Rey, J. A.; Jorquera, C. A.; Gómez, J. P.; de Castro, B. A.; Govindarajan, S.; Orellana, L.
2025. IEEE Transactions on Instrumentation and Measurement, 74, Art.-Nr. 9006816. doi:10.1109/TIM.2025.3593563
Liao, X.; Chen, Y.; Xie, T.; Sun, R.-J.; Yang, L.-Z.; Liu, C.-F.; Wang, R.; Klyatskaya, S.; Ruben, M.; Zhang, W.; Fu, Y.-S.
2025. Nature Communications, 16 (1), Art.-Nr.: 6263. doi:10.1038/s41467-025-61594-4
Liao, X.; Sun, R.-J.; Minamitani, E.; Yang, L.-Z.; Xie, T.; Zhang, W.-H.; Liu, C.; Klyatskaya, S.; Ruben, M.; Fu, Y.-S.
2025. Journal of the American Chemical Society, 147 (28), 24422–24429. doi:10.1021/jacs.5c03347
Qin, Y.; Yang, F.; Yuwono, J. A.; Varzi, A.
2025. Small, 21 (9), Art.-Nr. 2410758. doi:10.1002/smll.202410758
Eckhardt, D.; Hochbruck, M.; Verfürth, B.
2025. IMA Journal of Numerical Analysis, Art.-Nr. draf092. doi:10.1093/imanum/draf092
Jain, S. B.; Shao, Z.; Hecht, M.
2025. Machine Learning: Science and Technology, 6 (4), Art.-Nr. 045029. doi:10.1088/2632-2153/ae1546
Torello Pianale, L.; Blöbaum, L.; Grünberger, A.; Olsson, L.
2025. Biotechnology and Bioengineering, 122 (7), 1656–1668. doi:10.1002/bit.28984
Ansong, M.; Amakali, A. M.; Nyang’onda, T. N.; Musembi, R. J.; Dobreva, P.; Richards, B. S.
2025. Energy Reports, 14, 4111–4124. doi:10.1016/j.egyr.2025.11.027
Helmbrecht, K.; Groß, A.
2025. The Journal of Physical Chemistry C, 129 (10), 5191–5196. doi:10.1021/acs.jpcc.4c08058
Bukreev, F.
2025, Dezember 4. Karlsruher Institut für Technologie (KIT). doi:10.5445/IR/1000187874
Baer, A.; Tintó Prims, O.; Jakub, F.; Castrillo, M.; Redl, R.; Caspart, R.; Klose, M.
2025, Januar 17. doi:10.5281/zenodo.15019211
Baer, A.; Tintó Prims, O.; Jakub, F.; Castrillo, M.; Redl, R.; Caspart, R.; Klose, M.
2024, Juli 30. doi:10.5281/zenodo.11482664
Pashminehazar, R.; Fam, Y.; Diaz, A.; Holler, M.; Kronenberg, M.; Ihli, J.; Grunwaldt, J.-D.; Sheppard, T. L.
2025, Dezember 5. doi:10.35097/89wnns8dbfgffjzt
Krüger, M.; Does, E.; Schwan, G.; Leo, P.
2025. doi:10.5445/IR/1000187871
Li, Q.; Kuenzel, M.; Wang, J.; Diemant, T.; Axmann, P.; Wohlfahrt-Mehrens, M.; Passerini, S.; Bresser, D.
2025. ChemSusChem, 18 (11), Art.-Nr. e202500079. doi:10.1002/cssc.202500079
Bei Fragen wenden Sie sich gerne an Frau Dr. Ing. Dorit Nötzel